
Trans. Nonferrous Met. Soc. China 24(2014) 922-929
Effect of pouring and mold temperatures on hot tearing susceptibility of AZ91D and Mg-3Nd-0.2Zn-Zr Mg alloys
Hao HUANG, Peng-huai FU, Ying-xin WANG, Li-ming PENG, Hai-yan JIANG
National Engineering Research Center of Light Alloy Net Forming and State Key Laboratory of Metal Matrix Composite, Shanghai Jiao Tong University, Shanghai 200240, China
Received 2 February 2013; accepted 4 March 2014
Abstract:
Pouring and mold temperatures are two important parameters during casting magnesium components. The present study examined their influence on hot tearing susceptibility (HTS) of commercial AZ91D and newly developed Mg-3Nd-0.2Zn-Zr (mass fraction, %; NZ30K) magnesium alloys in gravity permanent mold casting condition. The results indicate that mold temperature shows much more significant influence on the HTS of both alloys than pouring temperature whose influence only can be distinguished at low mold temperature (341 K for AZ91D alloy and 423 K for NZ30K alloy). Hot tearing susceptibility prediction model concerning feeding parameters, grain size and solidification range, is more suitable to estimate the HTS of different magnesium alloys than the model only concerning feeding parameters. In order to achieve better hot tearing resistance, the ranges of pouring and mold temperatures are suggested to be 961-991 K and ��641 K for AZ91D alloy, 1003-1033 K and ��623 K for NZ30K alloy, respectively.
Key words:
AZ91D alloy; Mg-3Nd-0.2Zn-Zr; hot tearing susceptibility; pouring temperature; mold temperature;
1 Introduction
As the lightest metal structure material, magnesium (Mg) alloys have experienced remarkable development due to the urgent demand of energy-saving and emission-reduction in last decade. Similar to other alloys, cast magnesium alloy components often suffer hot tearing, which is also referred to hot cracking. The hot tearing is influenced by many factors, and sometimes is hard to avoid. During actual casting process, in order to obtain sound components, pouring temperature and mold temperatures are often adjusted to get relatively low hot tearing susceptibility. Before doing this, the influence of pouring and mold temperatures on the hot tearing susceptibility of magnesium alloys should be known. The influence on Al alloys was extensively studied, while it is not the case for magnesium alloys. Only a few literatures concerning the influence are available. In the study of AZ91D alloy, BICHLER et al [1] found that the variation of pouring temperature did not show significant influence on hot tearing of alloy. They also studied the effect of mold temperature from 413 K to 653 K at pouring temperature of 973 K, concluding that the hot tearing decreased progressively with the increase of mold temperature, and when mold temperature is above 593 K, no hot tearing exists. ZHEN et al [2] studied the hot tearing behavior of a binary Mg-1Al alloy in the mold temperature ranging from 523 K to 773 K. They also found that hot tearing susceptibility of alloy reduced gradually with the increase of mold temperature and higher mold temperature, resulting in higher crack onset temperature and longer propagation time. Therefore, the modification of pouring and mold temperatures does alter the hot tearing susceptibility of magnesium alloys.
Mg-RE (rare earth) system alloys, such as Mg-10Gd-3Y-Zr (mass fraction, %) alloy [3,4], have been studied extensively in recent years as RE elements have an obvious effect on enhancing the mechanical properties of magnesium alloys, especially at elevated temperatures. However, the hot tearing susceptibility, one of key issues to determine the formability of Mg-RE alloys in the actual applications, was seldom studied.
Therefore, in the present study, in order to promote the understanding of the hot tearing behaviors of Mg-RE alloys, a newly developed Mg-3Nd-0.2Zn-Zr (NZ30K; mass fraction, %) alloy [5-7], was compared with a commercial magnesium alloy, AZ91D. NZ30K alloy was chosen because it only contains 3% RE elements (low cost) and may have actual application. The specific influence of pouring temperature and mold temperature on the hot tearing susceptibility of AZ91D and NZ30K alloys was studied in detail.
2 Experimental
2.1 Materials
Commercial AZ91D ingot and alloy with nominal composition Mg-3Nd-0.2Zn-0.4Zr (mass fraction, %) prepared by high purity Mg, Zn and Mg-25%Nd, Mg-30%Zr master alloys were melted in an electrical resistance furnace under the protection of mixture gas of CO2+SF6. Both of the alloys were refined with JDMJ refining flux (MgCl2 45%, KCl 25%, NaCl 20%, CaCO3 10% in mass fraction), and then were kept for about 20 min before casting.
2.2 Hot tearing indexation
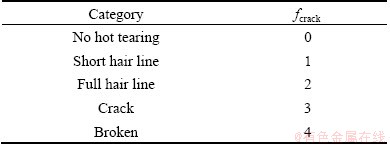
Figure 1 illustrates the schematic experimental set-up to evaluate the hot tearing susceptibility (HTS). The hot tearing grade is determined by observing the position and degree of the hot cracks. ARGO et al [8] proposed Eq. (1) to evaluate the HTS, which is also used in the present study. The HTS values are evaluated by the factors of the hot crack width (fcrack), location (flocation) and the crack bars length (flength). Table 1 lists the values of the crack width factor fcrack. The wider the hot crack is, the larger the value of fcrack. The values of flength are defined to be 4 for the longest rod, 8 for the second longest rod, 16 for the third longest rod, and 32 for the shortest rod (Fig. 1). This is because the longer bars are easier to form hot cracks. The values of flocation are defined to 1 for cracking at the sprue end, where it is the most likely to form hot cracks, 2 at the ball end, and 3 in the middle of the rod (Fig. 1). The larger value of HTS calculated by Eq.(1) suggests that the casting is easier to form hot cracks.
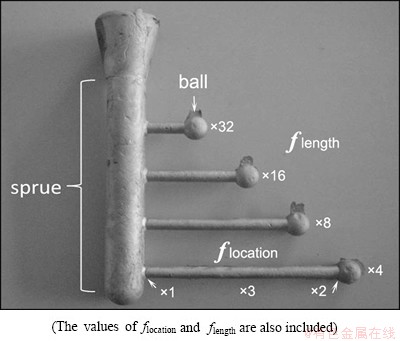
Fig. 1 Photograph of a casting produced by permanent constrained-rod mold to evaluate HTS
Table 1 Tearing crack categories and their hot tearing width factor values (fcrack)
HTS=��(fcrack��flength��flocation) (1)
2.3 Instrument
Figure 2 illustrates the schematic experimental instruments. In order to control the temperature precisely, pouring and mold heating equipments were designed respectively. In the pouring equipment, one cylinder electrical heating brick was used to control the melt temperature in an iron crucible. At the bottom of the crucible, there was a d30 mm hole, from which the melt flowed out of the crucible at a controlled temperature during casting. Before that, the hole was plugged by a stopper. In the mold heating equipment, two rectangle heating bricks were used to control the mold temperature. Asbestos was filled outside of the heating bricks to reduce the heat transference between the air and mold in both pouring and mold heating equipments. Thermocouples with a diameter of 3 mm in the mold and melt were used to control pouring and mold temperatures, which can be controlled within ��2 K.
2.4 Casting parameters
In order to characterize the influence of chemical composition of alloy on the hot tearing susceptibility, the superheat temperature (Tpouring-Tliquidus) and the temperature difference between solidus line and mold temperature (TDSM) (Tsolidus-Tmold) are adopted in the present study. Since hot tearing occurs at the late stage of solidification, which is mainly determined by heat transfer condition besides chemical composition of alloy, these relative temperatures are probably more precise to describe the heat transfer condition than the absolute values. The solidification ranges of AZ91D and NZ30K alloys are 741-871 K and 823-913 K, respectively. In the present study, pouring temperatures of NZ30K alloy were chosen as 973, 1003, 1033 and 1063 K, and the superheat temperatures were 60, 90, 120 and 150 K, respectively. Mold temperatures were chosen as 423, 523, 623 and 723 K, and the TDSM were 400, 300, 200 and 100 K, respectively. In order to guarantee the same casting parameters (the same superheat and TDSM), pouring temperatures of AZ91D alloy were chosen as 931, 961, 991 and 1021 K, and mold temperatures were chosen as 341, 441, 541 and 641 K, respectively.
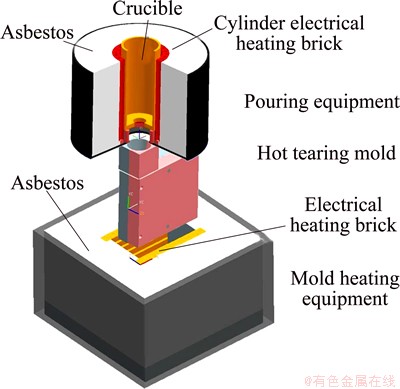
Fig. 2 Schematic equipment to control pouring and mold temperatures
2.5 Casting process
The hot tearing mold, pouring crucible and stopper were coated before experiments. During the pouring process, the mold was heated to pre-designed temperature, and was kept at the temperature for 10-15 min to get homogeneous temperature field. The pouring crucible and stopper were pre-heated to designed temperature and placed above the riser of mold. A fixed amount of melt was poured into the crucible with a ladle under the protection gas, and meanwhile, a thermo-couple was inserted into the melt. The melt was heated to pre-determined pouring temperature and then the stopper was pulled out to let the melt flow into the hot tearing mold. During the whole process, cover flux was used to protect the melt in the pouring crucible. The cast hot tearing components were removed from the mold at 7 min after casting, and were carefully checked after cooling in the air. Images of cracks were taken by camera to decide their HTS value.
3 Results
Figures 3 and 4 show the influence of pouring temperature and mold temperature on the hot tearing susceptibility (HTS) of AZ91D and NZ30K alloys, respectively. The HTS values of both alloys decrease evidently with mold temperature, and much less significantly with pouring temperature.
3.1 Influence of mold temperature
In AZ91D alloy (Fig. 3), at a relatively low mold temperature, 341 K (TDSM: 400 K), severe hot cracks occur on all the castings. Even the minimum value of HTS reaches 132 and the average HTS is about 154. Then, the HTS reduces gradually with the increase of mold temperature. When the mold temperature is up to 641 K (TDSM: 100 K), no hot tearings occur on the specimens whatever the pouring temperatures are. The average HTS of AZ91D alloy decreases with mold temperature at a speed of about 0.51 K-1 (154/ (641-341)).
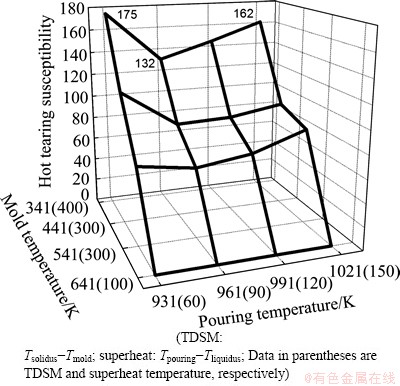
Fig. 3 Influence of pouring and mold temperatures on hot tearing susceptibility (HTS) of AZ91D alloy

Fig. 4 Influence of pouring and mold temperatures on hot tearing susceptibility (HTS) of NZ30K alloy
The variation trend of NZ30K alloy on HTS (Fig. 4) is similar to AZ91D alloy generally. At a lower mold temperature, 423 K (TDSM: 400 K), serious hot tearing is also observed. The maximum value of HTS is 165, while the average HTS is about 117. Then, the HTS decreases quickly with the increase of mold temperature. When the mold temperature rises to 623 K (TDSM: 200 K) or higher (723 K, TDSM: 100 K), no hot cracks can be observed. Therefore, the average HTS reduces with mold temperature at a speed about 0.59 K-1 (117/(623-423)), which is a little higher than AZ91D alloy.
3.2 Influence of pouring temperature
The influence of pouring temperature on HTS is less significant than mold temperature, and it is very clear in Figs. 3 and 4. Such influence is only obvious at lower mold temperatures (TDSM: 300-400 K), while very limited at higher mold temperatures (TDSM: 100-200 K).
In AZ91D alloy, when the mold temperature is 341 K (TDSM: 400 K), the HTS decreases quickly from 175 to 132 with the increase of pouring temperature from 931 K (superheat temperature 60 K) to 961 K (superheat temperature 90 K), and 132 is the minimum value of HTS at this mold temperature. Further increasing the pouring temperature, the HTS increases and reaches 162 when the pouring temperature is 1021 K (superheat temperature 150 K).
Similar variation is also observed in NZ30K alloy. At mold temperature of 423 K (TDSM: 400 K), the value of HTS drops rapidly from 165 to 96 firstly at the pouring temperature of 1003 K (superheat 90 K), and then slowly increases to 112 when the pouring temperature rises to 1063 K (superheat temperature 150 K).
3.3 Comparison between AZ91D and NZ30K alloys
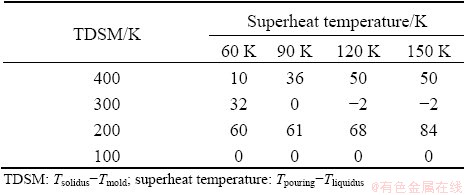
In order to compare the HTS between AZ91D and NZ30K alloys, the HTS difference is calculated by HTSAZ91D-HTSNZ30K at the same superheat temperature and TDSM. The results are listed in Table 2. Positive value means that AZ91D is less hot tearing resistant than NZ30K alloy at this superheat temperature and TDSM, and vice versa. AZ91D and NZ30K alloys possess the same HTS value at TDSM 100 K, and at TDSM 300 K, superheat temperature 90-120 K. In other conditions, the hot tearing resistance of NZ30K alloy is obviously better than that of AZ91D alloy. By comparing the two alloys, generally, it seems that NZ30K alloy has higher hot tearing resistance (lower HTS) than AZ91D alloy. When the TDSM is 200 K (mold temperature is 541 K for AZ91D alloy and 623 K for NZ30K alloy), the HTS of NZ30K alloy is 0 (Fig. 4), while that of AZ91D alloy is still larger than 60 (Fig. 3). If the absolute mold temperature is considered, both of alloys have a good hot tearing resistance when the mold temperature is no less than 623 K (623 K for NZ30K alloy and 641 K for AZ91D alloy) as there are no hot cracks at these temperatures.
Table 2 Difference of hot tearing susceptibility between AZ91D and NZ30K alloys (HTSAZ91D-HTSNZ30K)
According to the results above, in order to achieve better hot tearing resistance in permanent mold casting, the ranges of pouring and mold temperatures should be chosen respectively as 961-991 K (superheat temperature 90-120 K) and ��641 K (TDSM: 100 K) for AZ91D alloy, as 1003-1033K (superheat temperature 90-120 K) and ��623 K (TDSM: 200 K) for NZ30K alloy.
4 Discussion
It is generally accepted that the process of hot tearing forming could be divided into two steps: nucleation and propagation. ESKIN and KATGERMAN [9] reported that hot tearing could initiate easily at liquid film or liquid pool, pore or series of pores, grain boundary located in the place of stress concentration and inclusions that can be easily separated from the surrounding liquid or solid phase, e.g., intermetallic particle or oxide film. These defects facilitate the formation of hot tearing. During the propagation, the refill capacity of an alloy plays an indispensable role as concluded by ZHEN et al [2]. Hot tearing would be healed as long as when there is feeding during solidification. This is also the reason why components are always designed to solidify sequentially. The refill capacity is determined by refilling time, liquid fraction, refill channel geometry and the fluidity of the liquid. Good refill capacity is benefit to reduce the formability of hot tearing. In general, the factors that influence the initiation and/or the refill capacity of an alloy would affect its hot tearing formability.
4.1 Influence of mold temperature
Mold temperature would influence an alloy��s hot tearing formability in the following ways. A higher mold temperature would lead to a lower cooling rate. And the lower cooling rate would not only alleviate the thermal gradient, which could lead to an uneven thermal contraction, but also prolong the available time to release the stress and strain by moderate deformation, such as inter-granular sliding. Therefore, the possibility of hot tearing nucleation would be strongly reduced by the decrease of stress concentration. Subsequently, the refill capacity is also improved because of the higher mold temperature. A lower cooling rate leads to a prolonged refill time, and more liquid is left after hot tearing initiation, which improves the refill capacity. Figures 5(a)-(c) show the variation of dendrite morphology of AZ91D alloy in the TDSM range of 400-200 K (mold temperature: 341-541 K). It illustrates that the dendrite grows coarsely and disappears gradually with the increase of mold temperature. ZHEN et al [2] reported that a coarser dendrite microstructure allowed an easier flow through interdendritic channel, and HU [10] demonstrated that the disappearance of the dendrite microstructure would alleviate the hindrance of liquid refilling. Therefore, the liquid flows more easily with the increasing of mold temperature due to the more suitable geometry of refill channels. The refill capacity is improved. Hence, with the increase of mold temperature, hot cracks initiation becomes hard and the alloy��s refill capacity increases, both of which lead to the lower hot tearing susceptibility, just as shown in Figs. 3 and 4.
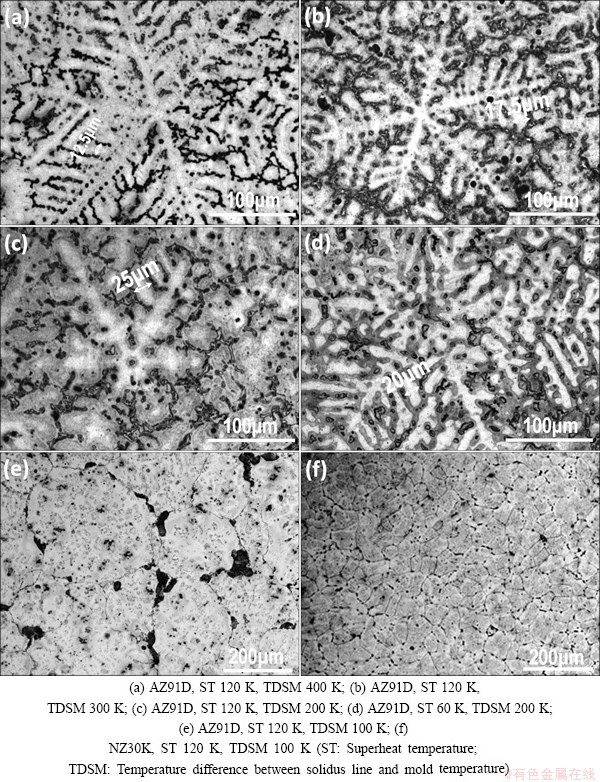
Fig. 5 Optical microstructure images of AZ91D and NZ30K alloys
4.2 Influence of pouring temperature
Pouring temperature or superheat temperature only displays obvious effect at low mold temperatures (TDSM: 300-400 K), as shown in Fig. 3 and Fig. 4, in which the HTS reduces first, and then increases gradually. Increasing pouring temperature has two contrary effects on the formability of hot tearing. On one side, a higher pouring temperature, like a higher mold temperature, also leads to a lower cooling rate. And the lower cooling rate alleviates the stress or strain concentration, and causes coarser dendrites (shown in Figs. 5(c)-(d)). As analysis above, the melt could flow more easily through the coarser interdendritic channels, and reduce the hot tearing susceptibility. However, on the other side, with the increase of pouring temperature, some factors promote the hot tearing nucleation. ESKIN and KATGERMAN [10] reported that during solidification, before fully solidifying, solid bridges build up among grains where liquid films exist. A higher pouring temperature would retard this process and prolong the life of liquid films, as demonstrated by COUTURE and EDWARDS [11], weakening the coherence among grains, and finally increasing the possibility of hot tearing initiation. Besides, a higher pouring temperature would increase the oxidation liability of magnesium alloy, and like liquid film, oxide film also facilitates the formation of hot tears. In the meantime, a higher pouring temperature leads to a lower density of magnesium liquid. Their solidification would cause a higher contraction stress, which is easier to initiate hot tearing. Therefore, under the interaction of these two contrary factors, one of which promotes the nucleation of hot tearing and the other does not; the HTS exhibits a rule of reducing first and then increasing. However, with the increase of mold temperature (TDSM: 100-200 K), the influence of pouring temperature becomes very limited (Figs. 3 and 4). It is probably because a higher mold temperature generates a very low cooling rate, generally, and such low cooling rate diminishes the possibility of hot tearing nucleation and enhances alloys�� refill ability, making it very hard to initiate hot tearing, and limit the effect of pouring temperature.
4.3 Comparison between AZ91D and NZ30K alloys
In order to explain the reasons why hot tearing occurs, several kinds of theories were proposed in the previous studies on hot tearing. Among them, based on the feeding theory, CLYNE and DAVIES [12] proposed Eq. (2) to predict the hot tearing susceptibility of an alloy.
HTS=tV/tR=(t99-t90)/(t90-t40) (2)
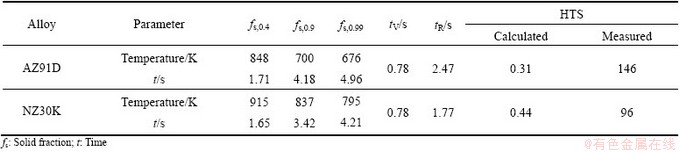
where HTS is hot tearing susceptibility; tV is the vulnerable time period; tR is the time available for stress relief process (mass feeding and liquid feeding); t99, t90, and t40 indicate the time when solid phase ratios are 99%, 90% and 40%, respectively. ESKIN and KATGERMAN [10] considered that the criterion was very successful in predicting the compositional dependence of hot tearing and was frequently used for shape casting. Table 3 lists the coefficients from the curve of solid fraction (fs) versus temperature calculated from PANDAT software [13] (one kind of thermodynamic calculation software) based on PanMg database, and the curve of temperature versus solidification time (ts) from experimental data. As the calculated curve of fs versus temperature may be different from its actual value, the calculated results can only be used for qualitative analysis between different alloys. From Table 3, the calculated results indicate AZ91D alloy (0.31) has smaller HTS than NZ30K alloy (0.44), which is quite different from experimental results in this condition. The difference probably comes from the fact that Eq. (2) overlooks some factors influencing the nucleation of hot tearing, such as the ductility and strength of an alloy in semi-solid state, and solidification range.
Higher ductility and strength in semi-solid state can reduce the tendency of hot tearing, as PROKHOROV [14] suggested that cracks only occur when the stress or strain is greater than the minimum value. ESKIN et al [15] confirmed the semi-solid ductility increases with grain refinement. As NZ30K alloy (Fig. 5(f)) gets much finer grains than AZ91D alloy (Fig. 5(e)), the semi-solid ductility of NZ30K alloy should be much better than AZ91D alloy, which suggests that NZ30K alloy should have higher hot tearing resistance (less HTS). Solidification range also has influence on the formation of hot tearing. PUMPHREY and JENNINGS [16] confirmed that there is a brittle temperature range when solid network begins to form near the end of solidification. Within this temperature range, hot tearing is easy to form because of the low plasticity. It is generally acknowledged that a larger solidification range indicates a wider brittle temperature range, and hot tearing is more likely to form. The solidification range of AZ91D and NZ30K alloys are 130 K and 90 K, respectively. Hence, from this point, AZ91D alloy is also easier to form hot tearing than NZ30K alloy.
Based on the influence of grain size and solidification range on hot tearing susceptibility, LI [17] proposed a modified model Eq. (3) based on Eq. (2).
HTS=(tV/tR)����T��gs (3)
where ��T is the solidification range; gs is the grain size. In this modified model, solidification range ��T and grain size gs are considered the influence factors of HTS. In the present study, calculated from Eq. (3), the HTS of NZ30K and AZ91D alloys are 1564 and 8281, respectively, when the superheat temperature is 120 K and the TDSM is 400 K, implying that the hot tearing tendency of AZ91D alloy is larger than that of NZ30K alloy, which can roughly reflect the experimental results.
Table 3 Calculation of HTS by Eq. (2) (ST=120 K; TDSM=400 K)
However, the predicted HTS of AZ91D alloy is much larger than NZ30K alloy, which is not consistent with the experimental results. Probably Eq. (3) also has some limitations. According to result by EASTON et al [18], the decrease of grain size reduces the permeability of the mush during solidification, which can deteriorate alloy��s refill capacity and lead to higher HTS. Therefore, grain size has contrary effect on the formation of hot tearing. On one hand, fine grains improve the strength and ductility of an alloy in semi-solid condition, which reduces the HTS. On the other hand, fine grains reduce the permeability of the mush, which weakens the refill capacity and increases the HTS. Hence, the HTS should not increase with grain size in a linear way, but in a less significant way, such as, HTS��(gs)n, n<1. Solidification range may also have contrary effect on the formation of hot tearing too. On one hand, as analysis above, wider solidification range implies wider brittle temperature range, which increases the HTS. On the other hand, wider solidification range lets the alloy have longer time to relax the stress or strain concentration and refill the hot tears, which decreases the HTS. Therefore, the HTS should not increase with ��T in a linear way either, but in a less significant way, such as, HTS��(��T)m, m<1. If modifying Eq. (3) to Eq. (4), choosing m=n=0.5, the HTS values of NZ30K and AZ91D alloys are 26.4 and 50.6 respectively, which are much more comparable with the experimental results (96 and 146 in Table 3).
HTS=(tV/tR)��(��T)m��(gs)n (4)
Still, Eq. (4) also cannot explain the reason why the HTS values of both alloys are nearly the same as those at TDSM 100 K and at superheat temperature of 90-120 K, TDSM 300 K (Table 2). This indicates that Eq. (3) and Eq. (4) do not cover all of main factors determining the hot tearing susceptibility of an alloy. A better prediction model of HTS based on the main factors concluding the initiation and propagation (refill capacity) of hot tearing is needed in the future study. These factors should also include the solidification pattern, such as skin-forming solidification (NZ30K alloy) and mushy solidification (AZ91D alloy), which should be treated differently.
5 Conclusions
1) For AZ91D and Mg-3Nd-0.2Zn-Zr, raising mold temperature can greatly improve the hot tearing resistance of the two alloys. When mold temperature is no less than 623 K (NZ30K alloy) or 641 K (AZ91D alloy), no hot tearing occurs. With the increase of mold temperature, the initiation of hot cracks becomes hard and the alloys�� refill capacity increases, both of which lead to the lower hot tearing susceptibility.
2) The influence of pouring temperature on the HTS is only distinguished at low mold temperature (TDSM ��300 K). Increasing pouring temperature has two contrary effects on the formability of hot tearing. The HTS exhibits a rule of reducing first and then increasing. Both AZ91D and NZ30K alloys get their lowest HTS value when the superheat temperature is 90 K. The suggested superheat temperature range for better hot tearing resistance is 90-120 K in the present study.
3) Hot tearing susceptibility prediction model concerning feeding parameters, grain size and solidification range is more suitable to estimate the HTS values of the two magnesium alloys in the present study than the model only concerning feeding parameters.
4) In order to achieve better hot tearing resistance in permanent mold casting, the range of pouring and mold temperatures are suggested to be respectively as 961-991 K (superheat temperature 90-120 K) and ��641 K (TDSM 100 K) for AZ91D alloy, as 1003-1033 K (superheat temperature 90-120 K) and ��623 K (TDSM 200 K) for NZ30K alloy.
Acknowledgments
Prof. Wen-jiang DING of Shanghai Jiao Tong University is gratefully acknowledged for technical discussions.
References
[1] BICHLER L, ELSAYED A, LEE K, RAVINDRAN C. Influence of mold and pouring temperature on hot tearing susceptibility of AZ91D magnesium alloy [J]. Int J Metalcasting, 2008, 2: 43-54.
[2] ZHEN Z S, HORT N, HUANG Y D, UTKE O, PETRI N, KAINER K U. Hot tearing behaviour of binary Mg-1Al alloy using a contraction force measuring method [J]. Int J Cast Metals Res, 2009, 22: 331-334.
[3] HE S M, ZENG X Q, PENG L M, GAO X, NIE J F, DING W J. Microstructure and strengthening mechanism of high strength Mg-10Gd-2Y-0.5Zr alloy [J]. J Alloys Comp, 2007, 427: 316-323.
[4] GAO Lei, CHEN Rong-shi, HAN En-hou. Enhancement of ductility in high strength Mg-Gd-Y-Zr alloy [J]. Transactions of Nonferrous Metals Society of China, 2011, 21: 863-868.
[5] FU P H, PENG L M, JIANG H Y, CHANG J W, ZHAI C Q. Effects of heat treatments on the microstructures and mechanical properties of Mg-3Nd-0.2Zn-0.4 Zr (wt. %) alloy [J]. Mater Sci Eng A, 2008, 486: 183-192.
[6] FU P H, PENG L M, JIANG H Y, MA L, ZHAI C Q. Chemical composition optimization of gravity cast Mg-yNd-xZn-Zr alloy [J]. Mater Sci Eng A, 2008, 496: 177-188.
[7] WU Wen-xiang, JIN Li, DONG Jie, DING Wen-jiang. Prediction of flow stress of Mg�CNd�CZn�CZr alloy during hot compression [J]. Transactions of Nonferrous Metals Society of China, 2012, 22: 1169-1175.
[8] ARGO D, PEKGULERYUZ M, VERMETTE P, LEFEBVRE M. Diecastability of Mg-Al-Sr high temperature creep resistant alloys based on laboratory evaluations and component die casting trials [C]//NADCA Transactions. Cincinnati, Ohio, USA, 2001: 181-186.
[9] ESKIN D G, KATGERMAN L. A quest for a new hot tearing criterion [J]. Metall Mater Trans A, 2007, 38: 1511-1519.
[10] HU Yue-gao. Hot tearing in Al-Mg-Si alloys [D]. Shanghai: Shanghai University, 2008: 56. (in Chinese)
[11] COUTURE A, EDWARDS J O. The hot-tearing of copper-base casting alloys [J]. AFS Trans, 1966, 74: 709-721.
[12] CLYNE T W, DAVIES G J. Influence of composition on solidification cracking susceptibility in binary alloy systems [J]. British Foundryman, 1981, 74: 65-73.
[13] PANDAT 8.0 [2009]. http//www.computherm.com/pandat.html.
[14] PROKHOROV N N. Resistance to hot tearing of cast metals during solidification [J]. Russ Casting Prod, 1962, 4: 172-175.
[15] ESKIN D G, SUYITNO, KATGERMAN L. Mechanical properties in the semi-solid state and hot tearing of aluminium alloys [J]. Prog Mater Sci, 2004, 49: 629-711.
[16] PUMPHREY W I, JENNINGS P H. A consideration of the nature of brittleness and temperature above the solidus in castings and welds in aluminum alloys [J]. J Inst Metals, 1948, 75: 235-256.
[17] LI S M. Hot tearing in cast aluminum alloys [D]. Worcester, USA: Worcester Polytechnic Institute, 2010: 42.
[18] EASTON M, WANG H, GRANDFIELD J, StJOHN D, SWEET E. An analysis of the effect of grain refinement on the hot tearing of aluminium alloys [J]. Mater Sci Froum, 2004, 28: 224-229.
�����¶���ģ���¶ȶ�AZ91D��Mg-3Nd-0.2Zn-Zrþ�Ͻ��������ܵ�Ӱ��
�� 𩣬����������ӭ�£���������������
�Ϻ���ͨ��ѧ ��Ͻ��ܳ����ҹ����о�����&���������ϲ��Ϲ����ص�ʵ���ң��Ϻ� 200240
ժ Ҫ���о��˽����¶Ⱥ�ģ���¶������¶Ȳ��������������������ж���ҵAZ91D������Mg-3Nd-0.2Zn-Zr (����������%��NZ30K)þ�Ͻ��������ܵ�Ӱ�졣���������ģ���¶ȶԺϽ��������ܵ�Ӱ��Ƚ����¶ȵĸ����������ߵ�Ӱ�����ģ���¶Ƚϵ�ʱ(AZ91D��341 K��NZ30K��423 K)�������֡���ֻ������������������ģ����ȣ�ͬʱ�������������������ߴ�ͺϽ��������������ģ���ܹ�ȷ�����۲�ͬþ�Ͻ���������ܡ�Ϊ�˻�ýϺõ����ѿ���������AZ91D�Ͻ�Ľ����¶�Ϊ961~991 K��ģ���¶ȡ�641 K��NZ30K�Ͻ�Ľ����¶�Ϊ1003~1033 K��ģ���¶ȡ�623 K��
�ؼ��ʣ�AZ91Dþ�Ͻ�Mg-3Nd-0.2Zn-Zr���������ܣ������¶ȣ�ģ���¶�
(Edited by Hua YANG)
Foundation item: Project (2009AA033501) supported by the High-tech Research and Development Program of China
Corresponding author: Peng-huai FU; Tel: +86-21-54742911; E-mail: fph112sjtu@sjtu.edu.cn
DOI: 10.1016/S1003-6326(14)63144-7
Abstract: Pouring and mold temperatures are two important parameters during casting magnesium components. The present study examined their influence on hot tearing susceptibility (HTS) of commercial AZ91D and newly developed Mg-3Nd-0.2Zn-Zr (mass fraction, %; NZ30K) magnesium alloys in gravity permanent mold casting condition. The results indicate that mold temperature shows much more significant influence on the HTS of both alloys than pouring temperature whose influence only can be distinguished at low mold temperature (341 K for AZ91D alloy and 423 K for NZ30K alloy). Hot tearing susceptibility prediction model concerning feeding parameters, grain size and solidification range, is more suitable to estimate the HTS of different magnesium alloys than the model only concerning feeding parameters. In order to achieve better hot tearing resistance, the ranges of pouring and mold temperatures are suggested to be 961-991 K and ��641 K for AZ91D alloy, 1003-1033 K and ��623 K for NZ30K alloy, respectively.
