
Nd-Fe-B�����ս����ܻ����̵��о�
��̶��ѧ��е����ѧԺ,�����Ƽ���ѧ�½������Ϲ����ص�ʵ���� ������̶411105,����100083
ժ Ҫ��
����������Nd-Fe-B������ս����ܻ�����, ��������Чϡ���������Ͻ��ĩ�������ս����ܻ����̵Ĺ�ϵ, ������Nd-Fe-B�����ս���̵����ܻ����ơ�Nd-Fe-B�����ս����ܻ����̿ɷ�Ϊ3����, �����ܻ�����Ѹ�ٽ��нΡ��������нΡ�����ȶ���;�����ս��¶ȵ�����, ��һ�α��ֵø�Ϊͻ��, �ڶ��ζ�Ӧ���ս�ʱ�����δ�����̡���Чϡ����������ߡ��Ͻ��ĩ���ȵļ�С�����ٽ�Nd-Fe-B�����ս����ܻ����̡�������������Լ����������������״��λ�Ա仯��Nd-Fe-B�����ս���̵�������Ҫ���ܻ�����, ���Һ��߶���Nd-Fe-B�ս����ʵ����ȫ���ܻ����ž����Ե����á�
�ؼ��ʣ�
��ͼ����ţ� TM271
�ո����ڣ�2006-05-15
���������ص�����о���չ�ƻ� (973) (G2000-67201-3) ������Ŀ;
Densification during Sintering of Nd-Fe-B Magnet
Abstract��
The densification process and densification mechanism during sintering of Nd-Fe-B magnets were investigated.The densification process includes rapid densification stage, slow densification stage and saturation densification stage.A higher effective total rare earth content or a smaller average size of alloy powder accelerates the densification process markedly.The densification process progresses through (Nd2Fe14B) grain rearrangement, (Nd2Fe14B) grain growth and (Nd2Fe14B) grain shape accommodation.Moreover, Nd2Fe14B grain growth and Nd2Fe14B grain shape accommodation are considered to be the key factors leading to full densification of sintered Nd-Fe-B magnet.
Keyword��
Nd-Fe-B magnet;sintering;densification;rare earths;
Received�� 2006-05-15
�ս��Ƿ�ĩ���ĩ������һ�����¶��º������б����ʵ���ʱ���������Ĺ��̡����ս������, ����һϵ�е������ͻ�ѧ�ı仯, ��ĩ�����ľۼ���ת��Ϊ�����ľ۽���, �Ӷ�����������ܵIJ��ϻ���Ʒ
1 ʵ��
ѡ��ҵ���ĺͺϽ�Ϊԭ����, �Ͻ���Ƴɷ�ΪNd32Dy1.5FebalAl0.4B1.02, Nd33Dy1.5FebalAl0.4B1.02��Nd35Dy1.5FebalAl0.4B1.02, Ӧ����Ƶ��ո�Ӧ����¯������ձ����������Ͻ𡣺Ͻ�����������е�֡���������̺�, Ӧ������ĥ�Ʊ�ƽ������ԼΪ4.0��m (FSSS) �ĺϽ��ĩ���Ͻ��ĩ��1440��1600 kA��m-1�Ĵų���ȡ��, Ӧ�ô�ֱ��ģѹ+��Ⱦ�ѹ�ķ�ʽ���͡�������1��10-2��1��10-3 Pa��������·ֱ���1323, 1353��1383 K�սᱣ�ֲ�ͬʱ��, ������1173��1193 K�ػ�2 h, ��853��893 K�ػ�3 h���ս�Nd-Fe-B������Ʒ�ijߴ���Ϊ��12.5 mm��36 mm, ������Ϊѹ�Ƴ���ʱ�Ĵų�ȡ����
Ӧ��Cambridge S250MK2��JEOL JSM-6360LV��ɨ��������� (SEM) �۲��������֯��Ӧ����ˮ���ⶨ��Ʒ�ܶ�ֵ, ���ù����ƽ���ͺ�ΪMettlerAE163, �侫ȷ��Ϊ1/10000��
2 ���������
2.1 Nd-Fe-B�����ս����ܻ�����
���ܻ�ϵ�����DZ�ʾ�ս��������ܻ��̶ȵIJ�����

ʽ��d��d0�ֱ�Ϊ�ս�������ʵ���ܶ��������ܶ�;dcΪѹ���������ܶȡ���ʵ��������, dcֵ�����١�ȷ�ⶨ;�ս�������ʵ�ʻ�ѧ�ɷ֡�����֯�и�����������ȷ�ⶨ, d0ֵҲ����ͨ���������á�����ȷ������Ͻ�ɷֵ�ijһ����Ʒ��˵, �����ս��¶ȵ��������ս�ʱ����ӳ�, ��Ʒʵ���ܶ�dֵ����, ���������ȶ����ﵽ���ֵ, ��dmax��ʾ����dmax��Ϊ���ն���, Ӧ��d��dmax�ı�ֵd/dmax��������Ʒ���ܻ��̶����ս��¶ȵ��������ս�ʱ����ӳ����仯������������������, d/dmax���Խ�����Ϊ��ͬ������ܶ�d/d0��
ͼ1�Ƿֱ���1323, 1353, 1383 K�ս�0.25, 0.5, 1, 2, 4��8 h��Nd33Dy1.5FebalAl0.4B1.02�ս����d/dmax�仯�������δ�ս��������ܶ�ԼΪ4.8g��cm-3;����dmax����7.562 g��cm-3, Ϊ��1383 K�սᱣ��24 h����Ʒ���ܶ�ֵ����1323 K�ֱ��ս�0.25, 0.5, 1, 2, 4��8 h, Nd33Dy1.5FebalAl0.4B1.02�ս�����ܶ�ֵ�ֱ�Ϊ6.423, 6.687, 6.836, 7.058, 7.201��7.231 g��cm-3, ��Ӧ��d/dmaxֵ�ֱ�Ϊ84.9%, 88.4%, 90.3%, 93.3%, 95.2%��95.6%����1353 K�ֱ��ս�0.25, 0.5, 1, 2, 4��8 h, Nd33Dy1.5FebalAl0.4B1.02�ս�����ܶ�ֵ�ֱ�Ϊ6.762, 7.191, 7.312, 7.456, 7.510��7.540 g��cm-3, ��Ӧ��d/dmaxֵ�ֱ�Ϊ89.4%, 95.1%, 96.7%, 98.6%, 99.3%��99.7%����1383K�ֱ��ս�0.25, 0.5, 1, 2, 4��8 hʱ, Nd33Dy1.5Febal Al0.4B1.02�ս�����ܶ�ֵ�ֱ�Ϊ7.009, 7.466, 7.532, 7.548, 7.548��7.552 g��cm-3, ��Ӧ��d/dmaxֵ�ֱ�Ϊ92.7%, 98.7%, 99.6%, 99.8%, 99.8%��99.9%��

ͼ1 Nd33Dy1.5FebalAl0.4B1.02�ս����d/dmaxֵ���ս��¶Ⱥ�ʱ��Ĺ�ϵ
Fig.1 Variation of d/dmaxvalue with sintering temperature and time for Nd33Dy1.5FebalAl0.4B1.02sintered magnets
Nd-Fe-B�����ս����ܻ����̿ɷ�Ϊ3����, �����ܻ�����Ѹ�ٽ��нΡ��������нΡ�����ȶ��Ρ����������ս��¶ȵ�����, ��3���ζ�Ӧ���ս�ʱ����������Ӧ�ط����仯�����ս��¶�Ϊ1323 Kʱ, ��һ�ζ�Ӧ��0��0.5 h���ս�ʱ������, ����һ��, d/dmaxֵѸ��������Լ88.4%;�ڶ��ζ�Ӧ��0.5��4 h���ս�ʱ������, ����һ��, d/dmaxֵ����������Լ95.2%;�����ζ�Ӧ��>4 h���ս�ʱ������, ����һ��, d/dmaxֵ�仯���ӻ���, ��������ȶ�, ���������Ե������ս��¶�Ϊ1353 Kʱ, ��һ�ζ�Ӧ��0��0.5 h���ս�ʱ������, ����һ��, d/dmaxֵѸ��������Լ95.1%;�ڶ��ζ�Ӧ��0.5��2 h���ս�ʱ������, ����һ��, d/dmaxֵ����������Լ98.6%;�����ζ�Ӧ��>2 h���ս�ʱ������, ����һ��, d/dmaxֵ���ӻ���������, �ӽ�100%�����ս��¶�Ϊ1383Kʱ, ��һ�α��ֵø�Ϊͻ��, �ڶ��ν�����ʧ, ���Ӧ���ս�ʱ�䲻����1 h;�������ݵĵ�һ������֮��, Ѹ�ٽ�������Ρ�
��1383 K�ս�1 h֮��, Nd33Dy1.5FebalAl0.4B1.02�ս������ܶ�ֵΪ7.532 g��cm-3, ��Ӧ��d/dmaxֵΪ99.6%������1323 K�ս�1 h֮��, Nd33Dy1.5FebalAl0.4B1.02�ս������ܶ�ֵ��Ϊ6.836g��cm-3, ��Ӧ��d/dmaxֵ��Ϊ90.3%;�뾭��Լ4h�ս�ʱ��֮��, d/dmaxֵ�Ŵﵽ95.2%, �˺��һ���ӳ��ս�ʱ��, d/dmaxֵ�仯����, �����Խӽ�100%���ɼ�, ���ս����ܻ���������������õ����ս��¶ȡ��ս��¶�����, �ɴٽ��ս����ܻ����̵Ľ���;�ս��¶�ƫ��, ��ʹ�ӳ��ս�ʱ��, ���ܻ�����������Խ��е���ȫ�����ס�
2.2 �ս����ܻ���������Чϡ�������Ĺ�ϵ
��ƺϽ�ɷ�ʱȷ����ϡ��������֮Ϊ����ϡ������ (NTRE) �����ǵ��Ͻ�����ʱϡ��Ԫ�ص������Լ���Ʒ�Ʊ�������ϡ��Ԫ�ص�����, �ܹ������γ��ս���������ϡ�����ϡ��������֮Ϊ��Чϡ������ (ETRE) ���ڱ�����������, ����Nd-Fe-B�Ͻ�ʱ, ϡ��Ԫ�� (��Ҫ��Nd) ��������ԼΪ0.8%������Ʒ�Ʊ�������, ���ָ�ϡ��������������Nd2O3

��������Ʒ������ɷ֡�����ϡ������ (NTRE) ������������Чϡ������ (ETRE) �Լ�Ӧ�õĺϽ��ĩƽ���������ڱ�1��
ͼ2����1353 K�ս�0.25, 0.5, 1, 2, 4��8h��Nd35Dy1.5FebalAl0.4B1.02��Nd32Dy1.5FebalAl0.4B1.02�ս����d/dmax�仯���������1353 K�սᱣ��24 h��Nd35Dy1.5FebalAl0.4B1.02������Nd32Dy1.5Febal Al0.4B1.02�����ܶ�ֵ�ֱ�Ϊ7.519��7.547g��cm-3, ��Ϊ��������Ʒ��dmaxֵ��
��1 ������Ʒ�ijɷ֡�NTRE����������ETRE��Ӧ�õĺϽ��ĩƽ������ ����ԭͼ
Table 1 Nominal composition, NTRE, oxygen content and ETRE of samples, and average particle size of alloy powder for preparing samples
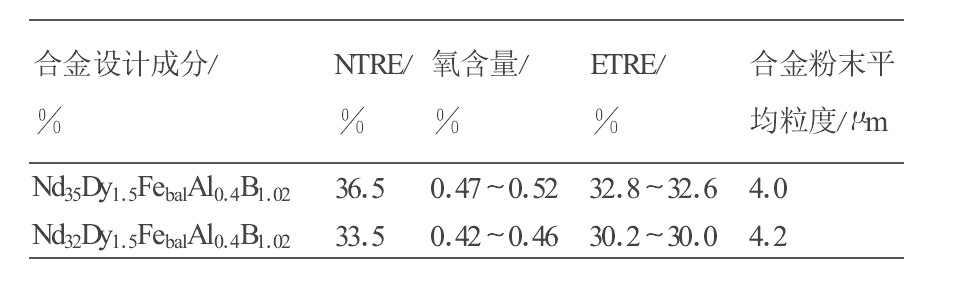
��1 ������Ʒ�ijɷ֡�NTRE����������ETRE��Ӧ�õĺϽ��ĩƽ������
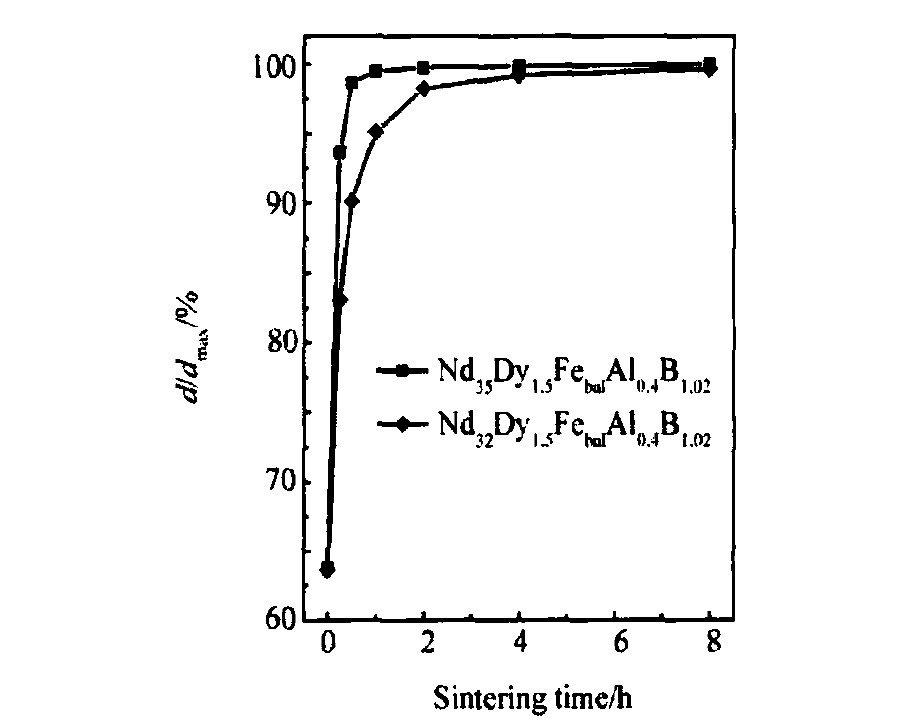
ͼ2 Nd35Dy1.5FebalAl0.4B1.02��Nd32Dy1.5FebalAl0.4B1.02�ս����d/dmax���ս�ʱ���ϵ
Fig.2 Variation of d/dmaxwith sintering time for Nd35Dy1.5Febal Al0.4B1.02and Nd32Dy1.5FebalAl0.4B1.02sintered magnets
����Nd35Dy1.5FebalAl0.4B1.02�ս����, ���ս�ʱ��Ϊ0.5 hʱ, ���ܶ�ֵΪ7.414 g��cm-3, ��Ӧ��d/dmaxֵ98.6%��������Nd32Dy1.5FebalAl0.4B1.02�ս����, ���ս�ʱ��Ϊ0.5 hʱ, ���ܶ�ֵΪ6.802 g��cm-3, ��Ӧ��d/dmaxֵΪ90.1%;���ս�ʱ��Ϊ2 hʱ, ���ܶ�ֵΪ7.411 g��cm-3, ��Ӧ��d/dmaxֵΪ98.2%�����Կ���, ���ս���̿�ʼ�ij���, Nd35Dy1.5FebalAl0.4B1.02�ս������ֳ����ԵĿ������ܻ���������Чϡ���������, �ٽ��ս����ܻ����̵Ľ��С�
2.3 �ս����ܻ��������ĩ���ȵĹ�ϵ
ͼ3��ƽ�����ȷֱ�Ϊ4��6.7��m�ĺϽ��ĩ��1353 K�սͬʱ���Nd35Dy1.5FebalAl0.4B1.02�ս����d/dmax�仯�����������dmax����7.519g��cm-3, ����ԭʼ�Ͻ��ĩƽ������Ϊ4��m����1353 K�սᱣ��24 h����Ʒ�ܶ�ֵ��Ӧ��4��m�Ͻ��ĩ�Ʊ����ս����, ���ս�ʱ��Ϊ1 hʱ, ���ܶ�ֵΪ7.483 g��cm-3, ��Ӧ��d/dmaxֵΪ99.5%, �ѽӽ����ֵ�������ȶ���Ӧ��6.7��m�Ͻ��ĩ�Ʊ����ս����, ���ս�ʱ��Ϊ1 hʱ, ���ܶ�ֵΪ6.948 g��cm-3, ��Ӧ��d/dmaxֵΪ92.4%;�ս�4 h֮����Ʒ���ܶ�7.142 g��cm-3, ��Ӧ��d/dmaxֵΪ95.0%;��һ���ӳ��ս�ʱ��, ��d/dmaxֵ�����Խӽ�100%����������, Ӧ��6.7��m�Ͻ��ĩ�Ʊ�����Ʒ, ���ս����ܻ�����������������, ���ս����ܻ����̵Ľ��������ͺ���Ӧ��4��m�Ͻ��ĩ�Ʊ�����Ʒ��
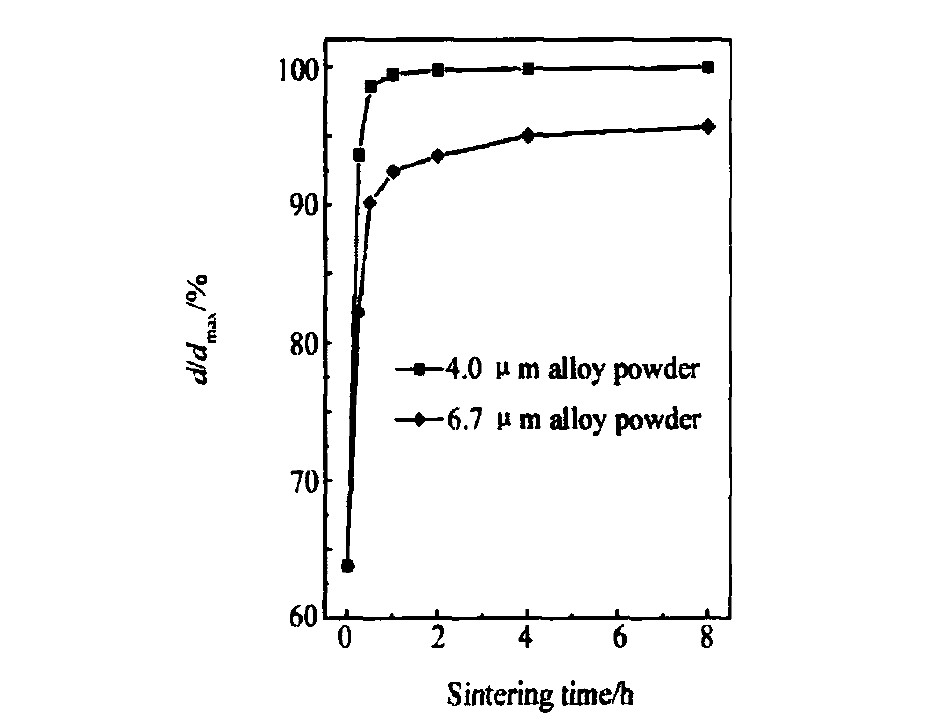
ͼ3 Ӧ��4��6.7��m��ĩ�Ʊ���Nd35Dy1.5FebalAl0.4B1.02����d/dmax���ս�ʱ���ϵ
Fig.3 Variation of d/dmaxvalue with sintering time forNd35Dy1.5FebalAl0.4B1.02sintered magnets prepared from 4 and 6.7��m alloy powder, respectively

ͼ4 ��1323 K�ս�0.25 h (a) ��1 h (b) ����1383 K�ս�0.5 h (c) ��2 h (d) ��Nd33Dy1.5FebalAl0.4B1.02����Ͽ�SEM���ε�����
Fig.4 SEM secondary electron images of fracture surface for Nd33Dy1.5FebalAl0.4B1.02magnets sintered at 1323 K for 0.25 h (a) and 1 h (b) , and at 1383 K for 0.5 h (c) and 2 h (d) , respectively
2.4 Nd-Fe-B�����ս����ܻ����Ʒ���
ͼ4��ǰ����˵������1323 K�ս�0.25, 1 h�Լ���1383 K�ս�0.5, 2 h��Nd33Dy1.5FebalAl0.4B1.02����Ͽڵ�SEM���ε�������ͼ4 (a) , (b) ���Կ���, ��ʣ�������, ��������⻬, ����״����Ϊ����;�ڲ����ڿ������ܻ�����, ������״����Ϊ�����, �˴˽������С���ͼ4 (c) , (d) ���Կ���, �����ڲ�����������, �ӽ���ȫ��ʧ, �������ྦྷ����������, ����״����Ϊ���͵Ķ���Ρ���4��������Ʒ��d/dmax��ֵ�ֱ�Ϊ84.9%, 90.3%, 98.7%, 99.8%�������ս��¶ȵ�������ս�ʱ����ӳ�, �������ܻ��̶����, ���ڲ�������;�ڴ������ܻ��̶���ߵ�ͬʱ, ��������ྦྷ�������뾧����״����Ĺ��̡�
Ŀǰ���ڹ�ҵ����Nd-Fe-B������ѡ����ս��¶�һ��Ϊ1323��1383 K������Nd-Fe-B��Ԫϵ������ͼ
Nd2Fe14B��������, �������ܻ��̶���֮��ߡ������ڸ�NdҺ��������������ʣ���, ����ͨ��Nd2Fe14B�������Ų�����ʵ����������ȫ���ܻ�
ϸСNd2Fe14B������ִ�����ļ���ͻ����λ, �����ʰ뾶С, �ڸ�NdҺ���е��ܽ�ȴ���ЩϸС������ִ�����ļ���ͻ����λ�ܽ���Һ��, Ȼ���ڴִ������������������������ϸС������ʧ, �ִ��������, ����⻬, ��״�ӽ�������, ��ͼ6 (a) , (b) ��ʾ����Nd2Fe14B���������������״, ���ڸ�NdҺ���������㹻��������, ����֮���ʣ����Dz�������ʧ�ġ�ʵ����, �����ڴ��ڿ��ķ���ִ�������������С
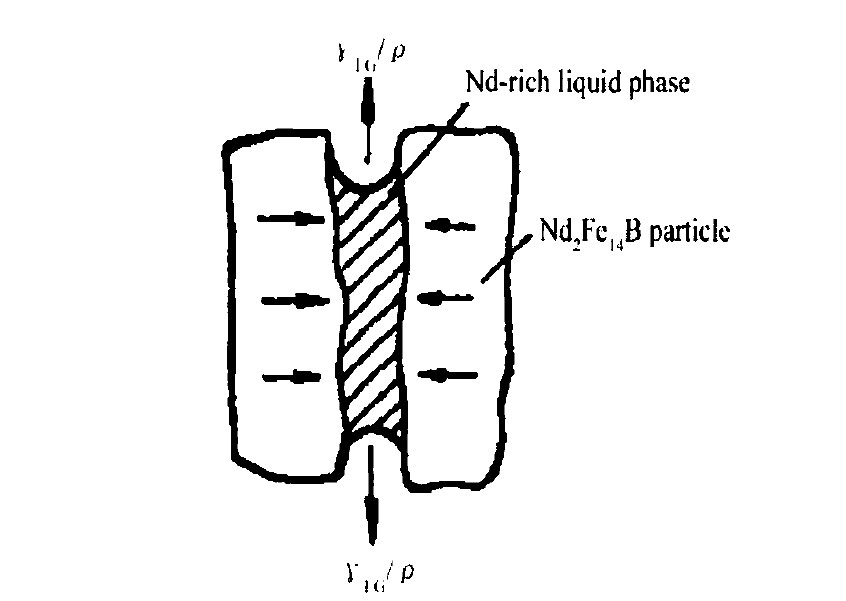
ͼ5 ��ëϸ����������Nd2Fe14B�����ӽ�����
Fig.5 Nd2Fe14B particles held together by capillary force
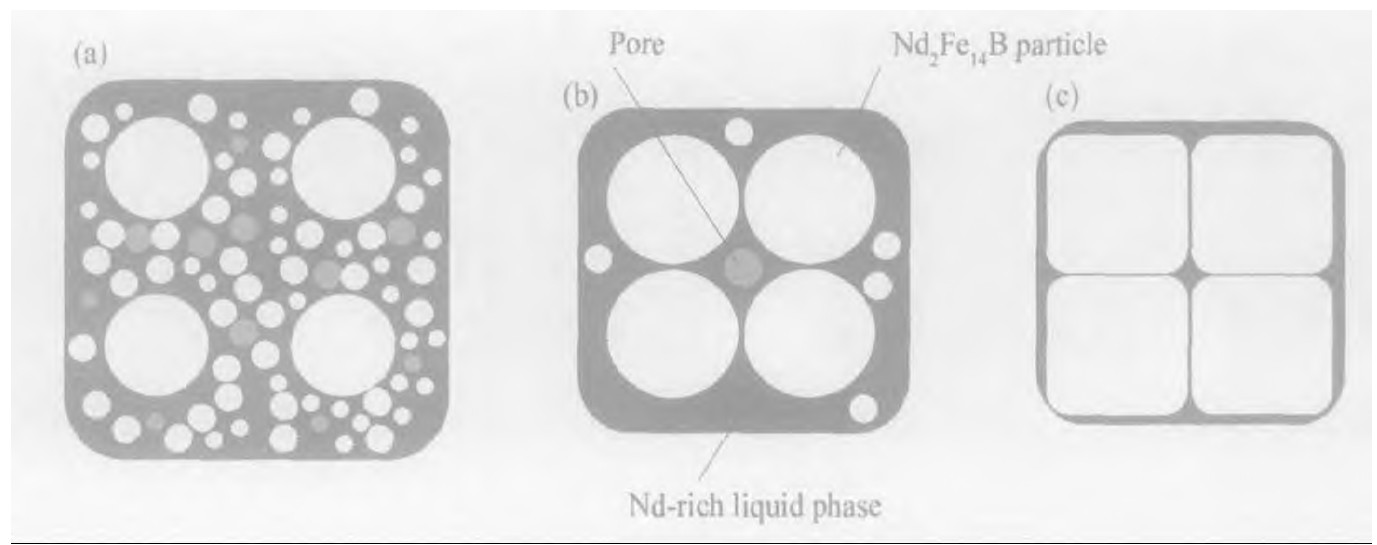
ͼ6 ������������״��λ�Ա仯���ս����ܻ����̵Ĺ���
Fig.6 Contribution of grain growth and grain shape accommodation to densification
���ս���̿�ʼ�ij���, �������ܻ��̶ȵ�, ��϶�ȴ�, ��NdҺ�����֮����������, ��ʪNd2Fe14B���������������϶;����Һ���������ëϸ����������, �������ת����λ�Ƶ�����ҲС, ����������˳�����С������ڲ�Nd2Fe14B������״������, ���ڴ����ļ���ͻ������, ��Щ����ͻ��������ϸСNd2Fe14B�����ܽ⡢����������������Ѹ��, ͬʱ������״��λ�Ա仯�����ս���̿�ʼ�ij���, �������������ܻ����ƵĹ�ͬ����, ���������ܻ��̶ȵ���Ѹ����ߡ��˺�, �����ڲ�Nd2Fe14B����֮���Ϊ�ӽ�, ��������ijЩ��λ����ֱ�ӽӴ������, ��������ʹҺ��������ø�������, ����Ҳʹ���������ת����λ�Ʊ�ø������ѡ������������, �����ܻ������й�����Ҫ�ǿ����ij�������״��λ�Ա仯�������ս���ڴ���ϸСNd2Fe14B�����Լ��ִ�Nd2Fe14B��������ͻ����λ���ܽ⡢������������ʧ, ����֮����ܽ�Ȳ��Խ��ԽС, �����ij�������״��λ�Ա仯����Ҳ����֮���������, ������ս������˵, �������ܻ��������Ա�û�����
��Чϡ������������, �����ս��¶ȵ����, �Ի������ս�����д��ڵĸ�NdҺ����;�����ս��¶ȵ��������Ը���Һ���Nd2Fe14B��������ʪ�ԼӾ�Һ��������ԭ�ӵĴ����Լ�������ܽ���������������, �Ӷ��ٽ����������Լ�������������״��λ�Ա仯, ʵ�������Ŀ������ܻ���
�Ͻ��ĩ���ȴִ�, �������и�Nd���ɢ��С, ���������������о��ȷֲ��������������, �����ս�ʱ��NdҺ��Ҳ�����ȷֲ�, ijЩ��λ���ڵ�Һ�����, ������û��Һ�ࡣ�ִ��Nd2Fe14B����ֱ�ӽӴ�, �����������ս�ʱҺ�������������Nd2Fe14B�����ִ�, �������ս�ʱ���ڸ�NdҺ��ij���ʹNd2Fe14B����ת����λ�Ƶ���������Ӧ�ôִ�Ͻ��ĩѹ�Ƴ��͵�������, ���ڴ��ڵ�ϸС������, ͨ��ϸС�������ܽ����������������еĿ�����������״��λ�Ա仯����Ҳ��ø������ѡ����, �Ͻ��ĩ���ȴִ�, ��������Nd-Fe-B������ս����ܻ����̡�
3 ����
1.Nd-Fe-B�����ս����ܻ����̷�Ϊ3����, �����ܻ�����Ѹ�ٽ��нΡ��������нΡ�����ȶ���;�����ս��¶ȵ�����, ��һ�α��ֵø�Ϊͻ��, �ڶ��ζ�Ӧ���ս�ʱ�����δ�����̡�
2.��Чϡ����������ߡ����ߺϽ��ĩ���ȵļ�С�����ٽ�Nd-Fe-B�����ս����ܻ����̡�
3.������������Լ����������������״��λ�Ա仯��Nd-Fe-B�����ս���̵�������Ҫ���ܻ����ơ��������������������״��λ�Ա仯����Nd-Fe-B�ս����ʵ����ȫ���ܻ����ž����Ե����á�
�����
[1] ������.��ĩұ��ԭ��[M].����:ұ��ҵ������, 1982.261.
[4] ������, �ν�ƽ, �����, ��.�ս�NdFeB����Ʋ�ȱ�ݷ���[J].���Բ��ϼ�����, 2001, 32 (1) :5.
[6] ������, �����.��ǿ�����塪ϡ����ϵ���Ų���[M].����:ұ��ҵ������, 1999.94.
