
������ʱ��: 2014-03-05 17:14
����ѹ��ź״���ͭ�Ľṹ�������о�
����������ѧ���Ͽ�ѧ�빤��ѧԺ
ժ Ҫ��
���ý���-���干���������̼���,�����������Ƶ�Gasarģ��װ��,�ڱ����¶�Ϊ1456 K,����ѹ�ֱ�Ϊ0.04,0.07,0.10 MPa�Ĺ���������,�ɹ��Ʊ�����ֱ��Ϊ��100 mm,�߶�Ϊ150 mm��ź״���ͭ����(�����ʷֱ�Ϊ:23.1%,38.5%,48.2%)�������и���Ͻ����Ʊ��������ֱ�������Ͳ�ͬ�߶ȴ��п�,����ɨ���Ǻ�Image J������������Ƭ�������ʽ��вɼ���ͳ��,�о��˵���ѹ��ź״���ͭ���������ʵķֲ����������:�ڵ���ѹ(С��0.2 MPa)��,�����¶���ͬʱ,������ѹ������,����������,����Ҳ��Ӧ������,����ѹΪ0.1 MPaʱ,������������48.2%,����ƽ����������524��m;ͬһ����,���������߶ȵ�����,�����ʳ����������Ӻ��С������,�������߶�ԼΪ50 mm��,�����ʴﵽ���ֵ,�����и���ѹ��ź״���ͭ���������ʵķֲ�������ͬ,��һ���ḻ����ѹ��ź״���ͭ���ṹӰ������ۺ�ʵ���о���
�ؼ��ʣ�
��ͼ����ţ� TG291;TG146.11
����飺������(1989-),Ů,���ϼ�Դ��,˶ʿ�о���,�о�����:��ײ���;E-mail:229838335@qq.com;;������,����;�绰:13888943348;E-mail:597263104@qq.com;
�ո����ڣ�2013-11-12
����������Ȼ��ѧ������Ŀ(51164018)����;
Control and Study of Lotus-Type Copper Structure under Low Pressure
Wei Zhenzhen Jin Qinglin Li Zaijiu Jiang Yehua
School of Materials Science and Engineering,Kunming University of Science and Technology
Abstract��
A mold casting technique was developed to fabricate lotus-type porous metals. Lotus-type porous Cu( diameter of 100 mm,height of 150 mm) was successfully fabricated by metal-gas eutectic unidirectional solidification technique under hydrogen gas pressure of 0. 04,0. 07 and 0. 10 MPa at the holding temperature of 1456 K,and the porosities were 23. 1%,38. 5%,and 48. 2%,respectively. The samples were cut along the longitudinal incision and different heights by line cutting machine,and the sample photos and porosity were obtained by the scanner and Image J software. The effect of pressure on the lotus-shape porous Cu structure was studied. It showed that for porous Cu under a low pressure( less than 0. 2 MPa),an increased pressure would result in an increased porosity and an increased average pore diameter; when the pressure was 0. 1 MPa,the porosity increased to 48. 2% and the average pore diameter increased to 524 ��m; for the same sample,the porosity exhibited a change that increased slightly first and then decreased with the sample height increasing,and the porosity reached maximum at the height of about 50 mm. However,the distribution of pore and porosity for the lotus-type porous copper under high pressure were different,which further enriched the theoretical and experimental research about the effect of pressure on the porosity structure of lotus-type porous copper.
Keyword��
directional solidification; lotus-type porous Cu; porosity; low pressure;
Received�� 2013-11-12
����-���干���������̷�, Ҳ����Ϊ ��Gasar��,����Ϊ��һ���Ʊ���������ϵĸ����Թ�����1 �� 2��,���õ���ź״������ڲ����׳�Բ����,�������̷����������ڽ��������С������Ŀ�϶�ṹʹ��ź״��������˾��д�ͳ���ս��ͻ����Ͷ�����������ص�( ���ܶȡ��߱�ģ���ͱ�ǿ���Լ����������������) ����3 �� 6��,������������������ص�,������ǿ����Ӧ������С,�����������õȡ����,�ڴ���ӹ�������������С��������塢�Ƚ������������������Ҫ��DZ��Ӧ�ü�ֵ��7����
ź״��ṹ������Ҫ���������ʡ����Լ����Ŀռ�ֲ�,����ѹ��Ӱ����Щ��������Ҫ����֮һ��8����Ŀǰ��������Ҫ�Ƕ�0. 2 MPa�����и���ѹ��ź״��ṹ��Ӱ��������о���9��, ���Ե���ѹ��ź״��ṹ�����о�����ǰ�˵������о���֪������ѹ������,����ԽС,�Ƚ������ϸС���ȵ����ṹ; �ϵ͵���ѹ��, ���Ի�������������ʾ��ϴ��ź״��ṹ��10�������,�Ե���ѹ��ź״��ṹ���о�����ȫ���˽���ѹ��ź״��ṹ��Ӱ��,Ҳ���Խ�һ����֤�ϴ��ź״���ͭ�ڴ�������Ⱥ��������Ӧ�á����ĶԵ���ѹ���Ʊ���ź״���ͭ�Ŀ�����϶�ʵķֲ������˷���,������Щ��������˽��͡�
1ʵ��
ź״���ͭ�����ɽ���-���干���������̷����Ʊ���ͼ1Ϊʵ����õ�Gasarģ��װ��ʾ��ͼ,ʵ�����ѡ�ô���Ϊ99. 99% �ĸߴ�ͭ��������ʵ��ʱ,���Ƚ��кõĴ�ͭ��������,�������10 Pa��������,����ͭ�ۻ���ֱ�������ѹ��( 0. 10,0. 07,0. 05 MPa) �ĸߴ�H2,����1456 K����10 min�Ա�֤��������ܽ⡣�����彽��ʯī����,������Һ�����������̺�,�ر�װ�õ�Դ�����¶Ƚ���343 K��йѹȡ������������ΪԲ����,ֱ��95 mm,�����߶���¯�������������ʾ�����
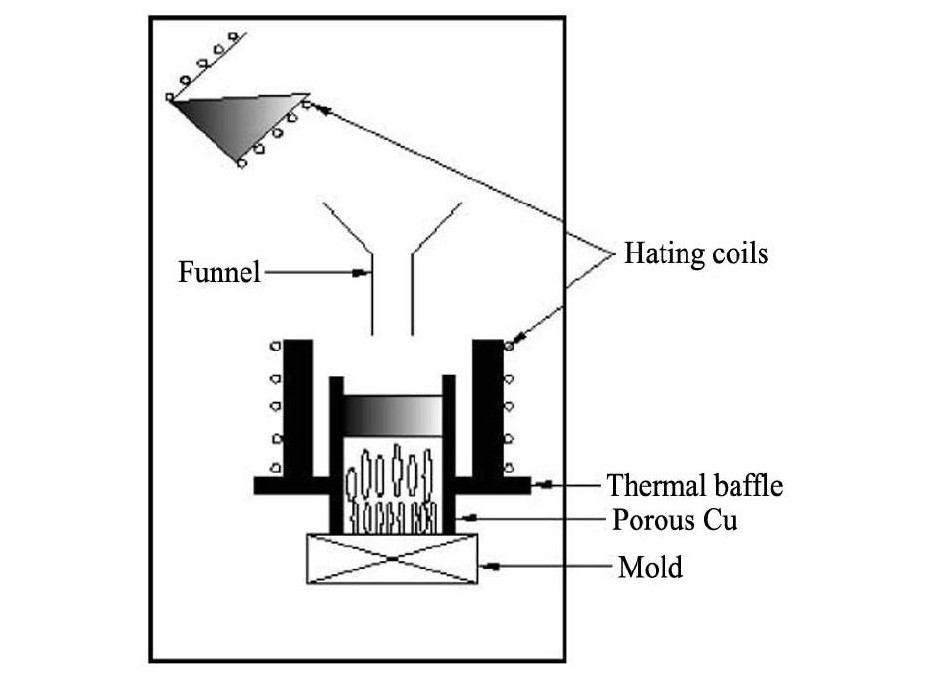
ͼ1ź״������Ʊ�װ��ʾ��ͼFig. 1Schematic diagram of fabrication apparatus for lotus- type porous metals
�����и���������������п�,���غ�����25,50,75,90 mm���п�,��ɰֽ��ĥ�����������,����MF3010ɨ���Dzɼ������ĺ��ݽ���ͼ,�Ա�۲����Ĵ�С���������ֲ�,��ͳ�������������ʺ�ƽ������ֱ�����������ɰ����¶��ɲ��,ƽ������ֱ����Image J������á�
2���������
2. 1��ѹ�����ṹ��Ӱ��
ͼ2Ϊź״���ͭ����ͼ,ͼ3��ʾ����ѹ��ź״���ͭ�����������ʺ�ƽ������Ӱ�졣���Կ���,�ڶ��ͭ������,�ϵ͵���ѹ�����Ĺ����Ժ;������нϴ��Ӱ��,���������̷����������ڽ��������С�������ѹ������,����������,����Ҳ��Ӧ����,���ֲ����Ӿ��ȡ�
��Gasar���̹�����,ź״��ṹ���γ�ȡ�������̽������κ˵������ܷ����һ��������11��������ǰ�Ľ��»�ʹ���������ܽ���Ĺ����ͶȺܴ�,�������������巢������֮ǰ�κˡ��������ϸ�����vP�������̽����ƽ�����( ��������) vSʱ,���ݾͻ���������ݳ���ʵ��ʱ,������ѹ,�������ղ���������һ��,�������������ͬ������ŵ��Re< 2ʱ,�����ϸ����ʿ���Stoke��ʽ��12�����м���:

ʽ��,rΪ���ݰ뾶,gΪ�������ٶ�,��LΪҺ���ܶ�,�� ΪҺ��ճ��,��GΪ�����ܶ�,�Ҹ����������嶨����:

ʽ��,pbΪ����������ѹ��,MH2Ϊ������Ħ������2. 0158 g��mol�� 1,RgΪ�������峣��8. 314 J��( mol��K)�� 1,TmΪ�۵��¶ȡ�

ʽ��,pH2Ϊ�����Ϸ�������ѹ��,pArΪ�����Ϸ������ѹ��,patΪ�����Ϸ����������ѹ�����ܺ�,��LΪ�����ܶ�,hΪ�������������������,gΪ�������ٶ�9. 8 m��s�� 2,��LGΪҺ/��������,rΪ���ݰ뾶��
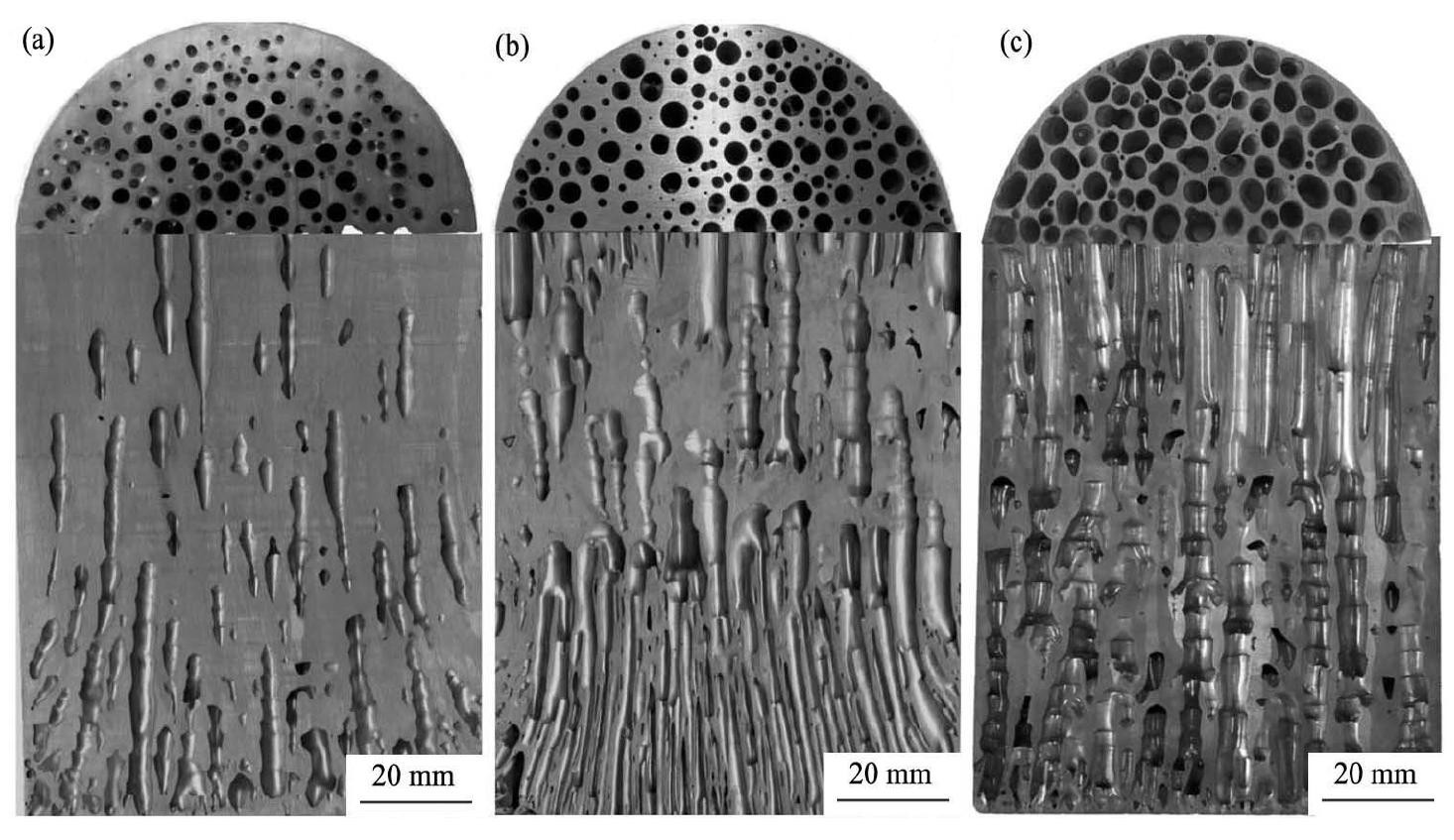
ͼ2��ͬ��ѹ��ź״���Cu�����Ķ�����òͼFig. 2 Cross section topographies of lotus-type Cu under different pressures ( a) 0. 05 MPa; ( b) 0. 07 MPa; ( c) 0. 10 MPa
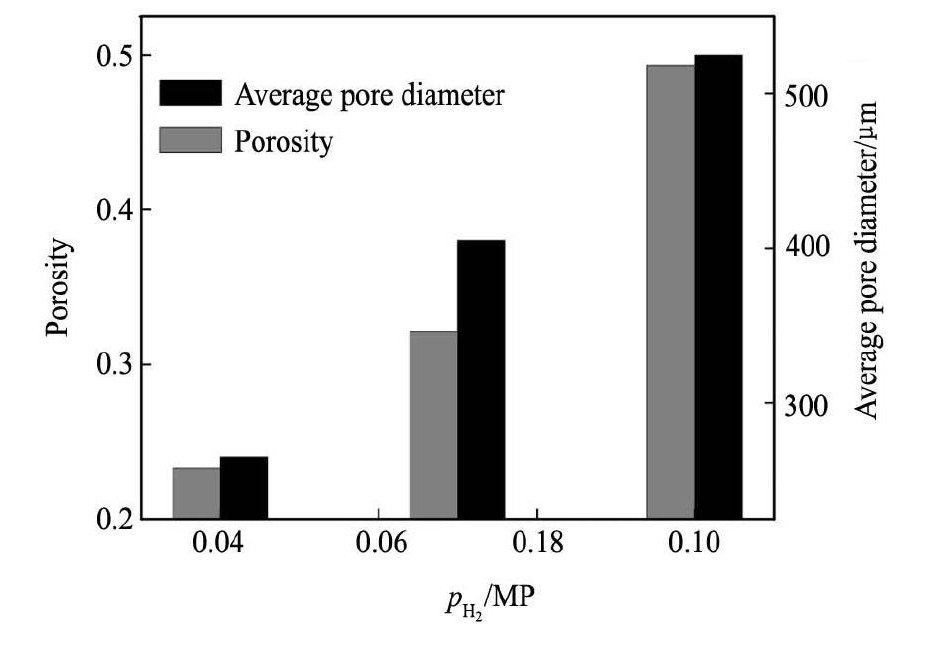
ͼ3��ѹ��ź״���ͭ�����������ʺ�ƽ������Ӱ��Fig. 3 Effect of pressure on porosity and average pore diameter of lotus-type copper sample
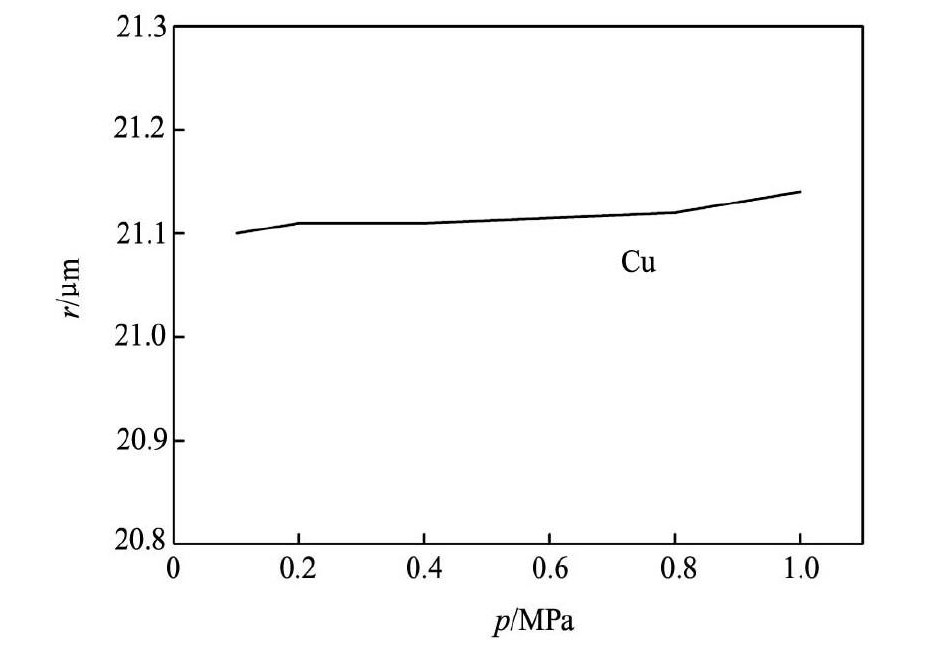
ͼ4�����ٽ��ϸ��뾶����ѹ�Ĺ�ϵFig. 4 Relationship between critical radius of bubble and pres- sure
Gasar���̹��̿ɿ�����������һά����Ĵ������⡣����ƽ��������,�������ȴ����������̱�ʾ��13��:

ʽ��,��SΪ������ȵ���,��LΪҺ����ȵ���,GSΪ�����е��¶��ݶ�,GLΪҺ���е��¶��ݶ�,��SΪ�����ܶ�,LmΪ�ᾧDZ��,vSΪ�������ʡ�
������[14]�����ز���,����ʽ( 4) �м���ɵý�ע�¶���1456 Kʱ,�������ʵ�ֵΪ2. 24mm��s�� 1��������������ֵ����ʽ( 1) �е�������ɵ������ٽ��ϸ��뾶����ѹ�Ĺ�ϵ,��ͼ4��ʾ��
��ͼ4���Կ���,����pat������,����Cu-Hϵ,�����ٽ��ϸ��뾶r�������ӡ�����ʽ( 1) ��ʽ( 2) ���Կ���,�����ϸ��뾶��������,����������������ѹ��������,���ݵ��ϸ�����vp���͡� ����ʵ��ʱ,��ע�¶ȱ��ֲ���,��������һ��, �������ݵ��ϸ�����vp����,�����������H2����Ȼ����,�����γ�ź״��ṹ��������֮����,���յ���������������ѹ�����߶����ӡ�
����ǰ�˵��о�,���ķǾ����κ�����15������ʽ( 5) ��ʾ:

ʽ��,NΪ������ԭ�ӵ���Ŀ,kΪBoltzmann����,TΪ����ѧ�¶�,hΪPlanck����,�� Ϊ����������H2��ı�������,��pΪ������ѹ���뻷�����ѹ����,f( ��) Ϊ���ݷǾ����κ�ʱ����״ϵ���
�ڵ���ѹ��,���ų�������ѹ��������,��P��Ӧ����,�κ���I����,��/Һ���洦�����κ˵�H2�����ӡ����������κ��ʵ�����,H2��ÿ��������ɢ������,���¶����ƽ��������
2. 2����ѹ�Ե������������ʵ�Ӱ��
ͼ5Ϊ0. 04,0. 07,0. 10 MPa��ѹ�������ڲ�ͬ�߶ȴ������ʵı仯ʾ��ͼ����ͼ5�п��Կ���,����ѹ�µ��������Ŀ�϶�ʳ������������ٽ��͵����ơ�ǰ�˵��о�����: ���и���ѹ��,ź״���ͭ���������ڲ�ͬ�߶ȴ�����������16������Ȼ,�ڵ���ѹ�²�ͬ�߶ȴ���������ǰ�˵��о���ͬ��
���������忪ʼ����ǰ�����κ�,����ǰ��, ��������vS��Խϸ�,���̹��̽��еúܿ�,�����ʻ������ֲ��䡣ͼ5��ʾ����ǰ������������������,ԭ��������������ϸ������кϲ����ֻ��������κ˽϶ࡣ���̺���,��������vS��Խϵ�,�����ϸ�����vP��Խϸ�,�������ϸ������лᲿ���ݳ�,���Խ��Ƶ���Ϊ���������κ�Ũ��Cn�IJ��ֻ�ȫ���ݳ�,�������ݳ�ϵ��a��17����ʾΪ:
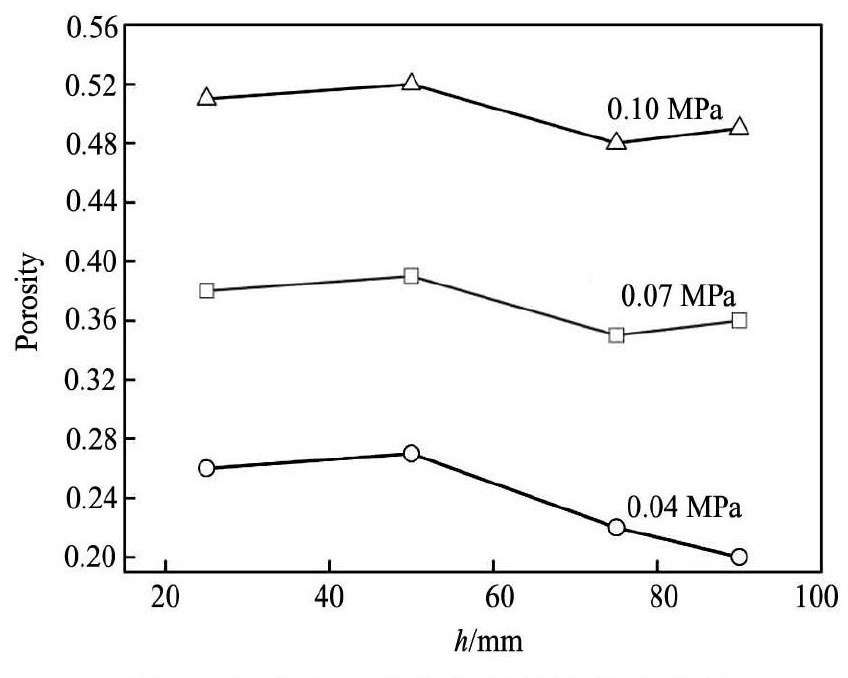
ͼ5�������������߶ȱ仯��ʾ��ͼFig. 5 Porosity changing with specimen heigh

ʽ��,C0Ϊ������ԭʼ��Ũ��,TLΪҺ���¶�, TmΪ�۵�,pb����������ѹ����
���ʽ( 6) ��ʽ( 3) ���Կ���,�����������̲��ȵ�����,�������������������h����,�ݳ�ϵ��a�����������̲������ӵ�һ���̶�ʱ,�������������������h�ͻ���������ݳ�ϵ��a���һ����Ӱ�졣���,���������̲������ӵ�һ���̶�ʱ,�����ݳ�������,�����̽��沶�������γ�ź״��ṹ����������֮����, �̶���������ʽ��͡�
3����
�����������Ƶ�Gasarģ��װ��,������ѹ0. 04,0. 07,0. 10 MPa�ɹ��Ʊ���ź״���ͭ����,�����ڵ���ѹ��,������ѹ������,����������,����Ҳ��Ӧ������; ���������߶ȵ�����,�����ʳ����������Ӻ��С�����ơ�
