
������ʱ��: 2017-05-04 10:46
�ս����ռ�ʱ�������עģ���ζ��NiTi�Ͻ����ܵ�Ӱ��
���ϴ�ѧ���Ͽ�ѧ�빤��ѧԺ
ժ Ҫ��
���NiTi�Ͻ��������������״�������ܺ����������Զ��㷺Ӧ����ҽ��ֲ���������������Ni�ۺͻ�е���鷨�Ʊ���TiH2��ĩ��Ϊԭ��, �Լ���ϩ������Ϊ����, ͨ������עģ�����Ʊ������������õĶ��NiTi�Ͻ�, �о��˲�ͬ�ս����պͱ���ʱ��Զ��NiTi�Ͻ��϶�ʡ�����֯����ѧ���ܵ�Ӱ�졣�������:�ս����ն��ս���ĸ������ܾ����нϴ��Ӱ��, ͬ����������������ս����, ����ս�õ��ĺϽ��϶�ֲ�����, ����ɾ�һ, ��϶�ʼ���е���ܽϺ�, ��������ս�����;�����ս�ʱ�������, �Ͻ��϶�ʽ���, ���ֲ����Ӿ���, ��ѹǿ�Ⱥ�����ģ������, ͬʱ������ɲ�δ����̫��仯, ��һ��NiTi�����ͨ���ӳ�����ʱ������á����ڹ�����������ֱ�Ϊ42%��45%������, ����ջ�����, �ս�ʱ����1 h���ӵ�4 h, ���϶�ʷֱ���49.58%��48.52%���͵�35.01%��33.49%, ��ѹǿ����57.13��98.04 MPa���ӵ�207.34��296.14 MPa, ����ģ����10.12��14.2 GPa���ӵ�17.01��19.96 GPa��
�ؼ��ʣ�
����עģ����;���NiTi�Ͻ�;�ս�����;�ս�ʱ��;
��ͼ����ţ� TG146.23
����飺�ΰػ� (1972-) , ��, ���ϰ�����, ��ʿ, ������, �о�����:��ĩұ�����۽����Ͷ�ײ���;�绰:0731-88877221;E-mail:duan-bh@csu.edu.cn;
�ո����ڣ�2017-03-03
��������ʡ��Ȼ��ѧ������Ŀ (2015JJ2170);������Ȼ��ѧ������Ŀ (51274246) ����;
Properties of Porous NiTi Alloy by Gel-Casting with Different Sintering Atmosphere and Sintering Time
Duan Bohua Zhang Yasong Wang Dezhi Xie Chunge
School of Materials Science and Engineering, Central South University
Abstract��
Porous NiTi alloy was widely used as medical implant materials because of its excellent shape memory performance and biocompatibility. Porous NiTi alloy was fabricated by gelcasting with MAM as monomer, using atomized nickel powder and titanium hydride powder by mechanical crushing as raw material. The effects of sintering time and sintering atmosphere on the mechanical property, microstructure and phase composition of porous NiTi alloy were studied. The results showed that the sintering atmosphere had an important influence on the various performance of the alloy. Compared with argon and hydrogen atmosphere, porous NiTi alloy sintered in high vacuum had equable pore distribution, homogeneous phase, better porosity and mechanical property, which was ideal sintering atmosphere. The extent of sintering time, the porosity of sintered alloy decreased and the compression strength and Young' s modulus increased, with more equable pore distribution. However, there was no obvious change in the phase composition. It was hard to get single NiTi phase by increasing sintering time. For the solid loading of 42% and 45%, at vacuum atmosphere, with the sintering time increasing from 1 to 4 h, the porosity of sintered NiTi alloy decreased from 49. 58% and 48. 52% to 35. 01% and 33. 49%, while the compressive strength increased from 57. 13 and 98. 04 MPa to 207. 34 and 296. 14 MPa, and the elastic modulus increased by 10. 12 and 14. 2 GPa to 17. 01 and 19. 96 GPa, respectively.
Keyword��
gel-casting; porous NiTi alloy; sintering atmosphere; sintering time;
Received�� 2017-03-03
Ni Ti�Ͻ���������ص���״����ЧӦ�ͳ�����, ���õ����������Ե��ص�, ������ҽ�ò���Ӧ������õ��㷺Ӧ��[1]�����Ni Ti�Ͻ����������ϵ��ŵ�, ���϶�ṹ�ܹ���Ч���Ͳ��ϵĵ���ģ��, ʹ�䵯��ģ��������ﵽ���ƥ��, ���⡰Ӧ�����Ρ�����ķ���[2];ͬʱ��϶�ṹ�Ĵ���Ҳ�����ڹ���֯�ij����Ӫ���ɷֵ�����, ʹֲ����ĸ������ܶ���������֯����ƥ��[3]���������ڶ��Ni Ti�Ͻ�������ҽ�ò��Ϸ���չ�ֳ��ľ�DZ��, ������, ������ѧ���ǶԶ��Ni Ti�Ͻ���Ʊ������˲�ͬ��ʽ��̽��, �糣���ĩұ�� (CS) [4], �����Ӹ��ºϳɷ� (SHS) [5], �ȵȾ�ѹ�սᷨ[6], ���սᷨ[7]�ȡ�����Щ����������ֱ�����츴����״���������ֲ��, ��ͨ����̼ӹ����Ʊ�������ֲ��, ���ڶ�ײ��ϳʱ�������, ������ӹ����ѡ��ӹ��ɱ��ߡ������˷Ѵ�, ���һ������ṹ��Ӱ������ʹ�����ܡ���ĩע����μ�����Ȼ�ܹ��Ʊ�������״�����, ���������ڳߴ�ϴ���������ֲ�������[8,9,10]�����, Ѱ��һ���Ʊ��ۺ��������õĶ��Ni Ti�Ͻ�����״�����Ľ������μ������Ե÷dz���Ҫ[11]��
����עģ���μ�����Ϊһ�����ͷ�ĩ�������μ���, ����Ҫԭ���ǻ����л�����ԭλ�̻���Ӧ���̶����������ķ�ĩ���г���[12,13], ���ڴ�ߴ�, ��״����������Ʊ����кܴ�����, ��ģ�߳ɱ�����, ����Ҫר�ŵij����豸[14], ͨ���ı��������������Եõ���ͬ��϶�ͻ�е����, ��һ�ֺܺõĶ�ײ����Ʊ�����, �ڸ�����״�մɵij��ͷ���õ��˹㷺Ӧ��[15,16]��������, �ü�����ʼӦ���ڽ�����ĩ���ͷ���, Ŀǰ�Ѿ��ɹ��Ʊ�����H13���߸�[17]��Ni�Ͻ�[18]���ѺϽ�[19]�������[20]��Ti Al�Ͻ�[21]�Ȳ��ϡ��Ի�ԭTi�ۺ�Ni����Ϊԭ��, �Ա�ϩ������Ϊ����, ̽��������עģ�����Ʊ����Ni Ti�Ͻ�[22], ���ѷ����������ҳɱ���, ���ұ�ϩ�����������нϴ�Ķ�������, ��Щ�������˴������Ӧ�á���������Ti H2�۴���Ti����Ϊԭ��, �����õͶ��Լ���ϩ������Ϊ����, �Ʊ����������õĶ��Ni Ti�Ͻ�, ���ص��о��ս����ա��ս�ʱ��Զ��Ni Ti�Ͻ��϶�ʡ�����ò��������ɼ���ѧ���ܵ�Ӱ�졣
1 ʵ��
1.1 ԭ��
ʹ������Ni�� (����99.5%����, ƽ������28.41��m) , ��е���鷨�Ʊ���Ti H2�� (����99.5%����, ƽ������9.59��m) ��Ϊ��ĩԭ�ϡ�����עģ�����õ��Ļ�ѧ�Լ���:�������ϩ���� (MAM, ���ѧ�Լ��о���) , ������N, N'-�Ǽ���ϩ���� (MBAM, ������ŷ��ѧ�Լ�����˾) , ��ɢ��������� (��¤��ѧ�Լ�����˾) , ����N, N, N', N'-�ļ��Ҷ��� (TEMED, ���⸴��ϸ�����о���) , ������������� (APS, ��¤��ѧ�Լ�����˾) , ��ˮ, ȥ����ˮ, �����Լ���Ϊ��ѧ����
1.2 ����
���Ƚ����� (MAM) �뽻���� (MBAM) ��10��1�ı������뵽ȥ����ˮ�����ó�Ũ��Ϊ15%��Ԥ��Һ;�����Ԥ��Һ�м���2%���������ķ�ɢ���������, �ð�ˮ��p Hֵ����Ϊ10, ��Ԥ������ĥ����Ϻõ�Ni-Ti H2��Ϸ�ĩ (Ni�ۺ�Ti H2����ԭ�ӱ�1��1�ı������) ���뵽Ԥ��Һ�����ó�42%��45%��������������Ͻ�, ���Ͻ������ϱ�1��1�ı�������QM-BP��ĥ����, ��200r��min-1��ת����ĥ1 h, �õ���ճ�ȡ������Ժá���Ͼ��ȵ�Ni-Ti H2�Ͻ�;������Ͻ��зֱ���뵥������0.8%��0.6%���������ʹ���, ���ٻ��Ⱥ�, ���Ʊ��õ��Ͻ�ע��ģ����, ��50~70��ʹ�л����巢���̻���Ӧ, �õ�����һ����״����������;������ģ�������ո���������80���¸���12 h, �õ��������塣���������������ս�¯�����ڱ������յ������½�����֬, ��ȥ�л���, Ȼ��������1000������ս�, �õ���������Ķ��Ni Ti�Ͻ�ͼ1Ϊ����עģ��������ͼ��
1.2 ��������
���õ��ӷ�����ƽ������ˮ��ԭ���������Ni Ti�Ͻ���ܶ�, �Դ˼���ó����϶��;����Instron 3369������ѧ������ⶨ��ѹǿ�Ⱥ͵���ģ��;Quanta FEG 250������ɨ��羵 (SEM) �۲��ս��������ò;D/Max��X���������� (XRD) ���ս����������з�����
2 ���������
2.1 �ս����յ�Ӱ��
2.1.1 �ս����նԿ�϶�ʼ���ѧ���ܵ�Ӱ��
�������������Ϊ42%�Ҿ���ָ�����֬�������ֱ��ڸߴ�����, �ߴ�������������� (��ն�Ϊ1��10-2Pa) ����1000���սᱣ��2 h, �õ����Ni Ti�Ͻ�, �����ܼ���1���ӱ�1�п��Կ���, �����������ս����Ʒ��϶�����, ��ǿ�Ƚϵ�, ��Ϊ55.47 MPa��������Ϊʵ��ѡ�õ�ԭ�Ϸ�ΪTi H2��, �ڸߴ������������ս����������, Ӱ�쵽�˷�Ӧ�ս�Ĺ���, �����˺Ͻ��ǿ�ȡ�������������ս�, �����в��ಿ�ֻ����е�����, �谭��϶��һ������, �ս�õ��ĺϽ��϶�ʸ�����ջ������ս�õ��ĺϽ����ڿ�϶�ʵ�����, ����������ս�õ��ĺϽ�ѹǿ�ȱ���ջ������ս�õ��ĺϽ�͡�
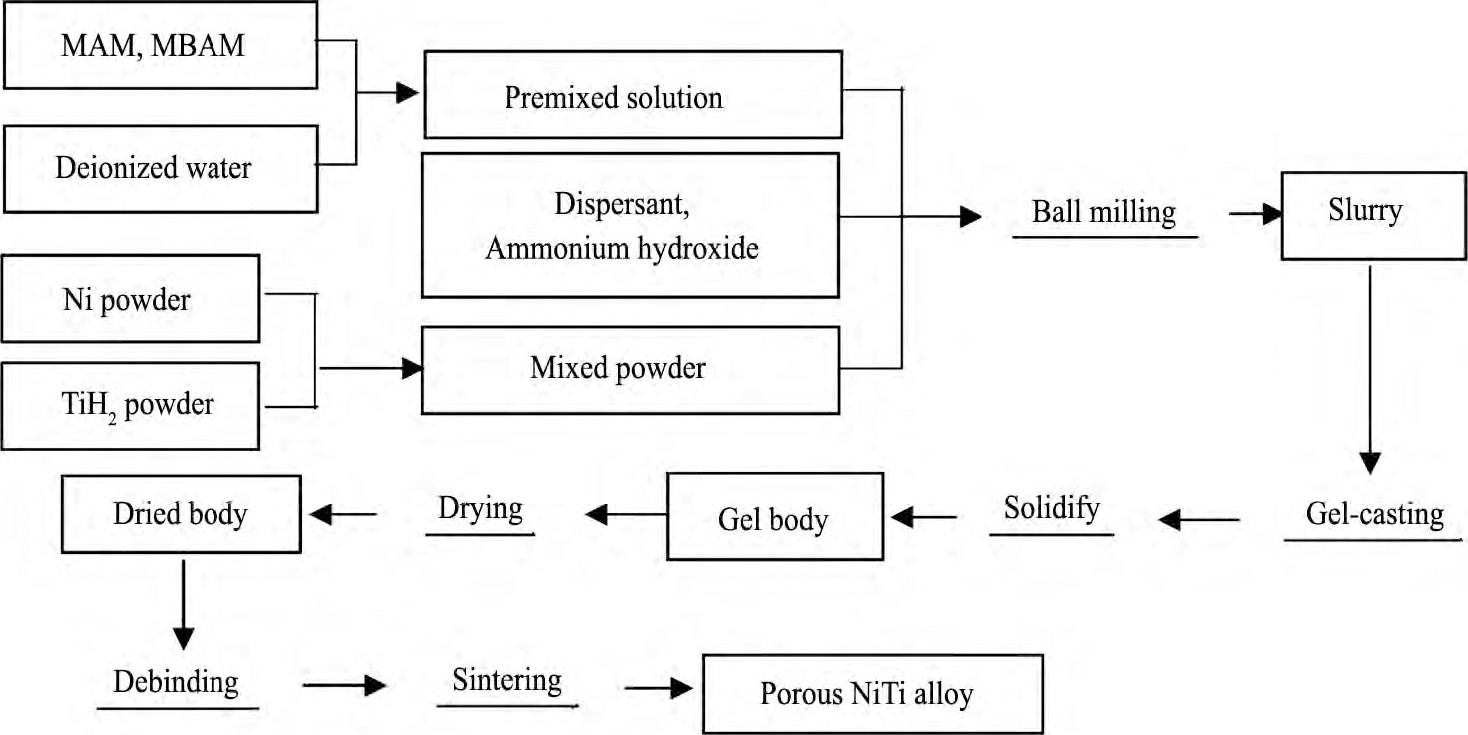
ͼ1 ���Ni Ti����עģ���ι�������ͼFig.1 Flow chart of porous Ni Ti gel-casting process
��1 ��ͬ�ս������¶��Ni Ti�Ͻ�Ŀ�϶�ʼ���ѧ����Table 1 Porosity and mechanical property of porous Ni Ti alloy in different sintering atmosphere ����ԭͼ

��1 ��ͬ�ս������¶��Ni Ti�Ͻ�Ŀ�϶�ʼ���ѧ����Table 1 Porosity and mechanical property of porous Ni Ti alloy in different sintering atmosphere
2.1.2 �ս����ն�����ò��Ӱ��
ͼ2Ϊ��ͬ�ս������µõ��Ķ��Ni Ti�Ͻ�ĶϿ�����òͼ����ͼ2��֪, �������������ս������Ʒ, ����������������̵��谭, ʹ��Ͽڴֲ�, ����������ɢ, δ�������Ե��սᾱ, �Ҿ��н϶�Ŀ�϶;�����������ջ������ս����Ʒ, �Ͽ�ƽ��, ���Կ������Ե��սᾱ, ������ճ��̶Ƚϸ�, ���ǿ�Ƚϸ�, ͬʱ�߱�һ����ͨ�Ŀ�϶�ṹ, ��϶�ֲ���Ϊ���ȡ�������������µ���������, �谭�˺Ͻ��һ�������ܻ�, �Ӷ�������������µĿ�϶����ջ����´�
2.1.3 �ս����ն�������ɵ�Ӱ��
ͼ3Ϊ��ͬ�ս��������ս���Ʒ��XRDͼ����ͼ3��֪, �ڸߴ����, �ߴ�����������ջ������ս�õ�����Ʒ�����ΪNi Ti��, �������ⲻ��������������������Ni Ti2, Ni3Ti��Ni4Ti3, ������������ս�õ��ĺϽ�ɷ���Ե�������, ��Ni Ti��Ϊ��, ���ʷ岻���ԡ�ͬʱ���߶�����Ti O2, ���������������Ʊ�������, ԭ�Ϸ���ˮ�Ӵ�ʹ��Ti��������, ������ս�����в���ȥ��, ����������´������Ե�Ti O2��, ����ջ����������ӷ�, �����������������ڻ�ԭ��Ӧ�Ľ���, ��������պ�����������Ti O2�岢�����ԡ�
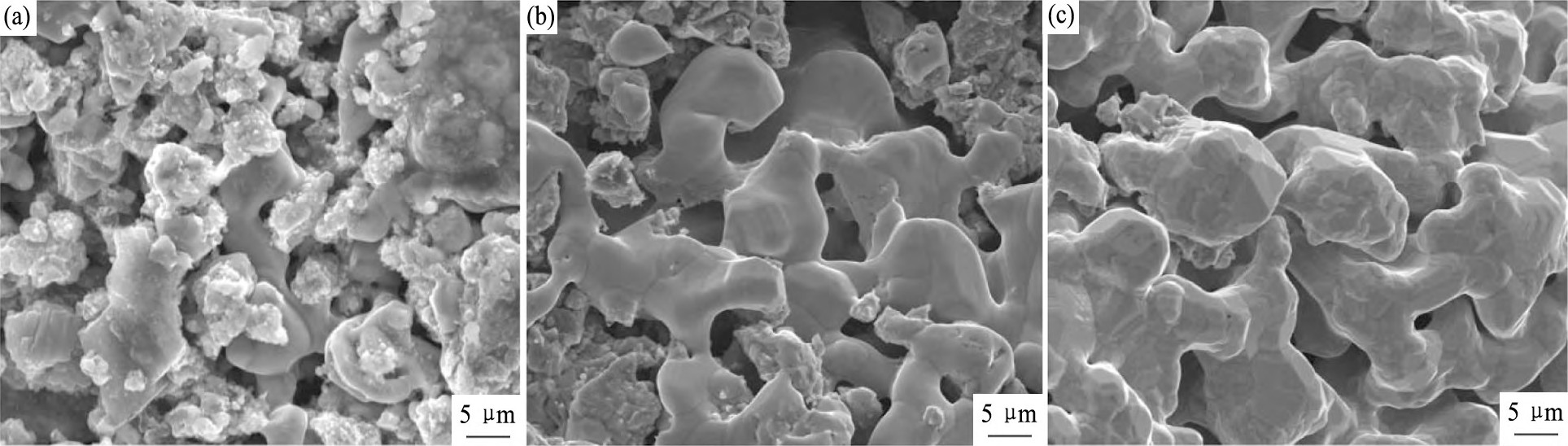
ͼ2 ��ͬ�ս������¶��Ni Ti�Ͻ�Ͽ���òͼFig.2 SEM images of fracture morphology of porous Ni Ti alloy in different sintering atmosphere (a) H2; (b) Ar; (c) Vacuum
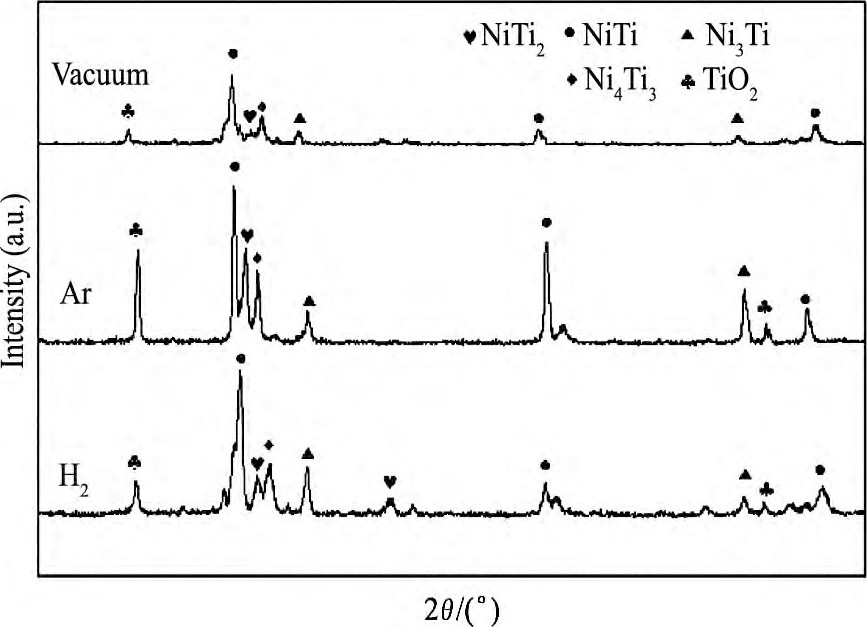
ͼ3 ��ͬ�ս������¶��Ni Ti�Ͻ��XRDͼFig.3 XRD patterns of porous Ni Ti alloy in different sintering atmosphere
2.2 �ս�ʱ���Ӱ��
2.2.1 �ս�ʱ��Կ�϶�ʵ�Ӱ��
��������������ֱ�Ϊ42%��45%���������������֬��, ��1000���½��и�����ս�, �ֱ���1, 2, 3, 4 h�õ����Ni Ti�Ͻ�ͼ4Ϊ���Ni Ti�Ͻ����ս�ʱ��仯�����ߡ���ͼ4���Կ���, Ni Ti�Ͻ�Ŀ�϶�����ս�ʱ������߳������½�����, �Թ����������Ϊ42%��Ni Ti�Ͻ�Ϊ��, ���ս�ʱ���1 h�ӳ���4 hʱ, ��϶����49.58%������35.01%���������ս������Ҫ���������ĽӴ����սᾱ�ij���, �ս�����Ϊ��ͨ�ıպ�, ��Բ��������, �ս����Ϊ��������Ĺ���;�ս�Ҳ��һ��ԭ����ɢ�Ĺ���, ���ս������, Niԭ������ɢ��Ti�����ڲ��γɹ�����, ͬʱTiԭ����ɢ��Ni�����ڲ��γɹ�����, ���Ŷ��ߵ����ɢ, ���ϵ�����Ni Ti������ࡣ���ս�ʱ��϶�ʱ, �����ڲ�ֻ������Ni��Ti������ɢ���Ӵ�, �����ս�ʱ�������, ����ʼ�պϡ�Բ��������, �ս�����ܶ��������ӡ�����, ��ͬ�ս�ʱ����, �����������Ϊ42%�Ķ��Ni Ti�Ͻ��϶�����Ե��ڹ����������Ϊ45%�Ķ��Ni Ti�Ͻ�, ������Ϊ�ϸ߹����������������, ��λ����ڷ�������϶�, ����֮��ľ����С, ��������ͨ���Ӵ����γ��սᾱ, �ս�������ܶȽϸ�, ��϶�ʵ͡�
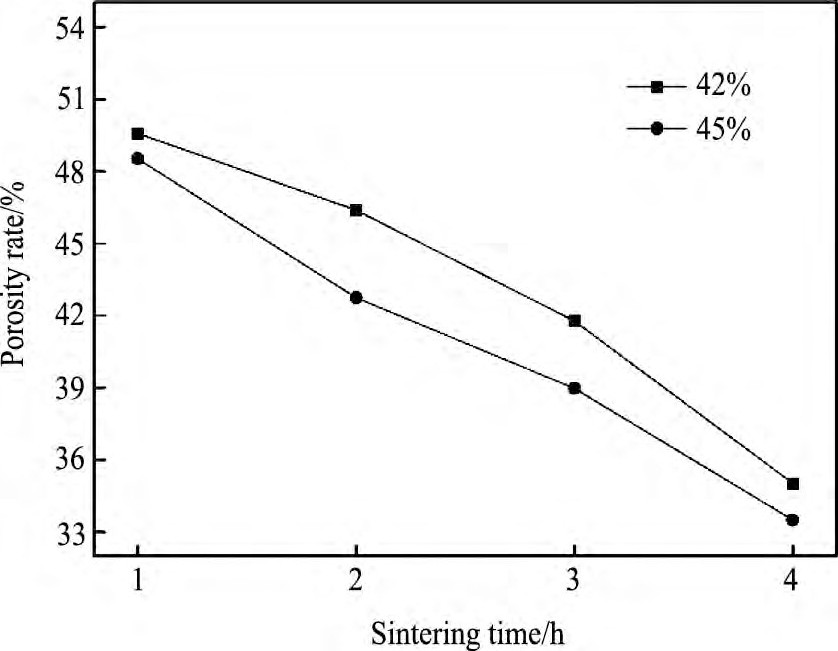
ͼ4 ��϶�����ս�ʱ��ı仯����Fig.4 Curves of porosity with sintering time
2.2.2 �ս�ʱ��Կ�ѹǿ�Ⱥ�����ģ����Ӱ��
ͼ5Ϊ���Ni Ti�Ͻ�Ŀ�ѹǿ�Ⱥ͵���ģ�����ս�ʱ��ı仯ͼ���ս�ʱ����1 h���ӵ�4 hʱ, �����������Ϊ42%�Ķ��Ni Ti�Ͻ�ѹǿ����57.13 MPa���ӵ�207.34 MPa, ����ģ����10.12GPa������17.01 GPa������ͬ���ս�ʱ����, �����������Ϊ45%�ĺϽ�ѹǿ�Ⱥ͵���ģ��Ҫ���ڹ����������Ϊ42%�ĺϽ𡣶��ڶ��Ni Ti�Ͻ����, ������ѹ��ʱ, �ױڱ�Ե�������Ա���, �γ�Ӧ�����еIJ��ֿ�ʼ��������, �������Ӧ��������, ������ױ��IJ�����չ, ֱ����չ�������ױ�, ���Ni Ti�Ͻ�ʼ̮���������ս�ʱ��϶̵ĺϽ�, ��϶�ʽϴ�, �������϶�����϶�, �����ײ���Ӧ������, ������ѧ���ܽ���, �����ս�ʱ�������, �ս����ڿ��պ�, ��϶������, ͬʱ����òҲ����Բ��, ���ײ���Ӧ������, ����ǿ�����ӡ����ڷ�ĩұ�����, ���ſ�ѹǿ�ȵ�����, ����ģ�������ӵ����ơ�
2.2.3 �ս�ʱ�������ò��Ӱ��
ͼ6Ϊ1000�����ջ����²�ͬ�ս�ʱ������Ʒ�ĶϿ���òͼ, �Ͽ���û�г������Եġ����ѡ��͡�����������, ���ڽ�Ϊ���͵Ĵ��Զ���, �����������ṹ�Ĵ���, ʹ���������;ͬʱ���ս�����г�����Ti2Ni, Ni3Ti��������, �Ͻ���Խ�һ������, �Ӷ����ִ��Զ��ѵ�����ͼ6 (a) �����ڱ���ʱ��϶�, �ս������ֻ�����˿�����Ļ���ɢ�ͺϽ���Ȼ�����, ��ɢʱ��϶�, ��ɢ�������, �Ͻ����ܻ��̶Ƚϵ�, û�г��������սᾱ, ��϶�ֲ�������;ͼ6 (b) �кϽ�ʼ�����սᾱ, ͬʱ����ʼ�պ�, ���������ս�ʱ��϶�, �����������С, ��������λȴ�����˽ϴ�Ŀ�϶;ͼ6 (c) �������ս�ʱ��ļ�������, �սᾱ����, ��϶�ֲ�����, ���ֿ�϶�Ѿ��պ�, �Ѿ��������������ԵĴ��϶;ͼ6 (d) ��, �����ս�ʱ��Ľ�һ������, ����������ɢ, �սᾱ��ֳ���, ͬʱ��ϵ�е�Һ����ëϸ������������������С��϶, ����С���ھ�һ, ��ʱ, �������ܻ�����, ��϶�ֲ�����, ��϶�ʽ��͡�
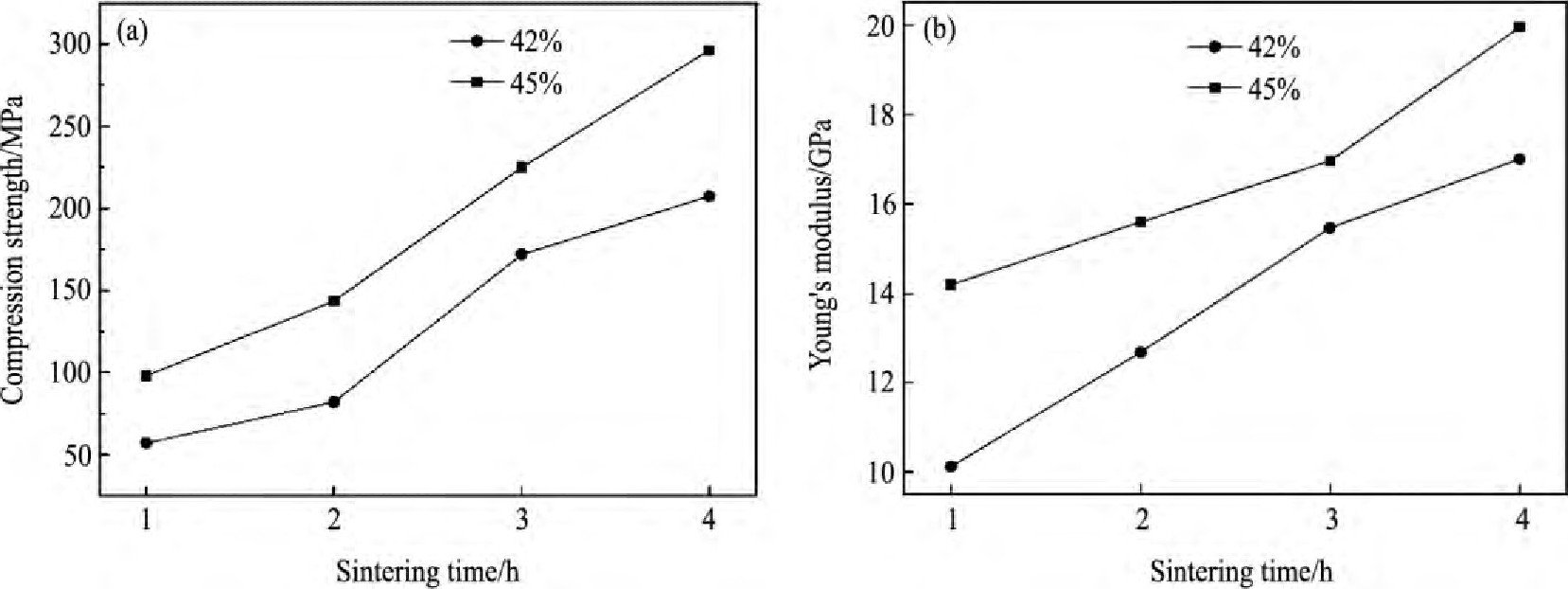
ͼ5 ��ѹǿ�Ⱥ͵���ģ�����ս�ʱ��ı仯����Fig.5 Curves of compression strength and Young's modulus with sintering time (a) Compression strength; (b) Young's modulus

ͼ6 ��ͬ�ս�ʱ���¶��Ni Ti�Ͻ�Ͽ���òͼFig.6 SEM images of fracture morphology of porous Ni Ti alloy at different sintering time (a) 1 h; (b) 2 h; (c) 3 h; (d) 4 h
2.2.3 �ս�ʱ���������ɵ�Ӱ��
һ��, �ڶ��Ni Ti�Ͻ���ս������һ��ᷢ�����·�Ӧ[23]:


����3�ֻ�������γɶ����Է��Ĺ���, ͬʱ����Ti2Ni��Ti Ni3�������ܸ���[24], ��ɢ��Ӧ����������, ��Ӧ�������С��������ս����, Ni, Ti�����ɢ, ���ȵõ��ķ�Ӧ����ΪTi2Ni��Ni3Ti, �����ս�ʱ�������, һ����, Niԭ����ɢ��Ti2Ni��, ����Niԭ�ӵ���ɢ, Ti2Ni��Ni�ĺ�������, ֱ������Ni Ti��;��һ����, Tiԭ��Ҳ��Ni3Ti����ɢ, ����Ni3Ti��Ti����������, ��Ti Ni3������Ti Ni�ࡣ��������Ti2Ni��Ti Ni3�������ܸ���, ������ѧ�������ȶ�״̬, ����ͨ���ı��ս�ʱ��������ȫ����Ti2Ni��Ti Ni3�ࡣ

ͼ7 ��ͬ�ս�ʱ���¶��Ni Ti�Ͻ��XRDͼFig.7XRD patterns of porous Ni Ti alloy in different sintering time
3 ����
1.��������עģ������, ��ˮ�������Ʊ���Ni�ۺͻ�е���鷨�Ʊ���Ti H2����Ϊԭ��, ����ϩ���� (MAM) ��Ϊ����, N, N'-�Ǽ�˫��ϩ���� (MBAM) ��Ϊ�������ɹ��Ʊ���Ni Ti��������, ͨ������, ��֬, �ս�ɹ��Ʊ����˿�϶�ʽϸ�, ͬʱ���нϺÿ�ѹ���ܵĶ��Ni Ti�Ͻ�
2.�������ս����նԶ��Ni Ti�Ͻ�ѹǿ��, ����ģ��, �Ͽ���ò���Ͻ�ɷֵ�Ӱ��, �Աȷ���, �ڸ���ջ������ս�õ��Ķ��Ni Ti�Ͻ��϶�ֲ�����, ����ɾ�һ, �Ͻ����ܽϺ�, ��������ս����ա�
3.�����ս�ʱ�������, ���Ni Ti�Ͻ�Ŀ�϶�ʽ���, ��϶�ֲ����Ӿ���, ��ѹǿ��������, ����ģ��Ҳ��֮����, ��ͨ�����ӱ���ʱ�䲢���ѻ�þ��е�һNi Ti��Ķ��Ni Ti�Ͻ�
�����
