
�й���ɫ����ѧ�� 2004,(05),777-785 DOI:10.19476/j.ysxb.1004.0609.2004.05.013
�����������ע�����3D��ģģ��
���ϴ�ѧ��ĩұ������ص�ʵ����,�����Ƽ���ѧ���Ͽ�ѧ�빤��ѧԺ,���ϴ�ѧ��ĩұ������ص�ʵ����,�����Ƽ���ѧ���Ͽ�ѧ�빤��ѧԺ,���ϴ�ѧ��ĩұ������ص�ʵ���� ��ɳ410083 ,����100083 ,��ɳ410083 ,����100083 ,��ɳ410083
ժ Ҫ��
��ʵ��������֧�ֿ�Ϊ��,���3D����,ģ����ע�����ι���ڸ��Ӽ���ģǻ�е��������������ANSYS�ṩ��Z Buffer��Ƭģ�Ϳռ�۲ⷽʽ,Ԥ����ʵ����Ʒȱ�ݲ����IJ�λ��������ȱ���γɻ������������ģ����,�Ƽ���ʵ�������в���INLET4λ�ý��ڽ���ע������,ʵ������Ƶõ�֧�ֿ���ȱ��,��Ʒͨ�����йز��ŵ�����,֤���˳�ģ����3Dģ��Ŀ����Ժ�ȷ�ԡ�
�ؼ��ʣ�
����ע�����;֧�ֿ�;��ģ����;3Dģ��;
��ͼ����ţ� TF124.39
����飺������(1977),��,˶ʿ�о���.ͨѶ����:������,�绰:01062332700;E mail:arfengmail@163.com;
�ո����ڣ�2003-09-11
�������ҽܳ������ѧ����(50025412);�����ص�����о��뷢չ�滮������Ŀ(G2000067203);��������ʿ�����������Ŀ;
3D computer simulation of complicated part by MIM
Abstract��
The 3D simulation of the process of filling a complicated cavity was illustrated, the positions of defects were predicted and the mechanisms was discussed. Prior to the practical production, the die filling behavior of new inlets were simulated. Finally, the INLET4 was recommended as the optimal injection position. Good products that have passed through the acceptance check of relative department are made according to the simulation results.
Keyword��
metal injection molding; complicated part; die filling; 3D simulation;
Received�� 2003-09-11
������ĩע�����(Metal Injection Molding MIM)������ע��������ĩұ�������϶���չ������һ�����͵Ľ������μ���
����3D�����Ը�����״������г�ģģ�������������ָ��ģ����ƺ��Ż�ע�����, ���dz�ģģ��Ҳ��˸����Ѷ�������ս��, ����ԭ��, ��ʵ�ķ�ĩע����ι�����һ���ǵ��¡� �Ǿ��ȡ� ��ţ������IJ���ȫ�ȶ�����
1 ģ�ͽ���������
ģ��ʵ��Ķ�����һ֧�ֿ�, �ò�Ʒ���ù���������������ģ��ע����Ρ� ��ʵ�����������������������, ע����ι�����, �������ڱ߽Ǵ����������ݡ� ���ǡ� ���ݵ����� �����Щ���, ģ��ʵ���в���4����ͬλ�õĽ��ڽ�����ģ��, ֧�ֿ��ʵ����Ƭ��������Ԫģ����ͼ1��ʾ�� ����ѡ��FLUID142��Ԫ����3D����, ����sweep����Ӧ���ַ�����֧�ֿ�ģ�ͽ����˷����õ�3Dģ�͡�
ģ�ͽ������ֺ�, �����嵥Ԫ�����ﵽ6 022��, ͨ������һ��������Ҫ����һ����ҹ��ʱ��, �ɼ�, �ڶԸ�������ķ�����, ����Ԫ�������ķѵļ�����Դ���൱���˵�, ��Ҫռ�ô���CPUʱ�䡢 �ڴ�ʹ��̿ռ䡣 ֧�ֿ�ģ������Ϊ��ʵ�����Ʊ��ò�Ʒ������: ע��������ǻ����ۺ��ǻ����۵Ļ�Ϸ�ĩ, ճ�������ʯ����ճ���, ճ����ۺ���ԭ��Ϊʯ��(PW)���ܶȾ���ϩ(HDPE)�� EVA, ���Ӽ�ΪӲ֬��(SA)�� ι�ϵ�����ѧ�������������Բ�������1��
2 ģ�����ͷ���
2.1 ȱ���γɻ�����Ԥ��
��ʵ����ʵ���Ʊ���֧�ֿ�Ĺ�����, ������Ա���ݾ���, ���Ȳ�������ͼ2��INLET1��INLET2�Ľ���λ�ý�������, ��INLET1λ�ý���ע��õ��ij�������ת�Ǵ�������Ƿע�����ݵ�����, ����ȱ����Ҫ������ͼ2(b)��ʾMλ��, ������Ʒ�ս����ͨ�����·�N�����ֿ���; ��INLET2���Ƶõ�֧�ֿ�������ս��Ҳ����ͬλ�ó����˿��ѡ�
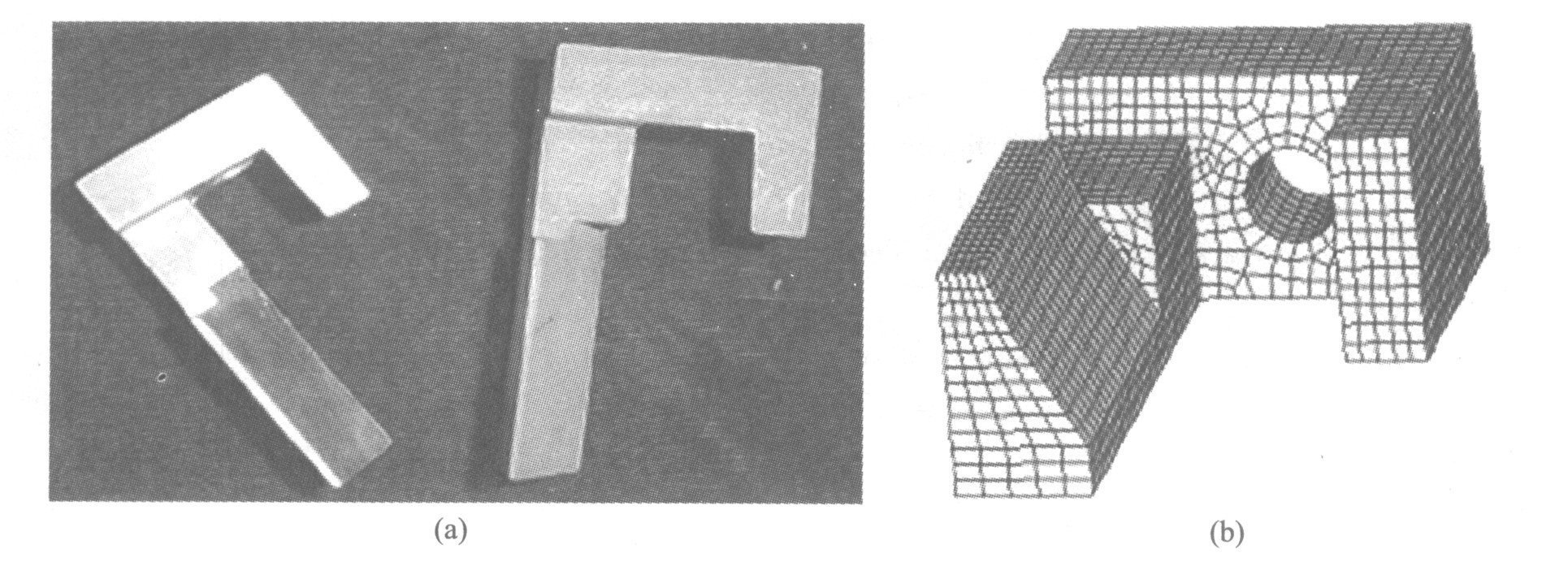
ͼ1 ֧�ֿ�ʵ��ͼ������Ԫģ��
Fig.1 Photos of complicated part and its FED model
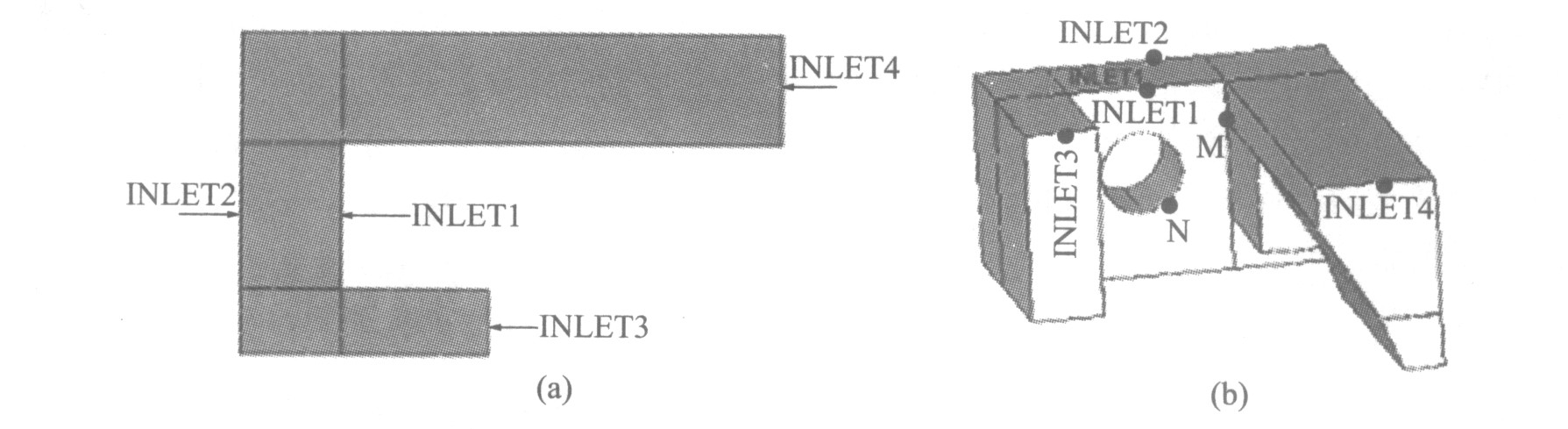
ͼ2 ֧�ֿ齽��λ�ü�ȱ�ݳ���λ��ʾ��ͼ
Fig.2 Positions of inlets and defects
��1 ֧�ֿ�ι�ϵ�����ϵ���������Բ��� [9]
Table 1 Physical and rheological characteristics of complicated part's feedstocks
Powder |
n | Ta/K | m0/(Pa��sn) | ��/(kg��m-3) | cp/(J��kg-1��K-1) | ��/(W��m-1��K-1) |
Fe-2Ni |
0.28 | 6 400 | 0.17 | 4 360 | 1 308 | 45.5 |
����ANSYS�ṩ��Q-Slice/Z-Buffer��Ƭ���ܶ�֧�ֿ�ģ�ͽ��з����� ��Ƭ���úᡢ ������ģʽ��ģ�ͺ�ȺͿ��ȷ����ģ���и���Ȥ�IJ�������и�, ��Ƭ�ռ�λ����ͼ3��ʾ, ����, ����Ƭ�������¹۲�, ����Ƭ�����������۲졣 3�����Ƭ��, ��ƬA����ƽ�澭��M��, ��ʵ���Ƶõ�֧�ֿ����Ƿע�����ݵĵط�; ��ƬBƽ����λ��֧�ֿ��в�, ����ͨ��; ��ƬC�����������ս�����ֿ��ѵ�N���� 4������Ƭ��, ��ƬP����ƽ���뽽�ڷ���ֱ; ��ƬX����ƽ�澭��������Ҫ�о��Ľ���INLET1�� INLET2; ��ƬY�� Z��֧�ֿ���״���ӵ�����
ѡȡINLET1��INLET2����ģ��ʵ��ʱ�����õ�����¶�Ϊ400 K, ģ���¶�300 K, �������Q=30 cm3/s, ���ڴ�С2 mm��1 mm�� ͼ4��ʾ������INLET1�����, ���弴������ģǻʱģ�͵ĺ�����Ƭͼ�Լ��¶ȷֲ������ �ӿ����ϵױ���ĺ�����ƬA���¶ȳ������������, ������A������ʱ����ת�Ǵ����¶��ݶ��൱��, �����в�����ƬB�͵ײ�����ƬC����۲쵽��������ת��ʱ��Ȼ�ܹ����ֽϸߵ��¶�, ת�Ǵ��¶��ݶ�����Խ�С, �ȽϷ�����������ƬA���ڲ�������ת��ʱ�����˴�����������ʧ, �ɴ����ת���¶��ݶȹ��� �Ӷ�ʹ�ø�����ѹ���ݶ�����, ����ʹ���������ò���ת��ʱ����, ͬʱʹ�÷�ĩ��ճ����ڸô�ת�Ǹ����������˶���ͳһ, ��ɷ�ĩ��ճ�������, �������ι�϶�ģ�ߵij�ˢ�Ͳ����ܶ��ݶ�, ����³�������ת�Ǵ�����Ƿע�����ݵ����� �������ת����˵, ����������ת��ֱ������֧�ֿ�һ������·�̺�ʱ�䶼�ϳ�����һ��Ϊ��,�¶�ѹ���ı仯Ҳ��Ϊ����,������ת�Ǵ����׳���ȱ�ݡ� ǰ���ᵽ, ��ƬAƽ��ǡ�þ���ʵ��������֧�ֿ����ȱ�ݵ�M��(ͼ2(b)), �ɴ˽�����ת��M���������ݡ� ���ݵ�ԭ�� A�� B�� C 3����Ƭ��ת�Ǵ��IJ�ͬ���Ҳ˵����������ģǻ�ĸ��������ϵ���������Dz�ͬ��, ���ھ�����״���������, ���ֲ�һ�µ��������������й�����, ��Ҳʹ��ʵ������ijһ��״���ʱ, ����������Ա���ò�ͨ��һ����һ�εġ����˷�����������ȷ�����ղ���, ģ�⼼���������������Ա��Ч�� ��ݵ��ҳ����ʹ��ղ���
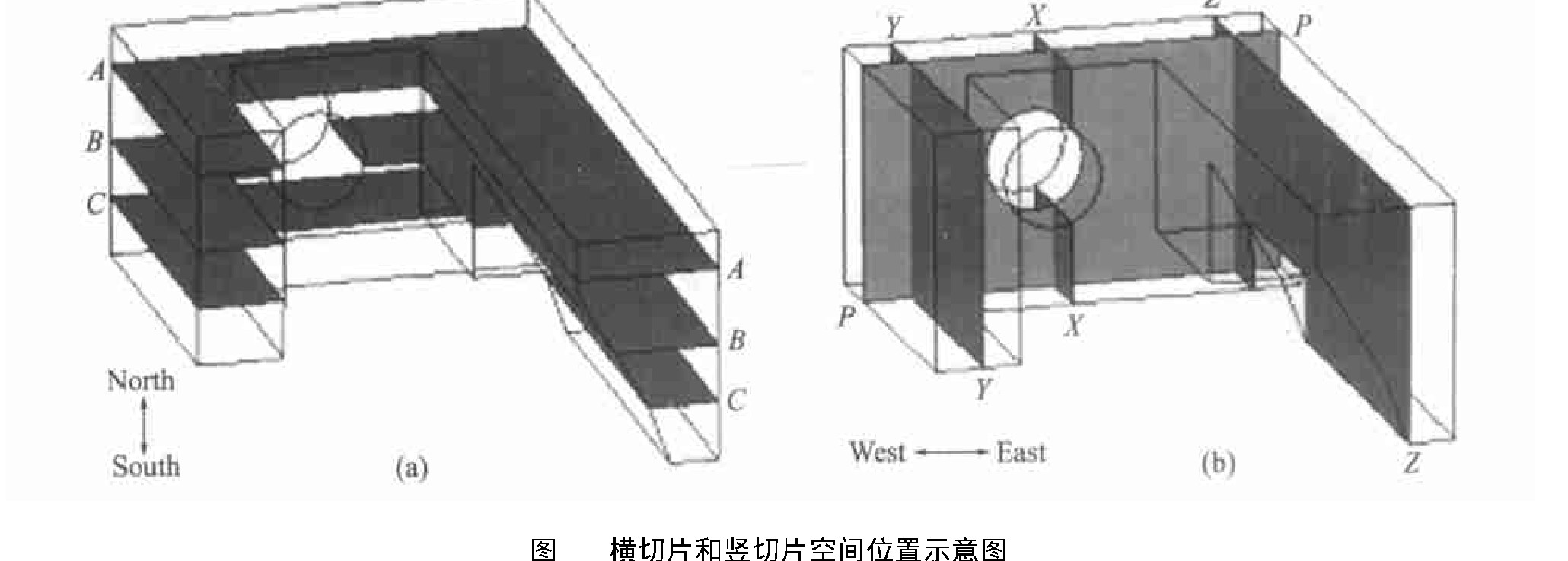
ͼ3 ����Ƭ������Ƭ�ռ�λ��ʾ��ͼFig.3 Special positions of transverse and vertical sections
(a)��Transverse section group;(b)��Vertical section group

ͼ4 ѡ��INLET1ʱ��ģ�ͺ�����Ƭ���¶ȳ��ֲ�Fig.4 Transverse sections and temperature field on them when INLET1 was chosen
(a)��Section A;(b)��Section B;(c)��Section C
�ӿ����ײ��ĺ�����ƬC(ͼ4(c))�ϻ�����, ����������ʱ����������ǰ�صĽ���, ����Ȼ������ͨ�װѴ�INLET1���������ֳ���������ɵ�, �������Ԥ����ͨ����������۽���, ͼ5(a)������ƬP�ϵ��¶ȳ��ֲ�֤ʵ����һ��, �ɼ�, �۽��ߵ�λ��������ע��������ս����ֿ��ѵ�N��(ͼ2(b))�� �۽�����������������ǰ������ʱ�γɵ��۽Ӻۼ�, �ڶཽ�ڽ���ע�������Ʒ���۽����Dz��ɱ����, ������ע��ʱ, ������Ʒ�ļ�����״�Լ�������������, Ҳ���γ��۽��ߡ� �۽��߲���Ӱ�����, ����ΪӦ��������
ͼ5(b)��ʾ��������λ�õ�X��Ƭ���¶ȷֲ����, ���Կ�������ͨ�Ĵ���, �������ģǻ��Ѹ�ٽӴ����������ͨ�ױ��淢���Ƚ���, ����ͨ��������¶��Ѿ������, �Ӷ�ʹ��ͨ�������¶ȳ��ֲ���Ϊ����, ���Ӧ������, ��Ҳ�������ս�鿪�ѵ�һ��ԭ�� �Ƚ�û��ͨ�ĵط�������ƬY�� Z(ͼ5(c)�� (d)), ������Y�� Z�����ij�ģ��������˵�DZȽϾ��Ⱥ��ȶ��ġ� �ɼ�, ����ͨ�Ĵ���, ������ͨ����������״̬ʮ�ָ���, ͼ6(a)INLET1�����ӹ켣ͼҲ֤������һ�㡣 ����INLET1���ڽ���֧�ֿ��ע����λ����ת�����ݺ������۽���, ���¿��ѵ�����, ���Ǹ������ڽ�һ���о�֧�ֿ���ȱ�ݲ����Ļ�����
ʵ������������Ա�������˽���INLET2(��ͼ2), INLET2ģ������ͼ7����Ƭͼ��ʾ�� �Ա�ͼ7(a)��ͼ4(a)�ĺ�����ƬA���Է���, ����INLET2���г�ģ���, �ò�����������������ת��ʱ�ܹ����ֽϸߵij����¶�, ת�Ǵ��¶��ݶ�Ҳ�õ���Ч�Ŀ���, ��ʵ�鷴�������������, ��INLET2Ϊ����ע��������֧�ֿ���M������û�г������ݡ� Ƿעȱ�ݵ�����, ģ������ʵ��һ�¡� ����INLET2Ϊ����ʱ, ������������������Ϊ����, ����ת��ʱ���ܹ����ֽϸߵij����¶Ⱥ��ٶ�, ��Ч������ȱ�ݵ����ɡ�

ͼ5 ѡ��INLET1ʱ��ģ������Ƭ���¶ȳ��ֲ�Fig.5 Vertical sections and temperature field on them when INLET1 was chosen
(a)��Section P;(b)��Section X;(c)��Section Y;(d)��Section Z

ͼ6 ѡ��INLET1��INLET2ʱ�����ӹ켣ͼFig.6 Flow trace when INLET1 and INLET2 were chosen respectively
(a)��INLET1;(b)��INLET2
������Ϊ, ԭ�����������ɾ�INLET2����ģ��ʱ���ٶȷ���, �����������������������խģǻ����չ������ͬ��(��ͼ6(b)INLET2�����ӹ켣ͼ), ����ھ���ת��ʱ, ���巢����ת���˶���INLET1ʱҪС�ö�, ��ͨ��˵��, ��������ľ��Ҹı������ᵼ����������������, ���ճ������ĩ���������, �����������ת�ǵ��ٶ�, ���������Ⱥ�ɢ, �Ӷ���ת�Ǵ�����ȱ��
������INLET1�任��INLET2��, �������ģǻ����ʱ��Ҳ��INLET1��0.1116s���ٵ�INLET2��0.094 173 s, ��Ҳ����һ���Ƕ�˵������INLET2�ܹ�ʹ���屣�ֽϿ�����ٶ�, ���������ת����ɵij�ģ�ٶȵĽ���, �����������֧�ֿ鸴��ģǻ�������˵�Ǻ������ġ� ��ͨ����������״̬��Ӱ����Ȼʮ�־�, �����INLET2����ģǻ��, ��ͨ��������Ȼ��������ص��¶��ݶ�, ʹ����һ����Ӧ����Ϊ���С� ����INLET1������ơ�
����INLET2ʱ�ܹ�����ת�Ǵ�ȱ��, ���������ӹ켣ͼ��Ȼ��������ؿ���ͨ�����������ĸ�������, ���õ�ʵ�����������Ľ�Ϊ����ģ����ǰ�Ľ���ʽ��ģ��Ϊ�� �ɷ�����֪, �����ڿ�����������в�ʱ, �����ģ��ΪѸ��, ��ʱ����, ������������״̬�������ڸ���, ���Ҽ�ʹ���ڼ���״�������, �в�����Ҳ�ᵼ����������ǰ�صĽ���, �����۽���, ���ؽ�����������ܡ� �����ʵ��������, Ӧ��ʮ��ע������������м�λ�õ����, �������ᵼ��ȱ�ݵIJ���, ���Խ�����ģ�⼼�����������Ż��йز���, ѡ����ѽ���λ�á�
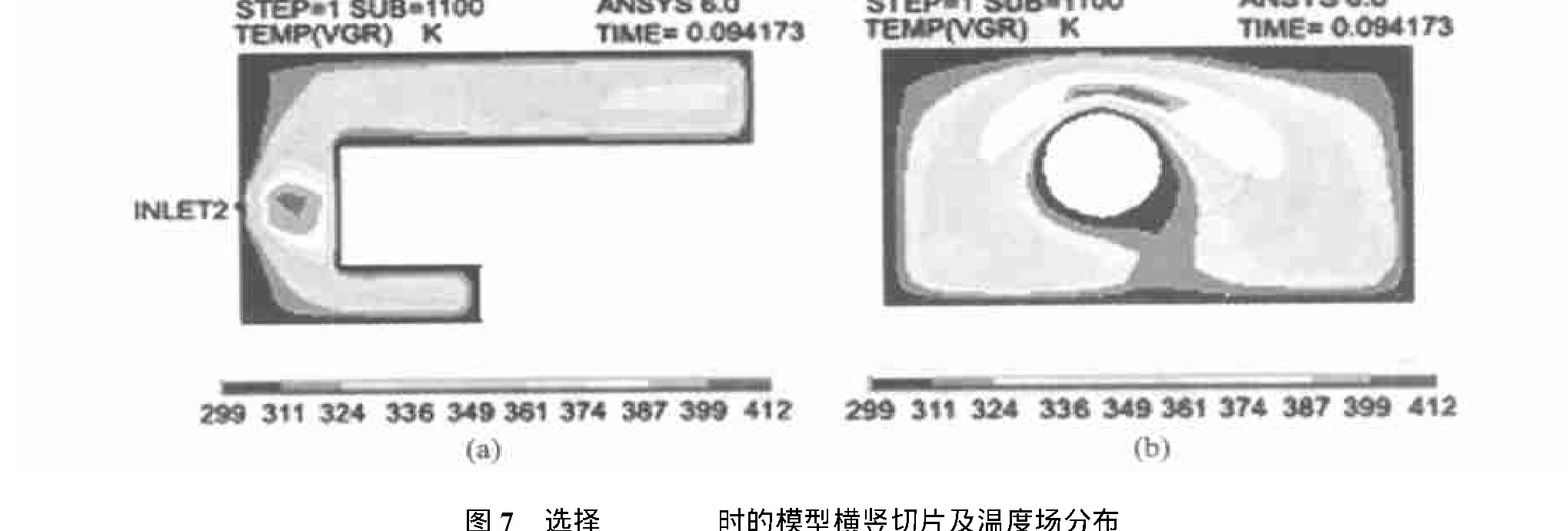
ͼ7 ѡ��INLET2ʱ��ģ�ͺ�����Ƭ���¶ȳ��ֲ�Fig.7 Transverse and vertical sections and temperature field on them when INLET2 was chosen
(a)��Section A;(b)��Section P
2.2 ���ղ������Ż�
ʵ��������3Dģ�ⶼ֤������INLET1�� INLET2����ע����ξ���������, ��ǰһ��֤���˳�ģģ�����ʵ�����, ģ����ȷ����������, ��������ʵ������, ģ����������������INLET3�� INLET4ʱ��������ģ���, ��������ģ�������õ�ʵ�������Խ��м��顣 INLET3�� INLET4ѡ������֧�ֿ������������, ����Զ������ͨ������, ��ͼ2��ʾ�� ģ�����ɲ�����һ�ڵ��йز����Ա��ǰ��������������бȽ�, ����¶�Ϊ400 K, ģ���¶�300 K, �������Q=30 cm3/s, ���ڴ�С2 mm��1 mm�� INLET3��INLET4ģ��������Ƭ��ͼ8��ʾ��
��INLET3��INLET4�ĺ�����Ƭ��INLET1�� INLET2�ĺ�����Ƭ(ͼ4�� 7)�Ƚ�, ����������ֲ���INLET3��INLET4����ע���ģʱ, �����ڸ��������ϵ��������ȽϾ���, ת�Ǵ����¶ȳ��ֲ�Ҳ�൱����, ����Ԥ�����INLET3��INLET4����ע���ģʱ, �Ƶõ�֧�ֿ��������ת�Ǵ�����������ݡ� ���ݵ�ȱ��, �������ܹ��Ϻõر��ָô��ĸ�����ò�� ͬʱ��ע�, INLET3��INLET4��A��Ƭ�ϸ����ֵ��¶ȶ��൱����, ��������һ�����ᵽ��, INLET2��������������¶��ݶȹ�������(��ͼ7(a)), ģǻ�и���������¶ȷֲ���֮ǰ�������ڸ�Ϊ����һ�¡� ����ڸ�����״�������ģ��˵�Ƿdz�������
���Կ϶�����, ����ͨ�Ĵ���, ���ܲ���INLET3����INLET4, ������������ǰԵ�Ľ����Dz��ɱ���ġ� �۲�ͼ8(c)�� (d)��ֱ�����������ٶȷ��������ƬP�ϵ��¶ȷֲ����ѷ���, �ɾ�INLET3��INLET4����ģǻ�����������ͨ�����Ϸ�����, ����ע���������ǰ���Ѿ��Ϻ��ں���һ��, �����ڽ�������, �¶ȳ���Ȼ�ȽϾ���, û�в����¶��ݶȹ�������⡣ ����INLET1�� INLET2ʱ������, ����ͨ�ķ�������, ����������ͨ���·����Ÿպ��෴�ķ�����һ��(��ͼ6�����ӹ켣), �е������ڴ�ͨ��������֮��ĵ̰�, ������ˮ���ײ����һ��, �����谭�˶Է���ǰ�ij����˶��� ��INLET3�� INLET4ʱ������, ����ͨ�����Ϸ����ڵ���һ��, ��������е�������һ����ˮ��ǰ�е�·��������һ��ʯͷ���谭�ֳ���֧�ƹ�ʯͷ�ֻ����һ��, ���ɷ�֧������������һ�µ�(��ͼ9�����ӹ켣ͼ��ʾ), ��INLET3ʱ, ���ɷ�֧�����������ҵ���������Ҷ˵�����ģǻ, �֮��ĵ��������ǽ�С��, ��˾��ܳ����˽������, �¶ȳ��ķֲ���Ȼʮ�־���, ֻ���ڽ���������, ����ͨ�ױڰ�Χ��һ����С��Χ���нϴ���¶��ݶȡ� INLET4ʱ��������ǰ�صĽ������ͬINLET3�� ���, ����INLET3�� INLET4ע��ʱͨ�����ܵ��¶�Ҳ�DZȽϾ��ȵ�, ������ǰ�������������, ���Ǽ�������������, ��˿��Դ�Ԥ��, ��INLET3��INLET4ʱ, �������ս��ͨ������Ҳ������ֿ��ѵ����⡣

ͼ8 INLET3��INLET4ʱ,ģ�͵���Ƭ���¶ȳ��ֲ�Fig.8 Sections and temperature field on them when INLET3 and INLET4 were chosen respectively
(a)��INLET3,Section A;(b)��INLET4,Section A;(c)��INLET3,Section P;(d)��INLET4,Section P
�Ƚ�4������ʱ��A��Ƭ���Է���, �ڿ��������������, ����INLET4����ע����ο��Եõ���Ϊ���ȵ��¶ȷֲ�(��ͼ8(b))�� ������״���ӵ������ģ�ڽϺ�����, ��ĩ��ճ����Ļ��ι����ģ�ڴ���ȴ����ͨ��������֬��, ��˸�ģ�ڸ�������Ӧ���ṩ�˸���Ļ���, ��ɳ��������ѡ� ����ƽ����ȴ����ɳ�����Ť���� �����������Ҫԭ��
ͬ��, ����INLET4���, ��ͼ8(d)����ƬP����Լ���Կ�������ǰ���ںϺ�ĺۼ�������ͨ�����Ϸ�, �������, ǰ�ؽ��㴦���¶ȳ��ֲ�Ҳ�dz�����, ���彻��Ļ�����ǰ��INLET3��ǰ�ؽ��������ͬ, ��֧�������ι������ͨ��, �ٶȷ���һ�������������֧�ֿ��������ģǻ�� �����ں������INLET3ʱ��Ϊ��־���, ������Ϊ������Ϊ��INLET3�� INLET4��Ϊ����ע��ʱ, ������ģǻ�ڶ�������Ľ���ʽ��ģ, ���������嵽��ͨ��֮ǰ, ��INLET4����ģǻ��ι��������·�̸���, ��˽���ʽ�ij�ģ��Ϊ��չ�ø�Ϊ���(�Ա�ͼ8(a)�� (b)), �ڽӴ���ͨ�ױں��ܹ����õ��ں�, �����������н���ĺۼ��� ��Ȼ, ��INLET4����ģǻ, ����������·��������Ҳ���, �������ģ������, INLET4ģ�͵������¶Ƚ���������ģ�͵�һЩ�� ͼ9��ʾ�����ӹ켣ͼչʾ������Ľ���ʽ�ij�ģ��չ���̡� 4�����ڵ�����Ƚ��������2�� �ۺ����Ϸ���, �����Ƽ���ʵ������֧�ֿ�ʱ����INLET4λ�õĽ��ڽ���ע�����, �����Ʊ���ȱ�ݵij�����, ʵ��������ݴ��ƵõIJ�Ʒ��ȱ��, ��Ʒͨ�����йز��ŵļ���, ֤����ģ��ģ��Ŀ����Ժ�ȷ�ԡ�
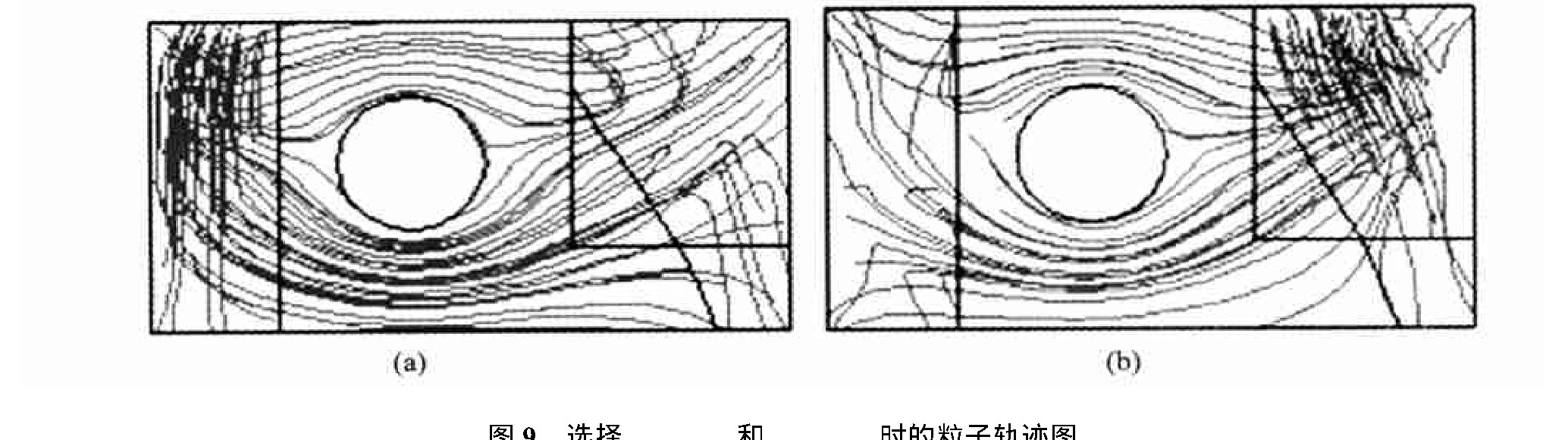
ͼ9 ѡ��INLET3��INLET4ʱ�����ӹ켣ͼFig.9 Flow trace when INLET3 and INLET4 were chosen respectively
(a)��INLET3;(b)��INLET4
��2 ��ͬ���������, ����ģ�����ıȽ�
Table 1 Overall review of simulation resultswhen different inlets were chosen
Item |
Inlet location |
|||
INLET1 |
INLET2 | INLET3 | INLET4 | |
Filling time/s |
0.111 69 | 0.094 173 | 0.139 026 | 0.136 591 |
Flow field development |
Complex | Complex | Gradual | Gradual |
Defects |
Warpage, bubble, welding line |
Welding line |
No | No |
Surface performance |
Warpage, Shrinkage |
Warpage | Good | Very good |
Green part durability |
Bad | Bad | Good | Very good |
3 ����
1) ����INLET1���ڽ���֧�ֿ�ע�����, ������ת��M���������ݡ� ����, 3Dģ������õ�ԭ��: ������ƬA�ϵ�����������ת��ʱ�������ҵ�ת���˶�; ����ģǻ��������״-ͨ�Ĵ���, ʹ������ij����˶�ʮ�ָ���, ��ɷ�ĩ��ճ����ķ���������ݡ�
2) ����INLET1��INLET2����ע��ʱ, ���������ս����ͨ����N���������ѡ� ģ���������: ����ͨ�ķ�������, ��������ǰ����N������������۽���, ����Ӧ�����ж������ս���ѡ�
3) ����INLET2����ģǻ������, ������������֧�ֿ���������ģǻ����չ����һ��, ������������ת�Ǵ��������ĸ��Ӷ�, �ƵõIJ�Ʒ��ת�Ǵ�������û�г������ݺ��������⡣
4) ����ʵ�������л�û�н��г��ԵĽ���INLET3��INLET4���г�ģģ��, Ԥ�������������ڽ���ע���ܹ��õ���Ϊ����Ľ���ʽ��ģ��Ϊ, Ԥ����INLET3�� INLET4���ƵõIJ�Ʒ��ת�Ǵ�û���������ݵIJ���, ʵ���Ʒ��ģ����һ�¡�
5) �Ƽ�����INLET4����ʵ��ע������, ���Ƶ���ȱ�ݵij�����, ʵ�������Ʒ��ȱ��, ֤����ģ��ģ��Ŀ����Ժ�ȷ�ԡ�
�����
[7] ��GermanRM.PowderInjectionMolding[M].Princeton:MetalPowderIndustriesFederation,NJ,1991.
