
�й���ɫ����ѧ�� 2003,(04),949-955 DOI:10.19476/j.ysxb.1004.0609.2003.04.026
ZL112Yѹ�����Ͻ�Ħ�г�����İ��̬��ѹ�������
�����ѧ��е����ѧԺ,�����ѧ��е����ѧԺ,�����ѧ��е����ѧԺ,�й����꼯������ŷ������������ι�˾,�й����꼯������ŷ������������ι�˾,�й����꼯������ŷ������������ι�˾,�й����꼯������ŷ������������ι�˾ ����400044 ,����400044 ,����400044 ,����400032 ,����400032 ,����400032 ,����400032
ժ Ҫ��
���ø�Ƶ��Ӧ����װ�ú��¶Ȳⶨװ��,�о���ZL112Yѹ�����Ͻ����ϸ�Ƶ��Ӧ���ȶ������ۺ��ʵİ��̬�����¶ȡ����ȹ��ʺ��ٶ�,�Լ���Щ���ղ��������ϵĴ������ܺ�����֯��Ӱ�졣�������:�úϽ�����İ��̬���������¶�Ϊ570��571��;���Ż��ĸ�Ӧ���ȹ���������,���̬���������ڲ����²���0��1��;���̬���۹���ʹԭʼ�����еĦ�֦����֯�������״�ͽڸ�״��֯,�����˰��̬������͵�Ҫ����ʵ��������õĶ������۹��ճɹ���ѹ��������JH70��Ħ�г������֧�������
�ؼ��ʣ�
���̬;����Ͻ�;�������۹���;���̬����;
��ͼ����ţ� TG292
����飺���־(1979),��,˶ʿ�о���.;������,����;�绰:02365111670;Email:cdcmliu@x263.net;
�ո����ڣ�2002-09-26
Semi-solid die casting process of motorcycle parts of ZL112Y die cast alloy
Abstract��
Using a high��frequency induction heating equipment and a device for temperature measuring, the reasonable semi��solid processing parameters, including semi��solid remelting temperature, heating power and speed, in the process of high��frequency reheating, and the effects of these parameters on thixotropic behaviors of billets and microstructures of the alloy were investigated. The results show that: 1) the proper semi��solid remelting temperature of the alloy is in the range of 570��571 ��; 2) in the condition of optimal reheating processing, the temperature deviation in a billet is 0��1 ��; 3) dendritical colonies of ������ phase in original billet change into isolated grains with forms of nodules and granule, which may satisfy the need of semi��solid thixoforming forming in theory. Further more, a component used in JH70 motors was formed in practice in semi��solid die casting processing by using the optimal semi��solid processing parameters obtained in laboratory.
Keyword��
semi-solid; Al-Si alloy; remelting processing; semi-solid forming;
Received�� 2002-09-26
���̬�������μ�����ʼ��20����70���, ����20������о��ͷ�չ, ��20����90����ڷ�����ҽ��빤ҵӦ�ý�
��������̽����ZL112Y���Ͻ���̬���ϸ�Ƶ��Ӧ���ȶ������۵ĺ������ղ���, ͨ��Ѱ�Һ��ʵİ��̬�¶ȡ� ���ȹ��ʺͼ����ٶ�, ��ȷ��һ�����㹤ҵ�����������°��̬�������۵ĺ�������·��, Ϊ�úϽ�İ��̬��������ṩ����������
1 ʵ�鷽��
1.1 ʵ�����
ʵ��ѡ�ù�ҵ������Ӧ�ýϹ㷺���ƺ�ΪZL112Y��Al-Siϵѹ���Ͻ� ԭʼ���ϵ��Ʊ��������й����깤ҵ�ɷ�����˾ѹ��������, �Ͻ�ɷ�Ϊ: Si 8.86%, Cu 3.44%, Fe 1.29%, ����ΪAl�� ԭʼ���ϵ��Ʊ�������: ��680 ��ʱ, �����ڵĺϽ�Һ����ֱ��Ϊ60 mm�� ��180 mm�Ľ�����ģ���м���, ���̺��䳵��ֱ��Ϊ55 mm�� ��Ϊ95 mm��Բ���ΰ��ϡ�
1.2 �������۵�ʵ��װ��
���ø�Ƶ��Ӧ�����豸�����Ͻ��ж��μ���, ���������Ϊ15 kVA, ��Ƶ��Ϊ100 kHz, �ڼ��ȹ����п��Ե��������ʡ� �������ϵijߴ��С, �����˸�Ӧ��Ȧ�� ѡ������ֱ��Ϊ2 mm��K���ȵ�ż�������¶ȼ�¼�Ǽ�¼���ȹ��������ϵ��¶ȳ��仯, һֻ�ȵ�ż�����ϱ�Ե3~5 mm, ��һֻλ�����ϵ��IJ�, ���߲�����Ⱦ�Ϊ35 mm�� �¶Ȳ���װ����ͼ1��ʾ��
1.3���ʵİ��̬�����¶ȵ�ȷ��
����Al-Si�Ͻ��Ԫ��ͼ���з���, ȷ�����µİ��̬�����¶����䡣 Ȼ�����ϼ��ȵ�����ijһ�¶�, ȡ��������ͨ�˵������غ�����п�, �����и�����׳̶ȡ� �����ƽ���ȼ����������ж�����̬�̶�, ȷ�����ʵ������¶ȡ�
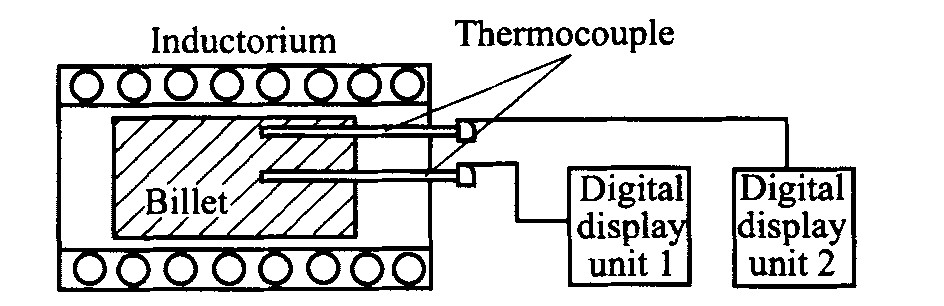
ͼ1 �¶Ȳ���װ��ʾ��ͼ Fig.1 Installation for temperature testing
1.4 ����֯�Ĺ۲�
Ϊ����ʵ�ط�ӳ�������۵İ��̬���������ṹ, ���������۵����ʵİ��̬�¶Ⱥ���������ˮ�м���, �����ƾ����ij��� ����ȡ�������ϵ��ķ�֮һ��������֯�۲������� �����ϵ��ݽ����϶�����д�ĥ�� ϸĥ�� ��, �����0.5%��HFˮ��Һ��ʴ�� �ڹ�ѧ�����¹۲�����������֯��
2 ��������
2.1��ͬ���ȹ��ն������¶ȷֲ���Ӱ��
���ڸ�Ӧ���ȵ�����ЧӦ, �����ںϽ���������ɽϴ���²�, ֱ��Ӱ����̬��������ʱ��֯�ֲ��ľ��ȳ̶�, Ӱ������Ĵ�����Ρ� ���, ȷ�����ʵ��͵��ƶȺͼ���ʱ��dz���Ҫ�� ��һ����, �������¶ȳ��ֲ����ȵ�ǰ����Ӧ�������̼���ʱ��, �������Ч�ʡ�
ͼ2~4�ֱ�Ϊ���̬�������ۼ��ȹ�����, ���ò�ͬ�ļ��ȹ��յõ��������IJ��ͱ߲��¶���ʱ��仯�����ߡ�
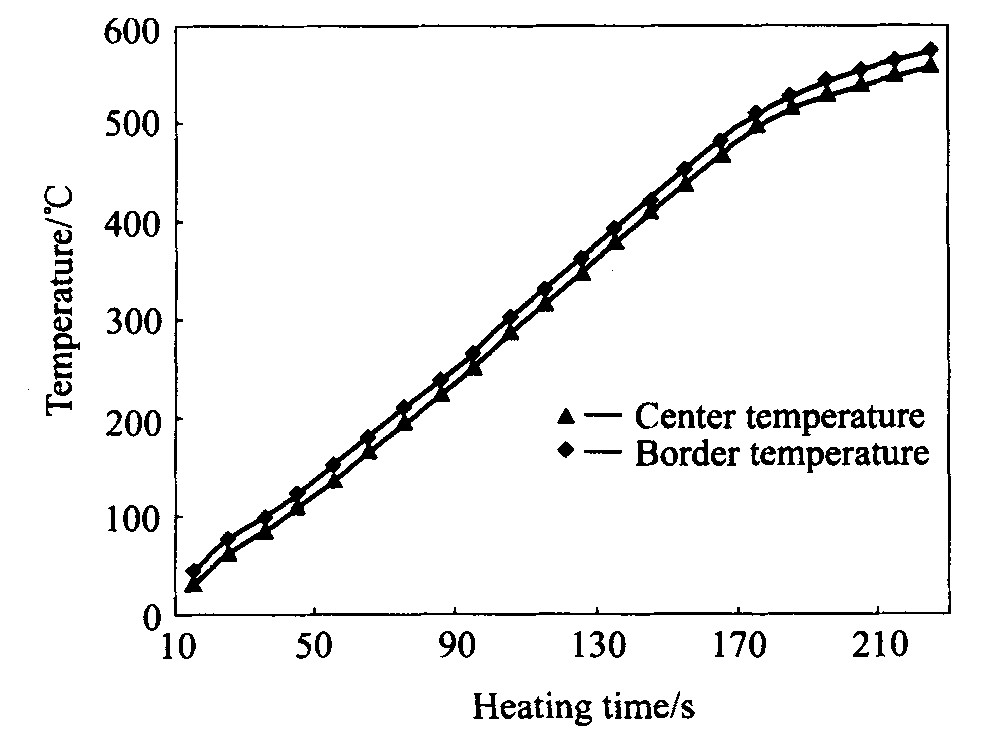
ͼ2 ����������¶���ʱ��仯���� Fig.2 Relation between temperature and heating time with greatest vibrant power
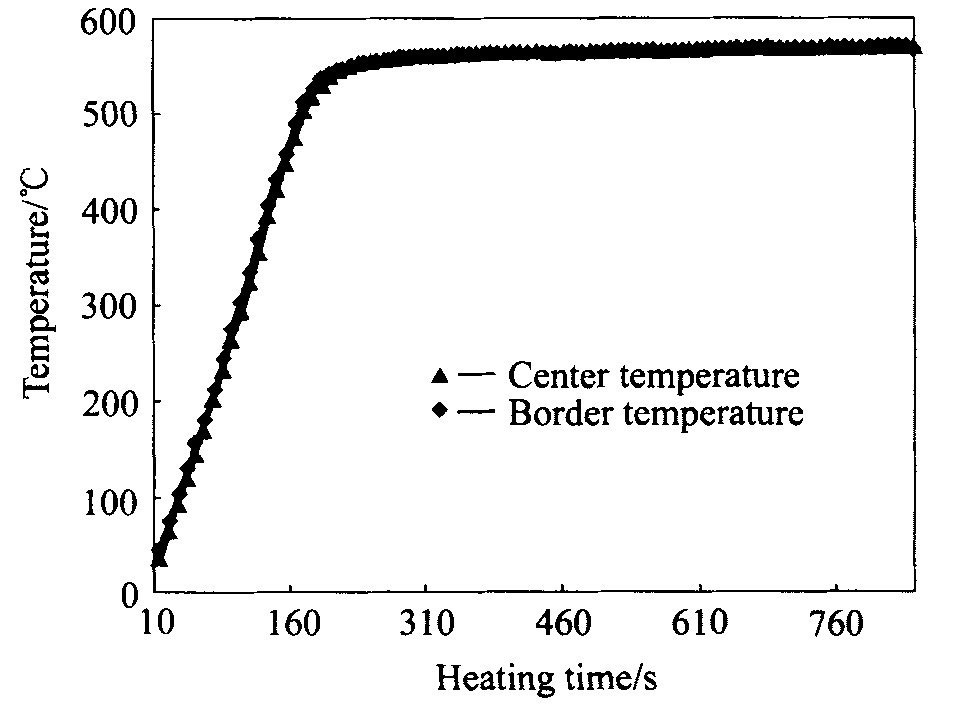
ͼ3 ��������ʱ���¶���ʱ��仯���� Fig.3 Relation between temperature and heating time with very small heating rate
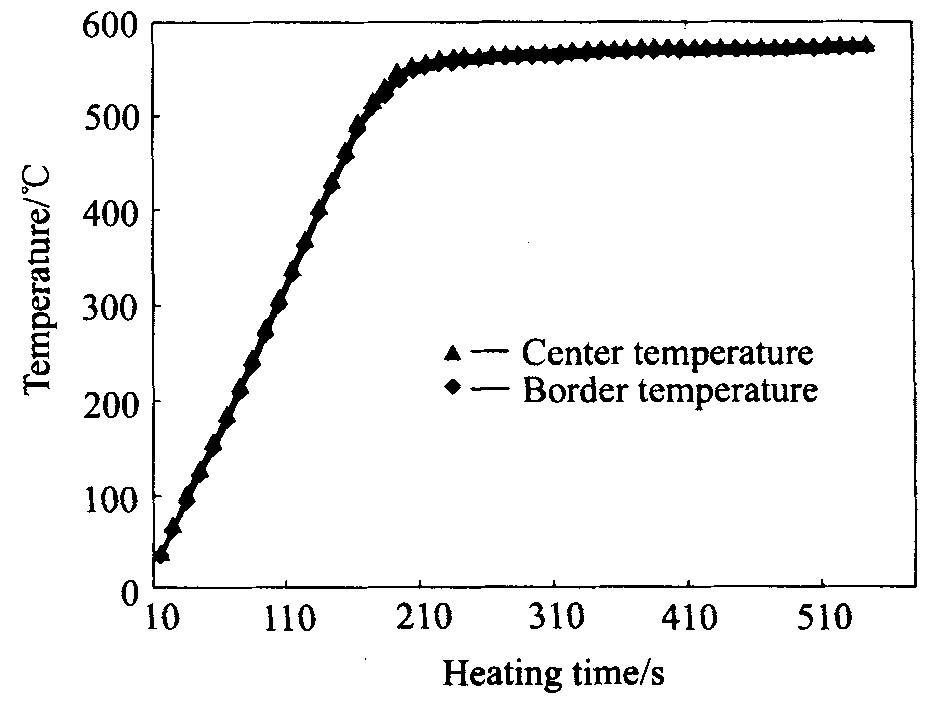
ͼ4 �Ż����պ���¶���ʱ��仯���� Fig.4 Relation between temperature and heating time with optimized parameters
1) �����������(����Ϊ1 533
A)���ж�������ʱ���¶ȱ仯������ͼ2��ʾ�� ��ͼ2�п��Կ���: ����530 ��֮ǰ, �������IJ����DZ߲����¶�ʱ�����߶��ɽ��ƿ�����һ��ֱ��, 530~540 ��ʱ, ���߳�����ת�۵�, ���ߵ�б�ʼ�С�� ������530~540 ��ʱ, �����п�ʼ��Һ�����, �����еĹ���ת��ΪҺ��ʱ�����ۻ�DZ��, �¶������ٶȱ����� ��ͼ2���������߷�ӳ�˼��ȹ����������IJ��ͱ߲��¶ȵIJ���, �߲������ܵ���Ӧ��Ȧ�����ĸ�Ӧ���ȶ��¶�����, Ȼ���������������IJ�, �����IJ����¶�ʼ�յ��ڱ߲�, ����֮����¶Ȳ�ֵƽ��Ϊ15 �����ҡ� �۲���������ʼ���ʱ, ���ϸ�Ӧ�������߲��¶�Ϊ571 ��ʱ���õ�ʱ��Ϊ220 s��
2) ��������ʱ���¶ȱ仯������ͼ3��ʾ��
����ȹ���Ϊ: �Ƚ����ʵ������(����Ϊ1 533 A), �����ϼ���; ���߲��¶��������ߵ�520, 540, 550, 560, 568 ��ʱ, �ֱ���������1 200, 1 000, 800, 600, 400 A�� ��ͼ3���Կ���: �ٴ�530 �濪ʼ, ����б�ʿ�ʼ�����仯�� �����¶ȼ�������, б�ʲ��ϼ�С, ��555~571 ��֮��, ��������ˮƽ�� ���������ʵIJ��Ͻ���, ���ϱ߲����IJ�֮����¶Ȳ�����С, �ӿ�ʼ��8~10 ���С��0~1 �档 ˵����С���ʶ������ϵ��¶ȳ����Ȼ��Ƿdz���Ч�ġ� �۲��ô��ּ��ȹ���, ���ϱ߲��¶�����571 ��ʱ����ʱ��Ϊ840 s��
3)�Ż����ȹ��պ���¶ȱ仯������ͼ4��ʾ��
�����ڱ߲��¶�Ϊ540 ��ʱ��������1 533 A����1 200 A, ���ֱ���550, 560, 568 ��ʱ����������1 000, 800, 400 A�� ��Ȼ, ��ͬ�������������ֹ��յ�һЩ�ص�, ����֮ͬ�����ڱ��������IJ��ͱ߲��¶Ⱦ��ȵ�ǰ����(�����ۺ��������²���0~1 ��), �����ϵļ���ʱ������Ϊ560 s��
2.2���ȹ��ա� �����¶ȶ����Ϻ���п���ò��Ӱ��
�������������ۼ��ȵİ��̬�������ڲ���̨��, �۲������Ƿ�������, Ȼ�������ò˵������ϴ��м��п�, ���й���������ȴ������, �������������ֵ�����, ���ÿ�����̬���ϵ������ʡ� �ں����İ��̬���۹�����, ����Ӧ���������, �����ʻ�͵�������; �и���С, �п�˲ʱҺ���ʸ�, �пڶ���ƽ����
2.2.1 �����¶ȶ����Ϻ���п���ò��Ӱ��
���Ż������۹�����, �����¶ȷֱ�Ϊ568, 572��583 ��ʱ���ϵĺ���п���ò�����������ͼ5(a), (b), (c)��ʾ�� ��1�Ƕ���3�����̬���������ķ����Ƚϡ�
��ͼ5�ͱ�1��������ؿ���:
1)�����¶�Ϊ568 ��İ��̬����û�б��κ�����, �������пڶ��治ƽ��, ˲ʱҺ����١� ���ϲ��DZ��п�, �������еĹ����еײ��ѿ��ġ�
2)�����¶�Ϊ583 ��İ��̬���������ʴﵽ��28.85% , ���������η����˱仯, �������㴥
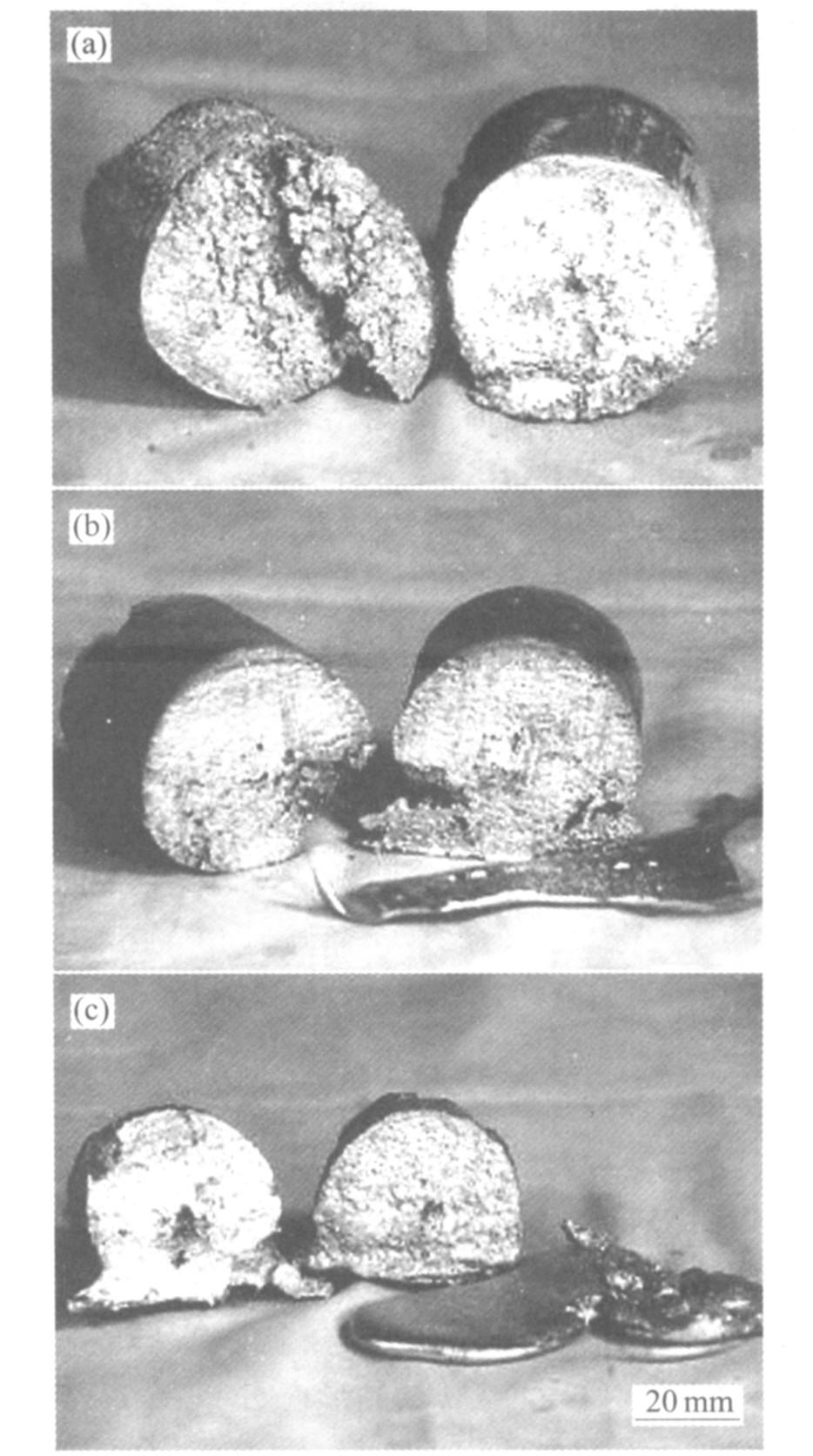
ͼ5 ��ͬ�����¶������ϵĺ���п���ò Fig.5 Morphologies of macro incisions in billets remelted at different temperatures (a)��568 ��; (b)��572 ��; (c)��583 ��
��1 ��ͬ�����¶������ϵĺ����ò�Ƚ� Table 1 Comparison on characteristics of macro incisions of billets at different remelting temperatures
| Remelting temperature/�� | 568 | 572 | 583 |
| Macro morphology of billets after remelting | No distortion | Part distortion | Apparently distortion |
| Hardness of billets as cutting | Great force, hardness | less force, soft | less force, very soft |
| Incision morphology | Roughness | Flat | Flat |
| Liquid fraction on incisions | Less | Much | More |
| Rates of amounts of seepages of liquid from billets | 0 | 4.72% | 28.85% |
����ε�Ҫ��
3)�����¶�Ϊ572 ��İ��̬����δ��������, ��Ȼ����������, ���п�ƽ����
�������Ϲ۲�Ƚ�, 572 ���ǽ�Ϊ�����������¶ȡ� ���, �����Ķ������ۼ����¶�ӦΪ572 ���ȴ��¶��Ե�һЩ��
2.2.2 �����¶���ͬʱ�͵��ƶ�(���ȹ��ʺ��ٶ�)�����Ϻ���п���ò��Ӱ��
��571 ��������¶���, ���������͵��ƶ�(���ȹ��ʺ��ٶ�)�Բ�ͬ���Ͻ��ж�������ʵ�顣 ͼ6(a)�����ϵ��͵��ƶ�(power providing process 1)Ϊ: ���ϱ߲��¶�Ϊ400, 500, 550 ��ʱ, �������ֱ���1 200, 1 000, 800 A; ͼ6(b)�����ϵ��͵��ƶ�(power providing process 2)Ϊ: ���ϱ߲��¶�Ϊ540, 550, 560��568 ��ʱ�������ֱ���1 200, 1 000, 800��400 A��
�����͵��ƶȵ���Ҫ�������ڵ������ʵ����һ����, ǰ��������߲��¶�Ϊ550 ��ʱ����Ӧ��������800 A, �����ڴ˻�������568 ��ʱ�ֽ���Ӧ��������400 A�� �ȽϽ������2��
��ͼ6�ͱ�2���Կ���: ���õڶ����͵��ƶ�, �����IJ��ͱ߲��¶ȳ������Ȼ�(���������400 A, �����²�Ϊ2 ��, ������400 A��, �²���0 ��), �����и�Ӳ��С, �п�ƽ����
2.3����ǰ����������֯����
2.3.1 ԭʼ���ϵ�����֯
ͼ7��ʾ��δ���ж������۵�ԭʼ���ϵ�����֯, ����ͼ7(a)�����ϵ��IJ���֯, ͼ7(b)�����ϵı߲���֯�� ���Կ���: �úϽ��ԭʼ������֯�dz�������(����ɫ)��֦����̬�ֲ��ڹ���������, ��������Եij�������; �߲���֯�в���������dz����������Ա��IJ���֯�е���������ϸС�� ����ȫ���Ͻ������̹��� ���ڲ��ý���������עԭʼ����, ���Ե��λ����ȴ�������ܵ�

ͼ6 ��ͬ���͵��ƶ������ϵĺ���п���ò Fig.6 Morphologies of macro incisions in billets remelted by different power providing processes (a)��Power providing process 1; (b)��Power providing process 2
�����Ͷ����ļ�������, ��ȴ�ٶȺܿ�, ����ȴ�, ���˵ò�����ֳ���, ��ʹԭʼ���ϱ߲���֯ϸС, ���IJ������¶��ݶ�С, �����С, ������Ŀ��, �����ܹ���ֳ���
2.3.2 ���ۺ������֯
ͼ8��ʾ�Ǿ������ۺ�����ϵ�����֯�� ����ͼ8(a)�����ϵ��IJ���֯, ͼ8(b)�����ϵı߲���֯�� ���Կ���: ���ۺ�����֯������ǰ�����˺ܴ�仯, ���ۺ��������(����ɫ)�Խ�����״�ͷ�֦���Ľڸ�״�ֲ��ڹ��������ϡ� ���۷�����
��2 ��ͬ�͵��ƶ������ϵĺ����ò�Ƚ� Table 2 Comparison on characteristics of macro incisions of billets bydifferent power providing processes
| Remelting temperature/�� | 571 | 571 |
| Macro morphology of billets after remelting | No distortion | No distortion |
| Hardness of billets as cutting | Gentle, less force | Less gentle, less force |
| Incision morphology | roughness | flat |
| Remelting time/s | 480 | 570 |
| Final difference in temperature at center and border of billets/�� | 2 | 0 |
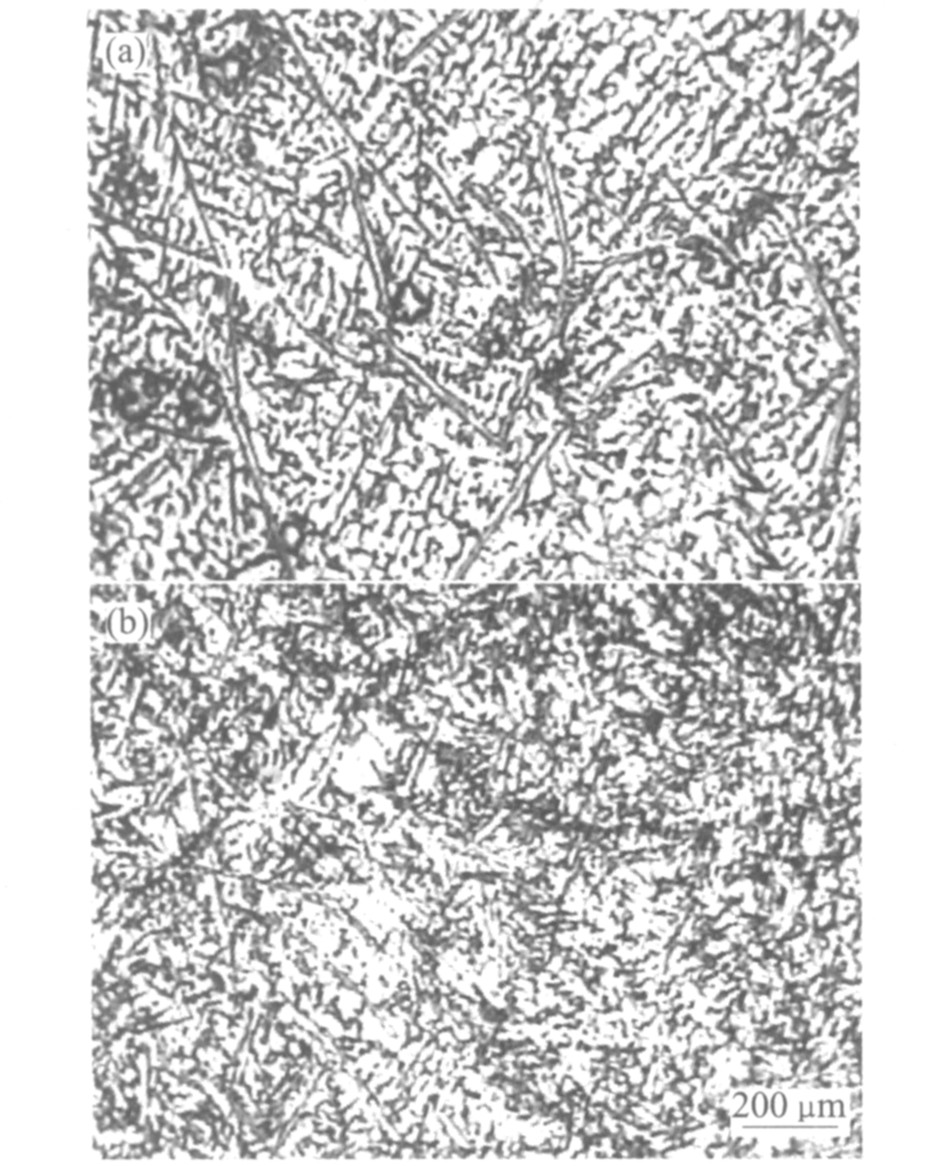
ͼ7 ԭʼ���ϵ�����֯ Fig.7 Microstructures of original billet (a)��Center; (b)��Border
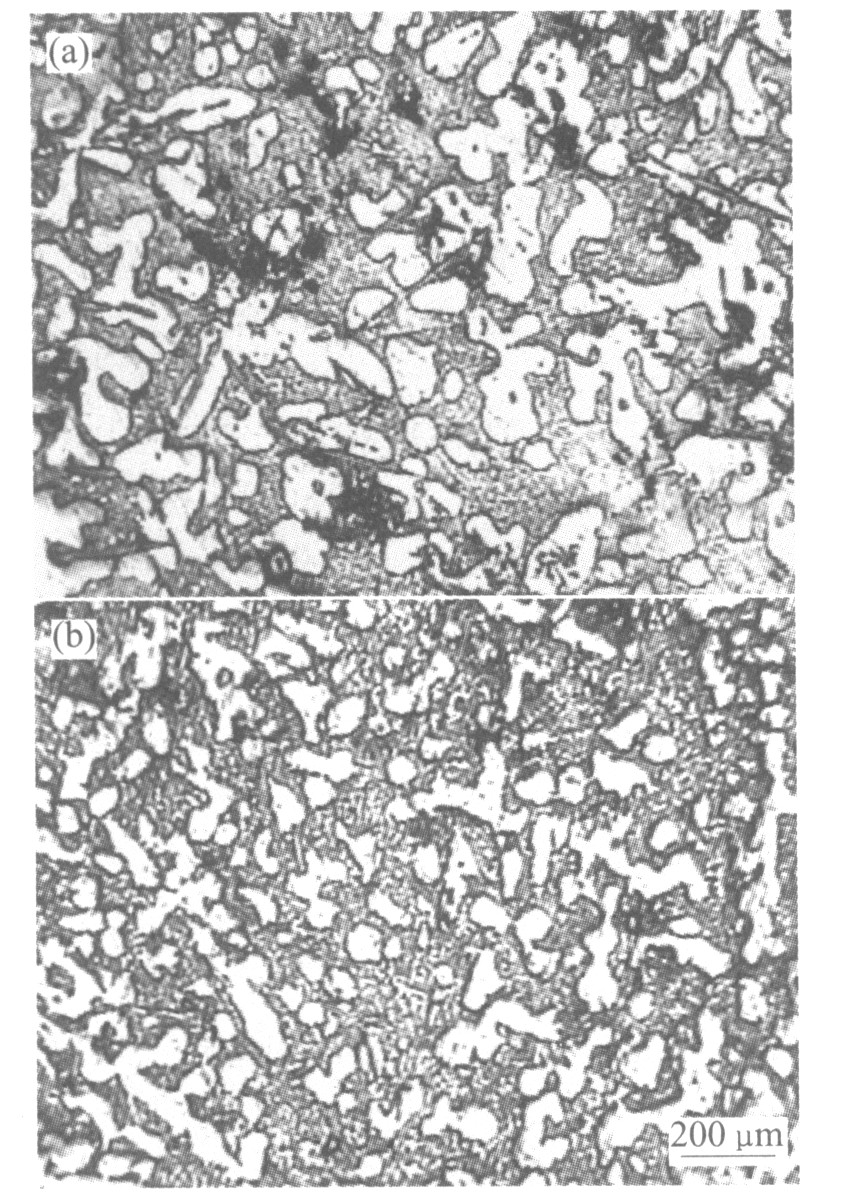
ͼ8 ���ۺ������֯ Fig.8 Microstructures of remelted billet (a)��Center; (b)��Border
֪: ����֦���۵ĸ��������ʸ�������, �˴��۵��, �ڰ��̬���۹�����֦�������۶Ϻ��γ��ſ�״�ͽڸ�״��������֯��
�Ƚ�ͼ8(a)��ͼ8(b)���Է���: �߲���֯�ij����������Ա��IJ���֯�ij��������ϸС�� ����ɢ; �IJ���֯����ſ�״, ��������������֦���ۼ�����, ����Ҫ������ԭʼ�����߲���С��֦����֯�����Ľϴ��֦����֯���Ŵ�������ɵ�, ˵��ԭʼ��������֯��̬�������ķ�֦����֯���γɾ��кܴ��Ӱ�졣 �������ͬ����������, ԭʼ���ϵ�֦����֯ԽϸС, ��ô���̬���ۺ�������������ԽϸС�� Խ���ȡ�
ͨ���Ƚ�����ǰ����������֯����, �ñ�ʵ�������õļ��ȹ��ն�ԭʼ���Ͻ������ۼ���, ��ʹ������֯������ǰ�Ĺ��������Ϸֲ��ŵ�֦��̬����ת���Ϊ������״�����ࡣ �������ۺ�ķ�֦����֯�ṹӦ�þ��д�������, ��������̬������͵�Ҫ��
2.4 ��ҵ��ʵ����
��ʵ���Ұ��̬�������ۼ����豸�Ͳ������������������й����깤ҵ�ɷ�����˾ѹ������2500N��ѹ����ѹ������, �����Ż����͵繤��, ��571 ���¼�ѹ��JH70��Ħ�г������֧��(��ͼ9��ͼ10��ʾ)�� ͼ9�ұ�ΪҺ̬��ע��ԭʼ����, ���Ϊѹ���İ��̬֧������� ͼ10���ΪҺ̬ѹ���Ĵ�����ϵͳ�������۵�һ���������, �ұ�Ϊ���̬ѹ���Ĵ�����ϵͳ�������۵�һ�����������
��ͼ9��ͼ10���Կ���: ���̬���ε������������, ��������; �����۳��������� ��ijЩ���ι�����, ������Ҳ���ֳ��͡� ������̬���ղ�
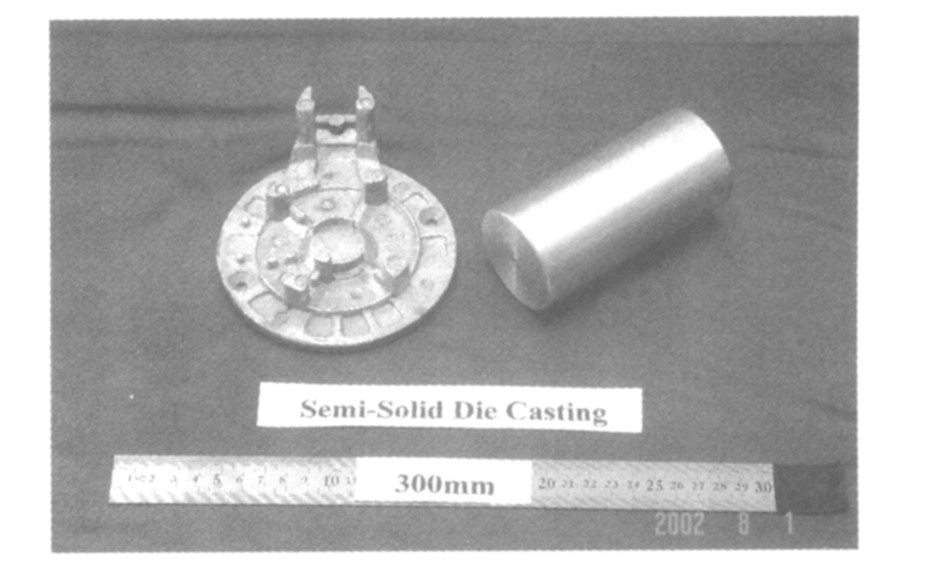
ͼ9 ���̬������ε�JH70��Ħ�з����֧�� Fig.9 Component used in JH70 motors formed by semi-solid die casting processing
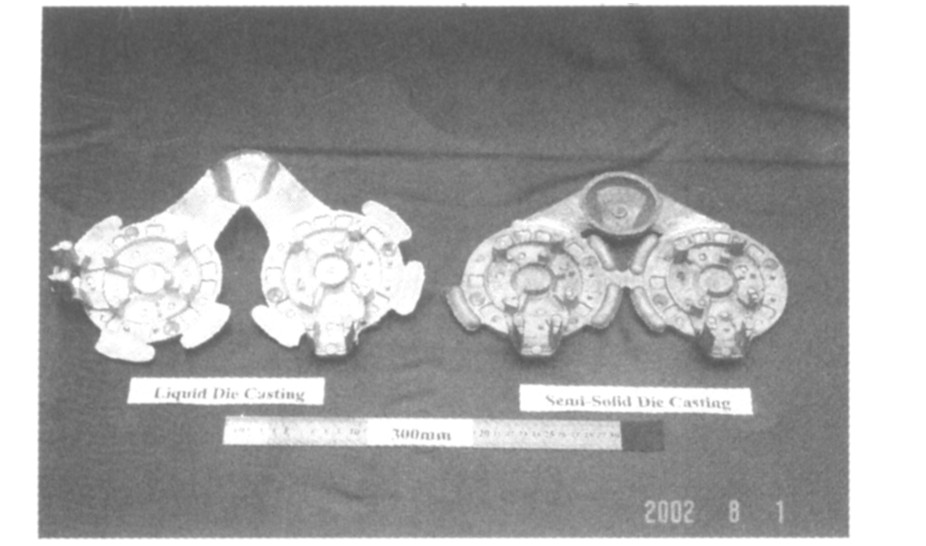
ͼ10 Һ̬�Ͱ��̬������ε� JH70��Ħ�г������֧�� Fig.10 Components used in JH70 motors formed by different processes (Left��Semi-solid die casting; Right��Liquid die casting)
����, ���ò�������Ҫ��������� ͼ11��ʾ���Ϊ��567 ����ѹ�������, ������Ͳ���ȫ; �ұ�Ϊ��571 ��ѹ�������, ���������� �ù�ҵ��ʵ���һ��˵����ʵ��������õĶ������۹��ղ����Ǻ�����, ��Ч�ġ�
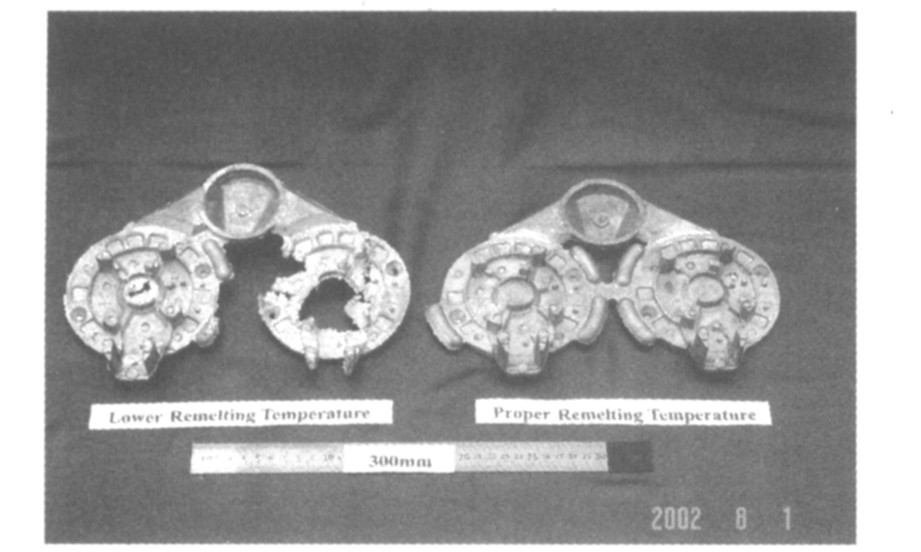
ͼ11 ��ͬ���̬�����¶ȳ��ε� JH70��Ħ�г������֧�� Fig.11 Components used in JH70 motors formed at different semi-solid remelting temperatures (Left��Lower remelting temperature; Right��Proper remelting temperature)
3 ����
1) ����������Ƶĸ�Ƶ��Ӧ����װ�ú��¶Ȳ���ϵͳ�����˰��̬���϶�������ʵ��, �����ZL112Y �Ͻ�����ļ��ȹ���: ���Ȳ�������Ӧ���������ϼ���, �����ϱ߲��¶�Ϊ540, 550, 560��568 ��ʱ�������ֱ���1 200, 1 000, 800��400 A�� ���øü��ȹ��տ�ʹ�߲����IJ��¶�֮����0~1 �档
2) ZL112Y �Ͻ�����������¶�ӦΪ570~571 �档 �ڸ������¶ȷ�Χ��, ���̬���ϲ�����, �����ʻ���������, �и�����, �п�ƽ��, ���нϺõij����ԡ�
3) �Ƚ���������ǰ������֯�ı仯, ���ֲַ��ڹ��������ϵ����������ǰ��֦��̬��ɽ�����״����֯�� ��������״������ͷֲ�������Χ�Ĺ�������ɵĽṹ, �������������˰��̬������ε�Ҫ��, �ɽ���Ӧ����ʵ�ʵ�������
4) ����ʵ�����Ż��İ��̬�������۹���, ��������깤ҵ�ɷ�����˾ѹ�����ɹ���ѹ����JH70��Ħ�г������֧������� �����ε������������, ���������� ˵����ʵ��������õĶ������۹��ղ����Ǻ�����, ��Ч�ġ�
�����
