
������ʱ��: 2016-11-04 15:00
���Ʒ�������������Ndþ�Ͻ�ڶ��༰֯��Ӱ��
���ɹſƼ���ѧ������ұ��ѧԺ
ժ Ҫ��
����������������Ʊ�Mg-9Al-3Zn-1Mn-6Ca-2Nd�Ͻ������, ������м�ѹԤ���κ����Ʊ��� (T=350��, ��=25%��35%) , ����ɨ��������� (SEM) ��X���������� (XRD) �о����Ʊ��ζ�þ�Ͻ���֯��֯����Ӱ�졣�������:�ߴ粻�ԳƵ�þ�Ͻ�����350��ֱ�90���0�㷽�����ƺ�, þ�Ͻ������Mg���塢 (Ca, Nd) Al2 (��״�Ϳ���״C15��) ����, ��0�㷽�����ƺ���Mg0.97Zn0.03�ࡣ�����ѹ���� (��=25%��35%) ����, �ֱ���90���0�㷽�����ƺ����״C15���ӻ���������, ����90�㷽�����ƺ��״������״C15���Ӿ��������ž�����0�㷽�����ƹ�����ϸС��ɢ��C15�����谭λ���˶��γ�λ��������������ZnԪ����ɢ, ��0�㷽������Mg0.97Zn0.03�ౣ������Ҫԭ��;�����ѹ��������, ��0�㷽����κ�ߴ粻�ԳƵ�þ�Ͻ����γɽ��� (0002) ����֯����ͬʱ������֯��{1120}<1010>����֯��{1012}ǿ��Ҳ����ǿ, ��ʵ����þ�Ͻ��α�֯���������, ���ƹ����л��滬��Schmid���ӱ仯��Ӱ��ߴ粻�Գ�þ�Ͻ��α�֯�����������Ҫԭ��
�ؼ��ʣ�
þ�Ͻ�;�ڶ���;֯�������;(Ca, Nd) Al2��;
��ͼ����ţ� TG146.22;TG339
����飺���� (1990-) , ��, ���ɹŷ�����, ˶ʿ�о���, �о�����:ϡ������þ�Ͻ���֯��֯���о�;E-mail:liufeikblgcg@163.com;;������, ����;�绰:13848261235;E-mail:lzlflying@126.com;
�ո����ڣ�2016-07-19
����������Ȼ��ѧ������Ŀ (51364032) ����;
Second Phase and Texture of Spray-Deposited Magnesium Alloy Containing Nd with Different Rolling Directions
Liu Fei Li Zhenliang Li Xin Sun Hao
School of Materials and Metallurgy, Inner Mongolia University of Science & Technology
Abstract��
The billets of Mg-9 Al-3 Zn-1 Mn-6 Ca-2 Nd alloy produced by spraying deposition method ( the Osprey process) were studied by scanning electron microscopy ( SEM) and X-ray diffractometer ( XRD) in order to analyze the effect of rolling ( T = 350 �� and pass reduction �� = 25% and 35%) on microstructure and texture of pre-extruded magnesium alloy. The results showed that the size-asymmetry Mg alloy had not only Mg matrix and ( Ca, Nd) Al2 ( block-like and granule-like C15 phase) phase distributing along the rolling direction of 90�� and 0�� at 350 ��, but also Mg0. 97 Zn0. 03 phase after rolling deformation in the rolling direction of 0��. The granule-like C15 particles was prominently increased respectively after rolling along the rolling direction of 90�� and 0�� with the increase of pass reduction ( �� = 25% and 35%) . And both block-like C15 particles and granule-like C15 particles had agglomeration phenomenon after rolling deformation in the rolling direction of 90��. Fine dispersed C15 particles impeding dislocation movement and then forming dislocation tangles promoting the diffusion of Zn, which was important for retaining Mg0. 97 Zn0. 03 phase along the rolling direction of 0��. The size-asymmetry Mg alloy formed weak basal texture ( 0002) rolled along the rolling direction of 90�� and 0�� at 350 ��, and the texture pole density levels of prismatic texture { 1120 } < 1010 > and pyramidal texture { 1012 } increased gradually after rolling deformation in the rolling direction of 0�� with the increase of pass reduction ( �� = 25% and 35%) , namely, texture randomization was achieved in Mg alloy. The change of Schmid factor of the basal slip system was the key to affecting texture randomization of the sizeasymmetry Mg alloy.
Keyword��
magnesium; second phase; texture randomization; (Ca, Nd) Al2 phase;
Received�� 2016-07-19
�ṹΪhcp��þ�Ͻ������Ա��ι����м����γ�ǿ�Ļ���֯��, ��ɺϽ���ѧ���ܸ�������, ����Ӱ����þ�Ͻ�Ķ��γ�������[1,2,3,4]��ͨ��, þ�Ͻ��α�֯�������������ϸ���������ڶ�������ǿ�ͻ��Լ��ߴ粻�Գ����ƹ��վ�������þ�Ͻ����֯��, ��������þ�Ͻ���ѧ���ܵĸ�������[4,5,6,7,8]��
��һ, ����þ�Ͻ����֯��������ǻ���֯�� (���桢��) ������Mg���徧��ȡ�������, ����þ�Ͻ���ѧ���ܵĸ�������[6,8,9]���ڶ�, ��þ�Ͻ���徧���ߴ�С��10��mʱ, <a>λ��������������Ҳ�ܷ����ӻ��浽����Ľ�����, ������γ̶�����ڶ��������谭λ���˶��γ�λ��������, ʹþ�Ͻ�ֲ�Ӧ������ٽ��滬��ϵ����, ������þ�Ͻ��α�֯�������[3,8,10,11,12,13]������, ϸС��ɢ�ĵڶ��������谭�����˶�, ����ͨ��PSN (particle stimulated nucleation) ���ƴٽ��ٽᾧ����, ����Mg���徧��ȡ������Զ���������֯��, ������þ�Ͻ�ĸ�������[8,10,11,14]������, �ߴ粻�Գ����ƹ��������ڶ�̬�ٽᾧ����, ������þ�Ͻ����֯��[8]��
�����������������Ndþ�Ͻ�Ϊʵ�����, �ص��о�90���0�����Ʊ��ζԳߴ粻�Գ�þ�Ͻ��еڶ����֯����Ӱ��, Ϊþ�Ͻ����ܸ����ṩ�����ο���
1 ʵ��
ʵ��ѡ��þ�Ͻ�ѧ�ɷ� (��������) Ϊ:9%Al, 3%Zn, 6%Ca, 1%Mn, 2%Nd����ΪMg��������Osprey��������豸���Ʊ��ɳ�����, ������ѹΪ0.6~0.9 MPa, ��������Լ700 mm, �����¶�Ϊ800�档Ȼ����8000 k N��ѹ�������ȼ�ѹ, ��ѹ�¶�Ϊ340��, ��ѹ��Ϊ9��1, Ȼ���ٻ�е�ӹ���ֱ�����ΰ���, ���ΰ����ߴ�Ϊ:�ϵ�8 cm, �µ�10 cm, ��9.4 cm[15]��������ΰ������ж������Ʊ���, ���ƹ��ղ���Ϊ:�����¶�350��, ���Ʒ���ֱ���90���0�㷽�� (Ϊ���봫ͳ���������RD�ͺ���TD����������, �����Ʒ���ֱ�ڷ���ѹ������Ϊ90�㷽��, ���Ʒ���ƽ���ڷ���ѹ������Ϊ0�㷽��, ��ͼ1��ʾ) , �ۼ�ѹ���ʷֱ�Ϊ��=25%�ͦ�=35%, ���ư�����ƺ�����������ˮ���Ի���α���֯��
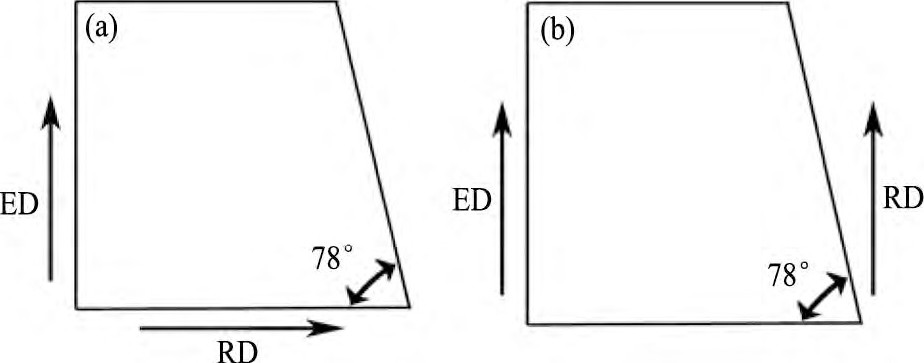
ͼ1 90���0�㷽����ͼFig.1 Definition diagrams of direction of 90��and 0�� (a) 90��direction; (b) 0��direction
����QUANTA400��ɨ��������� (SEM) �۲�þ�Ͻ�����֯��ò�����������֯������ʹ��D8-ADVANCE X���������� (XRD) , ����ʹ��Cu��, ��ѹ32 k V������26 m A, ����ɨ������Ϊ4 (��) ��min-1, ɨ��Ƕ�Ϊ20��~80��, ֯�����Բ���Ϊ5��, ���Է�ΧΪ��=2.5��~72.5�� (����Ʒ�ƺ���TDת���Ƕ�) ����=0��~360�� (����Ʒ�Ʒ���NDת���Ƕ�, ������RD����Ϊ0��) , �ñ���þ��ĩ�����ԱȻ�� (0002) , 
2 ���������
2.1 þ�Ͻ���90���0�����Ʊ��κ�ڶ�������
ͼ2�dzߴ粻�Գ�þ�Ͻ������350��, ��=25%��35%, �ֱ���90���0�㷽�����ƺ��SEM����ͼ2��֪, �ֱ���90���0�㷽�����ƺ�þ�����϶��ֲ��п�״�ڶ������� (�ߴ����1��m) �Ϳ���״�ڶ������� (�ߴ�С��1��m) , �����ѹ���� (��=25%��35%) ����ֱ���90���0�㷽�����ƺ����״�ڶ��������������� (ͼ2 (c, d) ) ��ǰ���о�����[13], ��״�Ϳ���״�ڶ������Ӿ�Ϊ��Nd��Al2Ca, �� (Ca, Nd) Al2��, ���C15�ࡣ��ͼ2 (c) ��֪, �����ѹ��������, ��90�㷽�����ƺ�, ��״�Ϳ���״�ڶ������Ӿ��������Եġ��ž�����
�ߴ粻�Գ�þ�Ͻ������350��, ��=25%��35%, �ֱ���90���0�㷽�����ƺ��XRD���������ͼ3��ʾ��
��ͼ3��֪, þ�Ͻ������90�㷽�����Ʊ��κ�, ��������Mg����ͺ�Nd��Al2Ca���� (C15��) ����, ����0�㷽�����ƺ�, �����������Mg�����C15����, ������Mg0.97Zn0.03�ࡣǰ���о�����[15], þ�Ͻ�ѹ���е�����ṹ����0�㷽������ʱ��ȫ��ͬ, ���ҷֱ���90���0�㷽����С������ (��=5%, 10%, 15%��20%) ���������ƺ����������Ҳ��ΪMg���塢C15���Mg0.97Zn0.03�ࡣ���, �ڦ�=25%��35%����������, þ�Ͻ������90�㷽�����Ʊ��κ�ڶ������ӽṹ�����仯 (��Mg0.97Zn0.03����ʧ) ��

ͼ2 �ߴ粻�Գ�þ�Ͻ�����ֱ���90���0�㷽������ѹ�������ƺ�SEM��Fig.2 SEM images of size-asymmetry magnesium alloy sheet after two types reductions along deformation direction of 90��and 0�� (��-pass reduction)
(a) 90��, ��=25%; (b) 0��, ��=25%; (c) 90��, ��=35%; (d) 0��, ��=35%
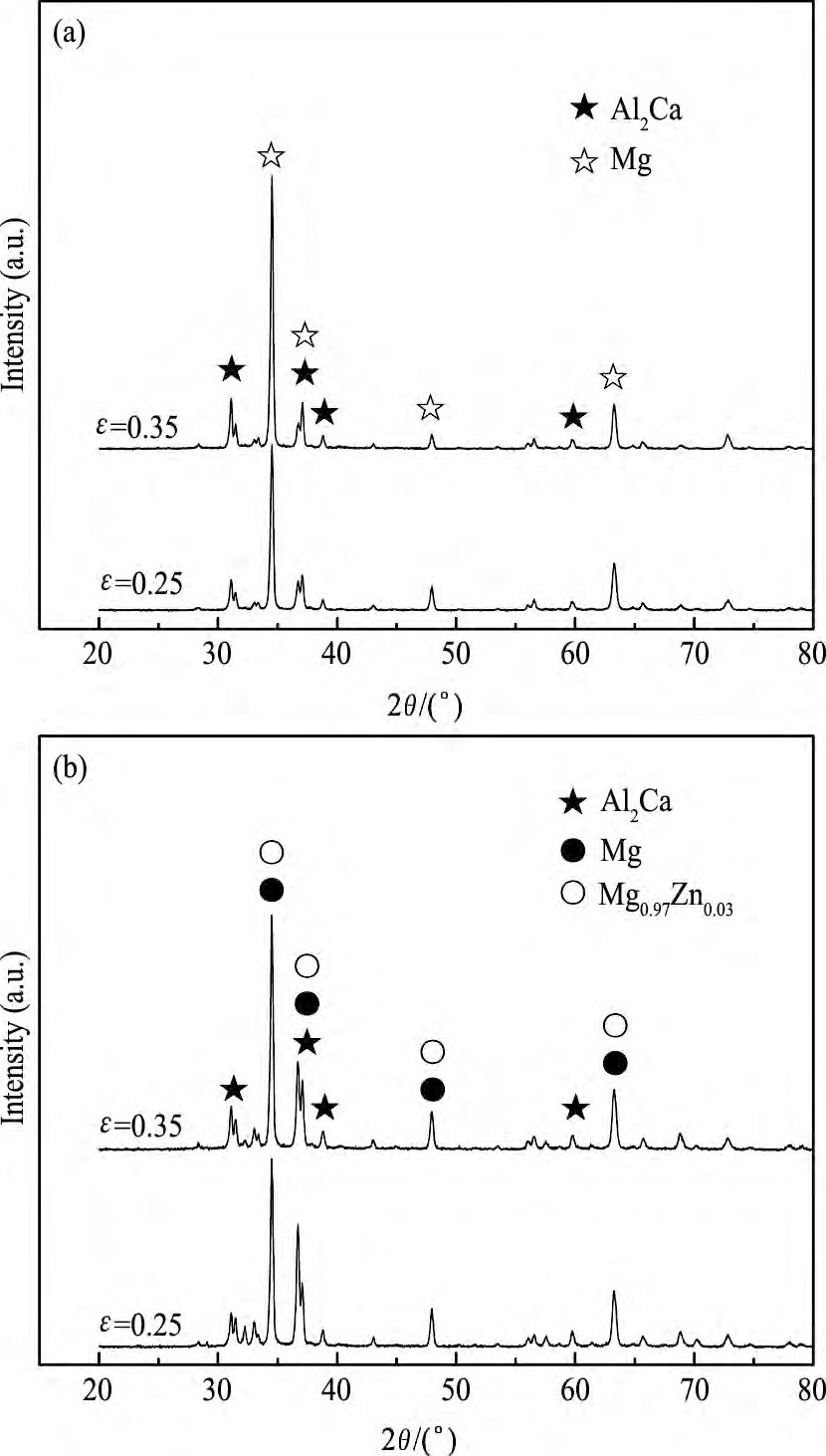
ͼ3 �ߴ粻�Գ�þ�Ͻ�����ֱ���90���0�㷽������ѹ�������ƺ�XRD����Fig.3 XRD patterns of size-asymmetry magnesium alloy sheet after two types reductions along deformation direction of90�� (a) and 0�� (b)
ͼ4ΪMg-Znϵ��Ԫ��ͼ[16]����ͼ4��֪, ��350��, Zn (%, ��������) =0~5%������, þ�Ͻ���֯�в�������Mg-Zn��, ��ƽ������������Mg0.97Zn0.03������ڼ�ѹԤ���� (340��) �Ͷ������� (350��) ��������þ�����������о�����[17,18], Mg-Zn-Mn�Ͻ���330����Ȼ�������, Mg-Zn��Ԫ��ֻ��ܵ�Mg�����С����о�Zn����Ϊ3%, ����þ�Ͻ�����������ƽ�����̹����ǡ�Zn, Ca, Nd�ȺϽ�Ԫ�ع������ܡ��������߲��桱�Ķ�̬����, ������ǰ�ļ��ȡ�����������, ��Ũ�Ȳ��Ӱ��Zn�ͻ��ɹ�����Mg������������ܽ�Mg���塣Zn��Mg��Ϊ������������ṹ, Znԭ�ӿ��Խ������û������е�Mgԭ��, �ھֲ������γ��ˡ�����Znԭ�ӵ�������������������̬��, ��þ�Ͻ��800�� (�����¶�) ������ȴ�������� (150������) �¶�ʱ, ��ʱ�����������Mg������������Zn�����ͻ��γ������ṹ��Mg0.97Zn0.03��, ��Mg�����б����㹻�ߵ�Zn�������γ�Mg0.97Zn0.03��ı�Ҫ���� (ͼ3 (b) ) ��
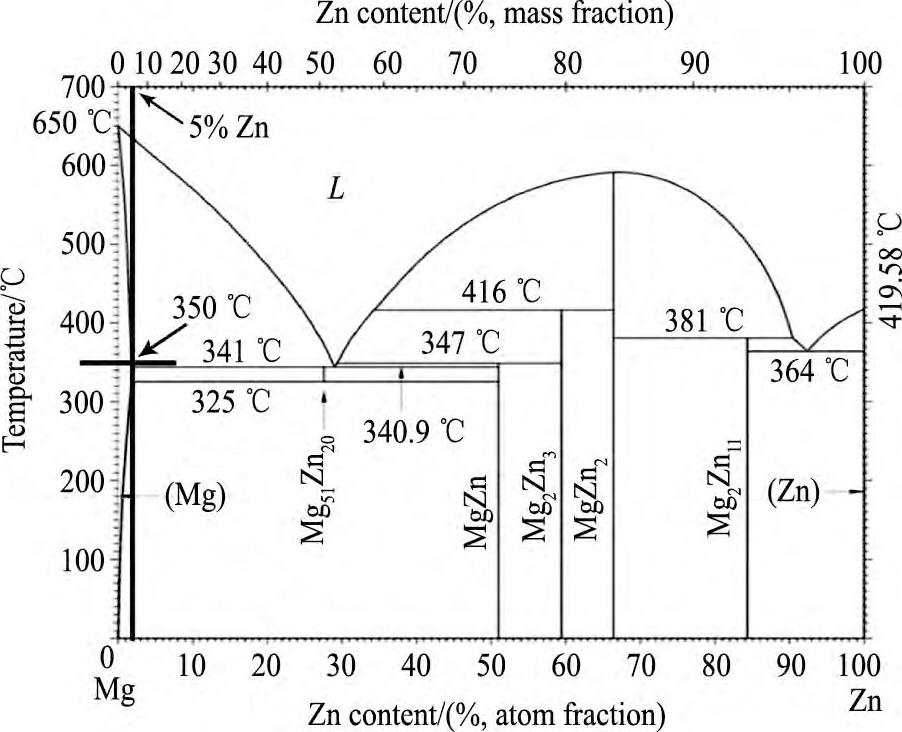
ͼ4 Mg-Znϵ��ͼFig.4 Phase diagram of Mg-Zn system[16]
��þ�Ͻ���0�㷽������ʱ����Mg0.97Zn0.03���ԭ����, ϸС��C15�����谭λ���˶�, ����λ���IJ����ۻ�C15���ӱ�λ������Χ, �����γ̶������λ���������һ����߽����γɡ�λ����������[8], ��λ��������һ���γɸ�������Zn��ɢ����ǰ����, ������Mg������Zn��ɢ��Ҫ����������, ����ͬ����ɢ����Եڶ������ӽṹ����Ӱ�졣��һ��, �ڼ���������������Zn��Nd�ɹ�����Mg��������������λ���Ⱦ���ȱ���ǺϽ�Ԫ����ɢͨ��, ���Mg����������Zn, Nd����ͨ��C15�����λ����������ɢ, ������C15���ӱ�Ե�γ�Zn, NdԪ�ظ�����, ����Mg������Zn��������, ��ʱ��Ȼ������Mg0.97Zn0.03���γ�, ��Mg-Nd-Zn��24R-LPSO���������Zn, Nd������������ (amorphous core) ���κ˲�����[8]���ڶ���, ��Ũ�Ȳ�Ӱ��, C15�ڶ��������е�Zn��Mg��������ɢ����ͼ2 (b, d) ��֪, ����γ̶� (��=25%��35%) ����, C15��������������, C15���ӳߴ� (50~500 nm) ����ȼ�С[8], �����ȷֲ���Mg������, ��Щ����C15���ӵ�Zn������Mg����Zn������2~6��[8,15]������C15���Ӹ���Zn�ȺϽ�Ԫ��[8], ��C15������Znͨ������Χ��λ���ֻ���Mg���������ɢ, ������Χ�������������Mg������Zn�Ĺ��ܺ���, �����ڱ�֤Mg0.97Zn0.03����ZnŨ�ȵĶ�̬ƽ��, ������ѹ���е��۵�Mg0.97Zn0.03������0�㷽���������������ˮ�����ܹ�������������
����90�㷽�����ƺ�Mg0.97Zn0.03����ܽ�Mg�����е���Ҫԭ������������: (1) �����������ṹ��, ƽ���ڻ��淽�� (90�㷽��) ����ɢϵ��Ҫ�ȴ�ֱ�ڻ��淽�� (0�㷽��) ����ɢϵ����, ��������Mg0.97Zn0.03����ܽ�Mg������[19]�� (2) ��C15���Ӳ�����Ч�谭λ���˶�����ͼ2 (a) �� (c) ��֪, ����γ̶����� (��=25%��35%) , ��90�㷽�����ƺ�Mg������C15���Ӳ���û��ϸ���������ˡ��ž����� (ͼ1 (c) ) , ��Щ�ִ� (�ߴ����1��m) ��C15���Ӳ�����Ч�谭λ���˶�, �ʲ�����C15������Zn��Mg��������ɢ, ����þ�Ͻ���350�桢��90�㷽�������Ʊ��ι����е��۵�Mg0.97Zn0.03���ܹ����ܽ�Mg�����С�
��������, �ڳߴ粻�Գ�þ�Ͻ�������, �ز�ͬ���� (0���90��) ���Ʊ������γɳߴ粻ͬ���Ͻ�Ԫ�� (Zn��Nd��) ������ͬ��C15����, ����C15���ӵijߴ��Ӱ��Mg������λ����̬, ����C15���ӵ�Zn, Nd�Ͻ�Ԫ�غ�����ͬ, ��Ӱ��Mg�����й��ܺϽ�Ԫ�ص�Ũ���ݶȽ���Ӱ��Ͻ�Ԫ����ɢ����, �����ز�ͬ�������ƺ�Mg�����еڶ������ӽṹ��ͬ��
2.2 þ�Ͻ���90���0�����Ʊ���֯���ݱ�
ͼ5�dzߴ粻�Գ�þ�Ͻ������350�桢��=25%��35%, �ֱ���90���0�㷽�����ƺ�ļ�ͼ��
��ͼ5��֪, þ�Ͻ������350��, ��=25%��35%, �ֱ��ز�ͬ���� (90���0��) ���Ʊ��κ�, ���γ��˻���֯�� (0002) ������֯�� 

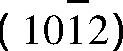
���о��м�ѹ����֯������ (����ʼ֯��) Ϊ����֯�� 
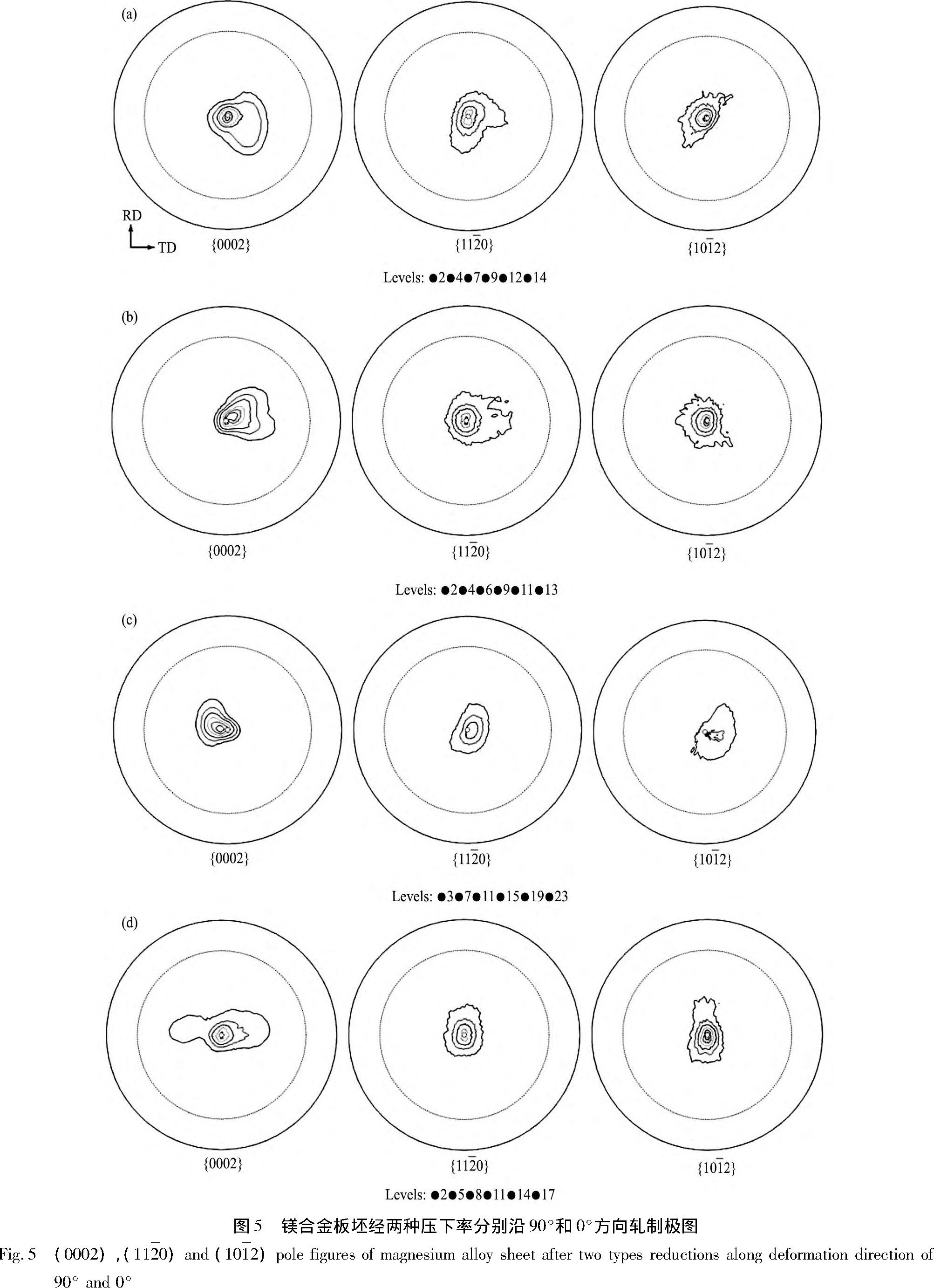
�ߴ粻�Գ�þ�Ͻ������90�㷽�����ƺ��γɽ�ǿ�Ļ���֯�� (ͼ5 (a) �� (c) ) ԭ����, ��90�㷽������ʱ (ͼ6 (b) , (c) ) , �����Ƴ���þ�Ͻ���������������淨�� (c��) ����нǦմ�ԼΪ102��, ��ʱSchmid���� (cos��cos��) ����Ӳȡ������ȡ��֮��, ���滬�ƿ�������������γ̶����� (��=25%��35%) , ���ھ���ת���ߴ粻�Գ�, þ�Ͻ�����սǼ��˽� (���Ʒ�������������н�) ����С (ͼ6 (c) ) , ���滬��ϵ��Schmid����������, �Ӷ�ʹ����ȡ����Ӳȡ����ת����ȡ��, ʹ���滬�Ƹ���������, �Ӷ��γ���ǿ�Ļ���֯�� (ͼ5 (c) ) ��
(a) 90��, ��=25%; (b) 0��, ��=25%; (c) 90��, ��=35%; (d) 0��, ��=35%
ͼ6 þ�Ͻ�ѹ������90���0�㷽������ʱ���ư����ľ���ȡ��ʾ��ͼFig.6 Grain orientation image of as-extruded magnesium alloy and as-rolled sheets along deformation direction of 90��and 0��
(a) As-extruded billets; (b) 90��direction; (c) Change of Schmid factor along 90��direction; (d) 0��direction
���Ͻ���0�㷽������ʱ (ͼ6 (d) ) , �����Ƴ��ڳߴ粻�Գ�þ�Ͻ������=0��, ��=90��, ��cos��cos��=0þ�Ͻ��ܲ������滬��, ��ʱþ�Ͻ��������Ҫ�������Ƿǻ��滬�� (ͼ5 (b) ) ������γ̶� (��=25%��35%) ����, þ�Ͻ�������ת����ʹ����ȡ����Ӳȡ��תΪ��ȡ��, ���ֲ��ھ����ڲ��紦��ϸС����C15�����谭����ת�����ƻ��滬��, �Ӷ�ʹþ�Ͻ��γɽ����Ļ���֯�� (0002) (��90�㷽���������, ͼ5 (d) ) �������0�㷽������ʱ���滬�Ʋ���������, ���ߴ粻�Գ�þ�Ͻ�ͨ���ı�Mg���徧������״̬��Ӱ����滬��ϵ��Schmid����, ����Ӱ�����֯�����������ס�
�ڳߴ粻�Գ�þ�Ͻ�������, þ�Ͻ������0�㷽������ʱ (��90�㷽���������) �����γɽ�ǿ�ǻ���֯��ԭ����:��һ, ϸС��C15�����谭λ���˶�, �ٽ���̬�ٽᾧ���̡���ͼ2��֪, þ�Ͻ���0�㷽�����Ʊ��κ�, �γ��˴���ϸС��C15����, ��ЩϸС��C15���ӿ���Ч�谭λ���˶���ͨ��PSN���ƴٽ���̬�ٽᾧ���̺�ϸ��Mg���徧�� (3~5��m) , ������<a>λ���ӻ��浽����Ľ����Ƹ���[4,5,6,10,12,13,14,15];�ڶ�, λ����Ŀ����ᵼ��λ������ʹ�Ͻ�ֲ�Ӧ������, ���������滬��ϵ����[3]������, ��ѹԤ�������γɵIJ�ͬ���ͳ�ʼ֯��Ҳ���þ�Ͻ���������α�֯������Ӱ��[15]��
3 ����
1.�ߴ粻�ԳƵ�þ�Ͻ������350��, ��=25%��35%���ز�ͬ���� (90���0��) ���ƺ�, �����������Mg����� (Ca, Nd) Al2 (C15��) ����, ��0�㷽�����ƺ���Mg0.97Zn0.03�ࡣ0�㷽������������ϸС��ɢ��C15�����谭λ���˶����γ�λ��������������ZnԪ����ɢ, ��0�㷽������Mg0.97Zn0.03�ౣ������Ҫԭ��
2.�ߴ粻�Գ�þ�Ͻ������0�㷽�����ƺ�, �γ��˽����Ļ���֯���ͽ�ǿ�ķǻ��� (���桢��) ֯��, ����0�㷽�����Ƹ�������þ�Ͻ��α�֯�����������350�桢�ز�ͬ���� (90���0��) ����ʱ, �ߴ粻�ԳƵ�þ�Ͻ������������л��滬�Ƶ�Schmid���Ӵ�С��ͬ��Ӱ��þ�Ͻ��α�֯�����������Ҫԭ��
�����
