
���±�ţ�1004-0609(2016)-07-1427-10
˫���/þ�Ͻ�����Sn�������ȴ���������ֵģ��
̷ ��1, 2������ˮ1, 2���ܵ���1��������1��¬Դ־1, 2���� ��1�����¸�1
(1. ���ϴ�ѧ ���������Ƚ������������ص�ʵ���ң���ɳ 410082��
2. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410082)
ժ Ҫ��
���ù��˼�������Ϊ������Դ����1.4 mm��DP600˫��ֺ�1.8 mm��AZ31þ�Ͻ�ƽ���Լ����и��ϡ�þ�´�ӡ���/þ�������Sn���ļ����ȴ��������飬ͨ����������Ż����ӹ��ղ����������Ѻ�����Σ�������ʽ��������������������(EDS)��ɨ��羵��X����������(XRD)�ȹ۲�����Sn����/þ��ͷ������֯������Ԫ�طֲ�����ṹ��ɣ�����ANSYS����Ԫ���������Dz������Բ������¶�����ԡ���ʼ�������߽�����������Ӱ�죬������/þ���ֽ������⺸�ӷ�������ά��������Ԫģ�ͣ�ģ������/þ���ӽ�ͷ���¶ȳ��ֲ����������������Sn����ʵ�ָ�/þ֮�����Ч���ӣ�����ģʽΪ�����ȴ�������ģ��������۳���״���ߴ���ʵ�ʺ�������Ǻϣ���֤���ø�˹����Դģ������ģ��˫���/þ�Ͻӽ�ͷ�¶ȳ��ĺ����ԣ���������Sn���������ϲ�ְ����²�þ�Ͻ���������ݣ���һ���̶ȵĸ���Ч���������۷е�����ĸ֡�þͬʱ�ۻ��������ϲ�ֲ���ȴ�ٶȽ��ͣ��ӳ��ְ���Sn����Fe��SnԪ�ص����ɢʱ�䣬���¸�/þ�����иֲ������������FeSn��Fe1.3Sn��Fe3Sn��Fe-Sn�࣬þ�������������Mg2Sn�ࡣ��ˣ�����Sn������ʵ��˫���/þ�Ͻ����ֽ�������Ч���ӡ�
�ؼ��ʣ�
��/þ���ֽ�����Sn���������ȴ���������ֵģ�����¶ȳ���
��ͼ����ţ�TG113.26���� ���ױ�־�룺A
˫��־��нϵ͵���ǿ�ȡ��ϸߵij�ʼ�ӹ�Ӳ�����ʡ�ǿ�Ⱥ�����������õ��ŵ㣬���ִ�����Ϊʵ�ּ��ᳵ��������ѡ�ĸ���֮һ[1]��þ�Ͻ���нϸߵı�ǿ�Ⱥͱȸն�[2]���ߴ��ȶ��Ժã��������ã���Ϊ�������������Ժͻ����Ե���ѡ����[3-4]��˫��� ��þ�Ͻ��������ϵ�Ӧ�ñؽ��漰����֮����������⣬���֡�þ�۷е��������ﵽͬʱ�ۻ������⣬Mg��Fe�в����ܣ������ɹ����������仯����[5]�����ʵ��˫�����þ�Ͻ�ʮ�����ѡ�Ϊ̽���֡�þ���ֽ���֮������ӷ�����������ѧ��[6-7]���ù������弤����绡������Դ��ͨ��þ�ϡ����´�ӣ�þ/�ֲ������Cu��Ni��Sn���м�в��AZ31þ�Ͻ��Q235�ְ���к��ӣ����ּв�Ԫ�����ϲ�þ��һ�����ɺ�Mg�Ľ�����������²�ְ�һ�����ɺ�Fe�Ĺ����壬�����м�в�������Ϊ�֡�þ���ֽ������ӵ����뷽�������ں�����һ�����ٶ��ֲ����ȵ���ѭ�����̣����츽�����ֽϴ���¶��ݶ�[8]���������۳��¶ȳ��ֲ��Ժ��ӽṹ��������ʹ�����ܲ�����ҪӰ�죬��Ŀǰ�����ֶβ����۳��¶�ʮ�����ѣ����ҳɱ��ϸߣ���ˣ��Ժ����¶ȳ��ֲ����������ֵģ���Ե�ʮ�ֱ�Ҫ��
��������ѡ������������DP600˫��ֺ�AZ31þ�Ͻ�Ϊ�о������ù��˼�������Ϊ������Դ��ͨ����������Ż����ӹ��ղ���������þ�Ͻ�ķ����ʴְ����Ͽ�����������������ʣ�ͬʱþ�ܶȱȸ��ܶ�С���۳���þ�ϸ�������ͬԪ��֮������ɢ�����ø��ϡ�þ�´�ӡ���/þ�������Sn���ļ����ȴ�������������ʵ�ָ�/þ���ֽ�������Ч��ϡ�������ʽ��������������������(EDS)��ɨ��羵��X����������(XRD)���ֶι۲�����Sn����/þ��ͷ������֯������Ԫ�طֲ�����ṹ��ɣ�����ANSYS����Ԫ���������ø�˹����Դ��Ϊ�����ȴ�����Դģ�ͣ���˫���/þ�Ͻ����ֽ���ƽ���Լ����⺸���¶ȳ�������ֵģ�⣬��ֿ��Dz������Բ������¶�����ԡ���ʼ�������߽�����������Ӱ�죬����ģ��õ��������������Աȣ���֤�˷����Ŀ����ԣ����Դ�Ϊ��������ұ���Ϻ��������ݵȽǶȣ�̽������Sn��ʵ��˫���/þ�Ͻ�����ʱ�����û���������Ϊ��/þ���⺸���ṩ���ʵ���Դģ�ͣ�ͬʱΪ���⺸��˫���/þ�Ͻ�ṹ�������������ϵ��ƹ�Ӧ���ṩ��Ҫ������ָ���ͼ���֧�֡�
1 ʵ��
ʵ��ѡ������������DP600˫��ְ�������˻�״̬��AZ31þ�Ͻ�壬˫��ֺ�þ�Ͻ�İ�ijߴ�ֱ�Ϊ1.4 mm��100 mm��30 mm��1.8 mm��100 mm��30 mm��˫��ֵĻ�ѧ�ɷ�(����������%����ͬ)Ϊ��C 0.079��Si 1.0��Mn 1.52��S 0.0049��P 0.015��Al 0.023��Fe������AZ31þ�Ͻ�Ļ�ѧ�ɷ�Ϊ��Al 3.12��Zn 0.95��Mn 0.15��Si 0.10��Mg���������øְ����ϡ�þ�����µIJ��Ⱥ��Ĵ�ӡ���/��������Ӵ��ȴ���99.0% ��Sn�����ߴ�Ϊ0.18 mm��40 mm��30 mm������Sn����DP600��AZ31��Ӽ��⺸�ӵĽṹʾ����ͼ1��ʾ����ǰ��80�ŵ�ɰֽ��ĥ�ְ��þ�壬ȥ������Ĥ��Ȼ���ñ�ͪȥ����������ۺͽ���м��Sn������1000�ŵ�ϸɰֽ��ĥ��ƽ������������ϴ�ɾ�������ר�ú��Ӽо߽����Ӳ��ϼн����Լ��ٰ��֮��ļ�϶��

ͼ1 ����Sn���ĸ�/þ��Ӽ��⺸�ӵ�ʾ��ͼ
Fig. 1 Principle map of steel/magnesium laser lap welding with addition of Sn foil
����ʵ�����YLS-4000-CL���˼�������Ϊ������Դ������������4000 W�����Ⲩ��1070 nm����������ļ���ģʽTEM00��������ֱ��0.4 mm��������ɢ�Ǧ���0.15 rad�����ྵ��200 mm������15 L/min�������Ϊ�������壬ͨ����������Ż����ӹ��ղ����������Ѻ�����Σ��Ż����Ӳ���Ϊ�������1400 W�������ٶ�30 mm/s���뽹��+2mm�����Ӻ��������и���������и�ɱ������������ĥ�����5%(��������)������ƾ���Һ��ʴ�ֲ࣬���ÿ�ζ����Һ��ʴþ�ࡣͨ��XJG-05��ʽ���������۲��/��/þ�����ͷ�Ľ�����֯�����ô���������(EDS)��Quanta-200�ͳ�����ɨ��羵�۲��/��/þ��ͷ��֯������ò�ͷ�������Ԫ�سɷݣ�����D500X������������(XRD)��������������Ҫ���ࡣ
2 �¶ȳ�����ֵģ��
2.1 ��������
����ANSYS��������ģ�������������/þ���ֽ������⺸���¶ȳ�ģ����������Ԫģ��ʱ���������»������裺1) �����Ǹְ��þ��֮��ļ�϶�����躸��֮����ܽӴ���2) ����þ���빤��̨֮��ĽӴ����ȣ�3) �����ϲ�ְ����Լ����������Ϊ�����������¶ȷ����仯��4) ��Ϊ���ϸ���ͬ�ԣ����������Բ������¶ȷ����仯��5) �����۳��ڲ�������[9-10]��6) ���Ժ�����Ϊ������ϵ���IJ����������ĺ�����ȴ�����еĺ���������
2.2 ����Ԫģ��
������Դ��x���������ƶ������Ǻ���ṹ�ĶԳ��ԣ�ȡ����һ�����ģ�⡣���ڼ��⺸�Ӿ��й��ֱ��С�������ܶȴ���Ӱ����С���ص�[11]��ѡȡ�������촦�ߴ�Ϊ30 mm��6 mm��H(H=3.38��3.2 mm)��һ�����������ֵ���������ں��ӽ�ͷ�¶��ݶȴ�С�ֲ���ͬ������ͷ�غ��쳤�ȷ���������߷�Ϊ3�������������������Զ�뺸����������������ѡ��Solid70��Ԫ������֮��Ĺ����������Solid90��Ԫ�������������������⺸�ӵ�����Ԫģ��������ͼ2��ʾ��

ͼ2 ���⺸������Ԫģ��
Fig. 2 Finite element analysis model of steel/Sn/Mg joint
2.3 ��Դģ��
ͨ�����⺸�ӹ����ܶȴ���1��105~1��106 W/cm2��ΧΪ�ȴ��������ܶȴ���1��106 W/cm2ʱ���ڼ������ۺ�[12]��ͨ����������Ż����ӹ��ղ����������Ѻ�����Σ����Ż�����ʲ������������о��к���ģʽΪ�����ȴ����������Ǹ��ϡ�þ�´����ʽ��ѡ�þ��ȷֲ��ĸ�˹������Դ��Ϊ���⺸�ӵ���Դģ�ͣ�����ѧ����ʽΪ
![]() (1)
(1)
ʽ�У�PΪ���⺸�ӹ��ʣ���Ϊ�ϱ�����϶Լ����������(��ʵ����ȡ��=50%)��r0Ϊ����������Ч���ð뾶��HΪ����Դ����Ч������ȡ�
������Դ����Ч���ð뾶С�ں�����ȵ�һ��[13]����һ���ĺ��ӹ��ղ��������£���ͨ��ʵ�ʺ��ӽ�ͷ�ĺ����������������Դ��Ч�뾶����ģ��ʱ��ѡ�õļ��⺸����Դ��Ч�뾶r0С�ڻ����ʵ�ʺ����ۿ���һ�롣ͬʱ��ͨ������ֵģ��Ľ����ʵ�麸��Ա���������Դ����Ч���ð뾶�����ձ�ʵ����ȡr0=0.4 mm��
2.4 ��ʼ�����ͱ߽�����
����ֵģ������У���t=0ʱ������ģ�ͳ�ʼ�¶�����Χ�����¶���ͬ(20 ��)��ģ�͵ĺ���������y=0һ����ȣ�����3�����������������Ȼ�������ȣ�����ϵ��Ϊ��1��ģ�͵��ϱ���ģ�⺸�ӹ����У�����������б�����������ǿ�ƶ������ȣ�����ϵ��Ϊ��2��ȡ��2=��1+350[14]������Ļ��ȱ߽�����Ϊ[15]
![]() (2)
(2)
ʽ�У�TΪ����������¶ȣ�T0Ϊ��ʼ�¶ȡ�
����Sn����/þ���⺸��ʱ�����ں��Ӱ�����м�Sn��֮����ڼ�϶����/Sn��Sn/þ�ĽӴ�����ڽӴ����衣��ʵ���н���϶������е�Ч������Sn����������ϵ��Ϊ��1�������Ӵ���֮��������߽�����Ϊ
![]() (3)
(3)
ʽ�У�qΪ�����ı߽������ܶȣ���2Ϊ���ǹ�����϶���������ȴ���ϵ����ȡ��2=��1-30��
2.5 ���ϵ������Բ���
�������ϵ����Բ��������������c(J/(kg����))������ϵ����(W��m-1����-1)���ܶȦ�(kg��m-3)����������ϵ����(W��m-2����-1)�ȣ�����һ�㶼���¶ȵı仯���仯�����¶ȱ仯����ʱ���ɲ��ò������Բ�����ƽ��ֵ���м��㡣���ں��ӹ����У������ֲ����ȵ��ܸ��¶�ʱ�����������¶ȱ仯���ң��粻�����¶ȱ仯�Բ������Բ�����Ӱ�죬����������кܴ������Ժ����¶ȳ���ģ�����Ҫ�������ϵĸ��������������¶ȵı仯ֵ����ʵ�����ڽ��и�/þ�����¶ȳ�ģ��ʱ���ڲο����в������Բ���������[16-17]��ͬʱ����ProCAST������JMatPro������ȡ������ز����������Բ������¶ȵ���ֵ�仯���1~4���С�
��1 ����ĸ�ĵĵ���ϵ��
Table 1 Thermal conductivity under different temperatures of laser welding of base metal

��2 ����ĸ�ĵı�����
Table 2 Specific heat capacity of laser welding of base metal at different temperatures

3 ��������
3.1 ��������Ԫ�صķֲ�
ͼ3��ʾΪ�Ż����ӹ��ղ���(�����P=1400W�������ٶ�v=30 mm/s)�����¸�/þ��ӽ�ͷ���������������ò�Լ���������Ԫ�صķֲ��������ͼ3(a)���Է��ֽ�ͷ��������������ƣ���Ҫ�Ǹ�/þ���ֲ���֮������ϵ�����̫����ɡ���ͼ3(b)��ͼ3(d)�ɿ���������Sn����Sn����ۺ����ã��ۺ�����δ����MgԪ��(��ͼ3(c))���ɼ��۳��ڲ���Mg��Snδ��������á���һ���������֣�����þ���۳صײ����γ�Mg��Sn����Ԫ��ͬʱ���ھ��ȷֲ��Ĺ�������˵��������Mg��Sn�������ã�����Fe�������ĵײ����ھ��ȷֲ���Sn���������ڼ���������ôٽ��۳صײ��Ľ������¶��Ϸ���ѭ������[18]���Ӷ����ڽ�ͷ����Fe��Sn֮�����ã�������Sn���۳ؽ�������ۺϡ����Ͽɼ������⺸�Ӹ�/þ������Sn�����۳���Sn��ֽ�ϣ����۳صײ����ಿSn��þ��ϡ�
��3 ����ĸ�ĵ��ܶ�
Table 3 Density under different temperature of laser welding of base metal

��4 ������Χ�����Ļ���ϵ��
Table 4 Surface coefficient of heat transfer of laser welding under different temperatures

3.2 ���ӽ���SEM-EDS��XRD����
ͼ4��ʾΪ��/Sn�����SEM��ͼ4(a)�п����ֲ�a������оֲ��Ŵ�۲죬���ֲָ��۳صײ���������������չ�����ƣ�����ͼ4(b)�е�b��c��������������Sn�ۺ����ã����Ͻ��ܡ��ֱ��ͼ4(c)��ͼ4(d)�е�A��B��C��D��������������������5���С��ӷ������������A��������DP600˫��ֵ����Ԫ���⣬������������Sn������Sn���ϲ�ֲ����ɢ��B������ҪΪSn����������Fe������FeҲ��ɢ��Sn���У�C��D���������Fe��Sn��ͨ��Sn����Խ�ߣ���ɫԽ������֮��Fe�����ߣ���˱�������������γ��˺�Fe��SnԪ�صĹ����������仯���

ͼ3 ��/Sn/þ��ͷ��������SEM��Ԫ����ɨ��ֲ�
Fig. 3 SEM image of magnesium transition region of steel/Sn/Mg joint and element map scanning distribution:

ͼ4 ��/Sn��������֯
Fig. 4 Microstructures of interface of steel/Sn (a), magnifications of interface to Sn-added joint (b), SEM image (c) and amplified SEM image of region b (d)
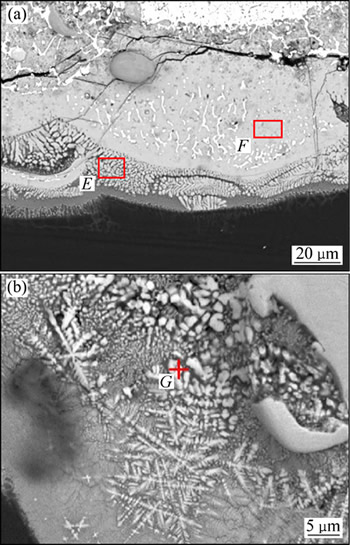
ͼ5 Sn/þ�Ͻ��������֯���۳صײ�Sn/AZ31��������E�ľֲ��Ŵ���ò
Fig. 5 Microstructures of interface of Sn/AZ31 (a) and amplified SEM image of region E (b)
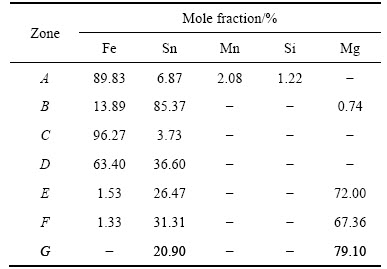
Sn/þ�Ͻ�����SEM����ͼ5(a)��ʾ����ͼ5(a)���֣����۳صײ�����þ���������ж����ͬ��ò�IJ�״��������E�������ڵ�������д����Ұ�ɫ����״���ʣ�F���ڵ�������ȷֲ�������ɫ�����ʡ� E��F�����EDS�������5��������������Ҫ����Mg��Sn�Լ�����FeԪ�أ�����F�����е�Mg��Sn����Ħ����ԼΪ2:1�������Ŵ�E��������(��ͼ5(b))���������ǵ��͵���״֦������G��EDS�����ʾ��Mg��Sn��Ħ���Ƚӽ�2:1������Mg-Sn�Ķ�Ԫ��ͼ�Ʋ��E��F�������Mg2Sn�����������������Mg2Sn��ò���в�ͬ������������֪��Sn/þ�Ͻ�����������Mg2Sn�����仯���
Ϊ��һ��ȷ����/þ�������ṹ���ͣ�������Sn������Ӹ�/þ��������������XRD�����������ͼ6��ʾ�����ֺ������������FeSn��Fe1.3Sn��Fe3Sn��Mg2Sn�Ƚ����仯�����������/Sn��Sn/þ�Ͻ������������Ʋ����ɽ����仯����Ľ����������Ͽɼ������⺸�Ӹ�/þ������Sn�����ֲ������������FeSn��Fe1.3Sn��Fe3Sn��Fe-Sn�࣬þ�������������Mg2Sn�࣬��Щ����ٽ���/þ���ֽ���֮���ұ���ϡ�
��5 ��/Sn/þ�Ͻ��ͷ�����ϸ������EDS�������
Table 5 Chemical compositions of steel/Sn/Mg alloy joint by EDS analysis

ͼ6 ����Sn��DP600/AZ31��ͷ��XRD��
Fig. 6 XRD spectrum of DP600/AZ31 weld joint with addition of Sn
3.3 �¶ȳ�ģ���������
Ϊ̽������Sn��ʵ��˫���/þ�Ͻ�����ʱ�����û�������һ����˫���/þ�Ͻ⺸���¶ȳ���ģ���������˷�����ͼ7��ʾΪ�Ż����ӹ��ղ�������������Sn����/þ���⺸�Ӻ���������ģ�⺸������ĶԱ�ͼ����ͼ7��֪��ģ���۳���״��ʵ�ʺ�����״�����Ǻϡ���6����Ϊ����Sn�����Ӹ�/þ���⺸��ʵ�ʺ���ߴ���ģ���۳سߴ�ĶԱȽ��������ģ���۳سߴ���ʵ�麸��ߴ�ʮ�ֽӽ�������þ��ģ���ۿ���ʵ��ƫ�������ģ���к�����þ���빤��̨֮��ĽӴ����ȣ�ͬʱ�������߶Թ���֮��Ŀ�����϶����ɵĽӴ���������˵�Ч�������ɴ˿��������þ��ȷֲ��ĸ�˹������Դ��Ϊ˫���/þ�Ͻ⺸�ӵ���Դģ�ͽ��к��ӽ�ͷ�¶ȳ�����ֵģ���Ǻ����ġ�
��ͼ7(a)���Է��֣�����Sn�����и�/þ���ֽ������⺸�ӵ��۳س��ֵ��������������ڸ֡�þ�۵������ڼ���������Ĺ����зֱ��γ�������ۿ�С�ĸ�һ���۳غ�����dz���ۿ�����²�þ�Ͻ��۳أ�����þ�Ͻ���ܶȵ��ڸֺ�Sn�ģ�����þ�Ͻ����ϸ���ͬʱ���漤����۳صĽ�������[18]����˱���ʹԭ������������۳���ںϣ���ͼ7(b)��ʾ�ĸ�/þ�¶ȳ�ģ������������631~800 ���¶��������һ����̨�ס�������Sn�۵�Ϊ231 �棬AZ31þ�Ͻ���۵�Ϊ631 �棬�ڸ��¶����䣬Sn��þ�Ͻ������Һ̬�����̨��ƽ̹λ��Ӧ���Ǹ�/þ�������Sn����λ�á���ͼ7�ɿ������ڸ�/þ���⺸��������Sn��������̬��Sn�ɽ��֡�þ�����۳ؽ��нϺ��ںϡ�
ͼ8��ʾΪ���������1500 W���������Ӳ����Ա��Ż�����δ��������£�δ����Sn��������Sn����/þ���⺸���¶ȳ���ģ��������ͼ8��֪��δ����Sn��ʱ���²�þ�屻�����ϲ�ְ���Ȼ�������֡�þδ�ﵽͬʱ�ۻ�����ʱþ���ϱ��������¶ȴﵽ1000 �档�ɴ˿ɼ�����������������룬þԪ�ؽ��ﵽ�е㡣����þ������ѹ����̬þ����������л�������طɽ���Ӱ�캸�Ӽ�������������Sn�����и�/þ���⺸��ʱ�����������1500 W������þ�Ͻ�ĵ���ϵ��Զ���ڸֵģ����þ���������ۿ����������ֲ���ۿ�����Ӱ������С�������䡣��ˣ�����������Sn������������������¸�/þ���⺸���¶ȳ�ģ������Ԥ���������֡�þ���Ѵﵽͬʱ�ۻ���ʵ�ָ֡�þ��Ч���Ӵ������ѡ�
��6 1400 W��30 mm/s������ʵ�麸��ߴ���ģ�����Ա�
Table 6 Comparison of size of real weld pool and simulated results at 1400 W and 30 mm/s


ͼ7 1400 W��30 mm/s����������Sn���ĸ�þ���ӽ�ͷ�ĺ������ģ�⺸������
Fig. 7 Comparison of experimental and simulated weld cross sections with Sn foil under condition of power of 1400 W and welding rate of 30 mm/s:
Ϊ�˴��������ݽǶȷ�������Sn��ʵ�ָ�/þ���ӵ����û�������һ�����Ż����Ӳ�����������������Sn����/þ���⺸�ӵ��¶ȳ�������ģ�⣬�����ͼ9��ʾ����ͼ9��֪��δ����Sn�����и�/þ���⺸��ʱ��DP600˫����±�������¶�Ϊ900 �棬û��������þ���ڸ������������γ��۳�(��ͼ9(a))������ͬ���ӹ��ղ����£�����Sn����/þ���⺸�ӣ��ϲ�DP600˫��ְ���(��ͼ9(b))�����²�þ���۳سߴ���δ����Sn����/þ���⺸�ӵĽ�ͷģ��ߴ�Աȣ�������2���С��ɴ˿ɼ�������Sn�����²�þ�Ͻ�һ��������44%���ۿ���С38%����˵��Sn���������ϲ�ְ����²�þ�Ͻ���������ݣ���һ���̶ȵĸ���Ч����ʹ��þ����¶ȵ�����е㣬��һ���漤��ʹ��������ͣ�����ϲ�ְ壬���¸ְ�һ����������Ӱ����������(��ͼ9(b))������ʵ�ְָ��þ�Ͻ�ͬʱ�ۻ���ͬʱ����ְ���ȴ�ٶȽ��ͣ��ӳ���������Ԫ��֮������ɢʱ�䡣

ͼ8 1500 W��30 mm/s�¸�þ���⺸�¶ȳ���ģ��
Fig. 8 Simulated temperature distribution in steel to magnesium welding under condition of power of 1500 W and welding rate of 30 mm/s:
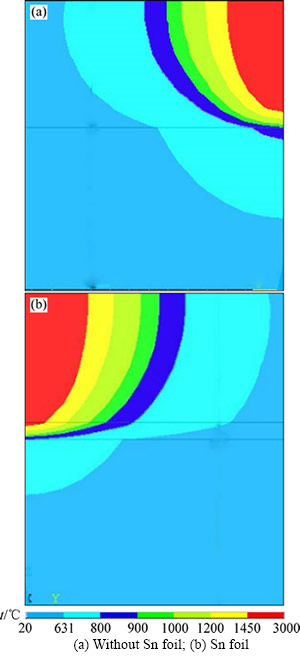
ͼ9 1400 W������30 mm/s�¸�þ���⺸�¶ȳ���ģ����
Fig. 9 Simulated temperature distribution in steel to magnesium welding:
4 ����
1) ���ø��ϡ�þ�´�ӣ���/þ�������Sn���ļ����ȴ������������ɳɹ�ʵ��˫���/þ�Ͻ�֮�����Ч���ӡ�
2) ����ANSYS����Ԫ����������Sn������˫���/þ�Ͻ⺸���¶ȳ�������ֵģ�⡣���������ģ���۳���״���ߴ���ʵ�ʺ�������Ǻϣ���֤���ø�˹����Դģ�͵ĺ����ԡ�
3) ��������Sn���������ϲ�ְ����²�þ�Ͻ���������ݣ���һ���̶ȵĸ���Ч���������۷е�����ĸ֡�þͬʱ�ۻ��������ϲ�ֲ���ȴ�ٶȽ��ͣ��ӳ��ְ���Sn����Fe��SnԪ�ص����ɢʱ�䣬���¸�/þ�����иֲ������������FeSn��Fe1.3Sn��Fe3Sn��Fe-Sn�࣬þ�������������Mg2Sn�࣬�������Sn������ʵ��˫���/þ�Ͻ����ֽ�������Ч���ӡ�
REFERENCES
[1] �� ��, ������, ���ƻ�, �� ��. �������Ƚ���ǿ�ֵ�Ӧ����״�ͷ�չ����[J]. ���ϵ���, 2011, 25(13): 101-104, 109.
LI Yang, LIU Han-wu, DU Yun-hui, ZHANG Peng. Applications and developments of AHSS in automobile industry[J]. Materials Review, 2011, 25(13): 101-104, 109.
[2] �Ŵ���, ������, �º���, ʱ����, ���ܿ�. þ�Ͻ���������ҵ�е�Ӧ�ü����о���չ[J]. ���켼��, 2008(4): 531-535.
ZHANG Chun-xiang, CHEN Pei-lei, CHEN Hai-jun, SHI Ai-ju, GUANG Shao-kang. Application and research progress of magnesium alloys in automobile industry[J]. Foundry Technology, 2008(4): 531-535.
[3] YAN Hong-ge, ZHAO Qiang, CHEN Ping, CHEN Ji-hua, SU Bin. Microstructures and mechanical properties of laser welded wrought fine-grained ZK60 magnesium alloy[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(2): 389-396.
[4] �� ��. þ�Ͻ��������������е�Ӧ�÷�չ[J]. ��е�о�Ӧ��, 2007, 20(1): 14-16.
SONG Ke. The development and application of Magnesium alloys in automotive industry[J]. Mechanical Research & Application, 2007, 20(1): 14-16.
[5] WAHBA M, KATAYAMS S. Laser welding of AZ31B magnesium alloy to Zn-coated steel[J]. Materials and Design, 2012, 35(1/2): 701-706.
[6] LIU L, QI X. Strengthening effect of nickel and copper interlayers on hybrid laser-TIG welded joints between magnesium alloy and mild steel[J]. Materials & Design, 2010, 31(8): 3960-3963.
[7] LIU L, QI X, WU Z. Microstructural characteristics of lap joint between magnesium alloy and mild steel with and without the addition of Sn element[J]. Materials Letters, 2010, 64(1): 89-92.
[8] Ѧ����, �� ��, ���廪. ���⺸���¶ȳ���ֵģ��[J]. ����ѧ��, 2003(2): 79-82.
XUE Zhong-ming, GU Lan, ZHANG Yan-hua. Numerical simulation on temperature field in laser welding[J]. Transact Ions of the China Welding Institution, 2003(2): 79-82.
[9] �ܵ���, �� ƽ, �� ��, �� ��, �¸���. ��Zn��-6016���Ͻ����ֽ����ļ�����ǥ������ֵģ��[J]. �й���ɫ����ѧ��, 2012, 22(6): 1738-1746.
ZHOU Dian-wu, WU Ping, PENG Li, ZHANG Yi, CHEN Gen-yu. Laser welding-brazing and numerical simulation of zinc-coated steel and 6016 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(6): 1738-1746.
[10] �ܵ���, ��С��, ������, �� ��. ��п��/6016���Ͻ⺸��BP�����繤���Ż�����֯������[J]. �й���ɫ����ѧ��, 2014, 24(3): 678-688.
ZHOU Dian-wu, QIAO Xiao-jie, ZHANG Li-juan, LI Sheng. Parameters optimization of laser welding process of galvanized steel and 6016 aluminum alloy based on BP neural network and its microstructure and mechanical properties[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(3): 678-688.
[11] ������, �� ��, ������, �꽨. ˫��ֺ����Լ��伤�⺸���о���״[J]. Welding & Joining, 2013(3): 13-16, 41.
GUO Ming-zhong, LIU Jun, SUN Li-ren, XIU Hong-jian. Research on the welding of dual phase steel and its laser welding[J]. Welding & Joining, 2013(3): 13-16, 41.
[12] �����. �ִ����⺸�Ӽ���[M]. 1��. ����: ��ѧ������, 2005.
CHEN Yan-bin. Modern laser welding technology[M]. 1st ed. Beijing: Science Press, 2005: 42-43.
[13] �ο���, ����, ̷ ��, �� ��. �������Ͻ���ֵģ��ĸ�˹��Դ����ȷ��[J]. �ȼӹ�����, 2015(11): 196-200.
HE Kuan-fang, ZHANG Zhuo-jie, TAN Zhi, CHENG Yong. Determination of gaussian heat source parameter used in aluminum alloy welding numerical simulation[J]. Hot Working Technology, 2015(11): 196-200.
[14] ����ϼ, �� ��, Ҧ ��, ������, �� ��. �ѺϽ𱡰弤��ԽӺ��¶ȳ�����ֵģ��[J]. ���⼼��, 2013(5): 700-704.
LIU Xi-xia, HUANG Rui, YAO Gang, PENG Ji-zhong, ZHANG Yi. Numerical simulation of the temperature field of laser butt welding of titanium alloy sheet[J]. Laser Technology, 2013(5): 700-704.
[15] �����, �ƽ���, ����ï. ���⺸�ӹ����¶ȳ���ģ��[J]. Ӧ�ü���, 2008(3): 190-195.
ZENG Xiang-cheng, HUANG Jian-wen, ZHANG Qing-mao. Thermal field simulation in laser welding process[J]. Applied Laser, 2008(3): 190-195.
[16] ������. ���̲����ֲ�(��ɫ�������Ͼ�)[M]. ����: ����������, 2002.
FANG Kun-fan. Engineering materials handbook (Nonferrous metal materials)[M]. Beijing: Beijing Press, 2002: 120-122.
[17] л ��. DP600˫���ǿ�ȸֵ���㺸���̵���ֵ����[D]. �人: ���пƼ���ѧ, 2011.
XIE Jun. Numerical analysis of resistance spot welding process of DP600 dual phase high strength steel[D]. Wuhan: Huazhong University of Science and Technology, 2011.
[18] NIU R F, LIN B H, WANG Y N. Evaporation loss of Mg element in pulsed laser welding of 5A05 aluminum alloy and distribution of micro-hardness of welding joint[J]. Transactions of the China Welding Institution, 2010, 31(3): 81-84.
Laser heat-conduction welding and numerical simulation of double phase steel/magnesium alloy with Sn foil
TAN Zhe1, 2, LIU Jin-shui1, 2, ZHOU Dian-wu1, HU Lin-xi1, LU Yuan-zhi1, 2, JIA Xiao1, JIANG De-fu1
(1. State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body,
Hunan University, Changsha 410082, China;
2. College of Materials Science and Engineering, Hunan University, Changsha 410082, China)
Abstract: Laser welding test with Sn foil addition was carried out on DP600 double steel with thickness of 1.4 mm and AZ31 magnesium alloy with thickness of 1.8 mm by using fiber laser beam and the method of laser heat-conduction welding in an overlap steel-on-magnesium configuration. The best welding was achieved based on the optimization of welding parameters, and microstructure, elements distribution and phase compositions of the welding joint were studied by the horizontal microscopy, SEM with EDS and XRD. Considering the temperature dependence of material properties, initial conditions, boundary conditions and other factors, the nonlinear 3-D conduction finite element model of the steel/magnesium dissimilar metal laser welding was established by ANSYS finite element software. The results show that the effective connection between steel and magnesium can be realized in the heat-conduction welding mode with addition of Sn foil. The simulation calculation results of the weld pool shape, size are basically consistent with those of the actual weld, which verifies the rationality of the Gauss body heat source model for simulating the temperature field of the dual phase steel/magnesium alloy welded joints. Because of the addition of Sn foil to slow down the heat transfer from steel to the magnesium alloy, the effect of heat insulation of Sn foil is beneficial to the steel and magnesium plates melting at the same time. In addition, the cooling speed of the upper steel decreases and prolongs the diffusion time of Fe and Sn element, resulting in FeSn, Fe1.3Sn, and Fe3Sn phases in the transition zone of steel and Mg2Sn phase in transition region of magnesium. Therefore, the addition of Sn foil can help to realize the effective connection of dissimilar metals between double phase steel and magnesium alloy.
Key word: steel/magnesium dissimilar metal; Sn foil; laser heat-conduction welding; numerical simulation; temperature field
Foundation item: Project(2012AA111802) supported by the National High Technology Research and Development Program, China; Project(71075003) supported by Hunan University Automobile Body Advanced Design and Manufacture of the State Key Laboratory of the Independent Research, China
Received date: 2015-12-28; Accepted date: 2016-05-04
Corresponding author: ZHOU Dian-wu; Tel: +86-13017297124; E-mail: ZDWe_mail@126.com
(�༭ ������)
������Ŀ�����Ҹ����о���չ�ƻ��ص���Ŀ(2012AA111802)�����ϴ�ѧ���������Ƚ������������ص�ʵ��������������Ŀ(71075003)
�ո����ڣ�2015-12-28�������ڣ�2016-05-04
ͨ�����ߣ��ܵ��䣬���ڣ���ʿ���绰��13017297124��E-mail��ZDWe_mail@126.com
ժ Ҫ�����ù��˼�������Ϊ������Դ����1.4 mm��DP600˫��ֺ�1.8 mm��AZ31þ�Ͻ�ƽ���Լ����и��ϡ�þ�´�ӡ���/þ�������Sn���ļ����ȴ��������飬ͨ����������Ż����ӹ��ղ����������Ѻ�����Σ�������ʽ��������������������(EDS)��ɨ��羵��X����������(XRD)�ȹ۲�����Sn����/þ��ͷ������֯������Ԫ�طֲ�����ṹ��ɣ�����ANSYS����Ԫ���������Dz������Բ������¶�����ԡ���ʼ�������߽�����������Ӱ�죬������/þ���ֽ������⺸�ӷ�������ά��������Ԫģ�ͣ�ģ������/þ���ӽ�ͷ���¶ȳ��ֲ����������������Sn����ʵ�ָ�/þ֮�����Ч���ӣ�����ģʽΪ�����ȴ�������ģ��������۳���״���ߴ���ʵ�ʺ�������Ǻϣ���֤���ø�˹����Դģ������ģ��˫���/þ�Ͻӽ�ͷ�¶ȳ��ĺ����ԣ���������Sn���������ϲ�ְ����²�þ�Ͻ���������ݣ���һ���̶ȵĸ���Ч���������۷е�����ĸ֡�þͬʱ�ۻ��������ϲ�ֲ���ȴ�ٶȽ��ͣ��ӳ��ְ���Sn����Fe��SnԪ�ص����ɢʱ�䣬���¸�/þ�����иֲ������������FeSn��Fe1.3Sn��Fe3Sn��Fe-Sn�࣬þ�������������Mg2Sn�ࡣ��ˣ�����Sn������ʵ��˫���/þ�Ͻ����ֽ�������Ч���ӡ�
[2] �Ŵ���, ������, �º���, ʱ����, ���ܿ�. þ�Ͻ���������ҵ�е�Ӧ�ü����о���չ[J]. ���켼��, 2008(4): 531-535.
[4] �� ��. þ�Ͻ��������������е�Ӧ�÷�չ[J]. ��е�о�Ӧ��, 2007, 20(1): 14-16.
[8] Ѧ����, �� ��, ���廪. ���⺸���¶ȳ���ֵģ��[J]. ����ѧ��, 2003(2): 79-82.
[11] ������, �� ��, ������, �꽨. ˫��ֺ����Լ��伤�⺸���о���״[J]. Welding & Joining, 2013(3): 13-16, 41.
[12] �����. �ִ����⺸�Ӽ���[M]. 1��. ����: ��ѧ������, 2005.
CHEN Yan-bin. Modern laser welding technology[M]. 1st ed. Beijing: Science Press, 2005: 42-43.
[13] �ο���, ����, ̷ ��, �� ��. �������Ͻ���ֵģ��ĸ�˹��Դ����ȷ��[J]. �ȼӹ�����, 2015(11): 196-200.
[14] ����ϼ, �� ��, Ҧ ��, ������, �� ��. �ѺϽ𱡰弤��ԽӺ��¶ȳ�����ֵģ��[J]. ���⼼��, 2013(5): 700-704.
[15] �����, �ƽ���, ����ï. ���⺸�ӹ����¶ȳ���ģ��[J]. Ӧ�ü���, 2008(3): 190-195.
[16] ������. ���̲����ֲ�(��ɫ�������Ͼ�)[M]. ����: ����������, 2002.
[17] л ��. DP600˫���ǿ�ȸֵ���㺸���̵���ֵ����[D]. �人: ���пƼ���ѧ, 2011.
