
������ʱ��: 2016-07-11 13:34
�ѺϽ���ά����ṹ�Ʊ�������ѹ�������о�
�����������칤���о���
���Գ��μ������տƼ��ص�ʵ����
���ֻ����ֳ��μ�����װ���������ص�ʵ����
������ͨ��ѧ����ѧԺ
ժ Ҫ��
�����һ���ѺϽ���ά����в�ṹ�Ʊ�����, ���ó��ܳ���/��ɢ���ӹ��� (SPF/DB) �Ʊ��˽������͡��������͡�X����ά����в�ṹ, ��SPF/DB�Ʊ�������, ���õ��������, �IJ㳬�ܳ��ι���, ���γ��Ľṹ������в�ṹ, ������ɢ���ӹ���Ϊ:920��/2 MPa/2 h, ���ܳ��ι���Ϊ:920��/2 MPa/2 h��ͨ��ѹ����������˲�ͬ����ṹ���͡���Ԫ�ߴ硢���������ѹ������, �������˶Աȷ������о�����, �ѺϽ���ά����ṹ��ѹ�����λ�����Ҫ����:���Ա��Ρ�����������������������������, ��Щ���λ��Ƶ��µ���ṹ��ѹ�����߳���Ӧ�����������������������ṹ������ߵĿ�ѹǿ��, �������͵���ṹ������ߵĿ�ѹģ��, X�͵���ṹ�Ŀ�ѹǿ����С, ��ѹģ�����С����ŵ�Ԫ�ߴ�͵������������, �ѺϽ���ά����Ŀ�ѹǿ�ȺͿ�ѹģ��Ѹ�ٽ��͡�
�ؼ��ʣ�
�ѺϽ�;��ά����;�Ʊ�����;���ܳ���/��ɢ����;
��ͼ����ţ� TG146.23
����飺�Ա� (1975-) , ��, ɽ��ƽԭ��, ��ʿ, �о�Ա, �о�����:���������������ϲ��Ʊ������, �绰:010-85701237, E-mail:zhao6833@163.com;
�ո����ڣ�2013-12-25
�������մ��»��� (2012E62525R) ����;
Fabrication and Compression Test of Titanium Alloy with Three Dimensional Lattice Structure
Zhao Bing Li Zhiqiang Hou Hongliang Han Xiuquan Liao Jinhua Tan Zhunli
Beijing Aeronautical Manufacturing Technology Research Institute
Aeronautical Key Laboratory for Plastic Technology
Beijing Key Laboratory for Plastic Technologies and Equipment
School of Mechanical and Electrical Engineering, University of Beijing Jiaotong
Abstract��
A new fabrication method of superplastic forming/diffusion bonding ( SPF/DB) was used to form titanium alloy three dimensional structure, and three types lattice structures of pyramid, tetrahedron, X type were fabricated, respectively. In the SPF/DB process, five sheets were used through the four-layer process to fabricate a three-layer sandwich structure. The diffusion bonding process parameters were 920 ��/2 MPa/2 h, and the superplastic forming process parameters were 920 ��/2 MPa/2 h. Then the compressing behavior of different lattice structure types, cell dimension, layer number was studied and compared. Compression tests of different types, cell size, and layer number of lattice structure were tested. Research results showed that the deformation mechanism of titanium alloy with three-dimensional lattice structure mainly included: elastic deformation, elastic buckling, plastic buckling, rib fracture. These deformation mechanisms led to the compression curve of lattice structure showing significant stress fluctuation. In the three type lattice structures, the tetrahedral lattice structure had the highest compressive strength, the pyramid type lattice structure had the highest compressive modulus, and the X type lattice structure had the lowest compressive strength, and the compressive modulus was in the middle. With the increase of cell size and the number of layers, the compressive strength and compressive modulus of the 3D lattice structure of titanium alloy rapidly decreased.
Keyword��
titanium alloy; three dimensional lattice structure; fabrication method; SPF/DB;
Received�� 2013-12-25
������ά����ṹ�ǽ�ʮ�������ոշ�չ������һ���������ʡ���ǿ����ܽṹ
�������ĭ�ṹ��Ƚ�, ������ĭ���ṹ���ڴ�����������, ����ά����в�ṹ�İ�����������������Ϊ��, ���ߵĽṹЧ����������ǰ��
����ṹ�뽨���ϵ���ܽṹ��Ƚ�, �ߴ��С�����������Ʊ����Ѷ�, ���, Ѱ�������ܡ��ɱ���Ч�ʵ��Ʊ�����һֱ���о���Ѱ��Ŀ�ꡣĿǰ, ���õĵ���ṹ�Ʊ�������Ҫ��:��ģ���졢�������ѹ-ǥ�������ְ����۵�-ǥ��������ά��֯�����������취����ѹ���и�����ƴװ����
�ڱ�����, ����˲��ó��ܳ���/��ɢ���ӹ��� (SPF/DB) ���Ʊ��ѺϽ����в�ṹ�ķ���, ���Բ�ͬ���͡���Ԫ�ߴ硢��������ѺϽ����ṹ��ѹ�����ܽ��з����о���
1 ʵ��
�Ʊ��ѺϽ���ά����ṹ���õ���ϸ��������TC4���, �ɱ�����ҵ����˾�ṩ, ��ĵĺ��Ϊ1 mm������TC4������֯�ǵ�����֯, ��Ҫ�ɵ���״�Ħ���ʹ������Ħ���ת����֯���, ���ᾧ���ߴ�ԼΪ10��m��ͼ2�dz�����ϸ�����ԭʼ��֯�Ľ�����Ƭ, ����Olympus CX31�������� (OM) ���㡣
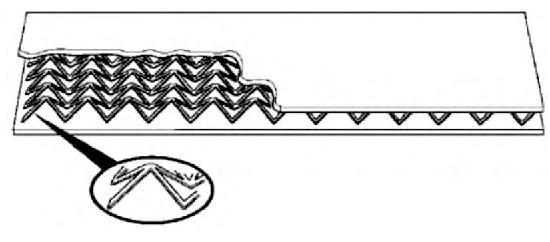
ͼ1 ������ά����ṹFig.1 Metal three dimensional lattice structure
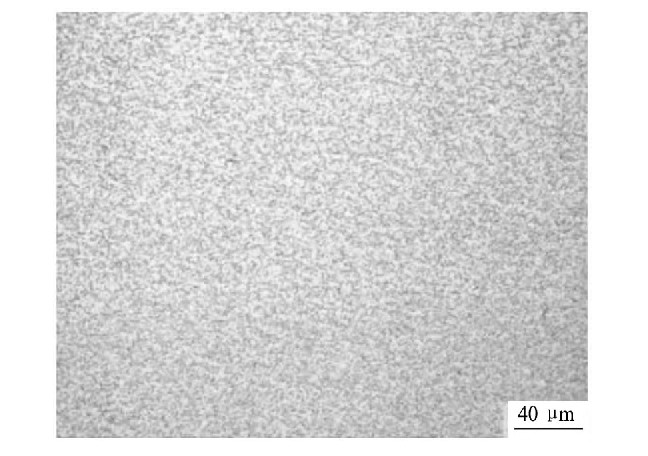
ͼ2 ������ϸ�����ԭʼ��֯������ƬFig.2 OM image of original microstructure of fine grain super-plastic TC4 sheet
�����Ϊ1 mm��TC4����и�ɳߴ�380mm��260 mm�İ��, Ȼ����о����Ϳ��ֹ������, ������о�����, ���⺸�������ºϽ�ģ�� (ͼ3) �н��г��ܳ���/��ɢ����, ����һ������ѭ���Ʊ����ѺϽ����ṹ���Ʊ���3�����͵ĵ���ṹ:�������͡��������͡�X�͡�
�������и�ķ���, ���ѺϽ����ṹ�Ľڵ�λ����ȡ��Ƭ, �Ʊ���ɨ��羵����, ����Cambridge S250ɨ��羵 (SEM) ����ڵ�λ����ɢ���ӽ�������Ƭ���������и�ķ����ڳ��κ��Ԥ�Ƽ�����ȡѹ�������, ���γߴ�Ϊ:60 mm��60 mm, ����в�ṹ�ĸ߶�Ϊ20 mm����Ԫ�ߴ�Ϊ30 mm��30 mm, �ڵ����Ϊ4 mm��4mm, �����Ϊ2 mm, о����Ϊ1 mm���������������MTS-810������ϵ�ѹͷ֮��, ��ѹͷ�Ӵ���λ�ò��ý���ճ�Ӽ��̶�, �������ѹ��, ѹ���ٶ�Ϊ1 mm��min-1��ͨ����ѹ�������н����ı���������غɵķ���, ���о��ѺϽ����ṹ�ı��λ��ƺ��ɡ�

ͼ3 ���ܳ���/��ɢ����ģ��Fig.3 SPF/DB mold
2 ���������
��������ָ�����������ض������¾��кܸߵ������ʶ������������Ͷ��ѵ�����, ���ܳ��� (superplastic forming) �����ò��ϵij����������θ��������һ�ֹ��շ���
�������Ʊ�������Ƚ�, SPF/DB���������ص���ŵ����Ʊ��Ľṹ���п�ѡ���ԡ��������, ���, ���Ʊ����ֽṹ��ʽ�ļв�ṹ�����SPF/DB���յ���Щ�ص�, ��־ǿ��
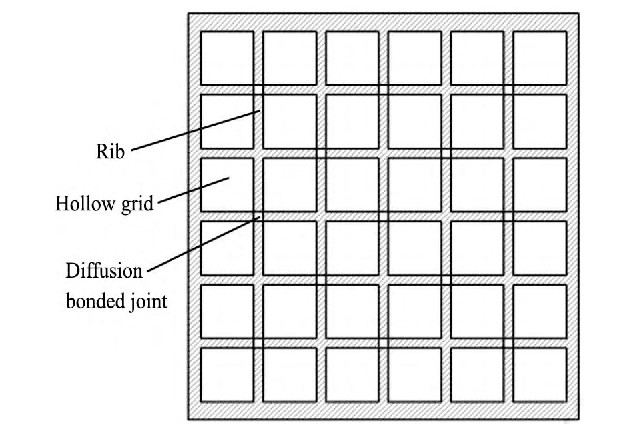
ͼ4 ����������о���ֹ����Ϳ��ͼ��Fig.4 Stop-off figure on core sheet of pyramidal lattice structure
���Ʊ���ͬ���͵ĵ���ṹʱ, ֻ��Ҫ�ı�о���������ʽ�Լ�Ϳ��ֹ����λ��, ���ɻ�ò�ͬ���͵���ṹ�����˿����Ʊ����͵Ľ������ṹ, SPF/DB���ջ������Ʊ������塢X�͵ȵ���, �������Ʊ����㡢������ṹ�����Ʊ��ѺϽ�о��ʱ, ���Բ��ø�ѹˮ�и���и�����и�������и�ķ���, �и���οյ�о��, Ȼ����о���������и�Ĥ, ���ü�����εķ����ڸ�Ĥ�ı���̳�ͼ��, ������ĸ�Ĥȥ��, �ڱ���Ϳ��ֹ����, ͼ6�DZ���Ϳ����ֹ�����IJ�ͬ���͵���ṹ��о�塣
����SPF/DB�����Ʊ��ѺϽ���ά����ṹ, һ�㹤�չ�����:�Ƚ���о���������ɢ����, ����о������֮��ͨ�����, ʵ�ֳ��ܳ��Ρ��봫ͳ������в�ṹ�Ʊ���ͬ, �ѺϽ����ṹ��о�����οյ�, �ڽ���о��������ɢ����ʱ, ����������ɢ���Ӻ����������°��ۡ����о���ȽϺ�, ��ʹ�Ǿ������ij��ܳ��ι��չ���, Ҳ���ѽ�����İ���ȥ����Ϊ�˽���������, �Դ�ͳ������ṹ���Ʊ����������˸Ľ�, �����ص���Ը���Ϊ:�����, (�����IJ����, һ��о��) , �IJ㳬�ܳ���/��ɢ���ӹ���, ����в�ṹ��ʵ�����ǽ�����ٷ�Ϊ����, �ڽ�����ɢ����ʱ, ������������ij��ܳ��ε�ͬʱ, ʵ�������ڲ�����о�����ɢ���ӡ�Ȼ���پ����ڲ㳬�ܳ���, ͬʱ��������, �ڲ�������������ⲿ������������Ϻ���ɢ����, �γ����յĵ���ṹ����塣�ڲ�����о�������ⲿ�����������ʱ, ��о������, �γɽ�����ͼ7�ǹ��չ���ʾ��ͼ���������ֹ��շ���, �Ʊ����ѺϽ����ṹ��о���������ƽ�С, ��ʹ�Ʊ��Ϻ�Ľ���, ������Ҳ�����׳��ְ���, �Ӷ����Ի�ýϸߵ���ѧ���ܡ�

ͼ5 ��ά����ṹ��SPF/DB����ԭ��Fig.5Principle of SPF/DB process fabricating three dimen-sional lattice structure

ͼ6 Ϳ����ֹ������о��Fig.6 Core sheet brushed stop-off
(a) Pyramid type; (b) Tetrahedron type; (c) X type
ͼ8�ǽ������͵�����ͽṹ����Ԫ����ij��ι��չ��̡�ѡ��Ĺ��ղ���Ϊ:920��/1.0��10-3s-1��
�ο�����Ԫ������, ѡ��ϼѵĹ��ղ��������β�ͬ���͵��ѺϽ����ṹ, ������ɢ���ӹ���Ϊ:920��/2 MPa/2 h, ���ܳ��ι���Ϊ:920��/2 MPa/2 h��ͼ9���Ʊ���3�����͵ĵ���в�ṹ��
��ͼ10��ʾ, �ǽڵ�λ����ɢ���ӽ�������֯����ͼ10��֪, �ڹ��ղ���Ϊ920��/2 MPa/2 h������, ����˷dz����õ���ɢ���ӽ���, �ڽ����ϼ���û�пն���ȱ��, �������ߵ���֯��ȫ�ں�Ϊһ�塣����һ����ѭ�����պ�, �ѺϽ��ĵ���֯��Ȼ�ǵ�����֯, �������ߴ���������, ƽ�������ߴ�ԼΪ20��m��

ͼ7 SPF/DB���չ���ʾ��ͼFig.7 SPF/DB process of titanium alloy lattice structure
(a) Superplastic forming of face sheets; (b) Diffusion bonding of core sheet and face sheets; (c) Superplastic forming of core sheets; (d) Diffusion bonding of face sheets
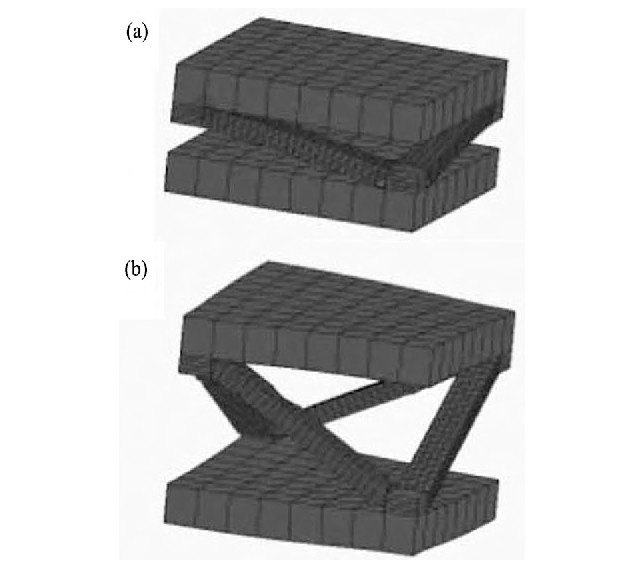
ͼ8 �ѺϽ����������ά����ṹ�ij��ι���Fig.8 SPF/DB process simulation of titanium alloy with three dimensional lattice structure
(a) 9.2 s; (b) 86.0 s
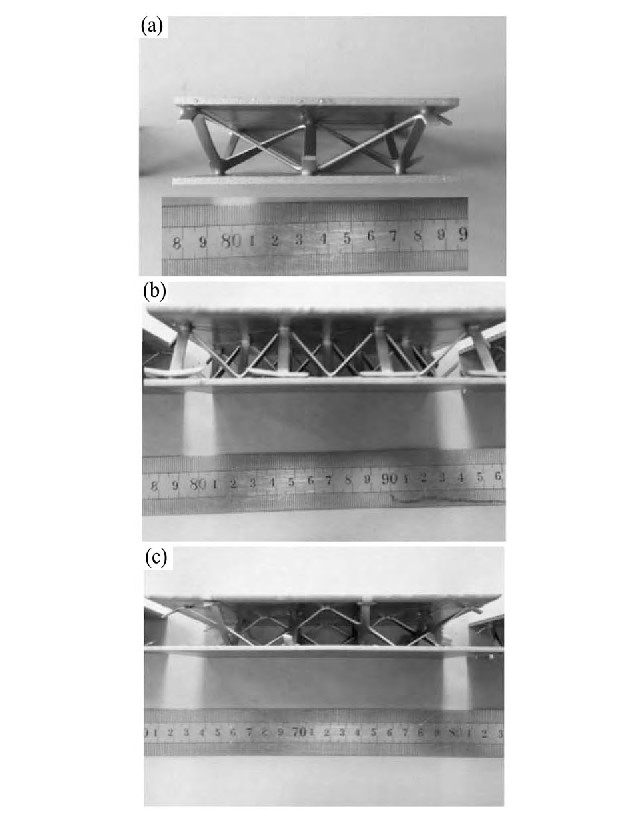
ͼ9 SPF/DB���εĵ���ṹFig.9Three dimensional lattice structure fabricated by SPF/DB
(a) Pyramid type; (b) Tetrahedron type; (c) X type
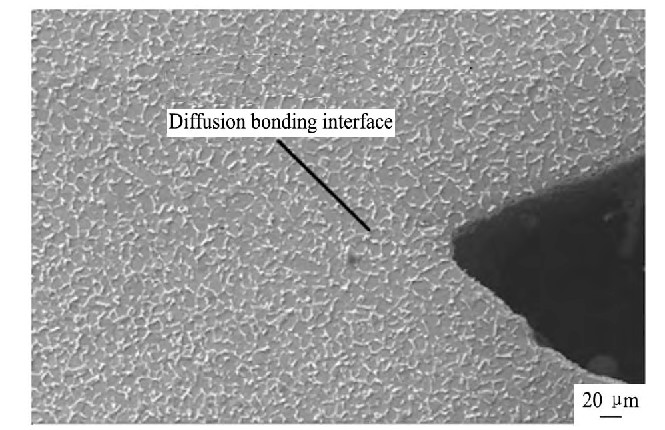
ͼ10 SPF/DB���ε���ṹ�Ľڵ���ɢ���ӽ���SEM��ƬFig.10 SEM image of diffusion bonding interface of SPF/DBlattice structure
SPF/DB���տ����Ʊ��������͵ĵ���ṹ, �ȿ����Ǵ�ͳ�����㡢���㡢�IJ�ȶ��ṹ, Ҳ�����Ƕ�ṹ������ (�ı��η��ѡ������η���) ������Ƚṹ, �ֿ�������Щ���ʸ�ǿ�ṹ�Ļ��ӽṹ��
3 �ѺϽ����ѹ�����ܷ���
Ϊ�˼��㲻ͬ���ղ�������ṹ������ܶ�, ����SPF/DB���ε���ṹ���ص�, ���Ը���о���οղ��ֵijߴ�, ����ؼ��������ṹ������ܶ�Ϊ:

ʽ��:
���Ʊ��IJ�ͬ�������͡���Ԫ�ߴ硢����������ѺϽ����ṹ��������Ͻ���ѹ������, ������ѹ������, ��ͼ11��ʾ��
3.1 ��ͬ���͵���ṹ��ѹ������
���Լ�����ѹ��, ֱ�������еĵ���о��ѹ����ͼ12~14�ֱ��ǽ������͡��������͡�X�͵����͵���ṹ��ѹ������, ͼ15����ѹ���������Ӧ��Ӧ��-Ӧ�����ߡ���ͼ15��֪, ��3�����͵���ṹ��ѹ��������, Ӧ��ֵ����������ֵ, Ȼ����ѹ�������з�����Ӧ���IJ���, ������һ�������Ӳ�������������, ���½������Ⱥ������������ֵ�ù��̡���Ӧ��-Ӧ���������Ӧ, 3�����͵ĵ���ṹ�Ľ�����ѹ��������, ����������������, ���������������κ�, ����ѹ���Ľ�һ����չ, �����Ľ������һ������, ���������Ӵ�, �γ��µ�֧��, �ڽ����������������Ӵ�֮ǰ, Ӧ���ﵽ��һ������, һ�������Ӵ���, Ӧ����ʼ����, �еĽ��������������������Ӵ�, ���ű��εĽ�һ����չ, �Ӵ����������Ϸ���������������������������, ���������Ӵ���, ��֧�����õ���������Ľ�����ֱ��������һ��, �����غɵ�����, ������������һС�λ��һ��������������, ����Ӧ���½�������������, ֱ�������������ѡ����������ٷ�����������, �����غɽ�һ������, ��������ṹ�����ܻ�, Ӧ��Ѹ��������

ͼ1 1 ѹ��ʵ��Fig.11 Compression test of titanium alloy lattice structure
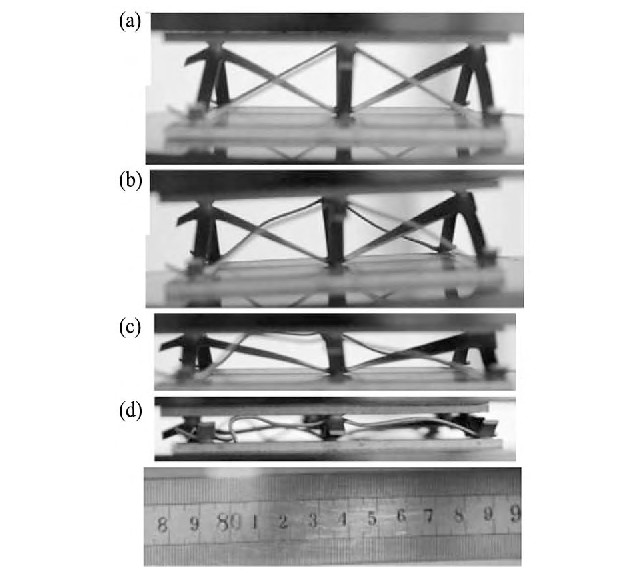
ͼ1 2 �������͵���ѹ������Fig.12Compression test of pyramid type titanium alloy lattice structure
(a) Before compression; (b) Node failure happening; (c) Truss deforming severely; (d) End of compression
ͼ1 3 �������͵���ѹ������Fig.13 Compress test of tetrahedraltype titanium alloy lattice structure
(a) Before compression; (b) Stress rising to first peak, truss distortion; (c) Stress falling into trough, some trusses being flattened; (d) Stress increasing to a stable value, trusses deformation intensifying; (e) Stress falling into trough, some trusses failing
���Ͽɼ�, �ѺϽ���ά������ѹ�������е���ҪʧЧ�����ǽ����ĵ��Ա��Ρ������ĵ������������������������Ķ��ѵ�, ����Ӧ���������µ���ṹ�ڱ��ι����п������մ���������, �Ӷ�������Ϊ���������ܽṹ��
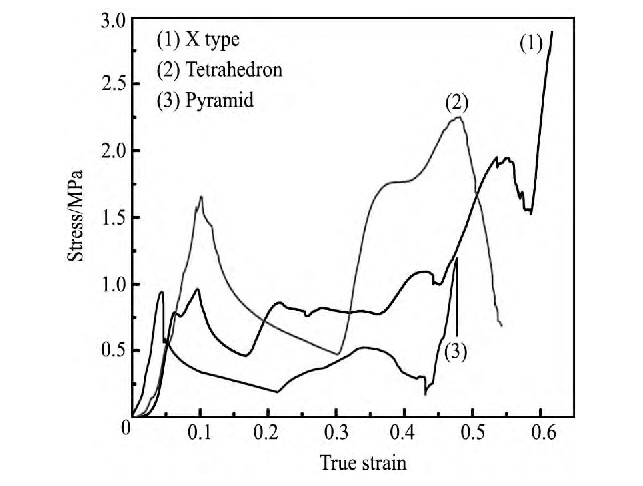
ͼ15�ǵ��������β�����ͬʱ, ��ͬ���͵���в�ṹ��ѹ������, ��ͼ15��֪, 3�����͵���ṹ��ѹ������һ���Ϊ������:��һ�����ǵ�Ӧ����νӽ����ߵ��ԵĽΡ��ڶ������Ǵ����Ա���, ����Ӧ���½������������ĽΡ�����������Ӧ��Ѹ�������ĽΡ���ͼ15��֪, �������͵��������ߵ�ѹ��ǿ�ȡ���3�ֵ������͵�ѹ�����߿��Կ���, ��Ȼ�ﵽ��ʼӦ����ֵ��Ӧ�䲻ͬ, ���ڴ�Ӧ������, Ӧ��ֵ��������˳��Ϊ:�������͡�X�͡��������͡�����������ṹ��X-�͵�����ѹ������ʱ, ����Ӧ�������, Ӧ��ֵ������С, �ɼ������ֵ������;������õ���������, ���������������ܻ�ṹ��

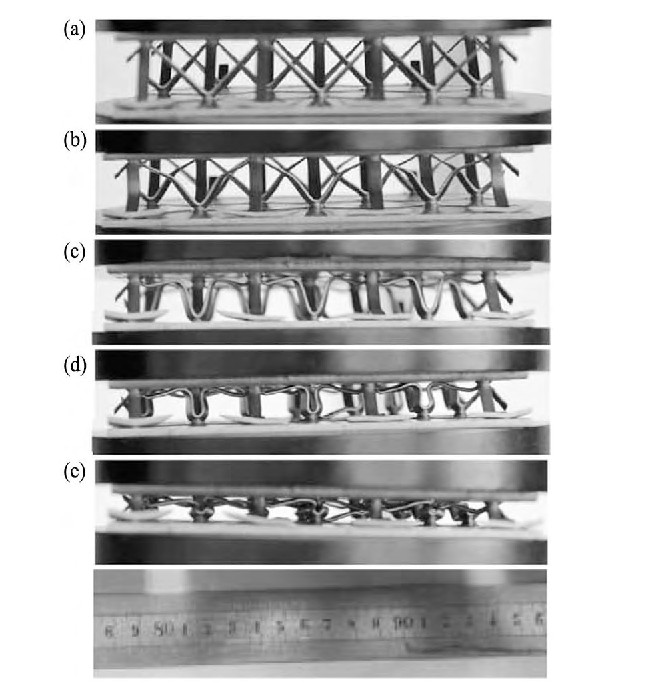
ͼ1 4 X�͵���ѹ������Fig.14 Compress test of X type titanium alloy lattice structure
(a) Before compression; (b) Stress rising to first peak, intersection point of X truss distortion toward to face sheet; (c) Stress falling into trough, some intersection points of X truss contact with face sheet; (d) Stress fluctuation, intersection points of X truss contact with face sheet completely; (e) Stress rising, some trusses failed; (f) End of compression
ͼ1 5 ��ͬ���͵����ѹ������Fig.15 Compress curves of titanium alloy with different lattice dimensions
��1�Dz�ͬ���͵���ṹ��ѹ��ǿ�Ⱥ�ѹ��ģ��������ѹ��ǿ�� (compressive strength) Ϊѹ��Ӧ��-Ӧ������Ӧ����һ�δﵽ��ֵʱ��Ӧ��ֵ, ѹ��ģ�� (compressive modulus) Ϊѹ��Ӧ��-Ӧ������Ӧ����һ�δﵽ��ֵ֮ǰб�����ֵ, ���ѹ��ǿ�� (relative compressive strength) Ϊѹ��ǿ��������ܶȵı�ֵ, ���ѹ��ģ�� (relative compressive modulus) Ϊѹ��ģ��������ܶȵı�ֵ���ɱ�1��֪, �������͵���ṹ������ߵĿ�ѹǿ��, �ﵽ1.65 MPa, ��Կ�ѹǿ��Ҳ�����, ������õ�ǿ�����ԡ��������͵���ṹ�Ŀ�ѹǿ�ȵ�����������, ���Ǹ���X�͵��������͵���ṹ������ߵĿ�ѹģ������Կ�ѹģ��, �ֱ�ﵽ��28.02, 2259.44 MPa��X�͵���ṹ�Ŀ�ѹǿ�����, �ﵽ0.94 MPa, �ӽ��ڽ�������, ������Կ�ѹǿ�ȡ���ѹģ���������������ͺͽ�������֮��, ���нϸߵĽṹЧ�ʡ�
3.2 ��ͬ��Ԫ�ߴ��ѹ������
ͼ16��ѹ�������õIJ�ͬ��Ԫ�ߴ�����ѹ��Ӧ��-Ӧ������, ��2��ѹ�����ݱ�, ��ͼ16��֪, ���ŵ�Ԫ�ߴ��С, ѹ��ǿ��ֵѸ������, �ڵ�һ��ѹ��Ӧ����ֵ����½��θ�������, ���dzߴ�Ϊ20 mm��20 mm��20 mm, 25 mm��25mm��25 mm�ĵ�һ����ֵӦ������½��������ơ����ŵ�Ԫ�ߴ�ļ�С, �ڵڶ�����ֵӦ��λ�ô�������������, ����Ҫ�����ڵ�Ԫ�ߴ��С��, �������ȱ��, �䷢�����������Լ������������εĽ�������������С, ��Ӧ����������ʱ, ��Ӧ��ֵ�����϶ࡣ�ڵ�Ԫ�ߴ�Ϊ30 mm��30 mm��30mmʱ, �ﵽ��һ����ֵǿ�ȵ�Ӧ�����, ���ŵ�Ԫ�ߴ�ļ�С, �ﵽ��һ����ֵʱ��Ӧ��Ѹ�ټ�С, �ɼ��ṹ�ĸն�Ѹ�����, �����2�ļ��������Ǻϡ���Ԫ�ߴ�Ϊ20 mm��20 mm��20 mmʱ, �ڵڶ���Ӧ���½���ʱ, ������һЩС��Ӧ����������, �����������������κ�, ������Ľ��������Ӵ�, �γ��µĽµ�, ���ýµ����ű��εķ�չ������廬��, �Ӷ����Ӧ���������ɱ�2��֪, ����Ԫ�ߴ��30 mm��30 mm��30 mm���͵�25 mm��25 mm��25 mmʱ, ��ѹǿ�ȴ�1.65MPa��ߵ�1.69 MPa, ��ѹģ����Ѹ�ٴ�15.45MPa��ߵ�59.64 MPa, ��Ԫ�ߴ罵�͵�20 mm��20 mm��20 mmʱ, ��ѹǿ��Ѹ����ߵ�3.18MPa, ��ѹģ������ߵ�100.18 MPa���ҡ����ŵ�Ԫ�ߴ�ļ�С, ��Կ�ѹǿ�ȡ���Կ�ѹģ��Ҳ���, �ɼ��ṹЧ�������, ���ǵ��ڿ�ѹǿ�ȡ���ѹ�նȵ���߷��ȡ�
��1 ��ͬ���͵���ṹ��ѹ������Table 1 Compression properties of different type lattice structures ����ԭͼ
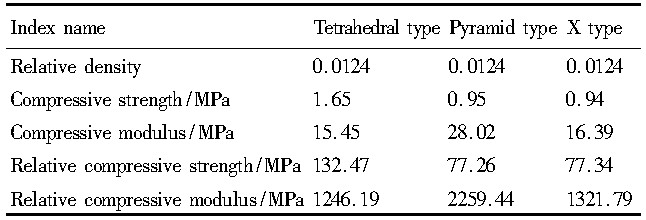
��1 ��ͬ���͵���ṹ��ѹ������Table 1 Compression properties of different type lattice structures
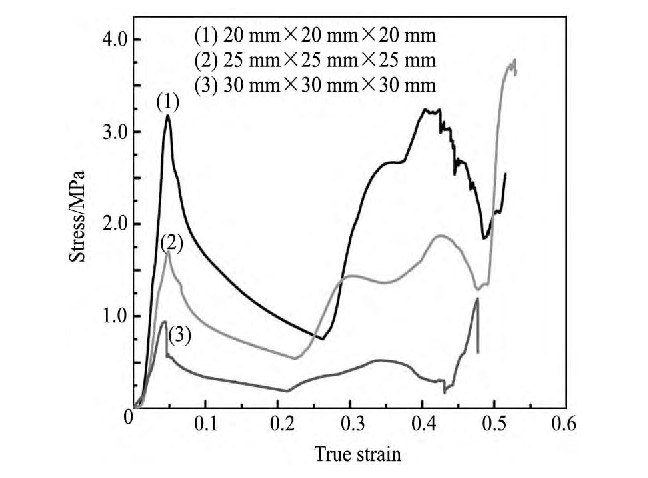
ͼ1 6 ��ͬ��Ԫ�ߴ����ṹ��ѹ��Ӧ��-Ӧ������Fig.16 Compression curves of titanium alloy with different lat-tice dimensions
��2 ��ͬ��Ԫ�ߴ����ṹ��ѹ������Table 2Compression properties of different dimension lattice structures ����ԭͼ
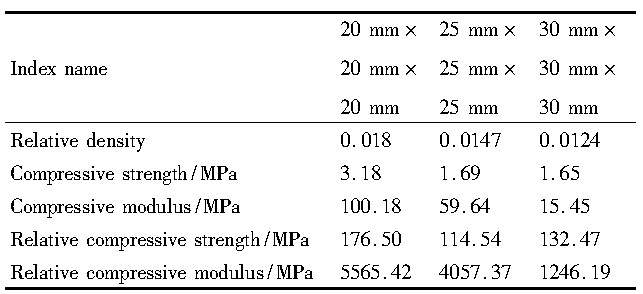
��2 ��ͬ��Ԫ�ߴ����ṹ��ѹ������Table 2Compression properties of different dimension lattice structures
3.3 ��ͬ���������ѹ������
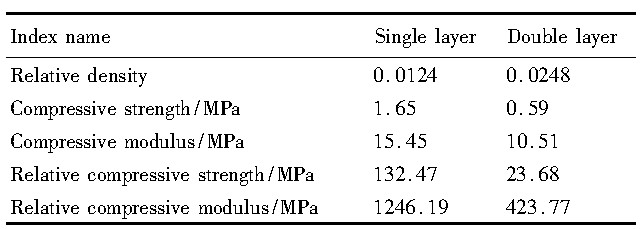
ͼ17����3�Dz�ͬ��������ṹ��������Ի�õ�ѹ��Ӧ��-Ӧ�����ߡ���ͼ17����3��֪, �����������һ�����ӵ�����ʱ, ��ѹǿ�ȡ���ѹģ��Ѹ���½�, ��������Կ�ѹǿ�ȡ���Կ�ѹģ���½���Ϊ����, �ֱ��½���60%, 80%���������������ʱ, ��Ȼ��ѹǿ���½�, ����Ӧ������Ӧ�������, �䲨���Լ�С, �ӵ�һ����ֵǿ��ǿ�ȵ����Ӧ����ʼ����ʱ�����֮���Ӧ��ֵ�Ƚ�ƽ��, �ɼ����ŵ������������, ������ṹ������Ϊ���ܡ�������ṹ��
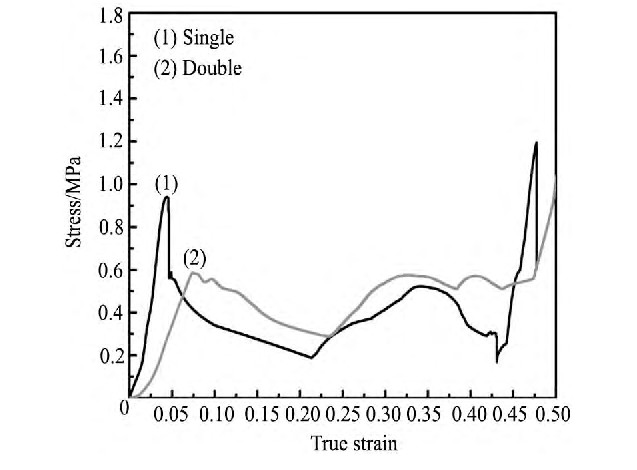
ͼ1 7 ��ͬ��������ṹ��ѹ��Ӧ��-Ӧ������Fig.17 Compression curves of titanium alloy with different lay-ers lattice dimensions
��3 ��ͬ��������ṹ��ѹ������Table 3 Compression properties of different layers lattice structure ����ԭͼ
��3 ��ͬ��������ṹ��ѹ������Table 3 Compression properties of different layers lattice structure
���Ϸ���, ��֪�ѺϽ����ṹ�����غ�������, �������λ��ƻ�ʱ, �����ڵ���ṹ��ѹ���غ�ʱ, ���ڽ����Ľ������γߴ粻ͬ, ���½���ʧЧ��ʽ��ͬ, ��Ҫ�ı��κ�ʧЧ��ʽ����:���Ա��Ρ�����������������������������, ��Ҳ�����ʧЧʱ��ѹ��ǿ�Ȳ�ͬ��
4 ����
1.SPF/DB���վ������õĿ�����ԡ���ѡ���Ե��ص�, �����Ʊ��������͡��������͡�X�͵ȶ������͵��ѺϽ���ά����в�ṹ��
2.����SPF/DB�����Ʊ��ѺϽ���ά����ṹ����ɢ���Ӻͳ��ܳ��ι��ղ���Ϊ:920��/2MPa/2 h��
3.�ѺϽ���ά����ṹ��ѹ��������, ��Ҫ�ı��κ�ʧЧ���ư���:���Ա��Ρ�����������������������������, ����Щ����������, ����ṹ��ѹ�����߳��ֳ����Ե�Ӧ����������
4.�������͵���ṹ��ѹǿ�ȵ����, Ϊ1.65 MPa���������͵���ṹ������ߵĿ�ѹģ��, �ﵽ28.02 MPa��X�͵���ṹ�Ŀ�ѹǿ�����, �ﵽ0.94 MPa, ��Կ�ѹǿ�ȡ���ѹģ�������������ͺͽ�������֮��;����Ԫ�ߴ��30 mm��30 mm��30 mm�½���20 mm��20 mm��20 mm, ��ѹǿ�ȴ�1.65 MPa���ߵ�3.18 MPa, ��ѹģ����15.45 MPa���ߵ�100.18 MPa;�����������һ�����ӵ�����ʱ, ��ѹǿ�ȴ�1.65 MPa�½���0.59MPa, ��ѹģ����15.45 MPa�½���10.51 MPa��
�����
