

Processing map for hot working of SiCp/7075 Al composites
M. RAJAMUTHAMILSELVAN1, S. RAMANATHAN1, R. KARTHIKEYAN2
1. Department of Manufacturing Engineering, Annamalai University, Annamalai Nagar, 608002, India;
2. Department of Mechanical Engineering, Birla Institute of Technology and Sciences, Dubai
Received 12 March 2009; accepted 23 August 2009
Abstract:
The hot deformation behaviour of 7075 aluminium alloy reinforced with 10% of SiC particles was studied by employing both ����processing maps���� and microstructural observations. The composite was characterized by employing optical microscope to evaluate the microstructural transformations and instability phenomena. The material investigated was deformed by compression in the temperature and strain rate ranges of 300-500 �� and 0.001-1.0 s-1, respectively. The deformation efficiency was calculated by strain rate sensitivity (m) values obtained by hot compression tests. The power dissipation efficiency and instability parameters were evaluated and processing maps were constructed for strain of 0.5. The optimum domains and instability zone were obtained for the composites. The optimum processing conditions are obtained in the strain rate range of 0.1-0.9 s-1 and temperature range of 390-440 �� with the efficiency of 30%.
Key words:
hot deformation; processing maps; recrystallization; flow instability;
1 Introduction
FROST and ASHBY[1] and PRASAD[2] were the first to represent the material response in terms of processing maps, and they draw plots of true stress vs temperature showing the area of the different flow mechanisms in terms of the chosen parameters to represent the process. A development of the map concept was obtained by RAJ[3], who examined two important damage mechanisms such as cavity nucleation at the interface between the ductile matrix and hard particles, and wedge cracking at the triple grain boundary joints in 6061 aluminium alloy reinforced with different mass fraction of SiC and Al2O3 particles. Cavitations results in ductile fracture are the characteristic of high strain-rates and low homologous temperatures. At high temperature, the rate of void formation decreases because of the lower work hardening rate due to the effect of recovery. Whereas at low strain-rates, diffusion transport promotes stress relief at the particle interfaces. Using this approach it is possible to identify the ��safe��, regions in which the material flow takes place without the occurrence of damage phenomenon.
PRASAD and SASIDHARA[4] and CERRI et al[5] expressed that, the ����Dynamic Material Model���� considers the work piece as a power dissipater. According to this model, the system consists of a source of power, a store of power (tools) and a dissipater (the work piece), which dissipates the energy while deforming. The total power dissipated P can be calculated as
![]()
where �� is the instantaneous flow stress, ![]() is the applied strain rate, and �� is the strain. The first integral is defined as G content and represents the major power input dissipated in the form of a temperature rise; the second integral defined as J co-content and represents the power dissipated by metallurgical processes, such as recovery, recrystallization, cavity formation, super plastic flow and phase transformations. The power dissipation capacity of metals during deformation can be properly measured by the efficiency of dissipation (��) defined by
is the applied strain rate, and �� is the strain. The first integral is defined as G content and represents the major power input dissipated in the form of a temperature rise; the second integral defined as J co-content and represents the power dissipated by metallurgical processes, such as recovery, recrystallization, cavity formation, super plastic flow and phase transformations. The power dissipation capacity of metals during deformation can be properly measured by the efficiency of dissipation (��) defined by
![]()
In the previous equation, ![]() is the power dissipated by means of microstructural mechanisms. m is the strain rate sensitivity coefficient of the material under deformation is given:
is the power dissipated by means of microstructural mechanisms. m is the strain rate sensitivity coefficient of the material under deformation is given:

where �� is the equivalent strain and T is the temperature.
Aluminium is a high stacking fault energy material and is characterized by easy dislocation climb and cross slip during deformation. In the past, dynamic recovery was believed to be the only mechanism producing softening in deformation processes of aluminium. Recently, it was observed that dynamic recovery, dynamic recrystallization or their combination occur under certain conditions during deformation. CAVALIERE et al[6] studied the combination of dynamic recovery and dynamic recrystallization during hot compression of an aluminium alloy. The dynamic recrystallization occurs under specific conditions of temperature and strain rate. The aim of the present investigation is to study the hot deformation behavior of 7075 aluminium alloy reinforced with 10% (volume fraction) of SiC particles using the processing map technique and to establish the safe and unsafe domains. The domains are validated through microstructural observations.
2 Experimental
Stir casting technique was used to fabricate 7075Al alloy reinforced with 10% (volume fraction) of silicon carbide Composites. The matrix material was 7075 aluminium alloy (Cu 1.66, Mg 2.10, Si 0.14, Mn 0.21, Fe 0.40, Cr 0.18, Zn 5.67, Ti 0.01 and balance Al, mass fraction, %) and the reinforcement was SiCp with average size of 20 ��m. The aluminium alloy was melted by using an electric furnace. Preheated SiCp (250 ��) was added to the melt and mixed by using a rotating impeller in argon environment and poured in permanent mould. The cast billets were heated to 400 �� and maintained for 30 min for better transfer, then hot extruded. The cylindrical specimens of dimensions of 10 mm in diameter and 10 mm in height were machined from the extruded rods.
The hot compression tests were performed on a 1OT servo controlled universal testing machine for different strains (0.1-0.5), strain rates (0.001-1.0 s-1) and temperatures (300-500 ��). Temperature of the specimen was monitored with the aid of a chromel/ alumel thermocouple embedded in a 0.5 mm-diameter hole drilled half the height of the specimen as stated by SIVA[7] and PRASAD et al[8]. The thermocouple was also used for measuring the adiabatic temperature rise in the specimen during deformation. The specimens were effectively lubricated with graphite and deformed to a true strain of 0.5. After compression testing, the specimens were immediately quenched in water and the cross section was examined for microstructure. Specimens were deformed to half of the original height. Deformed specimens were sectioned parallel to the compression axis and the cut surface was prepared for metallographic examination. Specimens were etched with Keller��s solution. The microstructure of the specimens was obtained through Versamet 2.0 optical microscope with Clemex Vision Image Analyser, and the mechanism of deformation was studied. Using the flow stress data, power dissipation efficiency and flow instability were evaluated for different strain rates and temperatures at a constant strain of 0.5. The processing maps were developed for strain of 0.5 for 10% SiCp/7075Al composites.
3 Results and discussion
The hot compression tests were performed on 7075 aluminium alloy reinforced with 10% of SiCp composites with temperature range of 300-500 �� and strain rate range of 0.001-1.0 s-1 in different strains (0.1-0.5). Flow stress data have been obtained from the load�� stroke data.
NARAYANA MURTY et al[9] expressed that in metal-forming process, the forming loads and stresses depend on part geometry, friction and the flow stress of the deforming material. The flow stress of material is influenced by factors unrelated to the deformation process such as chemical composition, metallurgical structure, phases, grain size, deformation, prior strain history and factors explicitly related to the deformation process such as temperature of deformation, degree of deformation or strain and the rate of deformation or strain rate. The input for generating a processing map is the experimental data of flow stress as a function of temperature, strain rate and strain. As the map generated will be only as good as the input data, it is important to use accurate, reliable and yet simple experimental technique for generating them. In general, the material starts ����flowing���� or deforming plastically when the applied stress (in uniaxial tension without necking or in uniaxial compression without bulging) reaches the value of the flow stress. While hot tensile, hot torsion or hot compression testing techniques may be used for this purpose, hot compression test has decisive advantages over others. In a compression test on a cylindrical specimen, it is easy to obtain a constant true strain rate using an experimental decay of the actuator speed. It is convenient to measure the adiabatic temperature rise directly on the specimen and conduct the test under isothermal conditions. PRASAD and SASIDHARA[10] have provided copious and high quality flow stress test data on several materials which are useful for the numerical analysis and simulation of deformation processes.
3.1 Interpretation from flow stress��flow strain curves
Flow curves (true stress��true strain) facilitate complete understanding of plastic behaviour of materials. The flow curves are used to interpret the type of mechanism involved in deformation under particular condition. GANESAN et al[11] stated that the shape of stress��strain curves is considered to contain some information related to the mechanisms of hot deformation. The steady state flow curve at lower strain rate and temperature represents dynamic recovery. The dynamic recrystallization is associated with single peak or multi peak flow curves at comparatively higher strain rates and temperature. ZHANG et al[12] and MANISH et al[13] explained that flow stress reaches steady state following the initial steep rise; however, it exhibits continuous flow softening till the end of deformation at low temperatures which represents flow softening.
The flow curves obtained for 10% SiCp/Al composites deformed in compression at 450 �� and at different strain rates ranging from 0.001 to 1.0 s-1 are presented in Fig.1. The flow stress is significantly low at lower strain rates whereas the work hardening rate is relatively high. Hence, the flow stress is found to increase with increase in strain. At lower strain, it is adiabatic. The increase in strength is attributed to dispersive hardening effect of SiC particles. The matrix around the SiC particles presents much higher dislocation density than that of normal alloy. RADHAKRISHNA BHATT et al[14] explained that the high dislocation density regions restrict the plastic flow and contribute to the strengthening and strain hardening. ZHANG et al[15] explained that the strain softening behaviour of the composite is related to the presence of concurrent matrix deformation mechanisms such as dynamic recovery and recrystallization, which are commonly observed in hot deformation of aluminum alloys. The flow stress��strain curves exhibit flow softening at higher strain rates. The rise in temperature leads to the decrease in work hardening rate.
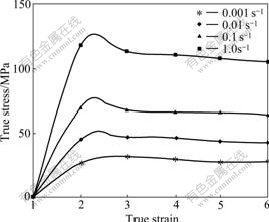
Fig.1 True stress vs true strain of 10%SiC/7075Al composite at 450 ��
The flow curves for different temperatures at constant strain rate of 0.1 s-1 are shown in Fig.2. At lower temperatures, the strain hardening is more and steady state is obtained between 300 and 400 ��. The matrix around the SiC particles would increase the dislocation density. The true stress increases to a peak value and then falls down, suggesting flow softening between 450 and 500��. The high dislocation density regions restrict the plastic flow and contribute to the strengthening and strain hardening. As the temperature increases, the strengthening effect of SiC particles is considerably diminished so that the material shows a similar softening behaviour of the pure metals.

Fig.2 True stress vs true strain of 10%SiC/7075Al composite at strain rate of 0.1 s-1
3.2 Microstructures analysis
The DRX is limited to FCC metals that have relatively low yield strength. This in principle leads to decrease in flow stress by about 50% when it is in periodic type or gain coarsening type. However, the relative flow softening is limited to 20% partially in composite materials because of inhomogeneities and the grain boundary drag under normal testing conditions. Fig.3 shows the processing map (power dissipation efficiency contours and the instability regions) plotted against the temperature and strain rate for strain of 0.5. The efficiency represents the relative rate of entropy production during hot deformation and characterizes the dissipative microstructure under different temperatures and strain rates. XIA et al[16] and HUANG et al[17] discussed that the maximum efficiency of power dissipation in the domain of DRX is about 30%-40% for low SFE materials and 50%-55% for high SFE materials. contours in this domain are generally widely spaced. Thus, the power dissipation map may provide an initial idea of the domain of DRX. However, detailed microstructure examinations will be needed for confirmation. In the stable domain, a high efficiency indicates better processing conditions.
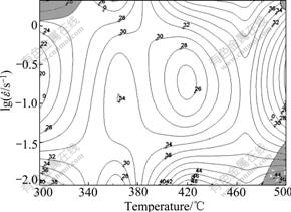
Fig.3 Processing map for 10% SiCp/7075Al at strain of 0.5
Thus, power dissipation map obtained can help in optimizing the process. The shaded region in the map denotes flow instability. The region in which the values of flow instability parameter are negative is characterized by the possibility of unstable flow. The efficiency value in the instable region is less. The optimum range of processing conditions are in the strain rate range of 0.1-0.9 s-1 and temperature range of about 390-440 �� with the efficiencies of 26%-30%.
The microstructure analysis shows that the initial structure has been replaced by recrystallized structure at 400 �� and 0.1 s-1. The grain boundaries are irregular in shape. The first domain, therefore, can be interpreted to represent the region of possible DRX. Dynamic recrystallization (DRX) is a beneficial process in hot deformation since it not only gives stable flow and good workability to the material by simultaneously softening it, but also reconstitutes the microstructure. In comparison with initial microstructure, the DRX microstructure exhibits considerable and dynamically recrystallized grains. The grain boundaries are irregular and wavy in nature. Hence, this domain represents the DRX process. DRX may be considered for formation of nucleation and migration of interfaces (growth). The nucleation consists of the formation of grain boundary due to dislocation generation simultaneous recovery and rearrangement. This interface will become a nucleus for DRX when it attains a critical configuration of that of a large angle boundary. The nucleus will grow by the process of grain boundary migration, since under hot working conditions, the materials act as essentially as a dissipator of power and the driving force for the migration of interface is reduction of total interface energy. When nucleation and growth occur simultaneously, the slower one of these will control DRX.
So, the DRX domain is chosen for optimizing the hot working conditions and it is a safe domain for bulk metal working as explained by HUANG et al[18]. The dynamic recrystallized zones obtained at the temperature of 400 �� with strain rate of 0.1 s-1 and strain 0.5 are shown in Fig.4.

Fig.4 DRX microstructures in 10%SiCp/7075Al composite at 400 �� with strain rate of 0.1 s-1
The DRX domain generally occurs in the homologous temperature range of 390-400 �� and strain rate range of 0.1-1.0 s-1 in low stacking fault energy materials. The strain rate range is still lower for high stacking fault energy materials. The maximum efficiency of DRX domain is 30%-40% for low stacking fault energy materials and 50%-55% for the high stacking fault energy materials. The contour in DRX domain will be normally wide spread representing a steep hill and present a fairly wider window.
The grain elongation is identified at the temperature of 500 �� and at a strain rate of 0.01 s-1, which is shown in Fig.5. A particle free region in this material can be seen. Inhomogeneity in this specimen showing an abnormally elongated grain indicates the effective grain boundary pinning achieved by the presence of SiCp in these composites. PRASAD et al[19] explained that the materials with stable fine-grained structure when being deformed at slow speeds and high temperature exhibit abnormal elongations and the process is called super plasticity.
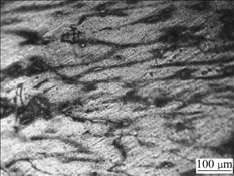
Fig.5 Grain elongation in 10%SiCp/7075Al composite at 500 �� with strain rate of 0.01 s-1
The flow instability occurs in two different zones. The instability has occurred at higher strain rate of 1.0 s-1 at a temperature in the range of 300-340 �� and the second zone has occurred at lower strain rate of 0.001 s-1 in temperature range of 480-500 ��.
At higher strain rates, heat generated due to local temperature rise by plastic deformation is not conducted away to the cooler regions of the body since the available time is too short. DIGHE et al[20] explained that the flow stress in deformation will get lower and further plastic flow will be localized. The band gets intensified and nearly satisfies adiabatic conditions. Such bands are called adiabatic shear bands, which exhibit cracking and recrystallization along macroscopic shear planes. HUANG et al[17] discussed that during hot compression at higher strain rates, the heat generated by deformation is not conducted away due to insufficient time and low thermal conductivity, which reduces the local flow stress (broad oscillations) and causes flow localization bands (adiabatic shear bands). Fig.6 represents the formation of shear bands at a high strain of 1.0 s-1 and a temperature of 350 �� for strain of 0.5.
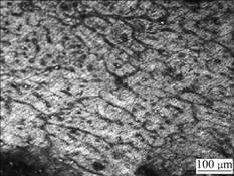
Fig.6 Adiabatic shear band in 10%SiCp/7075Al composite at 350 �� with strain rate of 1.0 s-1
The presence of SiC particles in aluminium matrix during deformation causes the interface to crack and debond. Since the matrix undergoes plastic flow while the particles do not deform. When the accumulated stresses become large, the interface may separate or particles itself crack at lower temperature and higher strain rates. This may lead to the creation of microstructural damage due to cavity formation, ultimately contributing to ductile fracture. Voids generated by particles cracking and debonding causes macroscopic crack propagation from the surface to the interior by linking the voids. Debonding of SiC particles observed at 1.0 s-1 and 450 �� is shown in Fig.7.
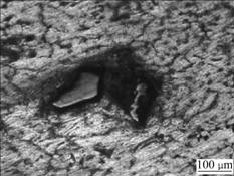
Fig.7 Particle debonding in 10%SiCp/7075Al composite at 450 �� with strain rate of 1.0 s-1
The mechanism of crack propagation was explained by YANO et al[21] and CHENGA et al[22] that the voids are generated by cracking of the reinforcement particles. Almost all particles near the surface are cracked and accompanied by voids with a few interior particles cracked. The difference in thermal expansion coefficients between the matrix and SiC particles necessitates the generation of dislocations in matrix vicinal to SiC particles to accommodate thermal strain. They have studied the effects of particle shape on thermal residual strain field in SiCp/Al composites and indicated that there exists a residual plastic strain concentration in the matrix around a pointed particle corner and a strong stress concentration (450-1 250 MPa) in the pointed SiC particle corners. The microscopic crack propagation from the surface to the interior is caused by linking of voids generated by the cracking of reinforcement particles. The specimen changes its shapes from cylinder to barrel. The change in shape brings about the generation of circumferential stress at the surface.
ZHANG et al[12] and KIM and SHERBY[23] expressed that the elongation increases with increasing temperature, even up to temperatures higher than its liquid phase temperature for the super plastic aluminum matrix composites. High elongation results from the presence of excessive liquid phase at grain/interface boundaries. In addition to grain boundary sliding, extensive interfacial sliding also takes place. The basic mechanisms involved are grain boundary sliding and diffusion accommodated flow at grain boundary triple junction, resulting in the formation of wedge crack. The presence of SiC particles in aluminium matrix in deformation causes the interface to crack and debond of SiC particles at higher temperatures. Crack propagation due to wedge cracking is observed at 500 �� and a strain rate of 1.0 s-1, as shown in Fig.8.
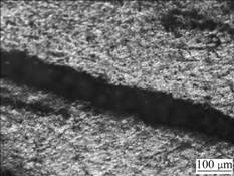
Fig.8 Matrix cracking in 10%SiCp/707Al at 500 �� with strain rate of 1.0 s-1
4 Conclusions
1) The flow stress was evaluated for a temperature range of 300-500 �� and a strain rate range of 0.001- 1.0 s-1. The flow stress is significantly low at lower strain rates whereas the work hardening rate is relatively high. Hence, the flow stress is found to increase with increase in strain.
2) The power dissipation efficiency and instability parameters were evaluated and processing maps were constructed for strain of 0.5. The optimum domains and instability zone were obtained for the composites. The domains for hot working significantly differ from those of pure aluminum. The super plastic deformation and dynamic recrystallization zones corresponding to optimum working regions were identified. The optimum processing conditions are the strain rate range of 0.1-0.9 s-1 and temperature range of about 390-440�� with the efficiencies of 26%-30%.
3) The flow instability occurs in two different zones. At higher strain rate of 1.0 s-1, the instability occurred at a temperature in the range of 300-340 �� and the second zone occurred at lower strain rate of 0.001 s-1 at temperature between 480 and 500 ��.
4) The microstructure evaluation leads to particle fracture, debonding, adiabatic shear band formation and matrix cracking, which lead to flow instability of the composites.
Acknowledgement
The authors are grateful to the Department of Manufacturing Engineering, Annamalai University, Tamilnadu, India, for the support rendered for the fabrication and testing of composites.
References
[1] FROST H J, ASHBY M F. Deformation mechanism maps, the plasticity and creep of metals and ceramics [M]. London: Pergamon Press, 1982.
[2] PRASAD Y V R K. Processing maps��A status report [J]. Materials Engineering Performance, 2003, 12: 638-645.
[3] RAJ R. Development of a processing map for use in warm-forming and hot-forming process [J]. Materials Transactions A, 1981, 12A: 1089-1097.
[4] PRASAD Y V R K, SASIDHARA S. Hot working guide: A compendium of processing maps [M]. Warrendale (PA): ASM. 1999: 25-157.
[5] CERRI E, SPIGARELLI S, EVANGELISTA E, CAVALIERE P. Hot deformation and processing maps of a particulate-reinforced 6061+20%Al2O3 composite [J]. Materials Science and Engineering A, 2002, 324: 157-161.
[6] CAVALIERE P, CERRI E, LEO P. Hot deformation and processing maps of a particulate reinforced 2618/Al2O3/20p metal matrix composite [J]. Composites Science and Technology, 2004, 64: 1287-1291.
[7] SIVA O. Characteristics of super plasticity domain in the processing map for hot working of as cast Mg-11.5 Li-1.5 Al alloy [J]. Materials Science and Engineering A, 2002, 323: 270-277.
[8] PRASAD Y V R K, RAO K P. Processing maps and rate controlling mechanisms of hot deformation of electrolytic tough pitch copper in the temperature range 300-950 �� [J]. Materials science and Engineering A, 2005, 391: 141-150.
[9] NARAYANA MURTY S V S, NAGESWARA RAO B, KASHYAP B P. On the hot working characteristics of 6061Al-SiC and 6061-Al2O3 particulate reinforced metal matrix composites [J]. Composites Science and Technology, 2003, 63: 119-135.
[10] PRASAD Y V R K, SASIDHARA S. Hot working guide��A compendium of processing maps [M]. Ohio: American Society for Metals, 1997.
[11] GANESAN G, RAGHUKANDAN K, KARTHIKEYAN R, PAI B C. Formability study on Al/SiC composites [J]. Materials Science Forum, 2003, 437/438: 227-230.
[12] ZHANG Hui, HE Yu-song, XING Luo. Distensile deformation and fracture behavior of spray-deposition 7075/15SiCp aluminum matrix composite sheet at elevated temperatures [J]. Materials Characterization, 2008, 59: 1078-1082.
[13] MANISH D D, ARUN M G, MARK F H, MOSHER D A. Effect of strain rate on damage evaluation in cast Al-SiC-M8 base alloy [J]. Metallurgical and Material Transaction A, 2003, 31: 1725-1730.
[14] RADHAKRISHNA BHATT B V, MAHAJAN Y R, PRASAD Y V R K. Effect of volume fraction of SiCp reinforcement on the processing maps for 2124 Al matrix composites [J]. Metallurgical and Material Transaction A, 2000, 31A: 629-639.
[15] ZHANG H, LIN G Y, PENG D S, YANG L B, LIN Q Q. Dynamic and static softening behaviors of aluminum alloys during multistage hot deformation [J]. Journal of Materials Processing Technology, 2004, 148: 245-249.
[16] XIAO X X, SAKARIS P, McQUEEN H J. Hot deformation, dynamic recovery and recrystallisation behavior of aluminium 6061 SiCp composites [J]. Materials Sciences and Technology, 1994, 16: 487- 496.
[17] HUANG L J, GENG L, LI A B, CUI X P, LI H Z, WANG G S. Characteristics of hot compression behavior of Ti-6.5Al-3.5Mo- 1.5Zr-0.3Si alloy with an equiaxed microstructure [J]. Materials Science and Engineering A, 2009, 505: 136-143.
[18] HUANG D, WU W T, LAMBERT D, SEMATIAN S L. Computer simulation of microstructure evolution during hot forging of Waspaloy and nickel alloy 718 [C]// Conference Proceedings on Microstructure Modeling and Prediction During Thermo-Mechanical Processing. TMS, 2001.
[19] PRASAD Y V R K, SESHACHARYALU T, MEDEIROS S C, FRAZIER W G. Effect of preform microstructure on the hot working mechanisms in ELI grade Ti-6AI-4V: Transformed bv. equiaxed (a+b) [J]. Materials Science and Technology, 2000, 16: 511-520.
[20] DIGHE D M D, GOKHALE M, HORSTEMEYER M F, MOSHER D A. Effect of strain rate on damage evolution in a cast Al-Si-Mg base alloy [J]. Metallurgical and Material Transaction A, 2000, 31A: 1725-1731.
[21] YANO T, ADACHI T, YAKOTE T, ONODARA R. Improvement of formability of carbide dispersed titanium alloy during hot working [J]. Materials Science and Technology, 1999, 15: 563-570.
[22] CHENGA N P, ZENGA B S M, LIUA J B Z Y. Preparation, microstructures and deformation behavior of SiCp/6066Al composites produced by P/M rout [J]. Journal of Materials Processing Technology, 2008, 202: 27-40.
[23] KIM W J, SHERBY O D. Particle weakening in superplastic SiC/2124 Al composites at high temperature [J]. Acta Materialia, 2000, 48: 1763-1774.
Corresponding author: M. RAJAMUTHAMILSELVAN; Tel: +91-9486402483; Fax: +91-4144239734; E-mail: rajanarmi@yahoo.co.in
DOI: 10.1016/S1003-6326(09)60196-5
Abstract: The hot deformation behaviour of 7075 aluminium alloy reinforced with 10% of SiC particles was studied by employing both ����processing maps���� and microstructural observations. The composite was characterized by employing optical microscope to evaluate the microstructural transformations and instability phenomena. The material investigated was deformed by compression in the temperature and strain rate ranges of 300-500 �� and 0.001-1.0 s-1, respectively. The deformation efficiency was calculated by strain rate sensitivity (m) values obtained by hot compression tests. The power dissipation efficiency and instability parameters were evaluated and processing maps were constructed for strain of 0.5. The optimum domains and instability zone were obtained for the composites. The optimum processing conditions are obtained in the strain rate range of 0.1-0.9 s-1 and temperature range of 390-440 �� with the efficiency of 30%.
