
��֯ȱ�ݶԽ��������¶�����Ϊ��Ӱ������о�
������ѧ���������ϸ���������֯���ص�ʵ����
����ϡ�н��������о�Ժ�������������ֲ����ص�������
ժ Ҫ��
����ɨ��羵(SEM)����羵(TEM)�͵���̽��(EPMA)�Աȷ����ۺϻ�е�������ú��������ʵĽ��������������Ͽ���ò������֯,�о����������¶�����Ϊ,�����ط�������֯ȱ�ݶԽ��������¶�����Ϊ��Ӱ����ɡ��������:��������������Ͽ���ò����Ϊ�����Ķ������������������κ˺�,������չ�����赲,����Ϊ��ȫ�Ĵ���,������������������Ҫ�����������κ˽Ρ�����ڲ����ڵ�������������Ƭ״�������ɺͿ�����֯ȱ��,�൱��������ڲ�Ԥ��һ���ߴ������,һ�����Ƽ���γ�,����ȱ�ݾͻ��Ϊ�������ƾ���,ʹ�뱾�����������̲��ܷ���,�ǽ�����������ʵ���Ҫԭ��;���ܵĴ���������������ʧ�䡢���ھֲ�������ֵĴ־�������Χϸ������ƥ��,����������ڲ����Ӧ������,Ҳ�ǽ�����������ʵ�ԭ������,���������ھ����γ�������Ĥ״������֯,������ľ�����ǿ�Ƚ���,�������,�����������ʽ��͡�
�ؼ��ʣ�
��ͼ����ţ� TG115
����飺������(1973-),Ů,�����ɳ���,��ʿ�о���,������ʦ;�о�����:�����뼰����Ͻ�;�ظ���,ͨѶ��ϵ��(E-mail:qingw@smm.neu.edu.cn);
�ո����ڣ�2010-04-10
����������Ȼ��ѧ������Ŀ(11062010,50761006);������Ȼ��ѧ����������Ŀ(NZ08177,NZ0946);�Ƽ����Ƽ���Ա������ҵ�ж���Ŀ(2009GJG30043)����;
Effects of Microstructure Defects on Fracture Behavior of Beryllium Metal at Room-Temperature
Abstract��
By using scanning electron microscope(SEM),electron probe of microanalysis(EPMA) and transmission electron microscope(TEM),the tensile fractograph and microsture of pure beryllium metal with zero elongation or with good comprehensive mechanical properties at room temperature(RT) were analyzed,the room-temperature fracture behavior of beryllium metal,and effects of microstructure defects on fracture behavior of beryllium metal were studied.The result showed that beryllium metal tensile fractograph behaved qusia-cleavage fracture characteristic at room-temperature.After cleavage crack nucleation,crack propagation was not blocked,and performed as absolute brittleness,so the limited elongation of beryllium metal mainly came from the microcrack nucleation stage.Internal defects of metal beryllium,such as segregation area of impurity inclusions,loose structure of plate crystals or microholes,etc,were equivalent to prefabricated certain sizes microcracks inside beryllium.Once microcrack tips shape,the defects became cleavage crack nucleus so that leading to beryllium owns yield process could not play,which was the main reason responsible for the poor RT elongation of beryllium material.The large size compact impurities mismatch with beryllium basal body or coarse grains in local area did not match the surrounding fine grains easily form stress concentration inside beryllium material so that leading to beryllium owns yield process could not play,which was also the reason responsible for the poor RT elongation of beryllium metal.In addition,the impurity phase forming thin-film microstructure along the grain boundaries that led to deterioration of grain boundary strength and induces intergranular cracking,which leading to beryllium elongation reduced.
Keyword��
cleavage crack nucleus;elongation;beryllium metal;
Received�� 2010-04-10
����ϡ�������, ����þ���ܶȺ��ٵĸն��Լ�����ijߴ��ȶ���, ʹ���Ϊ������ �ɻ��� �ɴ��Լ��ռ�վ����Ľṹ����, Ҳ��̫����װ��ϵͳ�� ̫����Զ���Ϳռ�ս�Է���(SDI)װ��ϵͳ���ϵ�Ψһѡ����� ��ĵ��ܶȡ� �߸նȡ� �߱��Ⱥ͵�������ϵ�����ۺ���������, Ҳʹ�䱻�㷺Ӧ���ڵ����DZ������װ��, �Լ������Ƶ�ϵͳ
Ŀǰ��Լ�������ʽṹ�еĹ㷺Ӧ�������ڵ���200 ���¶��µĴ���, ���ִ��Կɹ������������c/a�ȵ�������������ṹ, �ྦྷ��ı��κ���Э����ת��, ��������������ܶ�ѧ����Ϊ������ǹ��е�
�����Ĵ������, ����ѡȡ��������ʱ����������Ʒ���ۺϻ�е�������õĽ��������Ϊ�о�����, ͨ�������߶Ͽ���ò������֯�ĶԱȷ���, ����̽�ֽ���������½���������Ϊ, �Լ�����֯��ȱ�ݶ���������ʵ�Ӱ�졣
1 ʵ ��
ѡȡ����������ȵȾ�ѹ��ĩұ���������ۺϻ�е�������ú��������ʽ�����ĵ��������������� ����Ͽڱ���10 mm����ȡ�Ͽ�����, �Ͽ�������������ϴ��, ����CAMEBAX-MICRO�͵���̽����(EPMA)�����۲�Ͽ���֯�ͳɷֲ����Է���, �����������Ͽ�����һ��ļгֲ����Ƴ���羵������, ��CM20�������������, ��������֯�ͳɷ��������� ��һ��ļгֲ����Ƴɽ�����Ʒ, ��MM6����������, ƫ������뾧���ߴ硣
2 ���������
2.1 �ۺϻ�е�������õ���ĶϿں�����֯
��������������Ͽ�������ʱ��Ӧ������ֱ, ��Ϸ������ �ۺϻ�е�������õ����(����ǿ����b��300 MPa����, ��������Ϊ2%��5%, �����ߴ�d��3��7 ��m֮��)���͵ĶϿ���֯������֯��ͼ1��ʾ�� ��ͼ1(a)�п��Կ���, �Ͽڷ�����, ����ά���ͷ�����, Ϊ��������������֯�� ���������κ˹��̵���ά��ռ�����Ͽڵı�����С, ��ͼ1(a)��ͷ��ʾ����Բ������, ������������չ�ķ��仨��(ͼ1(a)��Բ�����������)���鲼�Ͽ�ͨ��, ����������չ�����赲; ���仨��������, ����������չǰ�����µ�����Դ�� ������չ�Ǹ�������Դ��Ϲ���, ���黹���ַ��仨��ԽϸС������, ��ĵ�ǿ�Ⱥ�����Խ�á� �Ͽ�����֯����Ϊ������������, ��ͼ1(b)��ʾ�� TEM�۲����, �ۺϻ�е�������õ��������֯����Ϊ���༸ʮ����������������ɢ�ֲ��ھ���, �ٲ���λ�ھ���, ��ͼ1(c)��ʾ��
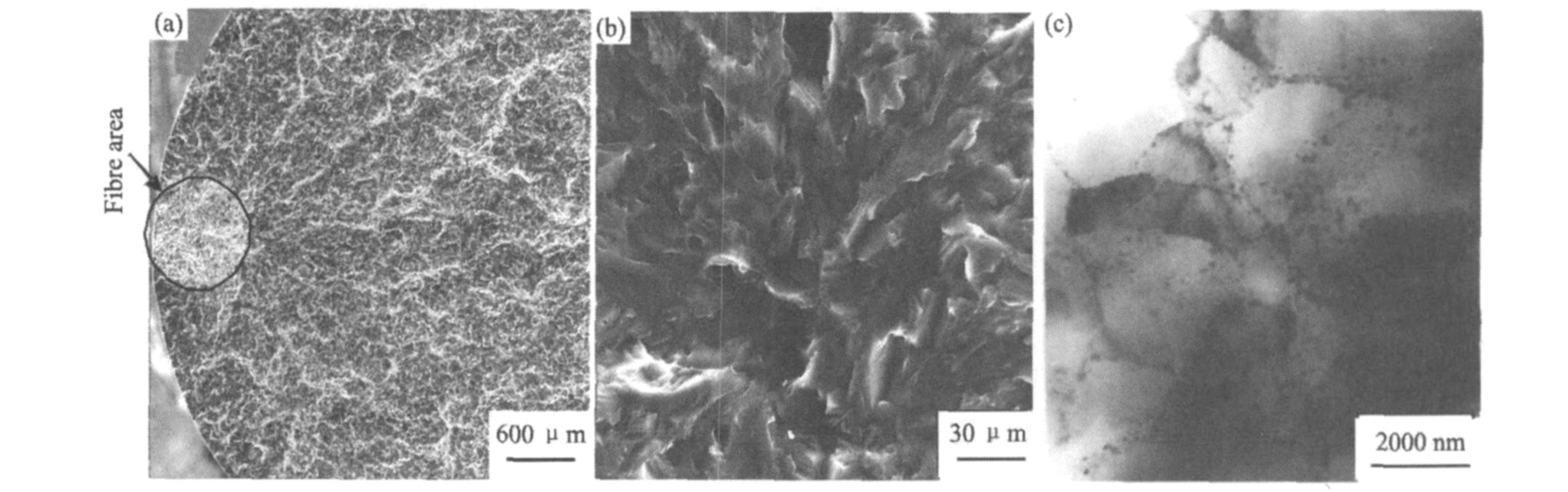
ͼ1 �ۺϻ�е�������õ����
Fig.1 Beryllium material with high comprehensive mechanical properties
(a)Facture microstructure(SEM);(b)Cleavage facture microstructure in the center of crack source(SEM);(c)TEM image o fmicrostructure
2.2 �������ʵ���ĶϿں�����֯
�����������������ʵĴ�����Ʒ��, ����������Դ����������֯ȱ�ݴ���
2.2.1 ���������� ��������������������Ʒ��, ���������Ʒ�ڶϿ���֯�϶������������������� ���ǵ��͵ĶϿ���֯��TEM�۲������֯��ͼ2(a)��(b)��ʾ�� ��ͼ2(a)���Կ���, ������Դ��������ϸС����������ľۼ���, ������Ʒ��TEM��֯�������, ������Щ������λ�ھ��罻�㴦, ��ͼ2(b)��ʾ�� ����Щ���ʾۼ�������TEM���͵���̽�벨���Է���, �������, ��Щ������ijɷ�������, һ�ֽ�Ϊ������������, ��Ҫ�ɷ���OԪ��, ����������Si, Fe, Mg��Ԫ��; ��һ����CԪ��Ϊ��, ����������Si, Fe, O, MgԪ�ص�������, ����Ϊ�ټ��� �Ӵ�������������ijߴ��������, һ�㵱���ʸ����ijߴ����1000 nm����ʱ(TEM��֯����), ����������¼���û�������ʡ� ��˷ֲ��ھ��罻�㴦�����ʾۼ����Ƕ�����Դ��, ��Ϊ����Դ����, �ǵ�����������ʽ��͵���Ҫԭ��
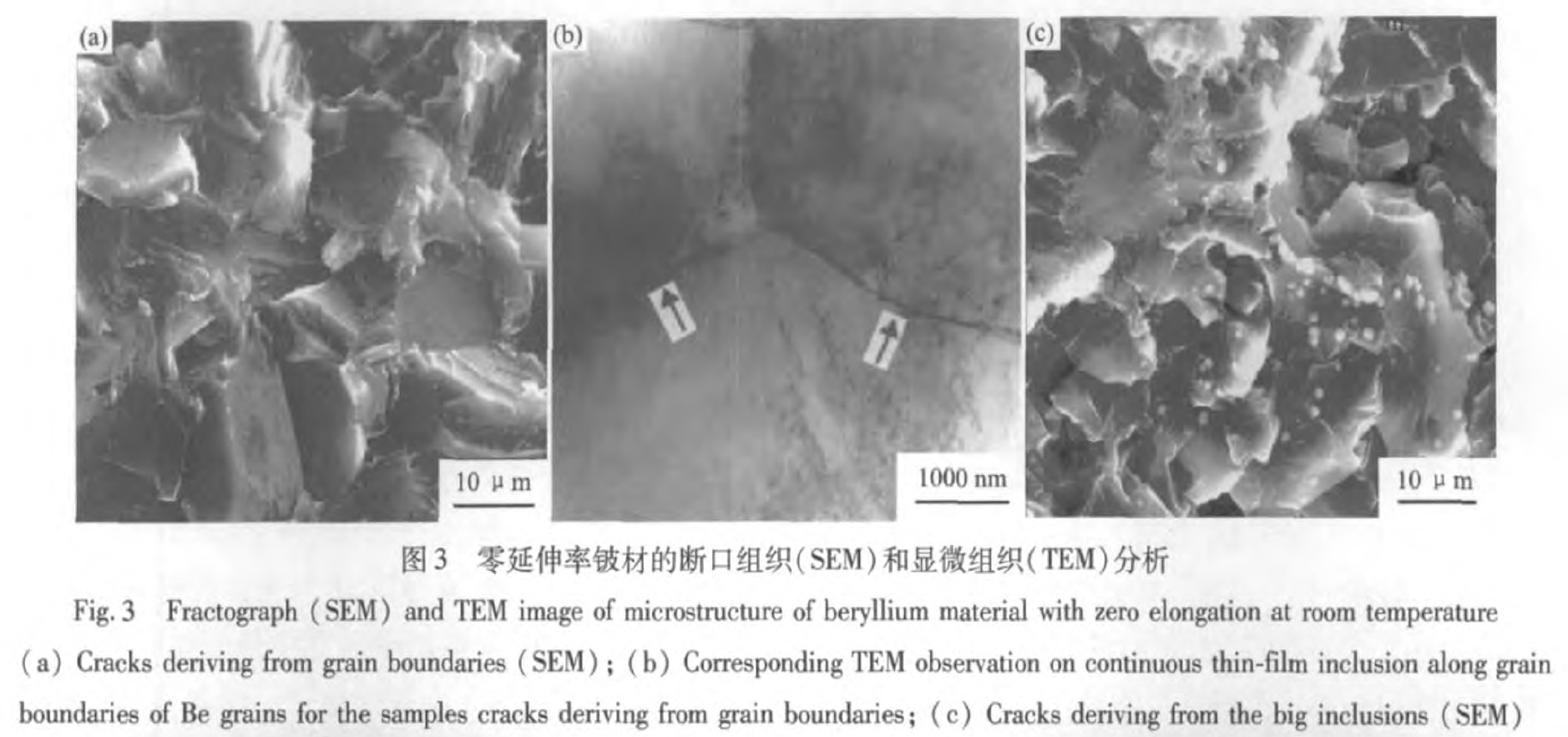
2.2.2 ���籡Ĥ״������֯�ʹ�������� �ڸ��������������Ʒ��, ���ֶϿ�����Դ���IJ�û�����Ե�ȱ��, ����֯��������Ľ������ѵ���֯��ȱ��ֳ�һ���ľ����������, ��ͼ3(a)��ʾ�� ��羵����������Ʒ������֯, ���־ֲ������б�Ĥ״����������, ͼ3(b)��ͷ��ʾ�� ��TEM��Ĥ״������֯�ͶϿ���֯�ϳ��ֵľ�����洦���гɷֶ��Է���, ���ֺ�������O, Fe, Si, Al����, ������Ʒ������������������������ؾ�������������ɵġ� ����, ���������ʵ���Ʒ��, ������������Ʒ���ձ���ڴ����������, һЩ�ߴ���1��2 ��m���ҵ����ʿ�����Ϊ����������Ʒ��������Դ��, �����ܹ����������������, ��ͼ3(c)��ʾ�� ��������û�д������ڲ�, ���ѷ����ڸ������������Ľ���, ������̽�붨�Է���, ��Щ�ִ������������Ҫ��OԪ��Ϊ��, Ҳ��������Si, Fe, Mg�����ʡ�
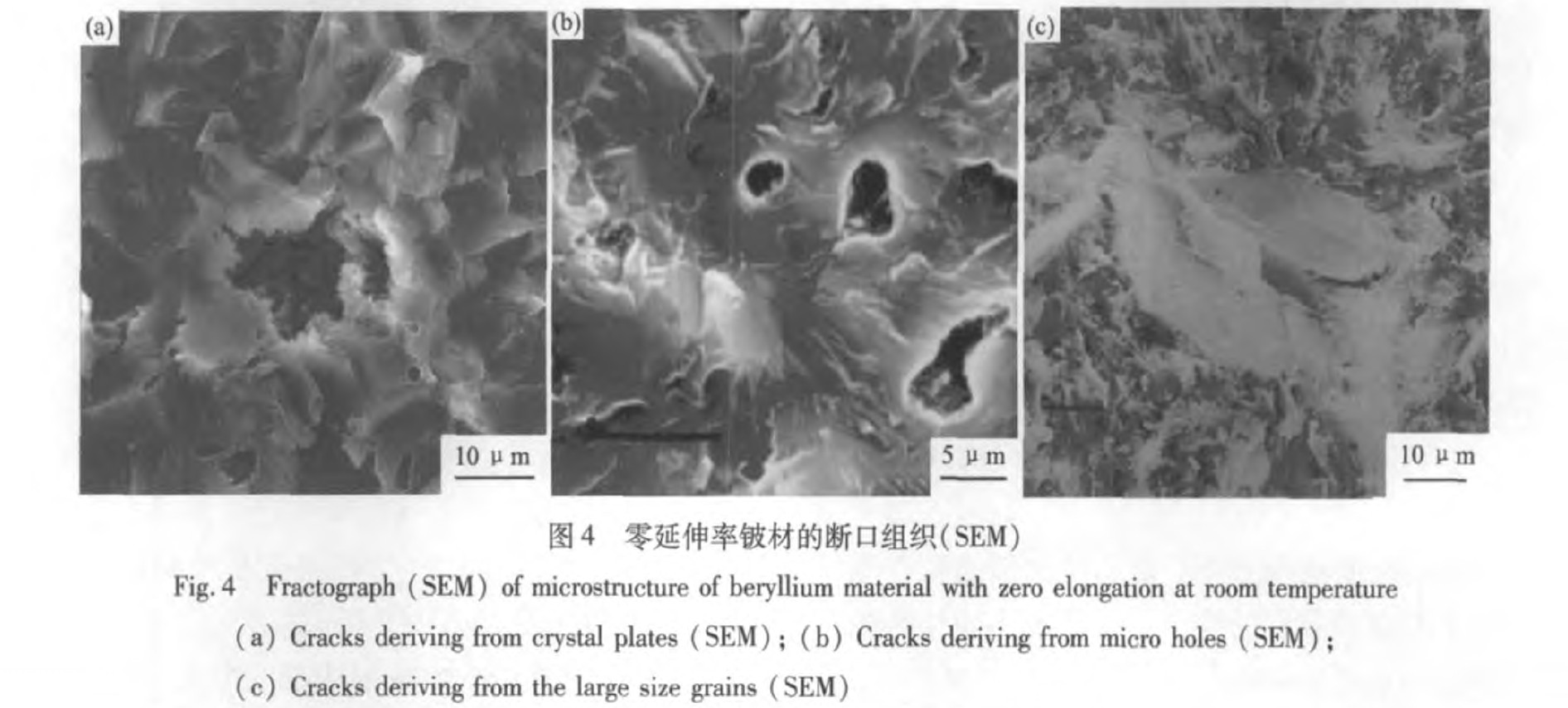
2.2.3 ���Ƭ״�������ɡ� ���ʹ־��� ���������ʵ���Ʒ��, Ҳ����������Ʒ�Ͽ�������Դ�����Ƭ״�������ɡ� ��, ��ͼ4(a), (b)��ʾ�� �ڸ����������ʵ���Ʒ�л�����������Դ�ڴִ�����������, ��ͼ4(c)��ʾ, ��������ƽ�������ߴ�Ϊ3.9 ��m, ��������Դ�������־����ߴ��ԼΪ30��40 ��m��
2.3 ����������½���������Ϊ��̽
����������������, ��������Ҫ�����黬��ϵͳ, ������
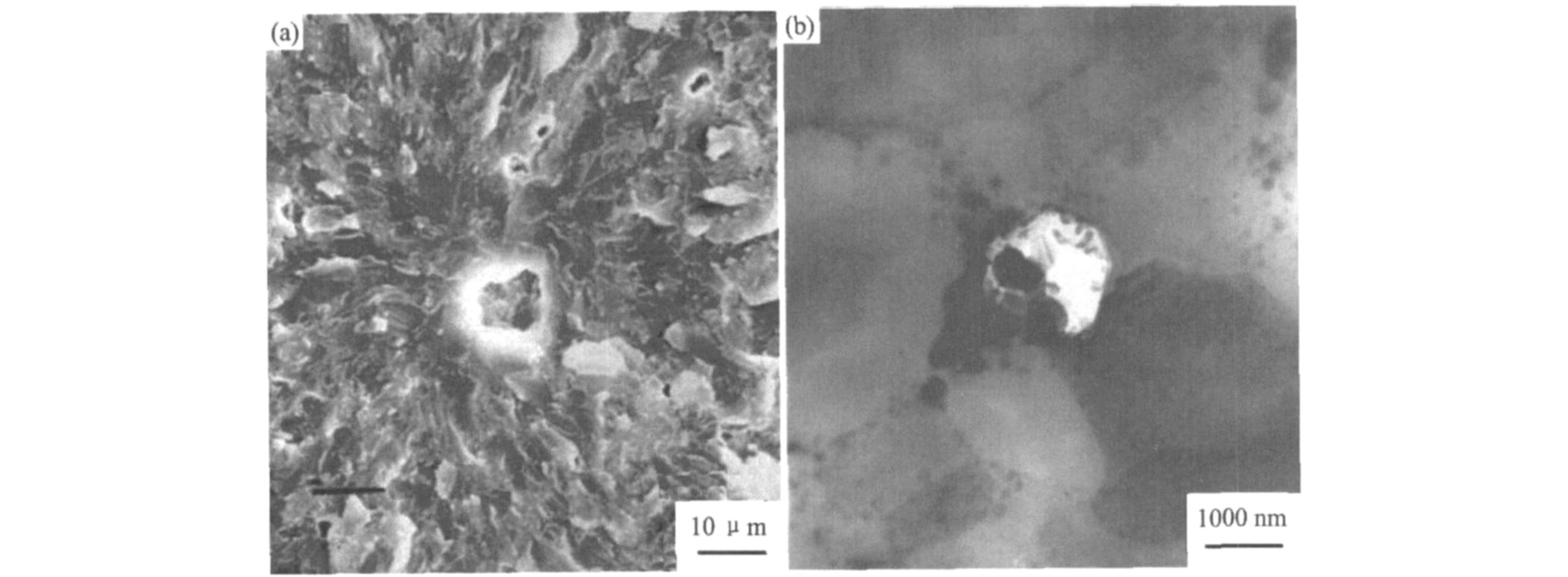
ͼ2 ����������ĵĶϿ���֯(SEM)������֯(TEM)����
Fig.2 Fractograph (SEM) and TEM image of microstructure of beryllium material with zero elongation at room temperature
(a)Cracks deriving from segregation area of inclusions(SEM);(b)Corresponding TEMobservation o fmicrostructure for the samples cracks deriving from segregation area of inclusions
��ԭ���淢�������γɽ����������ƺ��ĺ�, �����뻬��ϵ��, û���������Ļ���ϵͳ���ۻ����Ƽ��, ����һ���γɱ�������չ, ���������Դ��Եķ�ʽ���С� ����ά��������Դ���������κ˵�ͬʱ, �ڶϿ���������ľ���Ҳ�ھ���������������һ���Ĵӱ��ε����������κ˵Ĺ���, ֻ������������������֯������ľ���, �������������κ˲��ﵽ������չ���ٽ�ߴ�, �������������չʱ, ��Ȼ���������������γɵĽ������ƾ��˻�������չ������, �Ӷ����仨��������ı䡣 �ɴ˿ɼ�, ������Ƶ���չ�����Ǹ�������Դ��ϵĹ���, ��������Ͽ�Ϊ����������֯, ��ͼ1(a)�� �Ͽ�����֯�����Ϊ������������, ��ͼ1(b)��
�ڶϿ���֯��, ���������κ˹��̵���ά��ռ�����Ͽ����������С, ������������չ���̵ķ��������鲼�����Ͽ�, ˵����Ķ������൱���С� ����չ���������Ƽ�˵��ƽ����������赲, �����ٶȺܿ�, ���ܲ����������ʺ�С�� ���, ���������, ������Ӧ��ֵ��Ҫ��Դ�������κ˵Ĺ���, �����������κ˹���λ�����˶�������ʮ������, ����ĵ������ʺܵ͡� ������仨��ԽϸС, ������������Դ�κ�����Խ��, ��������֮��ı���Ҳ�Ͼ���, ��������������ʴ�������������κ˹���, �����ľ���ԽϸС���仨���ĶϿ���֯, ����������Խ�ߡ�
2.4 ����֯��ȱ�ݶ�Be�������ʵ�Ӱ��
��ĵ���������ҪԴ�������������ľ���ѧ�����Լ��͵����ģ���ͼ���ģ���ȡ� ���������������Ҫ���������κ˹���, ���ڲ�����ȱ��ʱ, ���������뱾�������������̲��ܷ���, ���������ʽ���, �����Ķ��ڲ�ȱ�ݷdz����С�
����ͬ����Ӧ����, �־�����ϸ�����ھ��紦������������Ŀ��λ��
�ۺϻ�е�������õ����������ߴ�ϸС(��ʮ����)�Ҵ������ɢ�ֲ��ھ���, �ٲ���λ�ھ���, ��ͼ1(c)��ʾ, û�����Ե�ƫ�ۻ��žۡ� �������������ʵ���Ʒ, ������������ƫ�ۻ��ž�, �������Ϊ������Դ��, ��ͼ2��ͼ3�� ��Щ����ƫ�ۻ��ž�������Ҫ�ɷ���OΪ��, ��������CΪ��������, ���ױ������е���Ҫ������ΪBeO(������0.5%��1.5%(��������)), ����������Ԫ�ص��ܺ�һ����0.1%��0.2%֮��, ����ΪFe, C(��Ҫ������ʽΪBe2C), Si, Mg, Al��
�Ӷ�����Ϊ����, ��ĵ���ģ���ͼ���ģ���ı�ֵ�ܵ�, �͵ı�����ζ������λ���ͷ���ԭ��������Ҫ������ʮ�ֽӽ�, ��ζ���������ǿ�ȺͿ���ǿ��֮��IJ���С�� �����պ�����IJ�ͬ, ��ĵ���ǿ�Ȳ�ͬ, ����ά����80%��95%֮��, ������ڲ����ڵ�Ӧ������ֵ�൱�ڻ���С��������ǿ�ȺͿ���ǿ��֮��ʱ, �ᵼ����ĵ��������̲��ܷ���, �������������������Ե�Ӱ�졣 ͬʱ��Ļ���ϵ��, ���ѿ��������ͷ���ЩӦ������, �����Ծֲ�Ӧ�����зdz�����, ���Ʊ����ʱ, һ��Ҫ����������ijߴ缰�ֲ��;����ߴ�ķֲ�״̬�Ի���ֲ���Ӧ������, ��������, ��������ʽ���ڵ�Ӧ�����п������������ӹ������ж��ѵ���Ҫ���ء� ������û���㹻�Ļ���ϵͳ���ۻ����Ƽ��, ������ʮ������, ����ڲ��ɸ���ԭ���γɵ�����, �����Ƽ���γɺ�, ��Щȱ�ݾͳ�Ϊ�������ƺ���, ҲҪ�ϸ���ƴ���ȱ�ݡ�
3 �� ��
1. ������������, ���������������Ҫ���������κ˽�, �����Դ��Եķ�ʽ��չ��
2. ����������Ļ����, Ƭ״�������ɺͿ�ȱ���൱��������ڲ�Ԥ��һ���ߴ������, һ�����Ƽ���γ�, ��Щȱ�ݾͳ�Ϊ�������ƺ���, �ӻ���ĵ������ʡ� ������д��ڵĴ����������, �����ڸô��γɽ������ƺ���, �ӻ���ĵ������ʡ�
3. �������ؾ�����������ʱ, ���������ľ�����ǿ�Ƚ��Ͷ��������, ������������ʡ� ��ľ����ߴ�ֲ������������нϴ�Ӱ��, �־�����������Ϊ�������Ƶĺ��ġ�
�����
[1] Hunt M.Surprising beryllium[J].Material Engineering,1988,(11):46.
[8] Martin AJ,Ellis G C.The Metallurgy of Beryllium[M].Lon-don:Chapman and Hall Ltd.,1963.32.
[14] Stonehouse A J.Beryllium Science and Technology[M].Vol.1.New York:Plenum Press,1979.181.
