
���±�ţ�1004-0609(2011)11-2896-07
������ɢ��Ϸ��ĵ�Źܼ�����3Dģ��
������, Ī����, ������
(���пƼ���ѧ ���ϳ�����ģ���������ص�ʵ���ң��人 430074)
ժ Ҫ��
Ϊ�˽����Źܼ����ι����дų�-�ṹ��֮��������3Dģ������⣬����ANSYS/EMAG�õ���ͬʱ�̹ܼ��ϵĴų����ֲ��������ڵ�����Ϊ�غ����뵽ANSYS/LS-DYNA���йܼ���̬���Ա��η�����Ȼ���κ�Ĺܼ��Ϳ����������뵽ANSYS/EMAG������һ���Ĵų��������ڹܼ����ι����У��Կ�������������������������㷨��ʹ���������ܹ����Źܼ��ı��ζ��й���ر仯�����������Ԫ���䡣����������ܼ�������������ĵ���ʱ��λ��ֵ��ʵ��������һ�£��ܼ����������������ʵ���������Ǻϣ��ܼ�������������ĵ�λ����ʵ���������Ϊ2.5%��
�ؼ��ʣ�
��ų������ܼ���������ɢ��Ϸ�������Ԫģ�����ų�����
��ͼ����ţ�TG391�� ���ױ�־�룺A
3D simulation of electromagnetic tube bulging based on loose coupling method
CUI Xiao-hui, MO Jian-hua, HE Wen-zhi
(State Key Laboratory of Material Processing and Die and Mould Technology,
Huazhong University of Science and Technology, Wuhan 430074, China)
Abstract: In order to overcome the magnetic-structure coupling problems in three-dimensional simulation of electromagnetic tube bulging, the ANSYS/EMAG was used to obtain the magnetic force on the tube at different times, and the magnetic force used as loading condition was imported into ANSYS/LS-DYNA to predict the dynamic deformation process on the tube. Then the deformed meshes of the tube and the air were imported into ANSYS/EANG to analyze the magnetic force on the tube. In the process of the tube deformation, the arbitrary Lagrangian-Eulerian algorithm was used in air mesh to make it change regularly with the deformation of the tube. This will avoid the air meshes distortion. The displacement at the center of the outer surface along the tube axis with time agrees with the experimental one. The final profile of the outer surface of the tube is in very good agreement with the measured one. The relative error of deflections at the center of the outer surface along the tube axis is 2.5%.
Key words: electromagnetic forming; tube bulging process; loose coupling method; numerical simulation; magnetic force
������������һ�ָ����ʳ��η����������洢�ڵ����У��ŵ翪��˲��պϣ�������Ȧ�оͻ��н����������������ǿ����ų���������������������ЧӦ���˴ų����ڹ��������������Ȧ���������෴�ĸ�Ӧ��������Ӧ����Ҳ�������Ӧ�ų�����ֹ��Ȧ�ų����������Ӷ�ʹ��������Ȧ֮��Ĵų���ǿ�����Թ�������ǿ�ų������������ڴų����������·������ٱ��Ρ����ڳ��ι�������Ȧ�빤��û�нӴ������ԣ��������治�����ѹ�ۣ�ʹ����Ӧ��ֲ������ȣ����������ӽ������ϵij��μ��ޡ���ˣ���ų��ηdz��ʺ������Ͻ�ȸߵ絼�ʡ��ѳ��β��ϣ��dz�����������ǿ�Ȳ��ϵ�һ����Ч�ļ����ֶ�[1-3]��
���������ι��̵��о�������ʵ��ķ� ��[4-5]����10����������Ԫ���������ķ�չ�ʹ����������Ƴ���������ѧ�߿�ʼʹ��������϶Ե��������ε����ý����о���Ŀǰ�����õķ�����������õ�ų�����ģ��ģ����ų����ķֲ����ٽ��ų�����Ϊ�߽��������뵽���ϳ��η���ģ���н���ģ�⣬�о�������ģ�������ι���[6]��
�������[7]�����˰��ϵ�ų��ι����г����غɵļ��㷽�������غ���ֵ��������ڱ��η������ɹ�Ԥ����������������ι��̡�LEE��[8]����ʸ��λ���뵽���˹Τ�����飬��������Ϸ������˵�Źܼ������ι��̣�����Ԫ����������һ������ߡ�IMBERT��[9]����AL-HASSANI[4]�õ��˴ų����ֲ���ʽ����������Ϸ������˰��Ϻ͵�ģ��ײ�����Լ����ϵ����ѹ��̡��о���������������Ĥʱ�����������������ͽ�ֱ������������ȴ���ѹ������Ӧ����Ҳ��������Ӧ����Ȼ�������ǵ�ģ�ⷽ���������˹������ζԴų���Ӱ�졣
�ں�ƽ��[10]������ֵģ�ⷽ����������������̣����ֵ������������ϴ�ʱ��ȫ��Ϸ�ģ�����ϰ���Ϸ�ģ������ȷ������������Сʱ�����ߵ�ģ�����ӽ���ģ������ʵ��һ�¡�CUI��[11]����˳����Ϸ������˵��ƽ���������ι��̣�������Χ�Ŀ����㵥Ԫ���������ػ��ּ�����ʵ���˴ų�-�ṹ����ĵ�����Ϸ��������õ���ѵļ���ʱ���Ӳ��Լ����ι����а����ϴų����ı仯���ɡ���Ϊ��������ϱ��ζԴų���Ӱ�죬��ᵼ�½ϴ�Ĵų�������YU��LI��[12]����˳����Ϸ�������Ȧ���ȶԹܼ�������״��Ӱ�죬��������ѹ����ܼ��ij��ȳ����ȣ���Ȧ��������ʹ�ŵ������ֵ��С�����������ʽ��ͣ�������ֵģ��õ��Ĺܼ��������߽����ʵ��һ�¡�Ϊ�˼���3D��ų���ģ��ļ���ʱ�䣬UNGER��[13]������Ч��ʵ��-���幫ʽ��һ�������������дų�������ʵ���������ڴų�ģ��ͽṹ����ģ��ľ�ȷ���ݡ�OLIVEIRA��[14]���һ����ɢ��Ϸ�������3D��ų�ģ�ͺͽṹ��ģ��ͬ����ƽ���ų��ι��̣�������Ԥ���˹������κ�Ӧ��ֲ���
����Ϊֹ������ѧ��������3D����Ԫģ�ͷ�����ų��ι��̡�Ȼ�������ڶԵ�ų��ι���ģ�ⶼ������2D��Գ�ģ�͡�����ʵ�ʵĹ�ҵӦ�ã���Ҫ��������Գƺ����渴�ӵij���������ⶼ���������Ӧ��3D����Ԫģ�͡���ˣ�����������OLIVEIRA��[14]�������ɢ��Ϸ����Ļ����ϣ�����ɢ��Ϸ�����ؼ���������̽���о�����������3D��Źܼ����ι��̡�����ʵ�����ݣ���֤ģ�ⷽ������ȷ�ԣ�Ϊ�������о�����һ����Ч��ģ�⼼����
1 ģ�ⷽ��
��������������ͨ���ų���������ANSYS/ EMAG����õ������ϸ��ڵ������������Ȼ��������ݵ���ANSYS/LS-DYNA�������ϵı��ι��̣��ٽ����κ�Ĺ����������ݵ���ANSYS/EMAG������һ�ų�����������˽��дų���ṹ�����������ֱ�����ؽ�������ģ�����������ͼ1��ʾ��
�ڸõ������ģ������У���Ϊ����Դ��ģ�����������ͼ2��ʾ[15]�������õ����ֳ�10��ʱ��ηֱ���ص�ANSYS/EMAGģ���У�����ų�������������ÿ��ʱ��εĵ���ֵ��������������ANSYS/LS-DYNAģ�飬 ���ݲ��ϱ������̶�ij�ʼ��״�������Գ��η�����ģ�����ʱ��εIJ��ϱ��Σ������¹������ι����е���״���ݣ��ٽ������ݷ��ص���ANSYS/EMAGģ�飬������һʱ��εĴų�����������ģ�⡣����ڴų���ṹ�������ѭ����������ֱ������ʱ�����������ģ����̼�Ϊ���Dz��ϱ��ζԵ����Ӱ����������Ӱ����γ̶ȵ���ɢ��Ϸ���

ͼ1 ������ɢ��Ϸ���ģ��·��
Fig.1 Simulation flowchart of loose coupling method

ͼ2 ��Ȧ�зŵ������ʱ��ı仯
Fig.2 Variation of discharged current flowing through coil with time
2 3D����Ԫģ�͵Ľ���
Ϊ����ʵ�ʵ�ų������ݽ��бȽϣ�����֤���о�ģ�ⷽ����ȷ�ԣ�������ͼ3��ʾ�Ĺܼ��������ģ��[15]������ͼ3��ʾ�ļ��γߴ罨����ͼ4��ʾ��3D��ų�ģ�ͼ��ܼ�����������Ȧ�ֲ�������(1/4ģ��)����ģ��������ʱ��Ҫ������Ȧ������Χ�Ŀ������轨��������Ϊ���������ٶȺ;��ȣ����ܽ���������Ϊ��������״�����������������״�������������ֵ��Ѷȡ�Ϊ��ȷ����ܼ����ζԴų���Ӱ�죬����ʹ�����������Źܼ��ı��ζ����Ρ����ǣ����������������涯���������׳��������µ�Ԫ���䡣��ˣ����������ڼ���ܼ����Ա���ʱ���Կ�����Ԫ����������������ŷ���㷨(ALE)�������й�˳������ʹ����������ܼ����θ�����

ͼ3 ��Ȧ��ܼ���2D����ģ��
Fig.3 2D geometric model of coil and sheet (mm)

ͼ4 3D����Ԫģ��ʾ��ͼ
Fig.4 Schematic diagram of 3D finite element model
3 �������Լ�����
3.1 ���ϲ���
��������[15]�ṩ�Ĺܼ�������ε�ϵͳ���ԣ��������߲������1��ʾ����Ȧ�����ϲ�����
3.2 ���Ա�������
������ʾ����ģ��ANSYS/LS-DYNA�����ܼ��ĵ�����ι��̣���������ʽ(1)��ʾ�ı�������[15]��
![]() (1)
(1)
ʽ�У���Ϊ��ʵӦ������Ϊ��ʵ����Ӧ�䡣
��1 �ܼ�������ε�ϵͳ����
Table 1 System parameters of electromagnetic tube bulging

4 ģ���������
ͼ5��ʾΪ��������ʱ�ܼ�������������仯����ͼ5���Կ����������������������ι�������������������ܼ���������ζ������涯��û�г��ֵ�Ԫ��Ť������ˣ��������߲���ALE�㷨�ܺ�������������������ܼ����ζ��仯�������������֤�ܼ���ÿ���ڵ�Ĵų������ݺ�����Ԫģ���ڴų�-�ṹ��֮�侫ȷ���ݣ�ʵ�ִų�-�ṹ���������3D������Ϸ��档

ͼ5 ������ܼ����������ձ���ͼ
Fig.5 Final shape of mesh of tube and air
ͼ6��ʾΪ��������ʱ�ܼ���3D����Ӧ��ͼ���ܼ��ϵ�����Ӧ������ֲ��ܹ����������ڹܼ�����Գ���״������������ù���������嵥Ԫ����֤���۹ܼ�������״��Σ�����Χ�Ŀ����㵥Ԫ��Ȼ�����ŶԳƵı��Σ��Ӷ�ʹ�ܼ�����ÿ���ڵ�Ĵų�����С����������Ӧ��Ӧ��ֲ�������ʱ�̾�����һ�£�ȷ���˱��εľ����Ժ���ȷ�ԡ�����Ӧ��������Ҫ�����ڹܼ��в����ܼ��˲�������Ӧ�伸��Ϊ0��������Ȧ�ڹܼ��ϸ�Ӧ�Ĵų����ֲ��йء����ν���ʱ���ܼ��������Ӧ��Ϊ0.134 585��
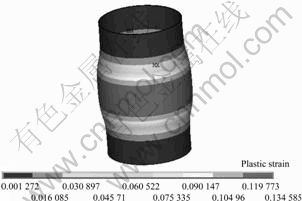
ͼ6 �ܼ�����3D������״������Ӧ��ͼ
Fig.6 3D final shape and plastic strain of tube
ͼ7��ʾΪSUZUKI��[15]��ʵ�顢ģ�����ݺͱ���ģ����������ɵĹܼ�������Ľڵ��ڵ�����ι����б���λ����ʱ��Ĺ�ϵ���ߡ��������߲��õ���ɢ��Ϸ�ģ��õ��ܼ����Ľڵ���ʱ���λ��������230 ��sǰ�ı仯������SUZUKI��ʵ�����ݼ���һ�£���230 ��s��300 ��s֮���ģ��ֵ��SUZUKI��ʵ��ֵһ�¡���SUZUKI��ģ������300 ��s����ʵ��ֵ���ϴ�

ͼ7 �ܼ����Ľڵ�λ����ʱ��Ĺ�ϵ
Fig.7 Radial displacement at center of tube with time
ͼ8��ʾΪSUZUKI��[15]��ʵ�����ݡ�ģ�����ݺͱ�������ģ����������ɵĹܼ�����ϸ��㾭�������������ֲ�������λ�ã��������0��Ϊ�ܼ���ڵ����IJ�λ�����Կ���������������ɢ��Ϸ�ģ������SUZUKI��ʵ�����ڹܼ���������������ϻ����Ǻϡ����ν�����ģ��õ��ܼ�������Ľڵ�ı�����Ϊ5.85 mm��SUZUKI��ʵ��ֵԼΪ6 mm��ģ������Ϊ2.5%�� ��SUZUKI��ģ������ʵ�������ϴ���ͼ7��8��֪���������߲��õ���ɢ��Ϸ�ģ���ų��ε�ȷ�Ⱥܸߡ�
ͼ9��ʾΪ���Ľڵ������ٶȺ͵�����ʱ��ı仯���ߡ���ͼ9���Կ�������123 ��sʱ�̣��ܼ����Ľڵ�����ٶ����ֵ�ﵽ47 m/s�����Ľڵ���ٶ������ͺ��ڵ������ߡ���˵������ЧӦ�Գ�����һ�������á�
ͼ10��ʾΪ��ͬʱ�̹ܼ��ڱڽڵ��ٶ�ʸ��ͼ����ͼ10���Կ�������240 ��s֮ǰ���ܼ�����λ��(-76��-40)��(40, 76)֮��ڵ���ٶȷ����ָ��ܼ����ġ���0~240 ��s֮�ڣ�����ʱ����ӳ����ܼ�����(-40��40)��Ľڵ��ٶȷ���Խ�����ڹܼ����ģ������ٶȴ�С��һ�¡���ˣ���ʱ����ӳ����ܼ��������������������С����250 ��s֮�ܼ��Ͻڵ���ٶȷ������˸ı䡣��ͼ9��֪����250 ��s�Ժܼ����Ľڵ���ٶȴ�С���������仯����˵����ʱ�ܼ������ص�������300 ��sʱ�̣��ܼ��սǴ��Ľڵ��ٶ�С������������ٶȡ�

ͼ8 �����ʵ���µĹܼ����ձ�������
Fig.8 Calculated and experimental final deformation profiles

ͼ9 �ܼ����Ľڵ��ٶȺ͵�����ʱ��ı仯����
Fig.9 Variation of radial velocity and current at center of tube with time

ͼ10 ��ͬʱ�̹ܼ��ڱڽڵ��ٶ�
Fig.10 Change of velocity of tube at different times: (a) t=52.5 ��s; (b) t= 105 ��s; (c) t=157.5 ��s; (d) t= 300 ��s
ͼ11��ʾΪ��ͬʱ�̹ܼ��ı�������������������ʱ���ڹܼ���������(60��76)��(-76��60)�������ڣ��ܼ��ľ���λ��Ϊ��ֵ�����У�������64 mm��λ�ô����������Ϊ-0.069 mm��������Ϊ��250 ��s�ܼ��ϵĽڵ��ٶȷ���ᷢ���仯�����ҹܼ��սǴ��Ľڵ��ٶ�С����������ģ��谭�˶˲�������ܼ����ĵ�����������ܼ��˲�����������������
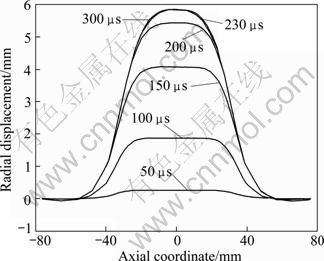
ͼ11 ��ͬʱ�̹ܼ��ı�������
Fig.11 Tube deformation profiles at different times
5 ����
1) ����ANSYS/EMAG��ⲻͬʱ�̹ܼ��ϵĴų���������ANSYS/LS-DYNA���ܼ��Ķ�̬���ι��̡����ܼ���Χ�Ŀ����㻮��Ϊ�����嵥Ԫ�����Կ����������������������㷨��ʹ����������ܼ��ı��ζ�������Ρ��Ӷ�ȷ���ܼ���ÿ���ڵ���������Ԫģ���ڴų�-�ṹ��֮�侫ȷ���ݣ�ʵ�ִų�-�ṹ����ĵ������3Dģ�������ģ������ʵ����һ�¡�
2) �ܼ����Ľڵ��ٶ������ͺ��ڵ������ߣ�˵������ЧӦ�Գ�����һ�����á�250 ��s���ٶ����߳���������������˵���˿̹ܼ�������һ���Ļص���
3) �ܼ��˲��ڵ���ٶ�ָ��ܼ��в�����ʹ�ܼ������������̡���250 ��s�ܼ��Ͻڵ���ٶ�ʸ���������仯�������ǹܼ��սǴ��Ľڵ��ٶ�С����������ģ��谭�˹ܼ��˲����������ĵ�����������ܼ��˲�����������������
4) ������3Dģ���㷨��Ӧ���ڷ���Գƹ����ij���ģ���Լ����ӽṹ��Ȧ�Ĵų�����������ҵ��3D������״�����ĵ�ų���Ӧ���ṩ��һ�ֿɿ���ģ��;����
REFERENCES
[1] �� ��, Ī����, ������. ��ų��μ���������Ӧ�õ��о���չ[J]. ��ѹ����, 2006, 31(6): 4-8.
HAN Fei, MO Jian-hua, HUANG Shu-huai. Theoretical study and application of electromagnetic forming technology[J]. Forging & Stamping Technology, 2006, 31(6): 4-8.
[2] American Society for Metals. ASM handbook (volume 14): Forming and forging[M]. Ohio: ASM International Handbook Committee, 1988: 1420-1425.
[3] THOMAS J D, SETH M, DAEHN G S, BRADLEY J R, TRIANTAFYLLIDIS N. Forming limits for electromagnetically expanded aluminum alloy tubes: Theory and experiment[J]. Acta Materialia, 2007, 55(8): 2863-2873.
[4] AL-HASSANI S T S. Magnetic pressure distribution in the sheet metal forming[C]//Electrical Methods of Machining, Forming and Coating, Institute of Electrical Engineering Conference, 1975: 1-10.
[5] TAKATSU N, KATO M, KEIJIN S, TOSHIMI T. High-speed forming of metal sheets by electromagnetic force[J]. Japan Society of Mechanical Engineers International Journal: Series ��, 1988, 31(1): 142-148.
[6] CORREIA J P M, SIDDIQUI M A, AHZI S, BELOUSTTAR S, DAVIES R. A simple model to simulate electromagnetic sheet free bulging process[J]. International Journal of Mechanical Sciences, 2008, 50(10/11): 1466-1475.
[7] ������, ��־��, ������, ����, �� ��, ������. ������ų����غɼ��㷽�����ֲ�����[J]. �й���ɫ����ѧ��, 1998, 8(3): 441-446.
HUANG Shang-yu, CHANG Zhi-hua, WANG Li-feng, WU Li-hua, ZHANG Meng, JIANG Kui-hua. Calculation and distribution of forming load for sheet metal magnetic forming[J]. The Chinese Journal of Nonferrous Metals, 1998, 8(3): 441-446.
[8] LEE S H, LEE D N. A finite element analysis of electromagnetic forming for the tube expansion[J]. Journal of Engineering Materials and Technology, 1994, 116(2): 250-254.
[9] IMBERT J M, WRINKLER S L, WORSWICK M J, OLIVEIRA D A, GOLOVASHCHENKO S. The effect of tool-sheet interaction on damage evolution in electromagnetic forming of aluminum alloy sheet[J]. Journal of Engineering Materials and Technology, 2005, 127(1): 145-153.
[10] �ں�ƽ, ���, �� ��. ����FEM�ĵ��������ϳ���ֵģ��[J]. ��е����ѧ��, 2006, 42(7): 231-234.
YU Hai-ping, LI Chun-feng, LI Zhong. Numerical simulation of coupled fields of electromagnetic forming for tube compression based on FEM[J]. Chinese Journal of Mechanical Engineering, 2006, 42(7): 231-234.
[11] CUI Xiao-hui, MO Jian-hua, XIAO Shi-jie, DU Er-hu, ZHAO Jian. Numerical simulation of electromagnetic sheet bulging based on FEM[J]. The International Journal of Advanced Manufacturing Technology, 2011, 57(1/4): 127-134.
[12] YU Hai-ping, LI Chun-feng. Effects of coil length on tube compression in electromagnetic forming[J]. Transactions of Nonferrous Metals Society of China, 2007, 17(6): 1270-1275.
[13] UNGER J, STIEMER M, SCHWARZE M, SVENDSEN B, BLUM H, REESE S. Strategies for 3D simulation of electromagnetic forming process[J]. Journal of Materials Processing Technology, 2008, 199(1/3): 341-362.
[14] OLIVEIRA D A, WORSWICK M J, FINN M, NEWMAN D. Electromagnetic forming of aluminum alloy sheet: Free-form and cavity fill experiments and model[J]. Journal of Materials Processing Technology, 2005, 170(1/2): 350-362.
[15] SUZUKI H, NEGISHI H, YOKOCHI Y. Free expansion of tube under magnetic pressure[J]. Journal of the Japanese Society for Technology of Plasticity, 1986, 27: 1254-1260.
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(50875093)
�ո����ڣ�2010-11-18�������ڣ�2011-03-25
ͨ�����ߣ�Ī���������ڣ���ʿ���绰��13477081759��E-mail��mjh@mail.hust.edu.cn
ժ Ҫ��Ϊ�˽����Źܼ����ι����дų�-�ṹ��֮��������3Dģ������⣬����ANSYS/EMAG�õ���ͬʱ�̹ܼ��ϵĴų����ֲ��������ڵ�����Ϊ�غ����뵽ANSYS/LS-DYNA���йܼ���̬���Ա��η�����Ȼ���κ�Ĺܼ��Ϳ����������뵽ANSYS/EMAG������һ���Ĵų��������ڹܼ����ι����У��Կ�������������������������㷨��ʹ���������ܹ����Źܼ��ı��ζ��й���ر仯�����������Ԫ���䡣����������ܼ�������������ĵ���ʱ��λ��ֵ��ʵ��������һ�£��ܼ����������������ʵ���������Ǻϣ��ܼ�������������ĵ�λ����ʵ���������Ϊ2.5%��
