
DOI: 10.11817/j.issn.1672-7207.2016.08.002
��Ʒλ�߽��������ͭ��ѡұ��������
������1, 2, 3������1, 2, 3 ��������1, 2, 3��ͯ��1, 2, 3������1, 4
(1. ʡ������������ɫ������Դ������ù����ص�ʵ���ң����� ������650093��
2. ����������ѧ ������Դ����ѧԺ������ ������650093��
3. ����ʡ������β����Դ�������ù����о����ģ����� ������650093��
4. ����������ѧ ұ������Դ����ѧԺ������ ������650093)
ժ Ҫ��
ʯ���ڵ�Ʒλ�߽��������ͭ����ѡұ���Ϲ���ʵ�ָ�ͭ��ĸ�Ч���ա��о����������ĥ�����ȣ�0.074 mm�Ŀ���ռ80%(��������)��������ˮ��������Ϊ600 g/t����ϲ��ռ�����ҩ+�������ҩ����(������1:1)Ϊ260 g/t��ͭ����ָ����ѣ���2�δ�ѡ��1��ɨѡ��3�ξ�ѡ��·�����õ�ͭ������ͭƷλ(��������)Ϊ12.89%��������(��������)42.78%����ѡβ���������������ĥ�����ȣ�0.045 mm�Ŀ���ռ80%(��������)����������Ϊ15 kg/t��Һ��������2:1��ת��Ϊ200 r/min������ʱ��Ϊ2 hʱ��ͭ������(��������)Ϊ91.52%��ͭ���ۺϻ����ʴ�95.15%��
�ؼ��ʣ�
����ͭ����ѡұ������������ѡ��������
��ͼ����ţ�TD95 ���ױ�־�룺A ���±�ţ�1672-7207(2016)08-2550-06
Low-grade and high combination ratio copper oxide ore using united technology of beneficiation and metallurgy
CUI Yiqi1, 2, 3, MENG Qi1, 2, 3, WANG Feiwang1, 2, 3, TONG Xiong1, 2, 3, DONG Peng1, 4
(1. State Key Laboratory of Complex Nonferrous Metal Resources Clean Utilization, Kunming 650093, China;
2. Faculty of Land Resource Engineering, Kunming University of Science and Technology, Kunming 650093, China;
3. Yunnan Province Engineering Research Center for Reutilization of Metal Tailings Resources, Kunming 650093, China;
4. Faculty of metallurgical and Energy Engineering, Kunming University of Science and Technology, Kunming 650093, China)
Abstract: A refractory low-grade oxide copper ore in Yunnan which contains large amounts of combined copper was studied using united technology of flotation and hydrometallurgy. Flotation experiments results show that a maximum copper recovery and grade of mass fraction of 42.78% and 12.89% are obtained with the grinding fineness of particles mass fraction of 80% particle size less than 0.074 ��m, the sodium silicate dosage 600 g/t, the mixed collector of butyl xanthate and isoamyl xanthate (mass ratio 1:1) dosage 260 g/t. The copper in flotation tailings is leaching with sulfuric acid. The copper extraction of 91.52% is obtained with the grinding fineness of particles mass fraction of 80% particle size less than 0.045 ��m, the sulfuric acid dosage 15 kg/t, the liquid-solid mass ratio 2:1, the speed 200 r/min, the leaching time 2 h. The total recovery of copper is 95.15% using united technology of beneficiation and metallurgy.
Key words: copper oxide ore; united technology of beneficiation and metallurgy; flotation; leaching
��ѡ�dz�����ͭ����յķ����������ھ������ÿɸ��Ե���ͭ������ӵ�������������ɸ��Ե�����ͭ��[1-2]��ѡ��ɱ���Խϵͣ����Խ������ͭ�������ܻ���[3-4]���������ᶼ�ܽ�������ͭ���������ں�����̼���εĿ�ʯ[5]�������Ժ������ο�ʯ��Ϊ��Ч[6-7]���������[8]�ڳ��³�ѹ�������ð�-̼����什�����ƺ���Ӷ�����ͭ��ȡ��һ���ɹ������� ά[9]�о����֣���-�Ȼ���ܿ��ٽ�ȡ��ʯ�е���������ͭ�ͺ��������������ͭ�Ľ����ʺܵ͡�ij��ѡ����ͭ��ԭ��ͭƷλΪ1.63%������ͭ����ʴ�45.39%����ѡ�����ʽ���57.12%�����˹�[10]�������-��ѡ���Ϲ��գ�ͭ���ܻ����ʴ�82.70%���ϰ���-��ѡ�����21.42%�������ڿ�ʯ��CaO��MgO�ܺʹﵽ16.11%����Ľϴ�����ͭ��������Ϊ14:1����������[11]��ij�߸�þ�߽��������ͭ���÷���ѡ�ѳ���þ-����������գ���������þ�Խ�����Ӱ�죬ͬʱ�������������Ӻ��ʵ��������ٽ�ͭ������ܽ⣬����ͭ�����ʴ�84.6%��ij��ѡ����ͭ��ԭ��ͭƷλΪ2.86%��������Ϊ77.68%��Ԭʢ����[12]���������1 h�����м������۽����û���Ȼ����и�ѡ����ͭ������ͭ�����ʴ�92.92%������ij����ͭ��Ʒλ�͡������ʸߡ�����ʸߣ���һ��ѡ��������������ܴﵽ��ֻ���ͭ�����Ŀ�ġ�����������Ըÿ�ʯ���ص���ø�ѡ-�������Ϲ������̣���������ضԸ�ѡָ���Ӱ�죬ȷ������ѽ���������ʵ���˶Ը�ͭ��ĸ�Ч���ա�
1 ����
1.1 ��������
����ȡ������ijͭ�����������顢���ȡ�ȡ�����ֱ����ԭ���������ԭ��ѧ��Ԫ�ط�����ͭ���������XRD�������������1~3��ͼ1��
�ӱ�1~3��֪��ԭ��ͭƷλ(��������)�ϵͣ�Ϊ0.33%����������ͭΪ�������н������ͭ�����ߴ�46.88%����ʯ��SiO2����ռ60.78%(��������)����ʯ�����ԣ�XRD�����ʾ����ʯ������ҪΪʯӢ���س�ʯ�ȹ����������������Ա����ÿ�ʯ����Ʒλ���߽��������ͭ��
��1 ԭ����������(��������)
Table 1 Spectrum analysis results of raw ore %
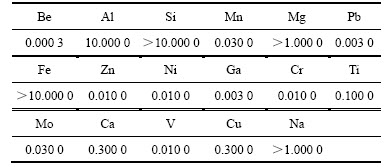
��2 ԭ��ѧ��Ԫ�ط������(��������)
Table 2 Chemical mult-element results of raw ore %

��3 ͭ����������(��������)
Table 3 Analysis results of copper phase %

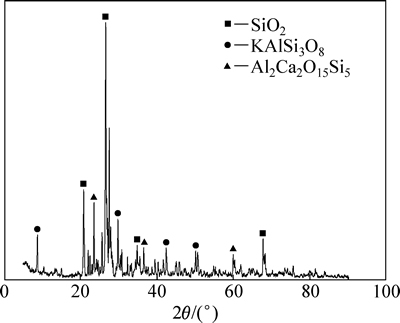
ͼ1 ԭ��XRD�������
Fig. 1 XRD analysis results of raw ore
1.2 ���鷽��
���ݿ�ʯ���ʣ�������ø�ѡ-�������Ϲ������̻������е�ͭ����ѡΪ1��ĥ��2�δ�ѡ����2�δ�ѡҩ������Ϊ�״δ�ѡ����1/2��2�δ�ѡ����ϲ���Ϊͭ�־������ˡ���ɡ����������飬������ʺͻ����ʣ���ѡ����ԭ�����̼�ͼ2��

ͼ2 ��ѡ����ԭ������ͼ
Fig. 2 Flow sheet of flotation
��ѡβ�������������������ᰴ����Һ�̱���ˮϡ�ͣ������ձ��У�Ȼ���õ�����ƽ��ȡ100 gĥ�õ���������ʢ��������ձ��У����ں���ˮԡ���ڣ��㶨ת�٣��������������ʱ�䣬��Һ���������ɡ����������飬����ͭ�����ʡ�
2 ���������
2.1 ��ѡ�����о�
ԭ���к���һ��������ͭ��Լռ40.62%���ⲿ��ͭ����ø�ѡ�����л��ա�
2.1.1 ĥ�����ȶ�ͭ�����ʵ�Ӱ��
����ĥ�����ȶ�ͭ�����ʵ�Ӱ�죬���ռ�Ϊ����+�����(������1:1)����200 g/t���������̼�ͼ2�������ͼ3��

ͼ3 ĥ������������
Fig. 3 Results of flotation with different grinding fineness
��ͼ3��֪������ĥ�����ȵ����ӣ�������ͭƷλ�����ߣ�ͭ�����������ߺͣ���������ԭ�������ʸߣ�ĥ��������¿�ʯ���ʹ��ѡ��������ˣ����ƺ�����ĥ������������ͭ����Ļ��գ�ѡȡ����0.074 mm�Ŀ���ռ80%��ĥɰ��
2.1.2 ���ռ������ͭ���յ�Ӱ��
��ͭ��ѡ���ò��ռ�Ϊ��ҩ�ࡢ���ࡢ��ҩ��ȣ��������������ء�������У�����֮��Ϊ���������������ޣ���ϲ��ռ��ɳ�ַ���ҩ��Эͬ���ã���������ѡ���Լ汸�������ؽ�Ϊ����[13]��Ϊ�����ѵĸ�ѡָ�꣬���鿼���˲�ͬ���ռ��Ը�ͭ��ѡ��Ӱ�죬���ռ�����Ϊ200 g/t���������̼�ͼ2�������ͼ4��
ͨ���Աȵ�һ���ռ�����ҩ���������ҩ��BK320��ѡЧ�����֣����ö�����ҩ��õ�ͭ����ͭƷλ��ߣ��������ʵͣ�����BK320ͭ��������ߣ���Ʒλ�ϵͣ���������ѡ���Բ�����ȫ���������ҩ�����������ҩ+����ҩ���ͭ�����ʡ�Ʒλ��Ϊ���ֵ��ЭͬЧ���������ԣ������ѡȡ�������ҩ+����ҩ��Ϊ���ռ���

ͼ4 ���ռ�����������
Fig. 4 Results of flotation with different kind of collector
2.1.3 ���ռ�������ͭ���յ�Ӱ��
�����������ҩ+����ҩ���ҩ�����в��ռ����������о����������̼�ͼ2�������ͼ5��

ͼ5 ���ռ�����������
Fig. 5 Results of flotation with different collector dosages
��ͼ5��֪������ϲ��ռ�������140 g/t���ӵ�260 g/tʱ���־�����ͭƷλ��3.9%��ߵ�4.4%��ͭ�����������ߣ�����ϲ��ռ���������260 g/t�����ʲ������ӣ�ͭƷλ�����½����������ڲ��ռ������Ӵ�����ʯ���ϸ�����Ϊ�ˣ��������ҩ+����ҩ(������1:1)��ϲ��ռ�����ѡȡ260 g/t��
2.1.4 ˮ������ͭ���յ�Ӱ��
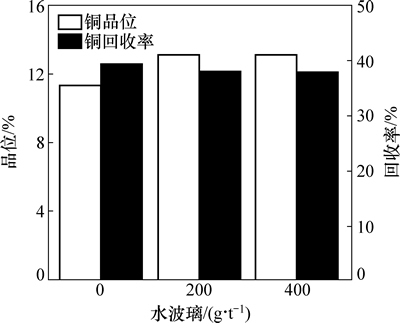
���ڸ�ͭ�������ʸߣ���ĥ�����������أ�ϸС�����϶࣬һ����ϸ�������������ռ�������ҩ�����ģ���һ����С����ḽ����ͭ������棬�������ռ���ͭ������������[14]�����ڿ�ʯ����Ҫ��ʯ����ʯӢ���س�ʯ���ԣ�ˮ������һ����Ч�ĵ�������ˮ����Ϊ�����壬�ڿ��зֽ�����HSiO3-��H2SiO3�����ʣ���ʯӢ�ȹ���������ʯ���������ã�ͬʱҲ����Ϊ��ɢ���������������Ӱ��[15]������ˮ����������ͭ���յ�Ӱ�죬�������̼�ͼ2�������ͼ6��

ͼ6 ˮ��������������
Fig. 6 Results of flotation with different sodium silicate dosages
��ͼ6��֪����ѡ����������ˮ����ʱ��ͭ�־����Ʒλ�ͻ����ʾ���һ���̶���ߣ���ˮ��������Ϊ600 g/tʱ��ͭƷλ������ߣ��˺������������������ͭƷλ�����ߣ�ͬʱ������Ҳ������ߡ��ۺϿ��dzɱ��뾭��Ч�棬ˮ��������ѡȡ600 g/t��
2.1.5 ��ѡ��ѡ����
ͨ������£���ѡ����һ�㲻����ҩ��������ʱΪ��������Ʒλ���ɲ�ȡ�ٴ��������Ƽ��ķ�����ʵ�֡����ǵ�ͭ�־����п��ຬ���ϸߣ���ѡ�������������������������ͭ����Ʒλ���������̼�ͼ7�������ͼ8����ͼ8��֪����ѡ����ˮ��������Ϊ200 g/t��ͭ����Ʒλ��߽ϴ��������н��ͣ��ɼ���ѡ����������ʯ�д��ϸ���ˮ��������Ϊ400 g/t������Ϊ200 g/tʱ��ͭ����Ʒλ���������ԣ������ʼ������ͣ��ʾ�ѡ����ˮ��������Ϊ200 g/t��

ͼ7 ��ѡ���鿪·����
Fig. 7 Flow sheet of open circuit
ͼ8 ��ѡ������
Fig. 8 Results of concentration with and without sodium silicate
2.1.6 ��·��ѡ����
�����������о��Ļ����Ͻ��п�·���飬�������̼�ͼ7������������4��
��4 ��·������(��������)
Table 4 Result of open circuit process %
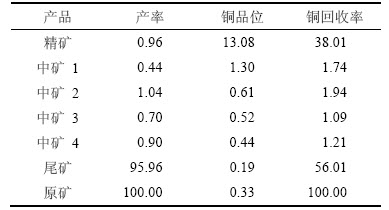
�ӱ�4��֪����·�����þ���ͭƷλΪ13.08%�����п��ƷƷλ��Ϊ�ӽ���Ϊ���������п�Ծ���Ʒλ���ţ���·�������̲����п��з��ش�ѡ�ķ�����
2.1.7 ��·��ѡ����
���ݿ�·���������Ըÿ����2�δ�ѡ��1��ɨѡ��3�ξ�ѡ��·���飬�������̼�ͼ9������ָ�����5������XRD���������ͼ10��β��ͭ��������������6��β��XRD��ͼ11��

ͼ9 ��·��������
Fig. 9 Flow sheet of closed circuit
��5 ��·����ָ��(��������)
Table 5 Results of closed circuit process %
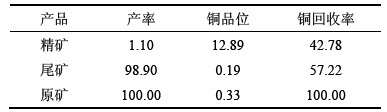
�ӱ�5��֪����·���ͭ����ƷλΪ12.89%��������Ϊ42.78%������XRD��������ͭ��������Ҫͭ����Ϊ��ͭ����ʯ��ʯӢ���س�ʯΪ����β��ͭ���������ʾ��β��ͭƷλΪ0.19%����ҪΪ����ͭ������ͭ����ʸߴ�68.43%�����ø�ѡ���������ܻ��ա�β��XRD����������β������ʯ��ҪΪʯӢ���س�ʯ�ȹ����ο�����ڴ�����ﲻ���ᷴӦ������ɲ�����������������ո�ѡβ���е�ͭ��Դ��
2.2 �����������
�Ը�ѡβ���������������飬ȷ�������������ĥ������Ϊ��0.045 mm�Ŀ���ռ80%����������������Ϊ15 kg/t��ת��Ϊ200 r/min��Һ�̱�Ϊ2:1������ʱ��Ϊ2 h���������Ľ���ָ�꣬�������7����ѡβ�����������ͭ������Ϊ91.52%����ʱ��ͭ�ܻ����ʴ�95.15%��

ͼ10 ����XRD��
Fig. 10 XRD pattern of concentrate

ͼ11 β��XRD��
Fig. 11 XRD pattern of flotation tailing
��6 β��ͭ����������(��������)
Table 6 Copper phase analysis results of flotation tailing %

��7 ����������
Table 7 Results of sulfuric acid leaching

3 ����
1) ������ͭ����ͭƷλΪ0.33%��������ͭռ40.62%���������ͭ�����ߴ�46.88%����ʯ��������ʯӢ�ͼس�ʯΪ���Ĺ�����������ʯ���������Ʒλ�߽������ѡ����ͭ��ʯ��
2) ͨ������ȷ���˸�ѡ-�������Ϲ������̣���ѡ��ѹ���������ĥ�����ȣ�0.074 mm�Ŀ���ռ80%����ϲ��ռ�����ҩ+�����(������1:1)����Ϊ260 g/t�����Ƽ�ˮ��������Ϊ600 g/t������2�δ�ѡ��1��ɨѡ��3�ξ�ѡ��·ʵ�����̣����ͭ������ͭƷλΪ12.89%��������Ϊ42.78%��
3) ��ѡβ��ֱ�������������ѹ�������Ϊ��ĥ�����ȣ�0.045 mm�Ŀ���ռ80%����������Ϊ15 kg/t��Һ�̱�Ϊ2:1��ת��Ϊ200 r/min�����³�ѹ����ʱ��Ϊ2 h��ͭ������Ϊ91.52%��
4) ���ø�ѡ-����ѡұ���Ϲ���ͭ�ۺϻ����ʴ�95.15%����ý�Ϊ�����ѡ��ָ�꣬ʵ���˸���ѡͭ��ĸ�Ч�������á�
�ο����ף�
[1] ������, ���ı�, ������. ����ͭ��ѡ����[M]. ����: ұ��ҵ������, 2009: 25-38.
LIU Dianwen, ZHANG Wenbin, WEN Shuming. Copper oxide ore flotation technology[M]. Beijing: Metallurgical Industry Press, 2009: 25-38.
[2] ��ع��, �Ӻ�, ������. ��ϲ��ռ���ѡ�������ʻ��ͭ��ʯ�����о�[J]. ��ұ����, 2001, 21(3): 53-55.
WANG Yuhua, ZHONG Hong, FENG Qiming. Flotation separation of low oxidation mixed copper ore with composed collector[J]. Mineral and Metallurgical Engineering, 2001, 21(3): 53-55.
[3] ������, ���پ�, ������, ��. ����ij��ѡ������ͭ��ʯ��ѡ�������о�[J]. ����ۺ�����, 2012(3): 18-22.
HUANG Yanlong, BAI Shaojun, WEN Shuming, et al. Experimental research on beneficiation of a refractory oxygen and sulfur mixed copper ore[J]. Multipurpose Utilization of Mineral Resources, 2012(3): 18-22.
[4] �ַ�÷, ������, �δ���. ���ɹ�ij������ͭ��ѡ�������о�[J]. �������������, 2012(1): 22-25.
JIA Fengmei, WANG Linxiang, REN Dapeng. Study on the beneficiation of a sulfide oxidized copper ore in Inner Mongolia[J]. Conservation and Utilization of Mineral Resources, 2012(1): 22-25.
[5] ����ҵ, ������, ����Ƽ, ��. ��������ij����ͭβ��Ľ����о�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2012, 43(6): 59-68.
MA Jianye, LIU Yunqing, HU Huiping, et al. Leaching of copper mine tailings from Tangdan[J]. Journal of Central South University (Science and Technology), 2012, 43(6): 59-68.
[6] ��Сƽ, ������. ����ͭ�������������о�[J]. ��ұ����, 2004, 24(6): 51-52.
LIU Xiaoping, LIU Binggui. Study on the test of acid leach with mixing in copper mine[J]. Mineral and Metallurgical Engineering, 2004, 24(6): 51-52.
[7] �´���, ����, ����ΰ, ��. ��Ʒλ����ͭ��ʯ��������������о�[J]. ʪ��ұ��, 2008, 27(3): 154-157.
CHEN Chunlin, ZHANG Xu, BAO Hongwei, et al. Research on leaching of low grade oxidized copper ore by sulfuric acid[J]. Hydrometallurgy of China, 2008, 27(3): 154-157.
[8] ������, ������, ��̫��, ��. ��ƺ���Ӷ���������ͭ���³�ѹ���������о�[J]. �������������, 2014(1): 26-29.
ZHANG Tiemin, FANG Jianjun, JIANG Taiguo, et al. Ammonia leaching study on Lanping carbonate silver oxidized copper ores in Yunnan[J]. Conservation and Utilization of Mineral Resources, 2014(1): 26-29.
[9] ��ά. MACA��ϵ�д�����Ʒλ����ͭ��Ļ������ۺ����о�[D]. ��ɳ: ���ϴ�ѧұ���ѧ�빤��ѧԺ, 2010: 92-97.
LIU Wei. Theoretical and technological study on treating low grade copper oxide ore in the system of MACA[D]. Changsha: Central South University. School of Metallurgical Science and Engineering, 2010: 92-97.
[10] ���˹�. ij��ѡ����ͭ���ѡұ�����о�[J]. ������ɽ, 2010(8): 436-438.
DONG Xingguo. Research on combined technology of beneficiation and metallurgy for refractory oxidized copper ore[J]. Metal Mine, 2010(8): 436-438.
[11] ������, ������, ����, ��. ���ϳ����Ѵ�������ͭ����������о�[J]. ����ۺ�����, 2012(2): 21-24.
L Mengyang, WEN Shuming, LIU Jian, et al. Experimental research on acid leaching of a refractory copper oxide ore in Chuxiong Yunnan[J]. Multipurpose Utilization of Mineral Resources, 2012(2): 21-24.
Mengyang, WEN Shuming, LIU Jian, et al. Experimental research on acid leaching of a refractory copper oxide ore in Chuxiong Yunnan[J]. Multipurpose Utilization of Mineral Resources, 2012(2): 21-24.
[12] Ԭʢ��, �걣��. ��ѡ����ͭ�����-�û�-��ѡ�����о�[J]. ��ұ, 2008, 17(1): 53-54.
YUAN Shengchao, GE Baoliang. Test on leaching and cementation and flotation of refractory oxidized copper ore[J]. Mining and Metallurgy, 2008, 17(1): 53-54.
[13] ��Դ, ����. ij����ͭ��������������о�[J]. ʪ��ұ��, 2011, 30(4): 284-290.
ZHOU Yuan, LIU Cheng. Test research on leaching of oxidized copper ore using sulfuric acid[J]. Hydrometallurgy of China, 2011, 30(4): 284-290.
[14] Ԭ����, �˼̷�, �Լ̴�. ����ij����ͭ��ѡұ���Ϲ��������о�[J]. ����ұ��, 2012, 41(5): 34-37.
YUAN Minghua, PAN Jifen, ZHAO Jichun. Test research on combined technology of beneficiation and metallurgy for a copper oxide ore in Yunnan[J]. Yunnan Metallurgy, 2012, 41(5): 34-37.
[15] ��͢ʡ, ֣����, �����. ����ͭ��ʯѡ�����о���չ[J]. ������ɽ, 2011(12): 82-85.
QIU Tingsheng, ZHENG Xilian, FENG Jinni. Research progress of mineral processing technology of copper oxide ore[J]. Metal Mine, 2011(12): 82-85.
(�༭ �°���)
�ո����ڣ�2015-10-22�������ڣ�2015-12-29
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51104077)������ʡӦ�û����о�����������Ŀ(2010ZC022)(Project(51104077) supported by the National Natural Science Foundation of China; Project(2010ZC022) supported by the Applied Basic Research Foundation of Yunnan Province)
ͨ�����ߣ�����������ʿ�������ڣ�����ϡ�����ѡұ���о���E-mail��cuiyq111@126.com
ժҪ������ij��ѡͭ��ʯ���ڵ�Ʒλ�߽��������ͭ����ѡұ���Ϲ���ʵ�ָ�ͭ��ĸ�Ч���ա��о����������ĥ�����ȣ�0.074 mm�Ŀ���ռ80%(��������)��������ˮ��������Ϊ600 g/t����ϲ��ռ�����ҩ+�������ҩ����(������1:1)Ϊ260 g/t��ͭ����ָ����ѣ���2�δ�ѡ��1��ɨѡ��3�ξ�ѡ��·�����õ�ͭ������ͭƷλ(��������)Ϊ12.89%��������(��������)42.78%����ѡβ���������������ĥ�����ȣ�0.045 mm�Ŀ���ռ80%(��������)����������Ϊ15 kg/t��Һ��������2:1��ת��Ϊ200 r/min������ʱ��Ϊ2 hʱ��ͭ������(��������)Ϊ91.52%��ͭ���ۺϻ����ʴ�95.15%��
[1] ������, ���ı�, ������. ����ͭ��ѡ����[M]. ����: ұ��ҵ������, 2009: 25-38.
[2] ��ع��, �Ӻ�, ������. ��ϲ��ռ���ѡ�������ʻ��ͭ��ʯ�����о�[J]. ��ұ����, 2001, 21(3): 53-55.
[3] ������, ���پ�, ������, ��. ����ij��ѡ������ͭ��ʯ��ѡ�������о�[J]. ����ۺ�����, 2012(3): 18-22.
[4] �ַ�÷, ������, �δ���. ���ɹ�ij������ͭ��ѡ�������о�[J]. �������������, 2012(1): 22-25.
[5] ����ҵ, ������, ����Ƽ, ��. ��������ij����ͭβ��Ľ����о�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2012, 43(6): 59-68.
[6] ��Сƽ, ������. ����ͭ�������������о�[J]. ��ұ����, 2004, 24(6): 51-52.
[7] �´���, ����, ����ΰ, ��. ��Ʒλ����ͭ��ʯ��������������о�[J]. ʪ��ұ��, 2008, 27(3): 154-157.
[8] ������, ������, ��̫��, ��. ��ƺ���Ӷ���������ͭ���³�ѹ���������о�[J]. �������������, 2014(1): 26-29.
[9] ��ά. MACA��ϵ�д�����Ʒλ����ͭ��Ļ������ۺ����о�[D]. ��ɳ: ���ϴ�ѧұ���ѧ�빤��ѧԺ, 2010: 92-97.
[10] ���˹�. ij��ѡ����ͭ���ѡұ�����о�[J]. ������ɽ, 2010(8): 436-438.
[11] ������, ������, ����, ��. ���ϳ����Ѵ�������ͭ����������о�[J]. ����ۺ�����, 2012(2): 21-24.
[12] Ԭʢ��, �걣��. ��ѡ����ͭ�����-�û�-��ѡ�����о�[J]. ��ұ, 2008, 17(1): 53-54.
[13] ��Դ, ����. ij����ͭ��������������о�[J]. ʪ��ұ��, 2011, 30(4): 284-290.
[14] Ԭ����, �˼̷�, �Լ̴�. ����ij����ͭ��ѡұ���Ϲ��������о�[J]. ����ұ��, 2012, 41(5): 34-37.
[15] ��͢ʡ, ֣����, �����. ����ͭ��ʯѡ�����о���չ[J]. ������ɽ, 2011(12): 82-85.
