
DOI: 10.11817/j.ysxb.1004.0609.2020-37780
ѡ�������ۻ����Ͻ���о���չ
������1������Ⱥ1�����ճ�1, 2, 3����־��1, 2, 3
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083��
2. ����ʡ���ӷ�װ���Ƚ����ܲ����ص�ʵ���ң���ɳ 410083��
3. ���ϴ�ѧ ���ʸ�ǿ�ṹ���Ϲ����Ƽ��ص�ʵ���ң���ɳ410083)
ժ Ҫ��
���Ͻ���е��ܶȡ���ǿ�Ⱥ����õ���ʴ�Ե��ŵ㣬��ѡ�������ۻ���������Ҫ�о���Ӧ�÷���֮һ���ص�����ѡ�������ۻ������Ļ���ԭ������ȱ���ѡ�������ۻ����Ͻ�Ĺ������о��ſ�������ѡ�������ۻ�Al-Si��Al-Mg��Al-Cu��Al-Zn-Mg�ȺϽ���ϵ�����۷�ĩ���ܡ����ղ������ȴ������յ�ѡ�������ۻ����Ͻ����ҪӰ�����أ�����ѡ�������ۻ����Ͻ�Ĵ������Ⲣ����չ����
�ؼ��ʣ�
����������3D��ӡ��ѡ�������ۻ������Ͻ���������
���±�ţ�1004-0609(2020)-12-2773-16���� ��ͼ����ţ�TG146.21���� ���ױ�־�룺A
��������(Additive manufacturing��AM)�׳�3D��ӡ����һ�ֻ��ڼ�����������(CAD)ģ�����ݣ����ò�������ۼӵķ���������άʵ������ļ���[1-3]���������켼����Դ��20����80�����������CAD��������Զ����ơ�����ӹ������ܻ���ӹ����²��Ͽ����ȶ����Ƚ��������Dz������������һ����Ҫ����ͻ�ƣ��ѳ�Ϊȫ�������ŵ��²����Ʊ�����֮һ������������������������������ۡ�����������Ӧ��������Ӵ�Ͷ�롣�����г��о�����International data corporation(IDC)���㣬2019��ȫ�����������г���ģ�ﵽ138����Ԫ�����ݼӹ��������Ͳ�ͬ����������ɷ�Ϊ�����������졢�ǽ���������������������������ȡ��Լ���Ϊ��Դ�Ľ����������켼�����ݼӹ���ʽ��ͬ�ɷ�Ϊѡ���Լ����ս�(Selective laser sintering��SLS)�������ۻ�����(Laser metal deposition��LMD)��ѡ�������ۻ�(Selective laser melting��SLM)�ȡ�ѡ���Լ����սἼ�����ü�����ɨ�躬�е��۵�����Ľ�����ĩ�Ƶý�����������ͨ�������սᡢ��������Ȼ��������������ѡ�������ۻ���������ѡ���Լ����ս�Ļ����Ϸ�չ�����ģ������ø��������������������ĩ������ֱ���ۻ����̻���һ����������ƵĽ����Ƽ���ѡ�������ۻ����õļ�����ֱ��С����Ʒ�ߴ羫�Ⱥܸߣ����Ʊ���ϸ�����ӽṹ�������������߷�չǰ���Ľ����������켼��֮һ��
���Ͻ���е��ܶȡ��߱�ǿ�ȡ��Ϻõ���ʴ�Ժ����������Ե��������ܣ���Ϊ����Ľṹ/���ܲ��Ϲ㷺Ӧ���ں��պ��졢����������������[4]�����Ͻ�ͨ���������졢���κͻ��ӹ��ȷ�ʽ�Ʊ���������������ײ������ס����������⣬Ӱ����ϵ��ۺ����ܡ����⣬��ͳ�Ʊ����������ڲ����˷����ء����첽�跱�ࡢ��ʱ���Լ����Լӹ��ṹ��������ͳߴ羫��Ҫ��ߵı�����������⡣�����������Ų����Ʊ������IJ��Ϸ�չ������ѡ�������ۻ������������Ͻ��ѳ�Ϊ�������������·��������Ķ�ѡ�������ۻ����Ͻ���о���չ���и�����
1 ѡ�������ۻ�����
1.1 ѡ�������ۻ�����ԭ��
ѡ�������ۻ�����[5-8]��һ�ֽ�������ֱ�ӳ��η���������ô��ʼ�������Ϊ��Դ������CAD������ѡ����ۻ�Ԥ���̺õĽ�����ĩ���㣬����������ӷ�ʽ�����Ʊ������ض�������״�ĸ����ܡ��߾��ȵĸ��ӽṹ������봫ͳ����ͻ��ӹ��ȼ������췽����ȣ�ѡ�������ۻ������ɴ����ߺϽ�ǿ�ȣ����̲�Ʒ�з����ڣ���չ����Ӧ�÷�Χ�����й�����Ӧ��ǰ����
ѡ�������ۻ��Ļ���ϵͳ������ͼ1[9]��ʾ��ѡ�������ۻ��������ý�����ĩ��Ϊԭ���ϣ����ø��������������������ĩ�������ۻ����̻���ֱ�ӻ�ó��ν������������ѡ�������ۻ���Ҫ���ι������£�
1) ���ü���������������ӹ��������άģ�Ͳ����зֲ���Ƭ��
2) ���ùε��ڻ����Ͼ�������һ���Ⱥ�С(ͨ��20~50 ��m)�Ľ�����ĩ��
3) �ڼ����������������ü������Խ�����ĩ����ɨ�裬���յ�ǰ�������ά������Ϣѡ���Ե��ۻ�������ĩ��
4) ��һ��ӹ���ɺ����½�һ����ĩ��߶ȣ����װ�����䶨����ĩ���ε����ѳ��β����پ�������һ�������ĩ��
5) �������ٸ�����һ�������Ƭ������Ϣѡ���Ե��ۻ�������ĩ��
6) �ظ�����2)~5)���̣�ֱ��������Ρ�
ѡ�������ۻ���ɺ����֧�Žṹ���ɻ�����������Ϊ�˽�һ����߽�������ľ��ȡ�������������ѧ���ܣ�ͨ����Ҫ�Գ��κ�Ľ���������к������������ĩ��������и��ɰ��ȥӦ���˻��ȵȾ�ѹ�;��ӹ��ȡ�
1.2 ѡ�������ۻ���ȱ��
ѡ�������ۻ����ø��ܼ�������Ϊ��Դ�����������ֱ��Ϊ�����Ҳ�������ۼӷ�ʽ�ӹ��������ˣ�������ͷ�ĩұ��ȴ�ͳ�ӹ���ʽ�Լ�ѡ���Լ����ս�ͼ����ۻ��������������켼����ȣ�ѡ�������ۻ����������ŵ�[10-11]��
1) ѡ�������ۻ����̲���Ҫģ�ߣ��ܹ��ӹ����ָ�����״���㲿���Լ����ַ����ʲ��Ϻ����ݶȲ��ϵȣ����̲�Ʒ����з����ڣ��ʺϵ�����С�����ͽṹ���ӵ���������ͣ�
2) ѡ�������ۻ���һ�ֿ������̼�������ȴ���ʴﵽ1��104~1��106 ��/s(��ͼ2[12]��ʾ)������μ�����֯ϸС��ǿ��Զ�����������ﵽ���������ͼ�ˮƽ[9, 13-14]��
3) ѡ�������ۻ��㲿�����������ӹ��������ӹ�����С��ʹ�ú�Ľ�����ĩ���ظ����ã����������ʸߡ�
4) ѡ�������ۻ�������������ĩֱ���ۻ����̻����˷�ѡ���Լ����սṤ�չ��̸��ӵ����⣬�����ڽ������ֱ��һ�����Ρ����⣬�뼤���ۻ�����������������ͷ۲�ͬ��ѡ�������ۻ����ùε�ƽ�̽�����ĩ���豸�������ڲ��õļ�����ֱ��С�����ѡ�������ۻ���Ʒ�ߴ羫�ȸ��ߡ�
ѡ�������ۻ�������Ȼ���кܶ��ŵ㣬��Ҳ����һЩؽ����������⡣ͼ3�ܽ���Ŀǰ���������������ٵ���Ҫ��ѧ�ͼ����������ս[15]��������������Ĵ��ڣ�ѡ�������ۻ�������������ȱ�㣺1) ѡ�������ۻ����ι���Ӱ�������ڶ࣬�۳��¶��ݶȴ��ײ�������϶�����Ƶ�ұ��ȱ�ݣ�Ӱ���Ʒ������2) ѡ�������ۻ������豸�����Ҵ�С���ޣ������Ʊ������㲿����3) ѡ�������ۻ��ӹ��ٶȽ�������������������ģ��������Ŀǰ�о��߲������Ӽ������������㲢�д�ӡ��������ӹ��ٶȣ���Ŀǰ�д����з��Σ�4) �����о�������������ѡ�������ۻ��ĺϽ��������ޣ����ϱ���ͳһ����Ҫ�����о��߲��Ͽ����µĺϽ����ಢ����ͳһ�IJ��Ϻ�����Ϣ���ݿ⡣��Щȱ���ںܴ�̶�����Լ��ѡ�������ۻ�������ʵ��Ӧ�úͷ�չ��

ͼ1 ѡ�������ۻ�ϵͳ����ͼ[9]
Fig. 1 Equipment illustration of selective laser melting process[9]
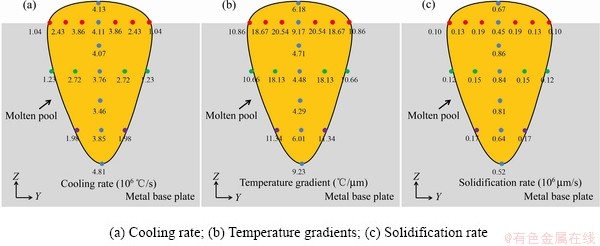
ͼ2 ѡ�������ۻ���Ʒ����Ԫģ��ʾ��ͼ[12]
Fig. 2 Thermal variables of selective laser melted sample[12]
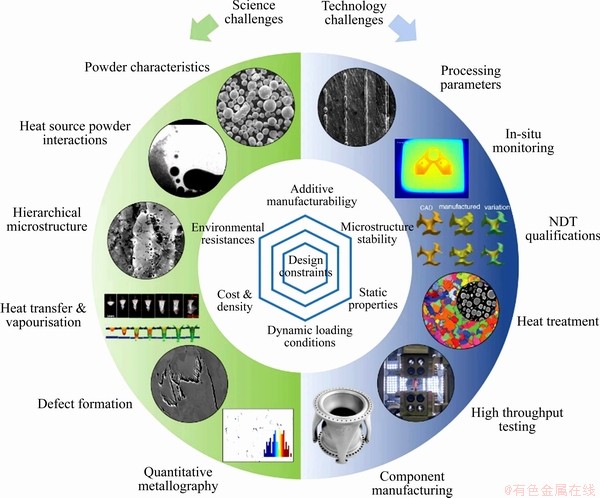
ͼ3 ѡ�������ۻ��ڿ�ѧ�ͼ����������Ҫ��ս[15]
Fig. 3 Key challenges in science and technology for selective laser melting[15]
2 ѡ�������ۻ����Ͻ���о��ſ�
���ѺϽ��ܺϽ����Ͻ�Ͳ���ֵȽ�����ȣ�ѡ�������ۻ��������Ͻ���о���Խ�����Ӱ��ѡ�������ۻ����Ͻ���ε���Ҫԭ����[16]��1) ���Ͻ��ĩ���������ڱ����γ�һ������Ĥ��������ʹ���ʱ����������������ȫ�ƻ�����Ĥ������谭������������֮��Ľ�ϣ��̶��γɿ������Ƶ�ȱ�ݣ����Ͳ������ܶȣ�����ʱ�������Գ��Ρ���ˣ���Ч��ֹѡ�������ۻ����������Ͻ���������Ʊ���ǿ���Ͻ��ǰ��֮һ��2) ���Ͻ��ܶȽ�С����ĩ�����Բѡ�������ۻ��̷۹�����Ҫ�Ͻ��ĩ���нϺõ������ԣ�ֻ��ÿ�������ĩ����˳�������ܱ�֤������Ʒ��������3) ���Ͻ��ȵ��ʺͼ��ⷴ���ʽϸߣ����������ʵͣ���Ҫѡ�������ۻ��豸�ܹ��ṩ���ߵļ���������
����ѡ�������ۻ��豸���ϸĽ���ѡ�������ۻ������������۵����ƣ�������һЩ��ҵ�Ϳ���Ժ����չѡ�������ۻ����Ͻ��Ʊ����ղ������ȴ������Ͻ���֯�����ܵȷ�����о���ȡ�÷�˶�ɹ������ƶ�ѡ�������ۻ����Ͻ�Ŀ�����Ӧ�þ�����Ҫ���塣
2.1 �����о��ſ�
�����ѡ�������ۻ����Ͻ���о��Ϳ�����Խ��磬����豸����ͳ��μ���Ҳ�����졣
Ŀǰ�����Ѿ��ж�ҳ����ѡ�������ۻ��豸���쳧�ҡ��¹�EOS��˾��1989�꿪ʼ����ѡ�������ۻ���ҵ������1994��ɹ����Ƴ�������ҵ����ѡ�������ۻ��豸���ù�˾ͬʱӵ��ѡ�������ۻ�ר�ý�����ĩ�Ʊ������Ͷ�Ӧ�IJ��ϳ����ղ�������EOS��˾�Ʊ���M290�豸���Ʊ������ܶȸߡ������������á��ߴ羫�ȸߵ�AlSi10Mg�Ͻ���������⣬�¹�SLM Solutions��˾��Concept Laser��˾��Ӣ��Renishaw��˾��Ҳ����������Ϊ�����ѡ�������ۻ��豸��
�ڶ��о��߶�ѡ�������ۻ����Ͻ�ķ�ĩ�Ʊ������ι��ղ������������յȽ��й㷺�о���GIRELLI��[17]�о�ѡ�������ۻ��ʹ�ͳ����AlSi10Mg�Ͻ���Ϳ�ʴ���ܣ��������ھ��и���ϸ���۽ṹ��ѡ�������ۻ��Ͻ���и��������ʴ���ܣ���������ʧ��ʴ���ʶ��ϵ͡�ITURRIOZ��[18]�о�ȥӦ���˻����ʱЧ�ȴ�����ѡ�������ۻ�AlSi10Mg�Ͻ�����֯����ѧ���ܵ�Ӱ�죬ȷ���ò��ϵ�����ȴ������ա�
Ϊ���㺽�պ�������ʸ�ǿ���Ͻ��Ҫ���о��߲����з�������ѡ�������ۻ������Ͻ���ϡ��տ�˾����ѡ�������ۻ�ר��Al-Mg-Sc�Ͻ�����������ǿ�ȴﵽ520 MPa����Ӧ����A320�ɻ��ṹ���[19]�����⣬�о������2000ϵ[20]��7000ϵ[1]���Ͻ��ѡ�������ۻ����ν����˴����о���ȡ����һ���ijɹ�������ز�Ʒ��ʵ��Ӧ�û�δ��������
2.2 �����о��ſ�
����ѡ�������ۻ����������ƣ�����һЩ��ҵ����У�Ϳ��л���Ҳ½����չ�����Ͻ�ѡ�������ۻ��Ʊ��������о������У�������ҵ��ѧ���Ͼ����պ����ѧ������������ѧ�����пƼ���ѧ�������ع�˾����ά���ٹ�˾�ȿ��л�������ҵ�о����磬�ڹ��ڴ�������ˮƽ��
���пƼ���ѧ�ͻ���������ѧ�ֱ������з���ѡ�������ۻ��豸�����������豸�ɹ��Ʊ����Ͻ�Ƚ����㲿��������ѡ�������ۻ����ι�������ͼ������о���Ӧ�÷���ȡ��һ����չ��
����ѧ�����ѡ�������ۻ����Ͻ���ι��ղ������ȴ������ս��д����о����ٽ���ѡ�������ۻ����������Ͻ�ķ�չ���й����ʴ�ѧ��С��[16]ͨ������ʵ��ȷ��ѡ�������ۻ�Al-Si�Ͻ���ѹ��ղ����������Ʊ������п��ܳ��ֵ�ȱ�ݽ����о����������пƼ���ѧLI��[21]�о����ղ������ȴ�����ѡ�������ۻ�����AlSi10Mg��������������ߴ羫�Ⱥ���ѧ���ܵ�Ӱ�죬���Ʊ���AlSi10Mg��������ǿ��Ϊ434 MPa���쳤��Ϊ5.3%�����⣬LI��[22]����ѡ�������ۻ������Ʊ�Al-3.02Mg-0.2Sc-0.1Zr�Ͻ��о�ʱЧ�����ԺϽ���֯�ݱ����ѧ���ܵ�Ӱ�졣�������������ʱЧ�¶����ߺ�ʱ���ӳ����Ͻ��Ӳ�������ߺͣ�����ͨ�������ȴ������ղ������ƺϽ��ǿ�Ⱥ���չ�ԡ���325�桢4h�����£��Ͻ�Ŀ���ǿ�Ⱥ��쳤�ʷֱ�Ϊ373 MPa��32.5%��WANG��[23]�о��ȴ�����ѡ�������ۻ�AlSi10Mg�Ͻ���ѧ���ܵ�Ӱ�죬�������ȴ���������Si������ɢ������
Ϊ������Ͻ�����ܣ��о��߶ԺϽ�Ԫ�ؽ����о���NIE��[24]�о�Zr��ѡ�������ۻ�Al-4.24Cu- 1.97Mg-0.56Mn�Ͻ�����ԡ�����֯����ѧ���ܵ�Ӱ�췢�֣�Zr�����ӿ�����ӹ����ڣ���ʹ�Ͻ������ʹ���״��ת��Ϊ���ᾧ�����ͺϽ�Ŀ��������ԡ�����Zr�������ߣ��Ͻ�Ŀ���ǿ�������ߺ͡���Zr����Ϊ2%ʱ���Ͻ������ǿ�ȺͿ���ǿ����ߣ��ֱ�Ϊ464 MPa��493MPa�����⣬�о������ѡ�������ۻ��������Ͻ�����г��ֵ������Ρ����Ϳ��ѵ�������д����о��������һЩ�����ʩ��
3 ѡ�������ۻ����Ͻ���ϵ
��������ѡ�������ۻ������ѳ�Ϊ�Ʊ���ǿ���Ͻ���·�����ĿǰӦ����ѡ�������ۻ������Ͻ�������Ҫ��Al-Siϵ��Al-Mgϵ��Al-Cuϵ��Al-Zn-Mgϵ�Ͻ��������ϲ��ϵȡ�
3.1 Al-Siϵ�Ͻ�
��ѡ�������ۻ����Ͻ��У�Al-Siϵ�Ͻ���������õĺ��Ӻ������ӹ����ܡ��ϵ͵�������ϵ���Լ��ϸߵ���ʴ�Ե��ŵ���о�����졢Ӧ����㷺�������ĺϽ��ƺŰ���AlSi10Mg��AlSi12�ȡ���Al-Siϵ�Ͻ��У�Si����Ҫ�Ͻ�Ԫ�أ����ܶȱ�Al�ĵͣ�������ϵ����С����������Ͻ�������ԡ��������������ٺϽ�Ŀ���ȱ�ݡ���Al-Si��ͼ��֪��Al-Si�Ͻ�Ĺ�����Ӧ�¶�Ϊ577 �棬����Si����Ϊ12.6%��������ʱ��Si��Al�е��ܽ��ֻ��0.05%�������Al-Si�Ͻ���Si�����������Ӷ���ߺϽ��ǿ�Ⱥ���ĥ�ԡ�
����ʱKEMPEN��[25-26]����ɫ��ROSENTHAL��[27-29]�о�ѡ�������ۻ����ղ����ȶ�AlSi10Mg�Ͻ��Ӱ�죬������ܶȺ;��ȶ��ϸߵ�AlSi10Mg�Ͻ𣬲��Գ���������Ӱ�����ؽ����о���ȡ����Ҫ�о��ɹ���
ѡ�������ۻ�Al-Siϵ�Ͻ����Ҫȱ�ݰ�����϶������֯�����ȺͲ���Ӧ���ȣ���Щȱ�ݻ��������ͺϽ���쳤�ʺ�ƣ�Ϳ�����Ϊ�����Al-Siϵ�Ͻ����ѧ���ܣ��о��߿����˶��ֺ������������ȴ������ȵȾ�ѹ�ͽ���Ħ���ӹ��ȡ�ZHAO��[30]�о�ȥӦ���˻�(Stress relieve heat treatment��SRHT)�ͽ���Ħ���ӹ�(Friction stir processing��FSP)��ѡ�������ۻ�AlSi10Mg�Ͻ���֯���������ܵ�Ӱ�죬��ò�ͬ״̬�Ͻ������֯��ͼ4��ʾ����ͼ4���Կ���������̬�Ͻ���Ҫ��ɷְ�����(Al)�����Si�࣬����Si�����������״������(Al)����ָ�Ϊһ����С�ľ�������Al�����ڿ��Թ۲쵽ϸС�ij����ࡣ��250 �桢2 h�˻�Ͻ�����Ȼ���Թ۲쵽��״Si��ͳ����࣬�������̬�Ͻ���ȣ�Si��ͳ�������ֻ�����300 �桢2 h�˻��FSP��������״Si�����ת��Ϊ��Si����(��ͼ3(c)~(d))����ЩSi�����ߴ緶ΧΪ50~500 nm�����⣬FSP̬�Ͻ��еĸ�Si������ȥӦ���˻�̬�Ͻ��еĸ��ִ��о������֣�SRHT��FSP��ͨ���ı�Ͻ���۽ṹ��Ч��ߺϽ����չ�ԡ������̬�Ͻ���ȣ���SRHT1��SRHT2��FSP�����ĺϽ��쳤�ʴ�11%�ֱ����ӵ�12%��42%��40%��������ǿ�ȴ�(287��2) MPa�ֱ�Ϊ(249��2) MPa��(212��12) MPa��(189��5) MPa��
3.2 Al-Mgϵ�Ͻ�
�����Ͻ��У�Al-Mgϵ�Ͻ�����и�ǿ�ȡ�����չ���Լ����õĺ����Ժ���ʴ�Ե��ŵ���㷺Ӧ���ں��պ��������������
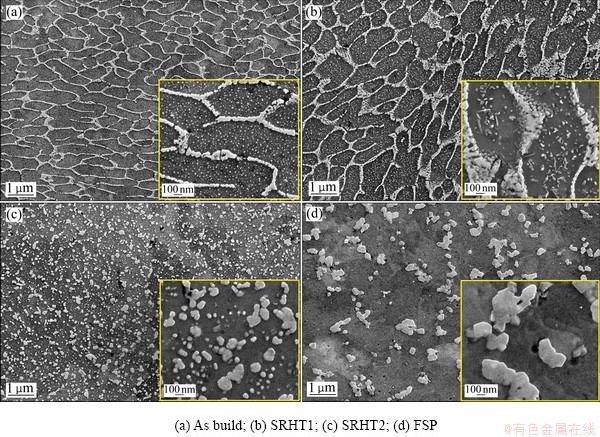
ͼ4 ѡ�������ۻ�AlSi10Mg�Ͻ������֯[30]
Fig. 4 Microstructures of selective laser melted AlSi10Mg at following states[30]
2017�꣬�տ����µ�APWorks��˾�״ο�����ѡ�������ۻ�Scalmalloy (Al-Mg-Sc)���úϽ�������ǿ�Ⱥ��쳤�ʸߴ�520 MPa��13%��Զ����AlSi10Mg�Ͻ�ġ�Scalmalloy�Ͻ�ijɹ��Ʊ������ڶ��о��߶���ѡ�������ۻ�Al-Mgϵ�Ͻ���о���Ȥ��
(Al-Mg-Sc)���úϽ�������ǿ�Ⱥ��쳤�ʸߴ�520 MPa��13%��Զ����AlSi10Mg�Ͻ�ġ�Scalmalloy�Ͻ�ijɹ��Ʊ������ڶ��о��߶���ѡ�������ۻ�Al-Mgϵ�Ͻ���о���Ȥ��
SPIERINGS��[31-33]����ѡ�������ۻ������Ʊ�Al-Mg-Sc-Zr�Ͻ��俹��ǿ�ȴﵽ530 MPa����������Ͷ���Ͻ�ġ�Sc��Zr�����ӿ����Ե�ϸ���Ͻ��������ȴ����Ͻ�����������Al3(Sc, Zr)�࣬����ǿ�ҵ���ɢǿ�����ã���Ч��ߺϽ��ǿ�ȡ��о������֣�ѡ�������ۻ�Al-Mg-Sc-Zr�Ͻ������֯Ϊ���ᾧ����״����ɵ�˫��ṹ����ͼ5��ʾ�����ᾧ������������Al3(Sc, Zr)��ľ���ϸ���������£�����״���������������¶��ݶ�Ӱ������ġ�

ͼ5 ѡ�������ۻ�Al-Mg-Sc-Zr�Ͻ�ı�ɢ��SEM���EBSD��[33]
Fig. 5 Back scattered SEM image showing coarse (CG) and fine (FG) grained microstructure(a) and EBSD image of selective laser melted Al-Mg-Sc-Zr alloy(b)[33]
WANG��[34]�Ƚ��˲���ѡ�������ۻ��͵������ս�(SPS)�Ʊ�Al-Mg-Sc-Zr-Mn�Ͻ�����֯����ѧ���ܵIJ��죬���������ѡ�������ۻ���Ʒ��֯Ϊ��״�͵���˫�徧����ƽ�������ߴ�ԼΪ7 ��m����SPS��Ʒ��֯Ϊ���ᾧ����ƽ�������ߴ�Ϊ4 ��m��ѡ�������ۻ���Ʒ������ǿ�Ⱥ��쳤�ʷֱ�Ϊ394 MPa��10.5%��Զ����SPS��Ʒ��(231 MPa��0.59%)��������ΪSPS��Ʒ���ڴ�����������ӣ�����Ʒ��Al3(Sc, Zr)��ijߴ�Ϊ0.5~0.8 ��m��Զ����ѡ�������ۻ���Ʒ��1~10 nm������SPS��Ʒǿ�Ⱥ��쳤�ʶ�Ҫ��ѡ�������ۻ���ƷС��
LI��[35]�о�����ѡ�������ۻ�Al-Mg-Sc-Zr�Ͻ���MgԪ�����۳ر߽紦��������ƫ������Al��Sc��Zr��Ԫ�ز�����ƫ������
CROTEAU��[36]����Zr��Ϊ����ϸ��������ǿ������ѡ�������ۻ������Ʊ�Al-3.60Mg-1.18Zr��Al-3.66Mg-1.57Zr�Ͻ����ںϽ�Sc�������Լ�˳ɱ��������������ܶ�Ϊ123~247 J/mm3ʱ���Ͻ�����ܶȴﵽ99.2%~99.9%������ǿ��Ϊ354 MPa���쳤��Ϊ20%���Ͻ��ǿ��������ҪΪMgԪ�صĹ���ǿ����Al3Zr�ij���ǿ����
MA��[9, 37]����ѡ�������ۻ������Ʊ�Al-4.0Mg-0.7Sc-0.4Zr-0.5Mn�Ͻ𣬲��о��ȴ����ԺϽ�����֯����ѧ���ܵ�Ӱ�졣�������������Al3(Sc, Zr)��Al6Mn�ȿ����Ծ���Ķ������ã��ȴ���̬�Ͻ���δ�������Գ������ȴ����¶ȴ���350 ��ʱ���Ͻ��еڶ������ӷ������Դֻ���������־�����ȣ�ϸ�����е����Ӹ����������ºϽ�Ӳ�Ⱥ�����ǿ���������͡�
3.3 Al-Cuϵ�Ͻ�
Al-Cuϵ�Ͻ�����2000ϵ���Ͻ𣬾��е��ܶȡ���ǿ�Ⱥ�ƣ��ǿ�ȵ��ص㡣��Al-Siϵ�Ͻ���ȣ�Al-Cuϵ�Ͻ�Ԫ�غ������ߣ����������������˺Ͻ��ײ��������ƣ�Ԫ����������ѡ�������ۻ�������չ������
Ϊ��߳����������о���ͨ���Ͻ�������Al-Cuϵ�Ͻ�������ơ�ZHANG��[38]��Zr���ӵ�Al-Cu-Mg�Ͻ��У��������Zr�����ӿɴٽ�Al3Zr��������;���ϸ������������ѡ�������ۻ������е�������������δ����Zr��Al-Cu-Mg�Ͻ���ȣ�����2%����Zr��Al-Cu-Mg�Ͻ�����ǿ�ȴ�(253��9.8) MPa������(446��4.3) MPa������ǿ�ȴ�(389��20) MPa������(451��3.6) MPa��XU��[39]�о�ѡ�������ۻ�Li��Zr��ǿAl-Cu-Mg�Ͻ�(Al-4Cu-1Li-0.4Mg-0.5Zr)���۽ṹ��ұ��ȱ�ݺ�Ӳ�ȣ����ֺϽ�����֯��ϸС���ᾧ�����״֦����ɡ�����Zr�����ϵͣ��Ͻ��пɹ۲쵽���ԵĿ������Ƶ�ȱ�ݣ�����������ܶ�Ϊ100 J/mm3ʱ���Ͻ������ܶȽ�Ϊ97.8%��
���⣬�Ż�ѡ�������ۻ����ղ��������Al-Cuϵ�Ͻ������������Ҫ������NIE��[40]����ѡ�������ۻ������Ʊ�Al-Cu-Mg�Ͻ��о�ɨ���ٶȶԺϽ����۸����������۸����Ϳ�����Ʒ��Ӱ�죬�����ڼ����200 W��ɨ����90 ��m��ɨ����40 ��m�������£��۳ؿ��Ⱥ��������ɨ���ٶ����Ӷ����͡���ɨ���ٶ�Ϊ5000 mm/minʱ�������۸�������⻬�������ƣ�����Ͻ�����ܶȴﵽ99.91%��ƽ��Ӳ��Ϊ125 HV��
WANG��[41]�о�ѡ�������ۻ�����Al-3.5Cu- 1.5Mg-1Si�Ͻ���0.001��0.1 mol/L NaCl��Һ�еĸ�ʴ���ܣ��������ھ��и�ϸС�ľ�����Q�࣬�丯ʴ�������ڶ�����ȴ���AA2024�Ͻ�ġ���T6�ȴ����Ͻ�ĸ�ʴ�����ܶ�Ϊ0.04 ��A/cm2�������ۻ���Χ������Լ400 mV��
3.4 Al-Zn-Mgϵ�Ͻ�
Al-Zn-Mgϵ�Ͻ�Ϊ7000ϵ���Ͻ�����Ҫ�Ͻ�ɷְ���Zn��Mg��Cu�ȡ�Al-Zn-Mgϵ�Ͻ�ǿ�ȸߣ��������ܺ������������ã��������Ե�ʱЧӲ��������������ʴ�ܽϲ��Al-Cuϵ�Ͻ����ƣ����ڽϸߵ�Ԫ�غ����ͽϿ��������¶ȷ�Χ��Al-Zn-Mgϵ�Ͻ���ѡ�������ۻ����������ѣ�������Ӱ��ѡ�������ۻ�Al-Zn-Mgϵ�Ͻ�ij������ܡ������������dzɹ��Ʊ��úϽ�Ĺؼ���
Ŀǰ������Al-Zn-Mgϵ�Ͻ������Ƶ���Ҫ�������ںϽ������ӺϽ�Ԫ�ء��о�������Si�����ӿɽ���ѡ�������ۻ�Al-Zn-Mg-Cu�Ͻ�����������ԣ���������ơ�����ܶ�Ϊ99.8%�ĺϽ�[42]�����⣬��Al-Zn-Mgϵ�Ͻ�������Sc��ZrԪ�أ����Ի�þ����ߴ�ϸС�ĺϽ𣬼��������ƵIJ�����LI��[43-44]�о�Si��Zr��ѡ�������ۻ�Al-Zn-Mg-Cu�Ͻ�Ӱ�죬����Si��ѡ�������ۻ������п����ɵ��۵㸻Si������������ƣ���Ч��ֹ�����ƵIJ�������Zr������Al3Zrϸ���Ͻ�������Si��ZrЭͬ�����£��Ͻ�Ŀ���ǿ�ȴﵽ446 MPa���쳤�ʴﵽ6.5%��
3.5 �������ϲ���
������ǿ�������ϲ��Ͼ��е��ܶȡ��߱�ǿ�ȡ����õ���ĥ�Ժ���ʴ�Ե��ŵ㣬��Ϊ�ṹ���Ͼ��й���Ӧ��ǰ�����봫ͳ���췽����ȣ����ڸ���ȴ�ٶȣ�ѡ�������ۻ������������ϲ��Ͼ��и��õ��ۺ����ܡ�������ǿ�ͬ��ѡ�������ۻ��������ϲ�����Ҫ����TiB2��ǿ�������ϲ��ϡ�TiC��ǿ�������ϲ��Ϻ�CNT��ǿ�������ϲ��ϵȡ�
TiB2���иߵ���ģ�������õ���ĥ�ԡ���Al������ʪ�Ժõ��ص㣬���TiB2��ǿ�������ϲ��Ͼ�����������ܡ��ڸ��ϲ����Ʊ������У�TiB2�����ӿ�ϸ���Ͻ�ľ���[45]��XI��[46]�о�TiB2������ѡ�������ۻ�TiB2/Al-12Si���ϲ��ϵ�Ӱ�췢�֣�����TiB2������1%���ӵ�5%�����ϲ��ϵ�ƽ�������ߴ��6.32 ��m��С��1.35 ��m��WANG��[45]�о����֣�����5%��TiB2(�������)��TiB2/Al-3.5Cu-1.5Mg-1Si���ϲ��ϵľ����ߴ��(23��1) ��mϸ��Ϊ(2.5��0.1) ��m�����ϲ��ϵĿ�ѹ����ǿ�ȵõ�������ߡ����⣬TiB2������ѡ�������ۻ����μ��еľ���֯�����Ʊ��ĸ��ϲ��Ͼ��е���״��ȡ������ֲ��ľ�����֯[46-47]��LI��[48]����ѡ�������ۻ�TiB2/AlSi10Mg���ϲ��Ͼ���ϸС������TiB2�����غϽ�ֲ�������״Si���ھ����ڲ����ȷֲ������ϲ��ϵĿ���ǿ�Ⱥ��쳤�ʷֱ�Ϊ530 MPa��15.5%��
TiC���и�Ӳ�ȡ����۵㡢�ߵ���ģ���͵͵���ϵ�����ص㣬�Ǹ��ϲ�����ǿ�������ѡ��ZHOU��[49-50]�о�TiC����(1.0%��2.5%��10%)��ѡ�������ۻ�Al-15Si�Ͻ���֯����ѧ���ܵ�Ӱ�졣����TiC�������ӣ�Si���������еĹ��ܶ�Ѹ�ٽ��ͣ����ϲ�������״����Si��ֻ���������һЩС��Si����������TiC�������ӣ����ϲ��ϵ�����ǿ���������͡���TiC����Ϊ1%ʱ�����ϲ��ϵĿ���ǿ��Ϊ578 MPa��GU��[51]����ѡ�������ۻ��Ʊ�TiC/AlSi10Mg���ϲ��ϣ��о����������ܶȶԸ��ϲ��ϵ����ܻ���Ϊ����֯�ݱ䡢��Ӳ�Ⱥ�ĥ�����ܵ�Ӱ�졣������������ż��������ܶ����ӣ����ϲ������ܶȲ������(����ܶ�> 98%)��TiC�����ߴ������(77~93 nm)�ֻ�������(154 nm)�������������ܶ�Ϊ733 J/mʱ�����ϲ��ϵ���Ӳ��Ϊ181.2 HV��Ħ������Ϊ0.36��ĥ����Ϊ2.94��10-5 mm3/(N��m)��
���մɿ�����ȣ�̼����(CNT)�������и��ߵ���ѧ���ܣ����һ����и��ߵĵ����Ժ͵����Եȡ���ˣ��о��߶�CNT��ǿ�������ϲ��Ͻ����о���GU��[52]����ѡ�������ۻ��Ʊ�CNTs/AlSi10Mg���ϲ��ϣ����ּ���ʺ�ɨ���ٶ���Ӱ�츴�ϲ������ܶȵ���Ҫ���ء��������Ϊ350 W��ɨ���ٶ�Ϊ2000 mm/sʱ�����ϲ������ܶ���ߣ�����ǿ�Ⱥ��쳤�ʷֱ�Ϊ420.8 MPa��8.87%��JIANG��[53]�о�ɨ���ٶȶ�ѡ�������ۻ�CNTs/AlSi10Mg���ϲ�����֯����ѧ���ܵ�Ӱ�졣�������������ɨ���ٶ����ӣ�ɨ���ߵĿ��ȼ�С���߶����ӣ������ϲ��ϵĿ���ǿ�������ߺ͡���ɨ���ٶ�Ϊ1300 mm/sʱ�����ϲ��Ͼ�����ߵ���ѧ���ܣ������ܶȡ�Ӳ�Ⱥ�����ǿ�ȷֱ�Ϊ98.53%��143.33 HV��499 MPa����δ��ǿAlSi10Mg�Ͻ���ȣ�CNTs/AlSi10Mg���ϲ��ϵ�Ӳ�Ⱥ�����ǿ�ȷֱ����Լ10%��20%����ѡ�������ۻ������У�CNT�Ա������״�ṹ���ֲ���AlSi10Mg����ľ����߽紦�����ڼ�����ȳ�������£��䳤�����̵�200~300 nm��
4 ѡ�������ۻ����Ͻ����ܵ�Ӱ������
ѡ�������ۻ����̰��������������ɢ�䡢�Ͻ��ĩ�ۻ������̡����������䡢Ԫ�ػӷ��������Լ���̬���ȶ��ָ����������̣����Ӱ��ѡ�������ۻ������㲿�����ܵ����غܶࡣ���У���ҪӰ�����ذ�����1) ��ĩ���ϣ����ĩ�ɷ֡���ò�������ֲ��ȣ�2) ����ϵͳ���缤�Ⲩ�������ʡ���߰뾶��������ȵȣ�3) ���ղ�������ɨ���ٶȡ�ɨ���ࡢɨ����ɨ����Եȣ�4) ���λ������籣�����塢��������ʪ�ȡ��������ȣ�5) �豸���ȣ����̷�ϵͳ���ȡ����γߴ羫�ȵȣ�6) �����������ߴ硢��״������֧��λ�õȡ����У�����ϵͳ�����λ������豸���ȵ���Ҫȡ����ѡ�������ۻ��豸���ܹ����ڵ���Ҫ����Ϊ��ĩ���ܺ��ղ����ȡ�������ϸ����һ�·�ĩ���ܡ����ι��ղ������ȴ�������ҪӰ�����ء�
4.1 ��ĩ����
ѡ�������ۻ�������ԭ�Ϸ�ĩ������Ҫ��ϸߣ����ѳ�Ϊ����ѡ�������ۻ�������չ�Ĺؼ�����֮ һ[54]����ѡ�������ۻ������У��ڽ���ѡ���Լ���ɨ��ǰ����Ҫ���ùε����̷۹��ڹ���ƽ̨�Ͻ����̷ۣ��̷۲���ͨ��Ϊ20~50 ��m����ĩ�̷ŵ�����(ƽ���ȡ������Ե�)�Գ��μ������;��Ⱦ���ֱ��Ӱ�죬�����̷�����Ӱ�������ǽ�����ĩ�������ԡ�Ϊ��֤��ĩ���нϺõ������ԣ�ѡ�������ۻ��Է�ĩ����״�����ȷֲ������ϸ��Ҫ��
���ȣ�ѡ�������ۻ����÷�ĩ��״ͨ��Ҫ��Ϊ���λ�����Ρ�������Ϊ���ο�����������߷�ĩ�������Ժ�������ܣ������ĩ���̷�Ҫ����״�������������ߴ�С������ֲڵķ�ĩ�����Բ������ѡ�������ۻ�����[55]����ĩ�����ζ���Ҫȡ�������Ʊ�������
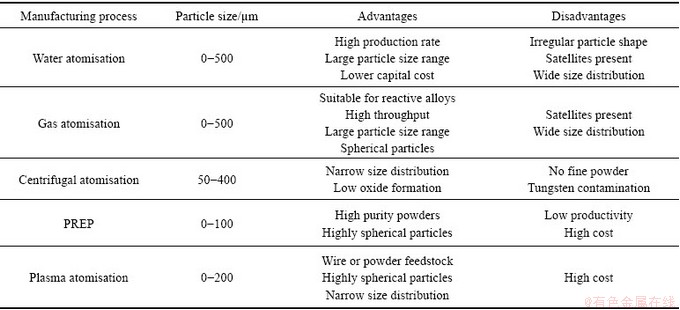
��1����Ϊ���ò�ͬ�����Ʊ���ѡ�������ۻ��ý�����ĩ������[56]�����У��������Ʊ��ķ�ĩ���ζȺܸߣ���һ��ѡ�������ۻ���õĽ�����ĩ������������Σ�ѡ�������ۻ����÷�ĩҪ�����ȷֲ����С�������Сһ�£��Ա���ѡ�������ۻ������г������ž�����֤�㲿����֯�����ܵ�һ���Ժ;����ԡ�ͨ����ѡ�������ۻ����õķ�ĩ���ȷ�ΧΪ15~53 ��m���ֿ�����ĩ�ή�ͺϽ����ѧ���ܣ����ӱ���ֲڶȣ���ϸ������ĩ�����Բ�����̷۲����ȡ����⣬�����������Ľ�����ĩ��˵��ѡ�������ۻ�Ҫ�������ĩ����������5��10-4������ĩ�к�������ʱ���ᵼ�²������γɿ�����ˣ�ѡ�������ۻ���Ҫ���ĩ�п��ķ۵ı���С��1%��
��1 ���ò�ͬ�����Ʊ���ĩ������[56]
Table 1 Powder characteristics observed from various manufacturing processes[56]
4.2 ���ղ���
ѡ�������ۻ����μ��ijߴ羫�ȡ�����������ǿ���ںܴ�̶�����ɨ�������Ӱ�졣ɨ�蹤�ղ�����Ҫ��������ʡ�ɨ���ٶȡ�ɨ���ࡢɨ����ɨ����λ�����η���ͳ��λ����ȡ�
1) ����ʺ�ֱ����һ�㣬ѡ�������ۻ��豸����Nd��YAG���˼������������⣬���й�������ȶ����������ɵ��ں����ŵ��ŵ㡣������Ϊѡ�������ۻ�����Դ�������ֱ��Ӱ��Ͻ����֯�����ܡ���Ҫ�ļ��������������ʺͼ�����ֱ����
�������Ӱ��ѡ�������ۻ����Ͻ���μ�������һ����Ҫ������ѡ�������ۻ�ʹ�õļ���������Ϊ100~400 W���۽���߳ߴ�Ϊ30~50 ��m�������ܶȿɴ�5��106 W/cm2[11]��Ӣ��LOUVIS��[57]�����Ͻ�ѡ�������ۻ������й��ղ������о��������ۻ���ͬ���Ͻ��ĩ������ʾ��в�ͬ�ļӹ���ֵ��ֻ�е�����ʴ��ڼӹ���ֵʱ�����Ͻ��ĩ�����֮������γ����õ�ұ���ϣ�������ܶȽӽ�100%�IJ��ϡ�ͼ6��ʾΪ��ɨ���ٶ�Ϊ1200 mm/sʱ������ʺ�ѡ�������ۻ�����AlSi10Mg�Ͻ����ܶȹ�ϵ��ͼ[58]����ͼ6���Կ������Ͻ����ܶ����ż����������������С��������Ϊ���Ͻ����Ʊ������б�����γ�һ������Ĥ��������������Ϊ170 Wʱ����������������ȫ�ƻ�����Ĥ����ĩ�����ַ����ۻ����Ͻ����岻������ĩ֮��ļ�϶���γɽ϶��������Ӱ����μ����ܶȣ����ͳ��μ�ǿ�ȡ����ż���������ۻ���ĩ�������࣬�����٣����ܶ����ߡ�������ʸ���250 Wʱ���Ͻ����ܶȿ�ʼ���͡�������Ϊ��ɨ���ٶȲ���������£����ż�������ߣ�������ĩ�ۻ����࣬�۳ر�������ۻ�Һ�����������������������[11]�����ͳ��μ������ܶȡ����⣬���ߵļ���������ɽ�������ֱ�������������������������һ�������͡����ƣ��γɾ��ҵ��ս�ɽ������ɽ��������ɳ��μ��еļ��ӡ���ˣ����ù��ߵļ����Ҳ�����ڻ���������õij��μ���

ͼ6 ����ʶ�ѡ�������ۻ�AlSi10Mg�Ͻ���Ʒ���ܶȵ�Ӱ��[58]
Fig. 6 Effect of laser power on relative density of selective laser melted AlSi10Mg samples[58]
����ֱ������һ����Ҫ�ļ��������һ����˵���������ۻ�������ǰ���£�����ֱ��ԽС���۳سߴ�ҲԽС����������ܡ���ϸ�;���һ�µ�����֯�����ǹ�С�ļ���ֱ���ᵼ���۳��������ܶȹ��ߣ������ս�ɽ��������ںϽ�ij��Ρ�
2) ɨ���ٶȡ�һ����˵��ɨ���ٶ�Խ��ѡ�������ۻ��ӹ��ٶ�Խ�졣��ɨ���ٶȹ���λ����������ܶȼ�С���Ͻ��ĩ�ۻ�����֣��ᵼ�ºϽ����ܶȽ��͡���֮����ɨ���ٶȹ���ʱ����λʱ���۳��ڼ��������ܶȹ��ߣ��ᷢ�����ص��������²��ϱ���ֲڶ�ס����⣬ZHANG��[59]�о���ɨ���ٶȶ�ѡ�������ۻ�����Al-Mg-Sc-Zr�Ͻ�������Al3(Sc,Zr)���Ӱ�췢�֣���ɨ���ٶȽϵ�ʱ���Ͻ����۳صײ����γ�Al3(Sc,Zr)�࣬����ɨ���ٶȹ���ʱ���Ͻ��в�δ����Al3(Sc,Zr)�ࡣ������Ϊ���ߵ�ɨ���ٶȸı��˺Ͻ��۳��еĴ��Ⱥʹ��ʹ��̣����µڶ����������ӻ�����������
3) ɨ���ࡣɨ������ָ��������ɨ����ľ��롣����ɨ���࣬�����ѡ�������ۻ��㲿���ij���Ч�ʡ���ɨ��������۳ؽ�ϲ���֣�������ס����Ƶ�ȱ�ݣ�����������ܡ�ͨ����Ϊ��֤�۳�֮���ֵ�ұ���ϣ����������۳���Ҫ����һ���Ĵ���ʣ����ص�һ���ı����������ϴ����һ��Ϊ�۳ؿ��ȵ�1/3��Ϊ��֤һ���Ĵ���ʣ���Ҫ����ѡ��ɨ����Ĵ�С��ʹ����ɨ����̷����������ۡ��������[60]�о����֣���ɨ���ٶȽϵ�(50��100 mm/s)ʱ��ɨ�����ѡ�������ۻ�AlSi10Mg�Ͻ�����ܶ�Ӱ���С����ɨ���ٶȽϸ�(150��200 mm/s)ʱ��ɨ�������0.11 mm��AlSi10Mg�Ͻ�����ܶȿ�ʼ���ͣ������ͼ7��ʾ��
4) ɨ����ɨ������ָѡ�������ۻ����ι�����ÿ���ĩ�ĺ�ȡ�����ѡ��ɨ����һ���������߳���Ч�ʣ���һ��������γ����õIJ���ϣ���þ����������ܵij��μ���һ����˵������ɨ�������ӣ�����Ч������ͬʱ��Ҫ�ۻ��Ľ�����ĩ���࣬���μ�ǿ�Ƚ��͡����⣬ɨ����Ӱ�������εķ�ĩ�����ߴ硣���ɨ��������������ߴ磬�����з�ĩ����(���۳ߴ��С)��������������Ρ���֮�����ɨ����С�����������������ϸС�Ŀ������ȳ���������Ρ�

ͼ7 ɨ�����ѡ�������ۻ�����AlSi10Mg����������ܶȵ�Ӱ��[60]
Fig. 7 Influence of hatching space on relative density of selective laser melted AlSi10Mg[60]
Ϊ��������ʡ�ɨ���ٶȡ�ɨ�����ɨ����ȹ��ղ������ۺ����ã�����ͬһ�ַ�ĩ������˵���ɲ����������ܶ���Ϊѡ�������ۻ���������������ָ�ꡣ��������ܶ�(Volume energy density�� )��ʽ(1)���㣺
)��ʽ(1)���㣺
 (1)
(1)
ʽ�У�PΪ����ʣ�vΪɨ���ٶȣ�tΪɨ����SΪɨ���ࡣ��������ܶȿ���Ϊѡ�������ۻ����μ�����֯��ұ��ȱ�ݺͳ������ܵĿ����ṩ�ؼ���������ѧ����[61]��LEI��[62]�о������ܶȶ�ѡ�������ۻ�Sc��Zr��ǿ7075���Ͻ�����֯�����ܶȵ�Ӱ�죬�������������ܶ����ӣ��Ͻ����ߴ�������С������ܶ�������������ȶ��������������ܶ�Ϊ52~333 J/mm3ʱ���Ͻ�����ܶȽϸߣ�����98%��
5) ������ɨ����λ��������ɨ����λ��ָ���ι������������ڳ��β㼤��ɨ����ת���ĽǶȡ�ѡ�������ۻ��豸���ü�����ǿ��Ϊ��˹�ֲ���������ɨ��ʱ����ĩ�γɺ����Ϊ���ư�Բ�ε��۳ء��۳��м��¶���ߣ���Ե�¶����[11]����ᵼ��ѡ�������ۻ����μ��м䲿���ܶȸߡ���Ե�����ܶȵͣ�����۳��м�ȱ�Ե�ߣ����ϱ���ߵͲ�ƽ�����������һ������λ�������ָߵͲ�ƽ�ij̶Ȼ����ų��θ߶����Ӷ����ӣ����յ��³��μ����Ⱥ���ѧ�����½�[11]�����⣬ѡ����ʵ�ɨ����λ���ɼ�С���μ��IJ���Ӧ������ֹ��������������Ρ�THIJS��[63]�о��������仯ɨ�跽�ɽ���AlSi10Mg�Ͻ��֯��ָ���������ڻ�ø������ԵIJ��ϡ�
6) ���η������ȣ����η�����Ʊ����������Ӱ�졣CALIGNANO��[64]�о����η���Ա��������Ӱ�췢�֣������η���ƽ���ڹε��ƶ�����ʱ���ڽϸߵļ���ʺ�ɨ���ٶ������¿��Ի�þ���������������״������������η���ֱ�ڹε��ƶ�����ʱ������������ڸ����ܵ���ε��Ӵ���������Ħ����Ӱ�������Ť�������ƻ�����Σ����η���ԺϽ������֯��Ӱ�졣��С�յ�[65]�о�ѡ�������ۻ�����AlSi10Mg�Ͻ��֣���ƽ���ڳ��η����ϣ��Ͻ��д��ڴ��������۳طֲ�����״���Լ����ȷֲ����۳��ڲ��Ĺ�����֯����״����ѡ�������ۻ����η����������ڴ�ֱ�ڳ��η����ϣ��۳س���������Բ�Σ����۳ر�Ե�����ֽ�Ϊ���Եij����ࡣ
7) ���λ�������ѡ�������ۻ������У��Ͻ��ڲ��¶ȷֲ������Ȼ������Ӧ�������²��Ϸ����������Ρ�һ�����ͨ��Ԥ�Ȼ���ķ�ʽ��С��Ӧ�������ⷢ�����������о�����������Ԥ��(200 ��)��ʹAl-Si�Ͻ���֯��ͻ�ֻ���������û��Ԥ��ʱ���Ͻ�ƽ����ͻ����Ϊ0.35 ��m����������Ԥ��ʱ�Ͻ�ƽ����ͻ����Ϊ0.56 ��m[66]��������Ϊ���������ʱ���¶��ݶȱ�С����ȴ���ʽ��ͣ�������֦Si���
ѡ�������ۻ����ü���ʴﵽ100~400 W��ɨ���ٶȺܿ죬�����۳ط�ֵ�¶ȸߴXǧ�档��ˣ��������ն�ѡ�������ۻ����μ����������кܴ�Ӱ�졣ѡ�������ۻ�����ͨ����Ҫ������ջ��������(�����)�������Ա�����Ʒ�Ϳ���������������Ӧ�����к����ʣ��Ӷ�Ӱ����ϵ�������ѧ���ʺͳ��μ����ܡ����⣬���ɵ�����Ƥ�ή���۳�Һ�������֮�����ʪ�ԣ������۳���չ���ѣ�Ӱ����μ��������о�����������������ͺ��������ն��Ʊ�AlSi12�Ͻ�����ܶȺ�Ӳ��Ӱ�첻�Ͻ��Դﵽ�����̶ܳȣ����ڵ���������������Ʊ��ĺϽ��쳤�������ں������Ʊ�����Ʒ[67]��HU��[68]�о�������������ѡ���ۻ�AlCu5MnCdVA��ѧ���ܵ�Ӱ�췢�֣������������Ϊ2��10-4����Ʒ��ȣ�����������Ϊ2��10-5����Ʒ����ǿ�Ⱥ��쳤�ʷֱ����10.89%��128.21%���ﵽ317.3 MPa��13.51%�����Ŵ����������������ӣ��Ͻ������ɸ���Ŀ������Ӷ�����Ͻ���ѡ�
LI��[69]�о���ͬ��Ƶ�ʶ�TiC/AlSi10Mg���ϲ�����֯�����ܵ�Ӱ�죬���ָ�Ƶ��ϸ���Ͻ���֯�����ٺϽ��п���������Ч��ߺϽ��ܶȡ�����Ƶ��Ϊ969 Hzʱ���Ͻ���ۺ�������ã������ܶȡ�����ǿ�Ⱥ��쳤�ʷֱ�Ϊ99.1%��314.7MPa��8.81%��
4.3 �ȴ���
��ѡ�������ۻ����ι����У����Ͻ������ٵ��ۻ������̹��̣��¶��ݶȺ���ȴ���ʶ��ܴ���������ϸ���Ͻ�������Ҳ�����ºϽ����Ȳ����ȣ��Ͻ�����������ͺ����������Ʋ�ͬ��ʹ�úϽ��д�����Ӧ������Ӧ����Ӱ��Ͻ��ʹ�����ܣ�����ʱ�������ºϽ��������ͱ��Ρ�Ϊ����������Ӧ�������κ�ĺϽ�һ����Ҫ�����ȴ�����
����Al-Siϵ�Ͻ���˵��SiԪ�ع��������ڻ����У��������ȴ���ʱ��Si����Al���������������¹���ǿ�����ü���������ǿ�Ƚ��͡����ȴ����������Ʊ������в�������Ӧ����ʹ�����ȶ�����ߣ��쳤������2����Ϊ��ͬ�ȴ���������ѡ�������ۻ�AlSi10Mg�Ͻ����������[70]���ɱ�2��֪��������Ӧ���˻��T6�����Ͻ������ǿ�ȴ�255 MPa�ֱ�Ϊ158 MPa��210 MPa�������ȴ����¶Ƚϵ�(160 ��)ʱ�������ڻ�������������״Si������������������ǿ�������������������쳤�ʽ��͡�ROSENTHAL��[27]���о�Ҳ�������ƵĽ����
���ڿ��ȴ���ǿ���Ͻ���˵�����ʵ��ȴ������տ���ǿѡ�������ۻ����Ͻ��ǿ�ȡ�SUN��[71]�о� ����+˫ʱЧ������ѡ�������ۻ�7075���Ͻ�Ӳ�ȵ�Ӱ�췢�֣������̬�Ͻ���ȣ�������+˫ʱЧ�����Ͻ�Ӳ�ȴ�80 HV�����158 HV������Ҫ����Ϊ���ȴ����������ںϽ�����S(Al2CuMg)��ͦ�(Al2Cu)�࣬������ɢǿ���ͳ���ǿ��Ч����WANG��[72]����ѡ�������ۻ��Ʊ�Al-Zn-Mg-Cu�Ͻ𣬷����ڳ���̬�Ͻ�֦����������MgZn2������������T6�ȴ�����MgZn2����������Al�����У�����Ӳ�����ӣ��ﵽ(219��4) HV����ֵ������Ӧ����̬��Ʒ��BI��[73]����ѡ�������ۻ������Ʊ�Al-14.1Mg-0.47Si- 0.31Sc-0.17Zr�Ͻ���ƽ�������ߴ�Ϊ2.97 ��m���ܶ�Ϊ2.54 g/cm3������ǿ��Ϊ510 MPa����325 �桢4 h�ȴ����Ͻ����ߴ�Ϊ3.45 ��m������û�������Ͻ���ǿ�����ӵ�571 MPa��������Ϊ�Ͻ����ȴ����������γɵ�����Al3(Sc,Zr)��Mg2Si����������ɢǿ�����á�
��2 ��ͬ������ѡ�������ۻ�AlSi10Mg����������[70]
Table 2 Mechanical properties of selective laser melted AlSi10Mg alloy under different conditions[70]

�ȴ����ɽ���ѡ�������ۻ�����̬���Ͻ�ĵ����ʣ�������ʼ���췽��Գ��μ������ʵ�Ӱ��[74]���ȴ������ѡ�������ۻ�AlSi10Mg�Ͻ�����ʺ���֪�Ͻ�ĵ�����������ɹ㷺Ӧ����δ��������ҵ�С�
��ͬ�ȴ������ն���Ʒ����Ӧ���в�ͬ��Ӱ�졣MAAMOUN��[75]�о����˻𡢹����ȴ�����T6�ȴ�������Ʒ����Ӧ����Ӱ�죬�����ͼ8��ʾ����ͼ8��֪���ּӹ������Ʒ����Ϊѹ������Ӧ��������300 �桢2 h�˻����Ʒ����Ӧ����ʧ�����������ܴ�����T6�ȴ�������Ʒ����Ϊ�������Ӧ����
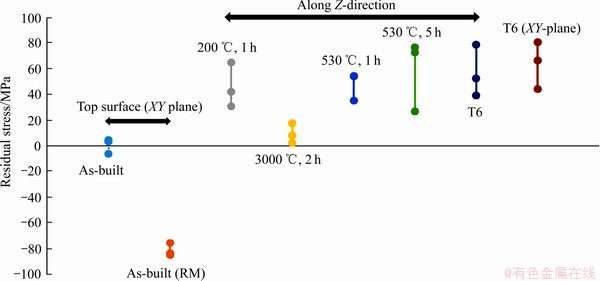
ͼ8 ��ͬ�ȴ���������ѡ�������ۻ�AlSi10Mg�����IJ���Ӧ��[75]
Fig. 8 Average of normal residual stress for AlSi10Mg sample fabricated by the recycled powder under different thermal treatment conditions[75]
5 �������⼰չ��
ѡ�������ۻ����Ͻ�չ�����ڻ������ۺ�Ӧ�ü���������Ѿ�ȡ�úܴ��չ������Ȼ����һ���ľ����ԣ�����ģ��ҵ��Ӧ�õ�·���в�����Ҫ�˷��Ĺؿ�����Ҫ�����Ŭ���������£�
1) ��������ȱ�������Ͻ��ĩ���������ʵͣ������ʸߣ����������ڳ��ι������ײ���ȱ�ݡ�Ŀǰ����ѡ�������ۻ���ҵӦ�õ����Ͻ��������dz����ޣ��Ҵ��ڳɱ��߰����������ڳ������⡣���Al-Cuϵ��Al-Zn-Mgϵ���Ͻ�����ѡ�������ۻ����Ͻ���ι����е������ƣ�����ѡ�������ۻ��������Ͻ�������ཫ�ǽ�����Ҫ�о�����֮һ���Ͻ����ղ����Ż��ͷ�ĩ���洦�����ǽ�������������Ҫ�����������ϵͳ�о���
2) ���ξ��Ⱥͱ����������㡣Ŀǰ�����ڳ��ξ��Ⱥͱ����������⣬ѡ�������ۻ��Ʊ������Ͻ��������ֱ��Ӧ���ڹ������������߳��ξ��Ⱥͱ��������������о���������Ҫ��������⡣����豸���ȣ������̷ۺ�ȡ������¶Ⱥ�ɨ���ٶȵȹ��ղ����Լ��������ͺ��������ǽ�������������Ҫ�о�����
3) �����о��������롣�����������������Ͻ�Ļ����о����������롣���ڲ�ͬ�������Ͻ���ϵͳ�о�ѡ�������ۻ��������۳صķ�ƽ��ұ����̺���֯�ṹ�ݻ������Լ��Ͻ��ǿ�ͻ����������⣬Ϊ��չӦ�÷�Χ��ѡ�������ۻ����Ͻ�ĸ������ܡ���̬���ܺ�ʴ���ܵ�Ҳ����Ҫ��һ���о���
REFERENCES
[1] MARTIN J H, YAHATA B D, HUNDLEY J M, MAYER J A, SCHAEDLER T A, POLLOCK T M. 3D printing of high-strength aluminium alloys[J]. Nature, 2017, 549(7672): 365-369.
[2] NI M, LIU S C, CHEN C, LI R D, ZHANG X Y, ZHOU K C. Effect of heat treatment on the microstructural evolution of a precipitation hardened superalloy produced by selective laser melting[J]. Materials Science and Engineering A, 2019, 748: 275-285.
[3] ���㴺. 3D��ӡ������Ӧ��ʵ��[M]. ����: ��е��ҵ������, 2016.
WANG Guang-chun. 3D printing technology and application examples[M]. Beijing: China Machine Press, 2016.
[4] OLAKANMI E O. Selective laser sintering/melting (SLS/SLM) of pure Al, Al-Mg, and Al-Si powders: Effect of processing conditions and powder properties[J]. Journal of Materials Processing Technology, 2013, 213(8): 1387-1405.
[5] KRUTH J P, FROYEN L, VAN VAERENBERGH J, MERCELIS P, ROMBOUTS M, LAUWERS B. Selective laser melting of iron-based powder[J]. Journal of Materials Processing Technology, 2004, 149(1/3): 616-622.
[6] GUAN K, WANG Z M, GAO M, LI X Y, ZENG X Y. Effects of processing parameters on tensile properties of selective laser melted 304 stainless steel[J]. Materials & Design, 2013, 50(17): 581-586.
[7] VILARO T, COLIN C, BARTOUT J D, NAZE L, SENNOUR M. Microstructural and mechanical approaches of the selective laser melting process applied to a nickel-base superalloy[J]. Materials Science and Engineering A, 2012, 534(1): 446-451.
[8] WANG Z M, GUAN K, GAO M, LI X Y, CHEN X F, ZENG X Y. The microstructure and mechanical properties of deposited-IN718 by selective laser melting[J]. Journal of Alloys and Compounds, 2012, 513(2): 518-523.
[9] MA R L, PENG C Q, CAI Z Y, WANG R C, ZHOU Z H, LI X G, CAO X Y. Effect of bimodal microstructure on the tensile properties of selective laser melting Al-Mg-Sc-Zr alloy[J]. Journal of Alloys and Compounds, 2019, 815: 152422.
[10] �� ��. ѡ���Լ����ۻ����ν�����������о�[D]. �人: ���пƼ���ѧ, 2012.
WANG Li. Research on the performance in selective laser melting of metallic part[D]. Wuhan: Huazhong University of Science and Technology, 2012.
[11] ���˸�, �� ��. 3D��ӡ����: ����[M]. �人: ���пƼ���ѧ������, 2014.
WANG Yun-gan, WANG Xuan. 3D printing technology: revised version[M]. Wuhan: Huazhong University of Science & Technology Press, 2014.
[12] LIU S W, ZHU H H, PENG G Y, YIN J, ZENG X Y. Microstructure prediction of selective laser melting AlSi10Mg using finite element analysis[J]. Materials & Design, 2018, 142: 319-328.
[13] CHEN B, MOON S K, YAO X, BI G, SHEN J, UMEDA J, KONDOH K. Strength and strain hardening of a selective laser melted AlSi10Mg alloy[J]. Scripta Materialia, 2017, 141: 45-49.
[14] ʷ����, �ƴ���, �� ��, �����, �� ��, ��ʥ��. 3D��ӡ����:�²�[M]. �人: ���пƼ���ѧ������, 2019.
SHI Yu-sheng, YAN Chun-ze, ZHOU Yan, WU Jia-min, WANG Yan, YU Sheng-fu. 3D printing materials[M]. Wuhan: Huazhong University of Science and Technology Press, 2019.
[15] PANWISAWAS C, TANG Y T, REED R C. Metal 3D printing as a disruptive technology for superalloys[J]. Nature Communications, 2020, 11(1): 1-4.
[16] ��С��. Al-Si�Ͻ��ѡ���Լ����ۻ����ղ����������о�[D]. ����: �й����ʴ�ѧ, 2014.
WANG Xiao-jun. Process parameters and properties of selective laser melting Al-Si alloys[D]. Beijing: China University of Geosciences, 2014.
[17] GIRELLI L, TOCCI M, MONTESANO L, GELFI M, POLA A. Investigation of cavitation erosion resistance of AlSi10Mg alloy for additive manufacturing[J]. Wear, 2018, 402/403: 124-136.
[18] ITURRIOZ A, GIL E, PETITE M M, GARCIANDIA F, MANCISIDOR A M, SAN SEBASTIAN M. Selective laser melting of AlSi10Mg alloy: Influence of heat treatment condition on mechanical properties and microstructure[J]. Welding in the World, 2018, 62(4): 885-892.
[19] ����Ӣ, �� ��, ��ΰǿ, κ ��, �� ��, ����, �ž���, �� ��, ��ϲ��. ѡ���ۻ��������Ͻ����о��� չ[J]. �ȼӹ�����, 2020, 49(18): 17-20.
GAO Wen-ying, WANG Kai, ZHANG Wei-qiang, WEI Gang, YANG Lei , LIU Zhou-chao, ZHANG Jing-bin, YANG Yan, CHEN Xi-feng. Research progress of aluminum alloys fabricated by selective melting[J]. Hot Working Technology, 2020, 49(18): 17-20.
[20] KARG M C H, AHUJA B, WIESENMAYER S, KURYNTSEV S V, SCHMIDT M. Effects of process conditions on the mechanical behavior of aluminum wrought alloy EN AW-2219 (AlCu6Mn) additively manufactured by laser beam melting in powder bed[J]. Micromachines, 2017, 8(23): 1-11.
[21] LI W, LI S, LIU J, ZHANG A, ZHOU Y, WEI Q S, YAN C Z, SHI Y S. Effect of heat treatment on AlSi10Mg alloy fabricated by selective laser melting: Microstructure evolution, mechanical properties and fracture mechanism[J]. Materials Science and Engineering A, 2016, 663: 116-125.
[22] LI R D, CHEN H, ZHU H B, WANG M B, CHEN C, YUAN T C. Effect of aging treatment on the microstructure and mechanical properties of Al-3.02Mg-0.2Sc-0.1Zr alloy printed by selective laser melting[J]. Materials & Design, 2019, 168: 1-8.
[23] WANG L F, SUN J, YU X L, SHI Y, ZHU X G, CHENG L Y, LIANG H H, YAN B, GUO L J. Enhancement in mechanical properties of selectively laser-melted AlSi10Mg aluminum alloys by T6-like heat treatment[J]. Materials Science and Engineering A, 2018, 734: 299-310.
[24] NIE X, ZHANG H, ZHU H, HU Z, KE L, ZENG X. Effect of Zr content on formability, microstructure and mechanical properties of selective laser melted Zr modified Al-4.24Cu-1.97Mg-0.56Mn alloys[J]. Journal of Alloys and Compounds, 2018, 764: 977-986.
[25] KEMPEN K, THIJS L, VAN HUMBEECK J, KRUTH J P. Mechanical properties of AlSi10Mg produced by selective laser melting[J]. Physics Procedia, 2012, 39: 439-446.
[26] KEMPEN K, THIJS L, VAN HUMBEECK J, KRUTH J P. Processing AlSi10Mg by selective laser melting: Parameter optimisation and material characterisation[J]. Materials Science and Technology, 2015, 31(8): 917-923.
[27] ROSENTHAL I, SHNECK R, STERN A. Heat treatment effect on the mechanical properties and fracture mechanism in AlSi10Mg fabricated by additive manufacturing selective laser melting process[J]. Materials Science and Engineering A, 2018, 729: 310-322.
[28] ROSENTHAL I, STERN A, FRAGE N. Strain rate sensitivity and fracture mechanism of AlSi10Mg parts produced by selective laser melting[J]. Materials Science and Engineering A, 2017, 682: 509-517.
[29] ROSENTHAL I, TIFERET E, GANOR M, STERN A. Post- processing of AM-SLM AlSi10Mg specimens: Mechanical properties and fracture behaviour[J]. Welding Equipment and Technology, 2015, 26: 1-6.
[30] ZHAO L, SANTOS MACIAS J G, DING L, IDRISSI H, SIMAR A. Damage mechanisms in selective laser melted AlSi10Mg under as built and different post-treatment conditions[J]. Materials Science and Engineering A, 2019, 764: 138210.
[31] SPIERINGS A B, DAWSON K, UGGOWITZER P J, WEGENER K. Influence of SLM scan-speed on microstructure, precipitation of Al3Sc particles and mechanical properties in Sc- and Zr-modified Al-Mg alloys[J]. Materials & Design, 2018, 140: 134-143.
[32] SPIERINGS A B, DAWSON K, DUMITRASCHKEWITZ P, POGATSCHER S, WEGENER K. Microstructure characterization of SLM-processed Al-Mg-Sc-Zr alloy in the heat treated and HIPed condition[J]. Additive Manufacturing, 2018, 20: 173-181.
[33] SPIERINGS A B, DAWSON K, KERN K, PALM F, WEGENER K. SLM-processed Sc- and Zr-modified Al-Mg alloy: Mechanical properties and microstructural effects of heat treatment[J]. Materials Science and Engineering A, 2017, 701: 264-273.
[34] WANG M B, LI R D, YUAN T C, CHEN C, ZHOU L B, CHEN H, ZHANG M, XIE S Y. Microstructures and mechanical property of AlMgScZrMn��A comparison between selective laser melting, spark plasma sintering and cast[J]. Materials Science and Engineering A, 2019, 756: 354-364.
[35] LI R D, CHEN H, CHEN C, ZHU H B, WANG M B, YUAN T C, SONG B. Selective laser melting of gas atomized Al-3.02Mg-0.2Sc-0.1Zr alloy powder: Microstructure and mechanical properties[J]. Advanced Engineering Materials, 2019, 21(3): 1800650.
[36] CROTEAU J R, GRIFFITHS S, ROSSELL M D, LEINENBACH C, KENEL C, JANSEN V, SEIDMAN D N, DUNAND D C, VO N Q. Microstructure and mechanical properties of Al-Mg-Zr alloys processed by selective laser melting[J]. Acta Materialia, 2018, 153: 35-44.
[37] MA R, PENG C, CAI Z, WANG R, ZHOU Z, LI X, CAO X. Manipulating the microstructure and tensile properties of selective laser melted Al-Mg-Sc-Zr alloy through heat treatment[J]. Journal of Alloys and Compounds, 2020, 831: 154773.
[38] ZHANG H, ZHU H, NIE X, YIN J, HU Z, ZENG X. Effect of zirconium addition on crack, microstructure and mechanical behavior of selective laser melted Al-Cu-Mg alloy[J]. Scripta Materialia, 2017, 134: 6-10.
[39] XU R, LI R, YUAN T, NIU P, WANG M, LIN Z. Microstructure, metallurgical defects and hardness of Al-Cu-Mg-Li-Zr alloy additively manufactured by selective laser melting[J]. Journal of Alloys and Compounds, 2020, 835: 155372.
[40] NIE X, ZHANG H, ZHU H, HU Z, KE L, ZENG X. Analysis of processing parameters and characteristics of selective laser melted high strength Al-Cu-Mg alloys: From single tracks to cubic samples[J]. Journal of Materials Processing Technology, 2018, 256: 69-77.
[41] WANG P, GEBERT A, YAN L, LI H, LAO C, CHEN Z, KOSIBA K, K��HN U, SCUDINO S. Corrosion of Al-3.5Cu-1.5Mg-1Si alloy prepared by selective laser melting and heat treatment[J]. Intermetallics, 2020, 124: 106871.
[42] CASATI R, CODURI M, RICCIO M, RIZZI A, VEDANI M. Development of a high strength Al-Zn-Si-Mg-Cu alloy for selective laser melting[J]. Journal of Alloys and Compounds, 2019, 801: 243-253.
[43] LI L, LI R, YUAN T, CHEN C, WANG M, YUAN J, WENG Q. Microstructures and mechanical properties of Si and Zr modified Al-Zn-Mg-Cu alloy��A comparison between selective laser melting and spark plasma sintering[J]. Journal of Alloys and Compounds, 2020, 821: 153520.
[44] LI L, LI R, YUAN T, CHEN C, ZHANG Z, LI X. Microstructures and tensile properties of a selective laser melted Al-Zn-Mg-Cu (Al7075) alloy by Si and Zr microalloying[J]. Materials Science and Engineering A, 2020, 787: 139492.
[45] WANG P, GAMMER C, BRENNE F, NIENDORF T, ECKERT J, SCUDINO S. A heat treatable TiB2/Al-3.5Cu-1.5Mg-1Si composite fabricated by selective laser melting: Microstructure, heat treatment and mechanical properties[J]. Composites Part B: Engineering, 2018, 147: 162-168.
[46] XI L, GU D, GUO S, WANG R, DING K, PRASHANTH K G. Grain refinement in laser manufactured Al-based composites with TiB2 ceramic[J]. Journal of Materials Research and Technology, 2020, 9(3): 2611-2622.
[47] XI L X, ZHANG H, WANG P, LI H C, PRASHANTH K G, LIN K J, KABAN I, GU D D. Comparative investigation of microstructure, mechanical properties and strengthening mechanisms of Al-12Si/TiB2 fabricated by selective laser melting and hot pressing[J]. Ceramics International, 2018, 44(15): 17635-17642.
[48] LI X P, JI G, CHEN Z, ADDAD A, WU Y, WANG H W, VLEUGELS J, VAN HUMBEECK J, KRUTH J P. Selective laser melting of nano-TiB2 decorated AlSi10Mg alloy with high fracture strength and ductility[J]. Acta Materialia, 2017, 129: 183-193.
[49] ZHOU Y, WEN S, WANG C, DUAN L, WEI Q, SHI Y. Effect of TiC content on the Al-15Si alloy processed by selective laser melting: Microstructure and mechanical properties[J]. Optics & Laser Technology, 2019, 120: 105719.
[50] ZHOU Y, DUAN L, WEN S, WEI Q, SHI Y. Enhanced micro-hardness and wear resistance of Al-15Si/TiC fabricated by selective laser melting[J]. Composites Communications, 2018, 10: 64-67.
[51] GU D, WANG H, CHANG F, DAI D, YUAN P, HAGEDORN Y C, MEINERS W. Selective laser melting additive manufacturing of TiC/AlSi10Mgbulk-form nanocomposites with tailored microstructures and properties[J]. Physics Procedia, 2014, 56: 108-116.
[52] GU D, RAO X, DAI D, MA C, XI L, LIN K. Laser additive manufacturing of carbon nanotubes (CNTs) reinforced aluminum matrix nanocomposites: Processing optimization, microstructure evolution and mechanical properties[J]. Additive Manufacturing, 2019, 29: 100801.
[53] JIANG L Y, LIU T T, ZHANG C D, ZHANG K, LI M C, MA T, LIAO W H. Preparation and mechanical properties of CNTs-AlSi10Mg composite fabricated via selective laser melting[J]. Materials Science and Engineering A, 2018, 734: 171-177.
[54] BARTKOWIAK K, ULLRICH S, FRICK T, SCHMIDT M. New developments of laser processing aluminium alloys via additive manufacturing technique[J]. Physics Procedia, 2011, 12(1): 393-401.
[55] ABOULKHAIR N T, EVERITT N M, ASHCROFT I, TUCK C. Reducing porosity in AlSi10Mg parts processed by selective laser melting[J]. Additive Manufacturing, 2014, 1/4: 77-86.
[56] SUTTON A T, KRIEWALL C S, LEU M C, NEWKIRK J W. Powder characterisation techniques and effects of powder characteristics on part properties in powder-bed fusion processes[J]. Virtual and Physical Prototyping, 2017, 12(1): 3-29.
[57] LOUVIS E, FOX P, SUTCLIFFE C J. Selective laser melting of aluminium components[J]. Journal of Materials Processing Technology, 2011, 211(2): 275-284.
[58] ��ѧ��. ѡ���Լ����ۻ�AlSi10Mg�Ͻ���֯�������� ��[D]. ����ɽ: ���չ�ҵ��ѧ, 2017.
WANG Xue-cai. Microstructure and properties of selective laser melting AlSi10Mg alloy[D]. Maanshan: Anhui University of Technology, 2017.
[59] ZHANG H, GU D D, YANG J K, DAI D H, ZHAO T, HONG C, GASSER A, POPRAWE R. Selective laser melting of rare earth element Sc modified aluminum alloy: Thermodynamics of precipitation behavior and its influence on mechanical properties[J]. Additive Manufacturing, 2018, 23: 1-12.
[60] ������, �캣��, ��־��, ������. AlSi10Mg�ļ���ѡ���ۻ������о�[J]. ����ѧ��, 2017, 53(8): 918-926.
ZHANG Wen-qi, ZHU Hai-hong, HU Zhi-heng, ZENG Xiao-yan. Study on the selective laser melting of AlSi10Mg[J]. Acta Metallurgica Sinica, 2017, 53(8): 918-926.
[61] GU D D, MEINERS W, WISSENBACH K, POPRAWE R. Laser additive manufacturing of metallic components: materials, processes and mechanisms[J]. International Materials Reviews, 2012, 57(3): 133-164.
[62] LEI Z, BI J, CHEN Y, CHEN X, QIN X, TIAN Z. Effect of energy density on formability, microstructure and micro-hardness of selective laser melted Sc- and Zr- modified 7075 aluminum alloy[J]. Powder Technology, 2019, 356: 594-606.
[63] THIJS L, KEMPEN K, KRUTH J P, VAN HUMBEECK J. Fine-structured aluminium products with controllable texture by selective laser melting of pre-alloyed AlSi10Mg powder[J]. Acta Materialia, 2013, 61(5): 1809-1819.
[64] CALIGNANO F, CATTANO G, MANFREDI D. Manufacturing of thin wall structures in AlSi10Mg alloy by laser powder bed fusion through process parameters[J]. Journal of Materials Processing Technology, 2018, 255: 773-783.
[65] ��С��, �� ��, ������, ������, ��ɺɺ, �� ��. ����ѡ���ۻ��������Ͻ����֯����������б���������[J]. ��е���̲���, 2017, 41(2): 77-80.
ZHU Xiao-gang, SUN Jing, WANG Lian-feng, CHENG Ling-yu, WEN Shan-shan, YANG Yang. properties and inclined plane forming quality of aluminum alloy by selective laser melting microstructure[J]. Materials for Mechanical Engineering, 2017, 41(2): 77-80.
[66] SIDDIQUE S, IMRAN M, WALTHER F. Very high cycle fatigue and fatigue crack propagation behavior of selective laser melted AlSi12 alloy[J]. International Journal of Fatigue, 2017, 94: 246-254.
[67] WANG X J, ZHANG L C, FANG M H, SERCOMBE T B. The effect of atmosphere on the structure and properties of a selective laser melted Al-12Si alloy[J]. Materials Science and Engineering A, 2014, 597(597): 370-375.
[68] HU Z, ZHU H, NIE X, ZHANG C, ZHANG H, ZENG X. On the role of atmospheric oxygen into mechanical properties and fracture behavior of selective laser melted AlCu5MnCdVA[J]. Materials & Design, 2018, 150: 18-27.
[69] LI C, SUN S, LIU C, LU Q, MA P, WANG Y. Microstructure and mechanical properties of TiC/AlSi10Mg alloy fabricated by laser additive manufacturing under high-frequency micro-vibration[J]. Journal of Alloys and Compounds, 2019, 794: 236-246.
[70] FOUSOVA M, DVORSKY D, MICHALCOVA A, VOJTECH D. Changes in the microstructure and mechanical properties of additively manufactured AlSi10Mg alloy after exposure to elevated temperatures[J]. Materials Characterization, 2018, 137: 119-126.
[71] SUN S, LIU P, HU J, HONG C, QIAO X, LIU S, ZHANG R, WU C. Effect of solid solution plus double aging on microstructural characterization of 7075 Al alloys fabricated by selective laser melting (SLM)[J]. Optics & Laser Technology, 2019, 114: 158-163.
[72] WANG P, LI H C, PRASHANTH K G, ECKERT J, SCUDINO S. Selective laser melting of Al-Zn-Mg-Cu: Heat treatment, microstructure and mechanical properties[J]. Journal of Alloys and Compounds, 2017, 707: 287-290.
[73] BI J, LEI Z, CHEN Y, CHEN X, TIAN Z, QIN X, LIANG J, ZHANG X. Effect of Al3(Sc, Zr) and Mg2Si precipitates on microstructure and tensile properties of selective laser melted Al-14.1Mg-0.47Si-0.31Sc-0.17Zr alloy[J]. Intermetallics, 2020, 123: 106822.
[74] SILBERNAGEL C, ASHCROFT I, DICKENS P, GALEA M. Electrical resistivity of additively manufactured AlSi10Mg for use in electric motors[J]. Additive Manufacturing, 2018, 21: 395-403.
[75] MAAMOUN A H, ELBESTAWI M, DOSBAEVA G K, VELDHUIS S C. Thermal post-processing of AlSi10Mg parts produced by selective laser melting using recycled powder[J]. Additive Manufacturing, 2018, 21: 234-247.
Progress in selective laser melted aluminum alloy
MA Ru-long1, PENG Chao-qun1, WANG Ri-chu1, 2, 3, CAI Zhi-yong1, 2, 3
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. Key Laboratory of Electronic Packaging and Advanced Functional Materials, Central South University, Changsha 410083, China;
3. National Key Laboratory of Science and Technology for National Defence on High-strength Structural Materials, Central South University, Changsha 410083, China)
Abstract: Aluminum alloy has the advantages of low density, high strength and good corrosion resistance, which is one of the important research directions of selective laser melting. The basic principles, advantages and disadvantages of selective laser melting were discussed. Research situation in selective laser melted Al alloy was surveyed, and Al-Si, Al-Mg, Al-Cu and Al-Zn-Mg alloys were introduced. Factors related to microstructure and physical properties such as powder properties, process parameters and heat treatment were discussed. Finally, the relevant problems and development tendency were also addressed.
Key words: additive manufacturing; 3D printing; selective laser melting; aluminum alloy; laser
Foundation item: Project(51804349) supported by the National Natural Science Foundation of China; Project (2018M632986) supported by the China Postdoctoral Science Foundation; Project(2019JJ50766) supported by the Natural Science Foundation of Hunan Province, China; Project(JCKY201851) supported by the National Defense Key Laboratory of Light and High Strength Structural Materials, China
Received date: 2020-07-08; Accepted date: 2020-12-01
Corresponding author: CAI Zhi-yong; Tel: +86-731-88836638; E-mail: zycaimse@163.com
(�༭ �� ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51804349)���й���ʿ���ѧ����������Ŀ(2018M632986)������ʡ��Ȼ��ѧ����������Ŀ(2019JJ50766)�����ʸ�ǿ�ṹ���Ϲ����ص�ʵ���ҿ��Ż���������Ŀ(JCKY201851)
�ո����ڣ�2020-07-08�������ڣ�2020-12-01
ͨ�����ߣ���־�£������ڣ���ʿ���绰��0731-88836638��E-mail��zycaimse@163.com
ժ Ҫ�����Ͻ���е��ܶȡ���ǿ�Ⱥ����õ���ʴ�Ե��ŵ㣬��ѡ�������ۻ���������Ҫ�о���Ӧ�÷���֮һ���ص�����ѡ�������ۻ������Ļ���ԭ������ȱ���ѡ�������ۻ����Ͻ�Ĺ������о��ſ�������ѡ�������ۻ�Al-Si��Al-Mg��Al-Cu��Al-Zn-Mg�ȺϽ���ϵ�����۷�ĩ���ܡ����ղ������ȴ������յ�ѡ�������ۻ����Ͻ����ҪӰ�����أ�����ѡ�������ۻ����Ͻ�Ĵ������Ⲣ����չ����
[3] ���㴺. 3D��ӡ������Ӧ��ʵ��[M]. ����: ��е��ҵ������, 2016.
[10] �� ��. ѡ���Լ����ۻ����ν�����������о�[D]. �人: ���пƼ���ѧ, 2012.
[11] ���˸�, �� ��. 3D��ӡ����: ����[M]. �人: ���пƼ���ѧ������, 2014.
[14] ʷ����, �ƴ���, �� ��, �����, �� ��, ��ʥ��. 3D��ӡ����:�²�[M]. �人: ���пƼ���ѧ������, 2019.
[16] ��С��. Al-Si�Ͻ��ѡ���Լ����ۻ����ղ����������о�[D]. ����: �й����ʴ�ѧ, 2014.
[58] ��ѧ��. ѡ���Լ����ۻ�AlSi10Mg�Ͻ���֯�������� ��[D]. ����ɽ: ���չ�ҵ��ѧ, 2017.
[60] ������, �캣��, ��־��, ������. AlSi10Mg�ļ���ѡ���ۻ������о�[J]. ����ѧ��, 2017, 53(8): 918-926.
