
Trans. Nonferrous Met. Soc. China 26(2016) 3115-3122
Hot tearing susceptibility of Mg-xZn-2Y alloys
Zhi WANG1, Yi-zhou LI1, Feng WANG1, Yuan-ding HUANG2, Jiang-feng SONG2, Ping-li MAO1, Zheng LIU1
1. School of Materials Science and Engineering, Shenyang University of Technology, Shenyang 110870, China;
2. MagIC-Magnesium Innovation Centre, Helmholtz-Zentrum Geesthacht, Max-Planck-Str. 1, Geesthacht 21502, Germany
Received 7 December 2015; accepted 28 June 2016
Abstract:
Effects of Zn content (0, 0.5%, 1.5% and 4.5%) on the hot tearing characteristics of Mg-2%Y alloy were studied in a constrained rod casting (CRC) apparatus attached with a load cell and data acquisition system. The experimental results indicate that the hot tearing susceptibility (HTS) is affected by the content of Zn. The Zn-free base alloy shows the lowest HTS. The HTS of Mg-xZn-2Y alloys increases with increasing Zn content, reaches the maximum at 1.5% Zn, and then decreases with further Zn addition. The high HTS observed in the alloy with 1.5% Zn is attributed to its high force release rate and large force drop during solidification. The hot cracks of casting are initiated and propagate along the dendritic or grain boundaries. The predictions of HTS of Mg-xZn-2Y alloys using ProCAST software are in good agreement with the results obtained by experimental measurements.
Key words:
Mg-xZn-2Y alloy; hot tearing susceptibility; solidification contraction force; numerical simulation;
1 Introduction
Hot tearing also known as hot cracking, hot shortness or solidification cracking, is a major casting defect due to lack of liquid feeding during the last stage of solidification [1]. Any scale size of hot tearing has a significant influence on the quality and life-cycle of cast products. Many investigations have been carried out to characterize hot tearing tendency using various methods [2-4]. It was reported that the casting parameters such as pouring temperature, cooling rate, mold temperature and chemical compositions of the alloys have significant effects on hot tearing susceptibility (HTS) [5-7]. So far, the investigations on hot tearing are mainly focused on the Al alloys. A comprehensive review on hot tearing behavior of Al alloys has been published by ESKIN et al [8]. In contrast, only few works have been reported on the hot tearing of Mg alloys.
Due to their low density, high specific strength, excellent recyclability and machinability, Mg alloys are significantly attractive for industrial applications [9-11]. Investigations on the castability of Mg alloys indicated that castings are easy to initiate hot tearing defects. Most of previous studies were carried out on Mg-Al and Mg-Zn series [4,12-15]. HTS of binary Mg-Al alloys was investigated using constrained rod casting (CRC) in a steel mold by CAO and KOU [12]. The experimental results show that the HTS reaches a maximum at about 1% Al. ZHOU et al [13,14] evaluated the hot tearing of Mg-Zn-(Al) alloys using thermodynamic calculations and quantitative methods. It is found that the hot tearing of these alloys is largely influenced by the content of Zn and initial mold temperature.
Among the available commercial Mg alloys, Mg-Zn-based alloys are one of particular interesting alloys due to their excellent age-hardening effects. Considering that rare earth (RE) elements play a significant role in modifying the properties of Mg alloys, they were often used as the alloying elements in Mg alloys [16,17]. Recently, Mg-Y-Zn alloys have attracted significant interests as wrought Mg alloys with good performance. The high quality castings with few solidification defects are normally desirable for further processing. Therefore, the castability of as-cast alloys, especially the resistance to hot tearing needs to be investigated. Regarding the potential applications of the ternary Mg-Y-Zn alloys, the effects of Zn content on the HTS of Mg-2Y alloys were explored using CRC apparatus which attached with a load cell and data acquisition system. The HTS of Mg-2Y-xZn alloys was simulated using ProCAST software and validated with the experimental measurements.
2 Experimental
2.1 Hot tearing casting
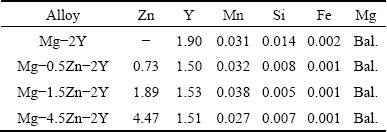
Ternary Mg-2Y-xZn (x=0, 0.5%, 1.5%, 4.5%) alloys were prepared to evaluate the HTS in a CRC apparatus. Pure Mg alloy was melted in a mild steel crucible under a protective gas mixture of high pure Ar and 0.2% SF6. Pure Y and Zn were added to the melt at 700 ��C. The melt was heated to 750 ��C and manually stirred for 2 min. Then, the molten metal was poured into the CRC mold which was coated with a thin layer of boron nitride. The mold was preheated to the desired temperature of 250 ��C. The castings were extracted from the mold after solidification and then examined for cracks. Each test was repeated 3 times. The actual chemical compositions of the casting were analyzed using optical emission spectroscopy as shown in Table 1. The force and temperature of the solidifying casting at the junction of sprue and rod were recorded. The curves of force and temperature as a function of time were used for analyzing the hot tearing initiation and propagation.
Table 1 Actual chemical compositions of experimental alloys (mass fraction, %)
2.2 Constraint rod casting apparatus
A developed hot tearing test apparatus was used for the hot tearing test, whose detailed description can be found elsewhere [5,15]. The apparatus consisted of a CRC steel mold, a contraction force measurement system with a load cell and a data acquisition system (Fig. 1). The setup was slightly tapered for rod to eliminate the friction between the mold wall and casting rod. The apparatus is based on the principle of monitoring the contraction force during solidification to evaluate the hot tearing. When the hot tearing occurs during solidification, the induced contraction force is released, and hence a sudden drop can be found on the force curve.
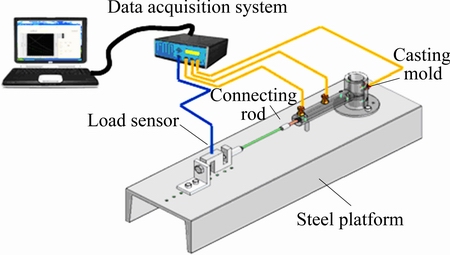
Fig. 1 Schematic diagram of experimental setup
2.3 Measurements of crack volume
The HTS was characterized by measuring the crack volume using wax penetration method. After the hot tearing experiments, the sample was cut from the casting in a T-shape, and immersed into a molten wax bath at 80 ��C, and stayed for 10 min to homogenize the temperature. Then, the bath was put into a vacuum chamber to suck out the air entrapped in the wax and inside the cracks. The vacuum valve was then opened, and a pressure of 0.1 MPa was immediately applied to the wax and the sample. With this pressure, the molten wax was injected into the cracks. After that, the bath was cooled, and the solidified wax on the outside surface of the sample was removed, while the wax inside the cracks was retained. The volume of the cracks can be determined using the following equation:
 (1)
(1)
where Vcr is the volume of cracks; m1 and m2 are the mass of the magnesium casting before and after the injection of wax, respectively; ��wax is the density of the paraffin wax, ��wax=0.90 g/cm3.
2.4 Microstructure analysis
The longitudinal sections of the rod samples were selected for the microstructural observations, including grain and tear morphologies. The samples were ground with SiC waterproof papers and automatically polished on a rotating disk with 0.05 ��m suspended silica. The polished samples were chemically etched in a solution of 8 g picric acid, 5 mL acetic acid, 10 mL distilled water, and 100 mL ethanol. The microstructures were observed using Reichert-Jung MeF3 optical microscope with a digital camera attachment. The fracture surfaces were observed using a Zeiss Ultra 55 (Carl Zeiss GmbH, Oberkochen, Germany) scanning electron microscope (SEM) equipped with electron dispersive spectrometer (EDS).
3 Results and discussion
3.1 Hot tearing curves
The experimental hot tearing curves for Mg-xZn-2Y (x=0, 0.5%, 1.5%, 4.5%) alloys at a mold temperature of 250 ��C are shown in Fig. 2. The red curve shows the temperature in the hot spot area, while the black curve shows the evaluation of contraction force during solidification. The contraction force develops in the rod during cooling due to the solidification shrinkage and thermal contraction. Normally, a contraction force drop represents the occurrence of hot tearing [13,14]. The point when the contraction force begins to decrease indicates the initiation of hot tearing. The force dropping stage is regarded as the crack propagation. Therefore, by analyzing the curve, not only the initiation of hot tearing but also its propagation can be investigated. In the Mg-2Y alloy, no apparent force drop occurred in the force curve. Its onset of hot tearing initiation can be considered by locating the point at which the force as a function of time changes from linear increment to non-linear increment according to HUANG et al [18]. Hence, the hot tearing is initiated at a temperature of 614 ��C, which corresponds to a solid fraction of 0.942 for Mg-2Y alloy. The hot tearing initiation of Mg-0.5Zn-2Y alloy happens at a temperature of 613 ��C, which corresponds to a solid fraction of 0.902 (Fig. 2(b)). When increasing the content of Zn to 1.5%, the hot tearing is initiated at 618 ��C, which corresponds to a solid fraction of 0.79 (Fig. 2(c)). When a large amount of liquid remained, the liquid still had a chance to flow into the cracks and possibly heal them. However, a large force drop exists on the force curve, indicating that this alloy has a high HTS. When the content of Zn reaches 4.5%, two peaks are observed on the curve. Corresponding to each peak, the force drop is small. The hot tearing is initiated at 576 and 489 ��C for this alloy, which corresponds to solid fractions of 0.928 and 0.956, respectively.
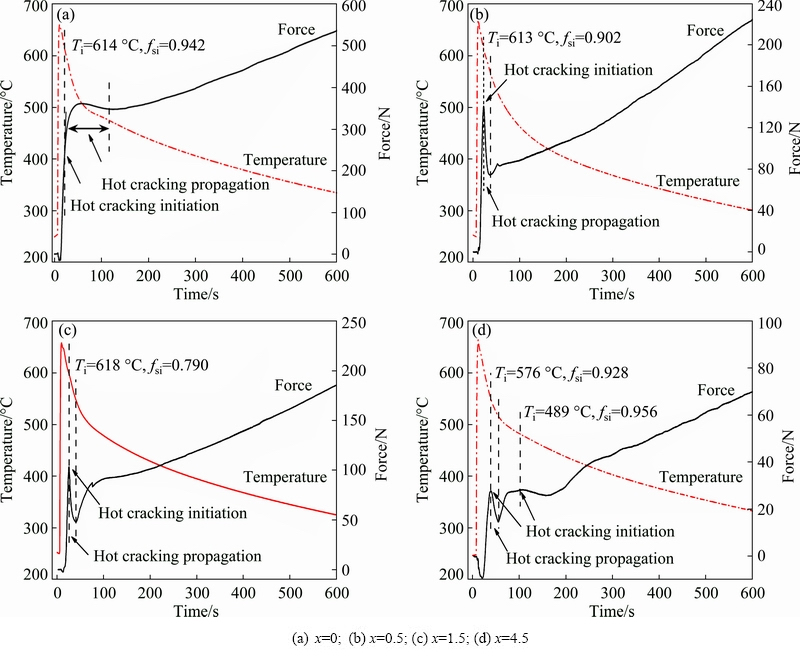
Fig. 2 Contraction force and temperature as function of time for Mg-xZn-2Y alloys at mold temperature of 250 ��C
The force obtained during CRC test can also be used for the calculation of force release rate, which is proportional to the crack propagation rate. The stage during force drop is regarded as the propagation of hot cracks which were marked in Fig. 2 with two dashed lines. Information on the initiation and propagation of hot tearing for Mg-xZn-2Y alloys at an initial mold temperature of 250 ��C is summarized in Table 2, where Ti is crack initiation temperature; fsi is solid fraction at which the cracks are initiated; Tf is temperature at which the crack does not propagate any more; fsf is solid fraction at which the propagation of cracks stops; Fr is force release, which is the force difference between the crack initiation and crack propagation, tp is propagation time, Vp is force release rate, which is proportional to the crack propagation rate. The force release (Fr) and the force release rate (Vp) can be determined. Both the initiation and propagation of hot cracks are closely related to the contraction force. Therefore, the studies on the force release rate are quite important. For Mg-0.5Zn-2Y and Mg-1.5Zn-2Y alloys, the force release rates are 2.29 and 2.34 N/s, respectively. In the two alloys, the contraction force drops quite quickly (Figs. 2(b) and (c)). For Mg-4.5Zn-2Y alloys at a mold temperature of 250 ��C, the second hot crack propagation is chosen to calculate the force release rate. Both Mg-2Y and Mg-4.5Zn-2Y alloys have a lower force release rate than other alloys.
Table 2 Initiation and propagation of hot tearing for Mg-xZn-2Y alloys at initial mold temperature of 250 ��C

The occurrence of hot tearing is due to lack of liquid feeding, which relates to the difficulties of fluid flow through the mushy zone as a permeable medium. By analyzing hot tearing curve, the temperature at which the hot tearing initiation can be identified. Based on this temperature, the corresponding solid fraction or liquid fraction can be calculated using thermodynamic software. The parameter ��critical liquid fraction�� is important to understand the hot tearing mechanism [14]. Critical liquid fraction means the fraction of remaining liquid which cannot flow into the cracks formed previously to heal them. The remaining liquid is blocked by the interconnected dendrites, and then the solidification enters uncompensated stage. Figure 3 shows the temperature and corresponding solid fraction as a function of the Zn content, at which the hot tearing is initiated. Most of earlier investigations illustrate that the hot tearing is normally initiated at a remained solid fraction in the range from 0.85 to 0.95 [8]. However, with the improvement of theoretical modeling and experimental techniques, this value may vary even below 0.85 depending on the alloy and solidification conditions. The present results have confirmed that this value really depends on the content of Zn. As shown in Fig. 3, the solid fraction at which hot tearing is initiated firstly decreases with increasing the content of Zn, reaches the minimum at 1.5% Zn, and then increases with further increasing the Zn content. The investigations show that the hot tears of Mg-1.5Zn-2Y alloy are initiated at a lower solid fraction of 0.79. The propagation of hot cracks in Mg-1.5Zn-2Y alloy is easy due to the high amount of remained liquid when the hot tearing is initiated, leading to spending long time in the vulnerable temperature range. Meanwhile, the strength of castings is relatively low when the hot tearing is initiated at low solid fraction during solidification.

Fig. 3 Temperature and corresponding solid fraction as function of Zn content
3.2 Quantitative measurement of hot tearing
Figure 4 shows the effect of Zn content on the total crack volume of Mg-xZn-2Y alloys measured with wax penetration method. It clearly shows that the total crack volume depends on the content of Zn. The Zn-free base alloy shows low hot cracks volume. For Zn-containing alloys, the volume of hot crack increases with increase in the content of Zn, reaches the minimum at 1.5% Zn, and then decreases with further increase in the content of Zn. The highest HTS observed for the alloy with 1.5% Zn is attributed to its highest force release rate and larger force drop during solidification. Therefore, compared with Table 2, it can be concluded that a higher force release rate implies a severer hot tearing.
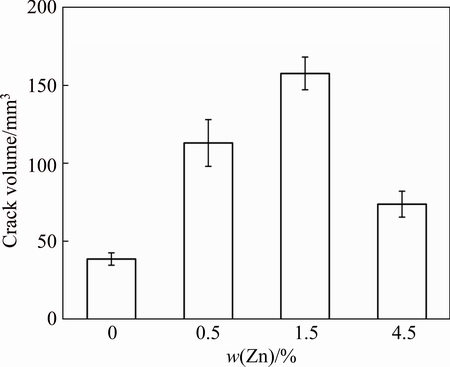
Fig. 4 Total crack volume measured by wax penetration method for Mg-xZn-2Y alloys at mold temperature of 250 ��C
3.3 Microstructural observation
Grain size and its morphology are important factors to influence the occurrence of hot tearing because the liquid feeding and dendrite coherency are mainly determined by them [19,20]. The grains with a large size and columnar structure promote easy initiation and propagation of hot tearing due to the poor feeding. Figure 5 shows the polarized optical micrographs of the Mg-xZn-2Y alloys taken from the regions near the junction of the sprue and horizontal rod. Apparently, all the cracks of castings propagate along the grain boundaries. In additional, the grain sizes of Mg-xZn-2Y alloys exhibit no great difference at the hot spot and the equiaxed grains are dominant.
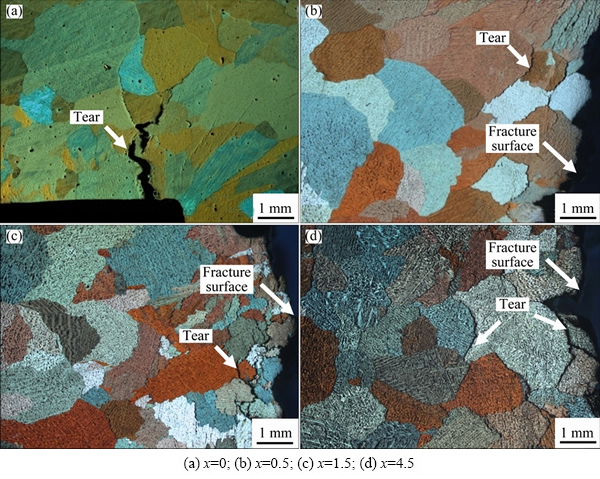
Fig. 5 Optical microstructures of Mg-xZn-2Y alloys at mold temperature of 250 ��C
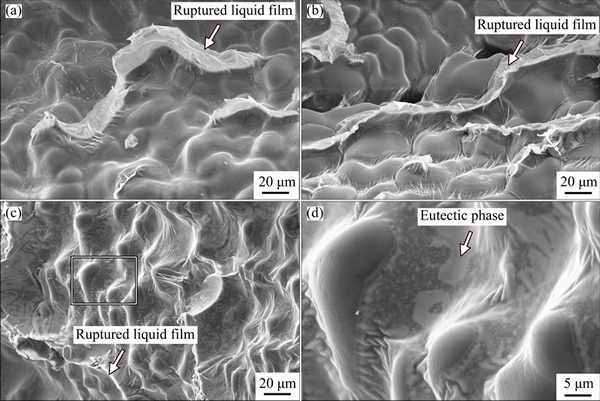
Fig. 6 SEM micrographs of hot tear surfaces of Mg-0.5Zn-2Y (a), Mg-1.5Zn-2Y (b) and Mg-4.5Zn-2Y (c, d) alloys
3.4 Fracture surfaces of hot tearing
Figure 6 shows SEM images of the fracture surfaces caused by hot tearing for ternary Mg-xZn-2Y alloys. For Zn-free base alloy, it is not easy to observe the fracture surface due to its small hot cracks. For the other alloys, some ruptured liquid films are observed on these fracture surfaces obviously, indicating that the hot tearing occurs above the solidus temperature. In Mg-0.5Zn-2Y alloy, the morphology of the fracture surface shows typical inter-dendritic separation. The fracture surfaces are dominated with smooth dendritic bumps. There are no trans-granular tears on the fracture surface. In Mg-1.5Zn-2Y alloy, the dendrite bumps are still observed on the fracture surfaces, but additionally trans-granular tears are also observed (Fig. 6(b)). In Mg-4.5Zn-2Y alloy (Fig. 6(c)), higher volume fraction of low-melting temperature phases (mainly eutectic phase, as shown in Fig. 6(d)) forms between the dendrite-like bumps due to higher amount of inter- dendritic eutectic liquid present at the final stage of solidification. The amount of liquid is sufficient to refill the cracks formed previously and heal them. Furthermore, the slower the force release rate, the longer the time available for the liquid to refill the crack. The Mg-4.5Zn-2Y alloy has good hot tearing resistance due to the presence of low melting temperature phases and sufficiently long time to heal the cracks.
3.5 Numerical simulation of HTS
The commercial numerical simulation software ProCAST was used to simulate the process of casting and solidification based on the finite elemental method. It has been used extensively in foundries to understand the physical phenomena occurred during solidification. In this software, a module called hot tearing indicator (HTI) was developed to predict the HTS [21]. The HTI is a strain-driven model based on computation the elastic and plastic strains at a given node when the solid fraction is between the critical solid fraction (usually 50%) and 99%. It is assumed that the casting is isotropic (although at the final stage of the solidification, the castings may exhibit localized anisotropic behavior), the HTI (eht) was obtained as follows[22]:
 , tc��t��ts (2)
, tc��t��ts (2)
where  is the critical accumulated effective plastic strain for the initiation of hot tearing,
is the critical accumulated effective plastic strain for the initiation of hot tearing,  is the effective plastic strain rate, tc is the time when the coherency temperature is reached, and ts denotes the time when the solidus temperature is reached, and �� is the dyadic tensor.
is the effective plastic strain rate, tc is the time when the coherency temperature is reached, and ts denotes the time when the solidus temperature is reached, and �� is the dyadic tensor.
In fact, as shown by the above equation, HTI is the accumulated plastic strain in the semi-solid region that corresponds to the void nucleation. Therefore, it should provide a good indication for the susceptibility of the hot tearing occurred during solidification.
Figure 7 shows the calculated HTIs and experimental observations of hot tearing at the sprue and rod junction for Mg-xZn-2Y alloys. The Zn-free base alloy had a low HTI. In contrast, the calculated HTI first increases with the content of Zn, reaches the maximum at 1.5% Zn, and then decreases with further increase in the content of Zn. The susceptibility of hot tearing predicted by numerical simulation is in good agreement with that obtained by experimental observations.
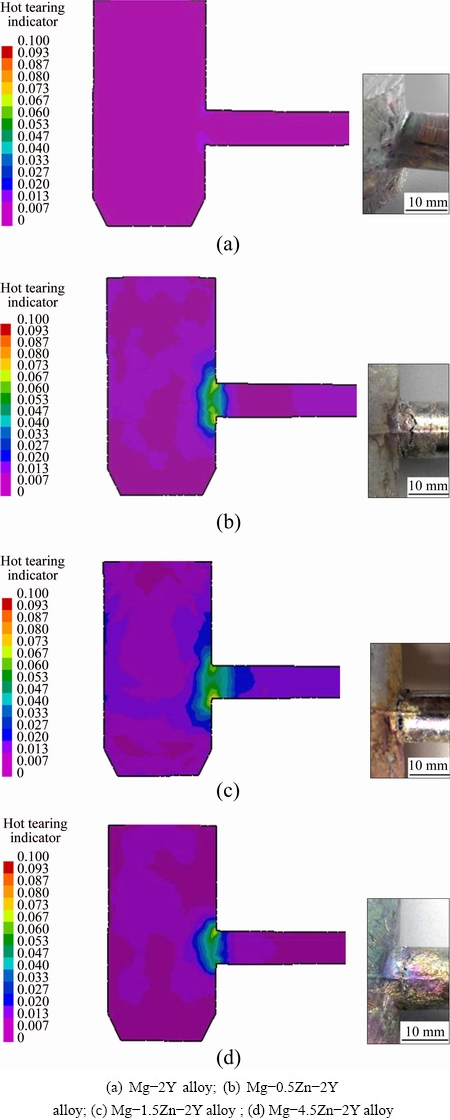
Fig. 7 Comparison between HTI predicted using ProCAST and observed cracks on surfaces of Mg-xZn-2Y alloys at mold temperature of 250 ��C
4 Conclusions
1) With the increase of Zn addition, the HTS of Mg-2Y alloy first enhances and then decreases. The turning point is 1.5% Zn.
2) All the hot cracks of Mg-xZn-2Y castings are initiated and propagate along the dendritic or grain boundaries.
3) A good correlation between force release rate and HTS is observed in Mg-xZn-2Y alloys. Normally, high force release rate implies severe hot tearing. The force release rate of Mg-xZn-2Y alloys first increases with Zn addition, reaches a maximum of 2.34 N/s at 1.5% Zn, and then decreases at higher Zn content.
4) The numerical simulation results for ternary Mg-xZn-2Y alloys using ProCAST agree well with the experimental measurements.
Acknowledgements
The authors would like to thank Mr. G. Meister for the technical support, and Mrs. Petra Fischer for SEM observations. Financial supports from China Scholarship Council and Helmholtz Association of German Research Centers scholarship (No. 2010821213) for Wang��s PhD study in Helmholtz-Zentrum Geesthacht (HZG) are gratefully acknowledged.
References
[1] KATGERMAN L, ESKIN D G. In search of the prediction of hot cracking in aluminium alloys [C]//Hot Cracking Phenomena in Welds II. Heidelberg, Berlin: Springer, 2008: 11-26.
[2] WANG Ye-shuang, SUN Bao-de, WANG Qu-dong, ZHU Yan-ping, DING Wen-jiang. An understanding of the hot tearing mechanism in AZ91 magnesium alloy [J]. Materials Letters, 2002, 53: 35-39.
[3] SUZUKI A, SADDOCK N D, JONES J W, POLLOCK T M. Solidification paths and eutectic intermetallic phases in Mg-Al-Ca ternary alloys [J]. Acta Materialia, 2005, 53: 2823-2834.
[4] CAO Guo-ping, KOU Sin-do. Hot tearing of ternary Mg-Al-Ca alloy castings [J]. Metallurgical and Materials Transactions A, 2006, 37(12): 3647-3663.
[5] ZHEN Z S, HORT N, UTKE O, HUANG Y D, PETRI N, KAINER K U. Investigations on hot tearing of Mg-Al binary alloys by using a new quantitative method [C]//Magnesium Technology 2009. San Francisco, USA: The Minerals, Metals and Materials Society, 2009: 105-110.
[6] XU Rong-fu, ZHENG Hong-liang, LUO Jie, DING Su-pei, ZHANG San-ping, TIAN Xue-lei. Role of tensile forces in hot tearing formation of cast Al-Si alloy [J]. Transactions of Nonferrous Metals Society of China, 2014, 24: 2203-2207.
[7] HUANG Hao, FU Peng-huai, WANG Ying-xin, PENG Li-ming, JIANG Hai-yan. Effect of pouring and mold temperatures on hot tearing susceptibility of AZ91D and Mg-3Nd-0.2Zn-Zr Mg alloys [J]. Transactions of Nonferrous Metals Society of China, 2014, 24: 922-929.
[8] ESKIN D G, SUYITNO, KATGERMAN L. Mechanical properties in the semi-solid state and hot tearing of aluminum alloys [J]. Progress in Materials Science, 2004, 49(5): 629-711.
[9] KOJIMA Y, AIZAWA T, KAMADO S, HIGASHI K. Progressive steps in the platform science and technology for advanced magnesium alloys [J]. Materials Science Forum, 2003, 419-422: 3-20.
[10] MORDIKE B L, EBERT T. Magnesium: Properties-applications- potential [J]. Materials Science and Engineering A, 2001, 302: 37-45.
[11] MENG Fan-gui, LIU Hua-shan, LIU Li-bin, JIN Zhan-peng. Thermodynamic optimization of Mg-Nd system [J]. Transactions of Nonferrous Metals Society of China, 2007, 17: 77-81.
[12] CAO Guo-ping, KOU Sin-do. Hot cracking of binary Mg-Al alloy castings [J]. Materials Science and Engineering A, 2006, 417: 230-238.
[13] ZHOU L, HUANG Y D, MAO P L, KAINER K U, LIU Z, HORT N. Investigations on hot tearing of Mg-Zn-(Al) alloys [C]//Magnesium Technology 2011. SanDiego, California, UAS: TMS, 2011: 125-130.
[14] ZHOU L, HUANG Y D, MAO P L, KAINER K U, LIU Z, HORT N. Influence of composition on hot tearing in binary Mg-Zn alloys [J]. International Journal of Cast Metals Research, 2010, 24: 170-176.
[15] ZHEN Z S, HORT N, HUANG Y D, PETRI N, UTKE O, KAINER K U. Quantitative determination on hot tearing in Mg-Al binary alloys [J]. Materials Science Forum, 2009, 618-619: 533-540.
[16] SANDLOEBES S, FRIAK M, ZAEFFERER S, DICK A, YI S, LETZIG D, PEI Z, ZHU L F, NEUGEBAUER J, RAABE D. The relation between ductility and stacking fault energies in Mg and Mg-Y alloys [J]. Acta Materialia, 2012, 60: 3011-3021.
[17] PENG Q M, MENG J, LI Y, HUANG Y D, HORT N. Effect of yttrium addition on lattice parameter, Young��s modulus and vacancy of magnesium [J]. Materials Science and Engineering A, 2011, 528: 2106-2109.
[18] HUANG Y D, WANG Z, SRINIVASAN A, KAINER K U, HORT N. Metallurgical characterization of hot tearing curves recorded during solicitation of magnesium alloys [J]. Acta Physical Polonica A, 2012, 122: 497-500.
[19] DAHLE A K, ARNBERG L. The rheological properties of solidifying aluminum foundry alloys [J]. JOM, 1996, 48(3): 34-37.
[20] EASTON M, GRANDFIELD J, STJOHN D, RINDERER B. The effect of grain refinement and cooling rate on the hot tearing of wrought aluminum alloys [J]. Materials Science Forum, 2006, 30: 1675-1680.
[21] ZHU J Z, GUO J, SAMONDS M T. Numerical modeling of hot tearing formation in metal casting and its validations [J]. Int Numer Meth Eng, 2011, 87: 289-308.
[22] GURSON A L. Continuum theory of ductile rupture by void nucleation and growth: Part 1. Yield criteria and flow rules for porous ductile media [J]. Journal of Engineering Materials and Technology, 1977, 99(1): 2-15.
Mg-xZn-2Y�Ͻ����������������
�� ־1����һ��1���� ��1����ԭ��2���ν���2��ëƼ��1���� ��1
1. ������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ������ 110870��
2. MagIC-Magnesium Innovation Centre, Helmholtz-Zentrum Geesthacht,
Max-Planck-Str. 1, Geesthacht 21502, Germany
ժ Ҫ�����þ��в��������������ݲɼ�ϵͳ��Լ����ʵ��װ���о�Zn����(0, 0.5%, 1.5%��4.5%)��Mg-2%Y�Ͻ��������������Ե�Ӱ�졣ʵ����������������ZnԪ�صĺϽ�����������������С������Zn���������ӣ�Mg-2%Y�Ͻ������������������ǿ����Zn����Ϊ1.5%ʱ�ﵽ���ֵ��Ȼ������Zn�����Ľ�һ�������������������Խ��͡������̹����У�����Mg-1.5Zn-2Y�Ͻ���нϴ���������½��������������ͷ��ʣ����¸úϽ�����������������Mg-xZn-2Yϵ�Ͻ��������������֦������������չ�ġ�ͨ��ProCAST����ģ��Ͻ������������������ʵ����һ�¡�
�ؼ��ʣ�Mg-xZn-2Y�Ͻ��������������ԣ���������������ֵģ��
(Edited by Xiang-qun LI)
Corresponding author: Zhi WANG; Tel: +86-13591634456; E-mail: wangzhi8303@163.com
DOI: 10.1016/S1003-6326(16)64443-6
Abstract: Effects of Zn content (0, 0.5%, 1.5% and 4.5%) on the hot tearing characteristics of Mg-2%Y alloy were studied in a constrained rod casting (CRC) apparatus attached with a load cell and data acquisition system. The experimental results indicate that the hot tearing susceptibility (HTS) is affected by the content of Zn. The Zn-free base alloy shows the lowest HTS. The HTS of Mg-xZn-2Y alloys increases with increasing Zn content, reaches the maximum at 1.5% Zn, and then decreases with further Zn addition. The high HTS observed in the alloy with 1.5% Zn is attributed to its high force release rate and large force drop during solidification. The hot cracks of casting are initiated and propagate along the dendritic or grain boundaries. The predictions of HTS of Mg-xZn-2Y alloys using ProCAST software are in good agreement with the results obtained by experimental measurements.
