
������������Ʒ���������ȶȶ�����ģʽ�ͷ�ĩ���ȵ�Ӱ��
���ϴ�ѧ��ĩұ������ص�ʵ����,���ϴ�ѧ��ĩұ������ص�ʵ����,���ϴ�ѧ��ĩұ������ص�ʵ����,���ϴ�ѧ��ĩұ������ص�ʵ���� ���ϳ�ɳ410083,���ϳ�ɳ410083,���ϳ�ɳ410083,���ϳ�ɳ410083
ժ Ҫ��
���ý�����������Ʒ��豸, �о���������ȶȶԽ����������ģʽ�ͷ�ĩ���ȵ�Ӱ�졣ʵ����, �����������������ղ�������, ���� (����ͭ) ���ȶȷֱ��趨Ϊ150, 200, 250��300 K, �õ���Ӧ�ķ�ĩƽ�����ȷֱ�Ϊ34.88, 32.33, 30.87��19.74��m�����������̵����۷����������:��������ȶȴ�250 K��ߵ�300 Kʱ, Һ�ε�����ģʽ�����˸ı�, ���ɴ�ʽת��Ϊ��չʽ, ��ĩ���������½�������, ���ȶȵı仯��������ĩ���ȵ���̬�ֲ�����û������Ӱ��;ͨ���Ż����ղ���, ��DZ����ȡ���ȸ�ϸ���ֲ������ȵķ�ĩ��
�ؼ��ʣ�
����;���������;���ȶ�;��ĩ;����;
��ͼ����ţ� TF123.1
�ո����ڣ�2006-06-20
����������Ȼ��ѧ����������Ŀ (50574103) �� (10476034);
Effect of Melt Superheat on Powder Particle Size in Close-Coupled Gas Atomization
Abstract��
The effects of melt superheat (150��300 K) on the atomization process and particle size were investigated.The results show that when keeping other parameters constant, the Weber number of melt droplet increases obviously with the rise of melt superheat.As a result, droplet��s breakup mode changes and final particle size decreases.When melt superheat was set as 150, 200, 250 and 300 K, D (50) was 34.88, 32.33, 30.87 and 19.74 ��m respectively, and the secondary breakup mode of droplet changes from bag to film stripping with superheat rising from 250 to 300 K, leading to the markable fall of particle size.However, the melt superheat does not have obvious influence on the normal distribution of particle size.
Keyword��
atomization;close-coupled nozzle;superheat;powder;particle size;
Received�� 2006-06-20
����������ȡ������ϸ���ν�����ĩ����Ҫ����, �ڵ���ķ�ĩ����ҵ�еõ�Խ��Խ�㷺��Ӧ��
�ڽ��������������, �ӵ�Һ�����������ڽ���Һ���漴������������������, �������ȴ��ϸС�ķ�ĩ������ ͨ�������, �������������Ҫ��������ġ��������顱�� ���������顱����ȴ���̵�3��������Ľ�
ʵ��Ӧ����һֱ�����ŷ�ĩ���Բ�����һ�� ���ȷֲ��Ͽ��� ���Ⱥͺ�����ƫ���������Ҫ��������⡣ ��������������ղ�����ѡ������˵�ǿ�ѧ, ����˵������
1 ʵ ��
ʵ�������õ������豸��Ӣ��PSI��˾����Ľ�����������¯�� ��������Ϊ��ѹ������, ��12����ѹ��ƿ�����Ĺ���ϵͳ����, �����ѹΪ5 MPa, ʵ��ʱ��ѹΪ3.5 MPa�� ѡȡ6000 g����ͭΪ�������� ʵ����, ͨ�����ڽ���Һ�Ĺ��ȶ�, �����������ղ�������ķ���, �Խ�����������Ʊ�Cu�۽���ʵ���о��� �ۻ��¶ȷֱ�Ϊ1506, 1556, 1606��1656 K (ͭ���۵�Ϊ1356 K, ���ȶȷֱ�Ϊ150, 200, 250��300 K) , �¶Ȳ������Ϊ��2 K�� ÿ��ʵ����̳���Լ1.5 min�� ����ɨ��羵����Cu�۵ı�����ò�� ���ü����������ȷ����Ƿ���Cu�۵�ƽ�����ȼ����ȷֲ���
2 ���������
ͼ1Ϊ��ͬ���ȶ����Ƶ�Cu�۵�SEM������ò�� ��ͼ�п��Կ���, ���ܹ��ȶȲ�ͬ, ����ĩ��Ϊ��ϸ�����Ļ����, ���ζȶ��ϸߡ� ���Ź��ȶȵ����, ϸ��������������, ��ĩƽ�����ȵ����½��� ����, �����ȶ�Ϊ300 Kʱϸ���������ӽ�Ϊ������ ͼ2Ϊ��ͬ���ȶ��µ�Cu�۵����ȷֲ�����, 4�ֹ��ȶ��µ����ȷֲ���Ϊ��̬�ֲ���ʽ, ����Ͻ�����������Ʒ۵�һ�������� ����ע�: ����ȶȵ����, ��ĩ�����ȳ��½�����, ����, ���ȶȴ�250��300 Kʱ�仯�Ƚ�����, ��ƽ���������Խ���, �ֱ�Ϊ34.88, 32.33, 30.87��19.74 ��m��
2.1 ���������������������Ľṹ����
ͨ��, ��ѹ������������뵽���������͵Ŀռ�ʱ, ����������ڴ���������, ��Э���������͵ĵ�ѹ�����뻷��ѹ�����ƽ�⡣ ������������������������Ƶļ����ṹ�� ��ʵ������ѹ��Ϊ2.1 MPa�������ʱ, б�����������ཻ�γ������յ� (��) , б�����ཻ��λ���������ġ��߽�㡱������ء�
�������·�����һ�������Ƶ��Ļ������� �����������������, �˴��������ٶ�Ϊ��, ��ѹ�� (������) ��ߡ� �����������ǰ�˽��������, �����������������˶�, ���ӽ���Һ�ܿ�ʱ, ���ȸı���������, ���������Ϊ��������, ����������ı���ʱ, �������߽�������������, ������������, �������ڻ�������, �����������ij����������ָ����� �����������������Ľṹ����, ����������˿ɷ�Ϊ�������ͻ������������������ �������������֮����һ����״��ʮ�ָ��ӵ����������, ͼ3��ʾ
2.2 �����������������������̵Ķ�������
2.2.1 ����Һ������̵���ֵģ��
�ڽ�����������ij�ʼ���������, �ӵ�Һ�ܳ�������״����Һ�����������, ���ȱ����ɱ�Ĥ�� �ȶ��ı�Ĥ������С���Hmin, Hminȡ������Һ����ĽӴ�����, �����¹�ʽ��ʾ
Hmin= (1-cos��0) 0.22 (1)
Һ�屡Ĥ�����������������������±����γɲ���, ���沨�IJ��ȶ��Է�չ, ҺĤ��һ�������˿���״�� ˿�����ֱ��dLȡ����ҺĤ�ĺ��H�Լ�����ȶ�������s
��ʽ��, ��gΪ�����ܶ�, UΪ��Һ�������, ��Ϊ���������� ��״�Ľ���Һ����Rayleigh���ȶ���, ���������ϸС��Һ�Ρ� Һ�ε�ֱ��dD�������¹�ʽ����
dD=1.88dL (1+3Oh) 1/6 (3)
����, Oh=��l/ (��l��dL) 1/2, ��lΪ����Һ��ճ��, ��lΪҺ�β����ܶȡ� ��ʼ������Һ���漴���ж�������, Һ�ε�����ȡ����������We��, ��We���Ĵ�С����仯, Һ�εĶ���������Ӧ����Ϊ������ʽ���顱 (Twins) , ����ʽ���顱 (Bag) , ����չʽ���顱 (Stretching/thinning) �͡���ըʽ���顱 (Catastrophic) 4��ģʽ
We=��gU2dD/�� (4)
������ʽ (2) , (3) �� (4) , ͬʱ����Oh�� (ֵ��С) ��Ӱ��, �ɵ�������ʽ:
We=22.6U (H��l/��) 1/2 (5)
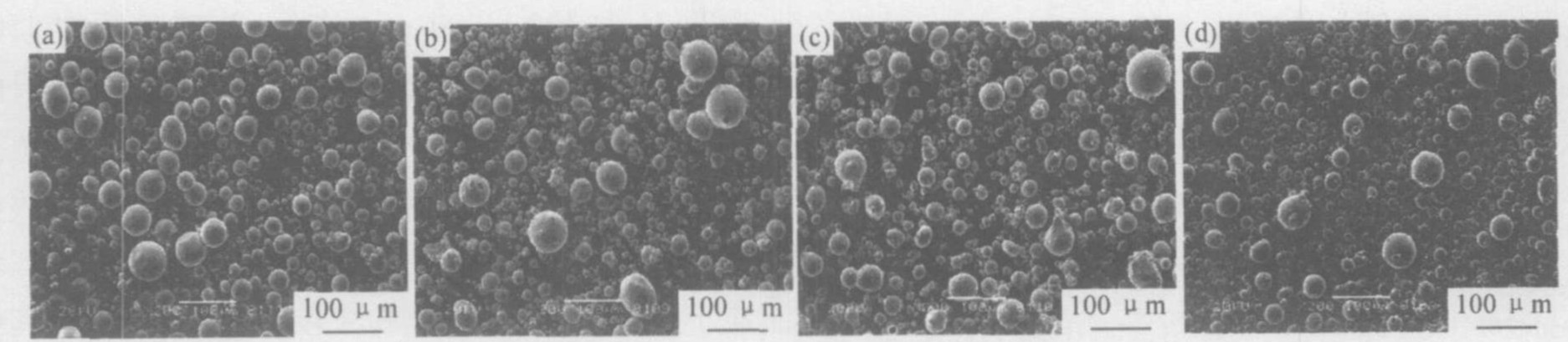
ͼ1 ��ͬ���ȶ��»��Cu�۵�SEM��ò (a) 150 K; (2) 200 K; (3) 250 K; (4) 300 K
Fig.1 SEM morphology of Cu powder under different superheat
������ʽ������, ����������õ�Һ��ֱ��dp�������¹�ʽ����
���ڴ�ʽ����ģʽ, ���α�Ե����ɽϴ�Һ��, ��ֱ����dpr��ʾ; ���Ĵ�������Һ��ֱ����С, ��dpb��ʾ
dpr=0.3dD; dpb=0.042dD (7)
����չʽ����ģʽ��, ���������Һ��ֱ��dp�������¹�ʽ��ʾ
dp=74.4dD (��l/��g) -0.25[��l/ (��ldDU) ]0.5 (8)
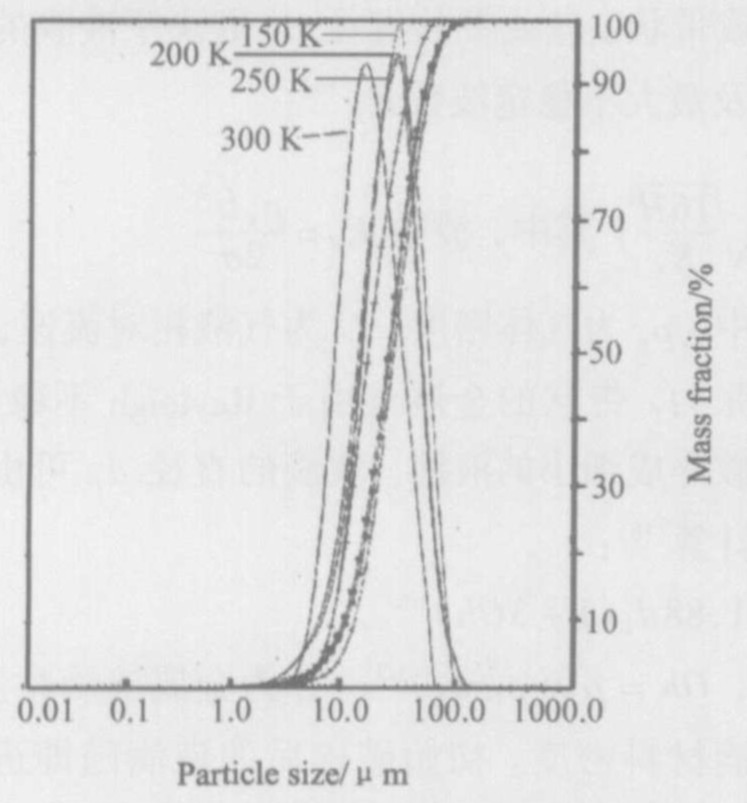
ͼ2 ��ͬ���ȶ��µķ�ĩ���ȷֲ�
Fig.2 Particle size distribution under different superheat
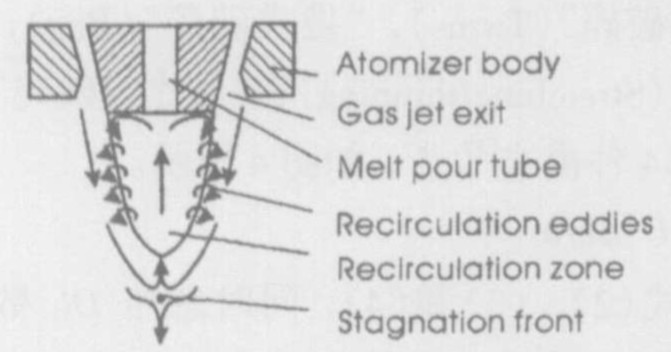
ͼ3 ����������������ṹʾ��ͼ
Fig.3 Schematic depiction of gas recirculation zone
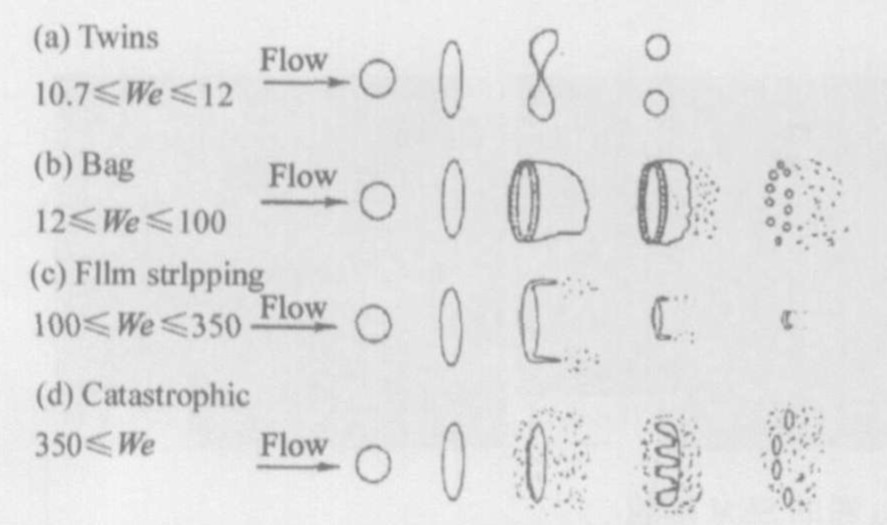
ͼ4 Һ�εĶ�������ģʽ
Fig.4 Droplets�� secondary breakup modes
2.2.2 ������ȶȶ��������̼���ĩ���ȵ�Ӱ��
���Ź��ȶȦ�T�����, ������¶�����, ���ݹ�ʽ��=1257-0.2��T
��ijһ����ģʽ�¶�Ӧ��We������һ����Χ, ��ͼ4��ʾ�� ��ô, �����ȶȵ���߷��Ƚ�Сʱ, ��Ӧ��õij�ʼҺ��We������ֻ��ͬһģʽ��Χ�ڱ仯, �����ǽ���������ģʽ֮��, Һ�εĶ�������ģʽ���ܱ仯����, �õ��ķ�ĩ�����½���С�� �����ȶ���ߵ�һ��ֵ, ��ʹҺ�ε�We��������½�, ���������ģʽ������ͻ��, ���������õ�Һ��ֱ������ģʽ��ͻ��������½��� ����������������ģʽ, �õ���Һ��ֱ���ֲ������ɱ���س��ֳ���̬�ֲ�����, ������ΪRayleigh���ȶ�����ı�������, ͬʱ�������ڵ�������������̬�ֲ�, Һ�ε����鲻�ɱ���Ĵ��ڶ���ģʽ�� ���, ������߹��ȶ����ı��ĩ���ȵķֲ�����, ֻ�ܽ��ͷ�ĩ��ƽ�����ȡ� ����, �����ȶ���ߵ�һ���̶Ⱥ�, ��ʼ����õ���Һ��ֱ���㹻С, ��We���½����ٽ�ֵ10.7����ʱ, Һ����������������, ��ĩ�����������½��� �����������Ļӷ�����Ⱦ������, ���ȶ�Ҳ������ߵ�̫��
�ڱ�ʵ����, �ֱ�ȡ�������������ص�����ٶ�UΪ100��300 m��s-1
��1 ���������������еIJ���������
Table 1Calculated results of melt parameters during gas atomization
���� |
��T/K | U/ (m��s-1) |
dL/ ��m |
dD/ ��m |
We | dpr/ ��m |
dpb/ ��m |
dp/ ��m |
���� |
150 | 100 | 1642 | 3086 | 31.4 | 926 | 130 | - |
| 200 | 100 | 1635 | 3074 | 31.5 | 922 | 129 | - | |
| 250 | 100 | 1628 | 3061 | 31.7 | 918 | 129 | - | |
| 300 | 100 | 1713 | 3221 | 34.7 | 966 | 135 | - | |
���� |
150 | 300 | 547 | 1029 | 94.4 | 309 | 43.2 | - |
| 200 | 300 | 545 | 1025 | 94.7 | 307 | 43.1 | - | |
| 250 | 300 | 543 | 1020 | 95.1 | 306 | 42.9 | - | |
| 300 | 300 | 571 | 1074 | 105 | - | - | 7.34 |
3 �� ��
�������ղ����ĸı�, �������۵�We���ĸı�, �Ӷ����۵ε���������, �ر�������ģʽ����Ӱ�졣 ���о��ڱ����������������ղ��������������, ��������ȶȷֱ��趨Ϊ150, 200, 250��300 Kʱ, ��Ӧ��, ��ĩ��ƽ�����ȷֱ�Ϊ34.88, 32.33, 30.87��19.74 ��m�� ���۷����������: ��������ȶȴ�250��ߵ�300 Kʱ, Һ�ε�����ģʽ�����˸ı�, ���ɴ�ʽת�䵽��չʽ, ���, ������ĩ�����������½��� ����, ���ȶȵı仯��������ĩ���ȵ���̬�ֲ�����û������Ӱ�졣
�����
[1] Dowson A G.Atomization dominates powder production[J].MPR, 1999, 54 (1) :15.
[3] Miller S A.Close-coupled gas atomizationof metal alloy[A].Pro-ceedings��PM��86[C].1986.29.
[5] Dunkley J.Water bench testing boots gas atomizing[J].MPR, 1999, 54 (3) :26.
[8] ����������.��ĩұ��ԭ��[M].����:ұ��ҵ������, 1988.99.
[9] ����J K��.����������������ĩ[M].������, ���¼���.����:ұ��ҵ������, 1985.
[13] ������, ĸ����, ���¾�, ��.������ȶȶ��������̵�Ӱ��[J].���Ϲ�ҵ��ѧѧ��, 1997, 28 (2) :149.
[14] ����Ȫ.����������������Ʒ�ԭ��[J].��ĩұ��ҵ, 1999, 9 (5) :3.
[1] Dowson A G.Atomization dominates powder production[J].MPR, 1999, 54 (1) :15.
[3] Miller S A.Close-coupled gas atomizationof metal alloy[A].Pro-ceedings��PM��86[C].1986.29.
[5] Dunkley J.Water bench testing boots gas atomizing[J].MPR, 1999, 54 (3) :26.
[8] ����������.��ĩұ��ԭ��[M].����:ұ��ҵ������, 1988.99.
[9] ����J K��.����������������ĩ[M].������, ���¼���.����:ұ��ҵ������, 1985.
[13] ������, ĸ����, ���¾�, ��.������ȶȶ��������̵�Ӱ��[J].���Ϲ�ҵ��ѧѧ��, 1997, 28 (2) :149.
[14] ����Ȫ.����������������Ʒ�ԭ��[J].��ĩұ��ҵ, 1999, 9 (5) :3.
