
��״�������ϰ���о���������״
������ɫ�����о���Ժ�ӹ������о�����,������ɫ�����о���Ժ�ӹ������о�����,������ɫ�����о���Ժ�ӹ������о�����,������ɫ�����о���Ժ�ӹ������о����� ����100088 ,����100088 ,����100088 ,����100088
ժ Ҫ��
�������йز�״�������ϰ���о���������״����ը���ӡ����ơ���ը +���Ƹ��Ϸ���Ŀǰ 3����Ҫ�IJ�״�������ϰ���������������� , ��ը���Ϸ���������Ӧ����Ϊ�㷺 , �첽������һ�־��кܴ�չDZ�������Ƹ��Ϲ��� , �����������ĸ��ϰ���ı�ը +���Ƹ��Ϸ��������Ե�����
�ؼ��ʣ�
��״�������ϰ�;��ը����;���Ƹ���;��ը+����;
��ͼ����ţ� TB331
����飺��¸� (Email:hj3326@mail.grinm.com.cn) ;
�ո����ڣ�2003-07-20
���������������������Ŀ;
Overview of Research and Manufacture of Layer-Metal Composite Plate
Abstract��
The observation on the research and manufacture of layer metal composite plate were introduced.The explosive welding, roll cladding and explosive welding+rolling are three main processes currently in the manufacture of the layer-metal composite plate. The application of the explosive welding is the most extensive one, and the asymmetrical rolling is a new cladding method with huge potential, and the explosive welding+rolling has great advantages in the manufacture of the thin composite plate or strip.
Keyword��
layer metal composite plate; explosive welding; roll cladding; explosive welding+rolling;
Received�� 2003-07-20
�����ִ���ҵ�����ķ�չ�����¼����� �²�ҵ�ij���, ���ǶԲ������ܵ�Ҫ����������, ��ijЩ���������µ�һ��Ԫ���ϵ������Ѿ���������Ҫ�� ���, �о����Ʊ������ϲ��ϳ��˲��Ͽ�ѧ�빤��������һ����Ҫ�ķ�չ���� ��״�������ϰ������������ܲ�ͬ�Ľ�����ͨ������ļӹ��Ʊ��������϶��ɵ�, �뵥һ������Ԫ���, �������������Ϻ�IJ�״���ϰ��������ֽ�����Ԫ���Ե��ŵ�, ���Ի�õ�һ�����������е������ͻ�ѧ���ܡ�
����ʮ����, ��״�������ϰ�����ơ� ������Ӧ��Խ��Խ�������ǵĹ�ע, ������������������Ƶ����Ͳ��ϡ� ��ĿǰΪֹ, ���ָ��ϲ����Ѿ��ں��պ��졢 ʯ�͡� ������ ұ�� ��е�� ������ �ִ��� ������ �����Լ������͵��ӵ�����õ���Ӧ��
1 �������о���չ��״
Ŀǰ������, ����ɫ������״���ϲ��ϵ��о���Ӧ������ȡ�������ɹ��Ĺ��������� �ա� ���� Ӣ�� �µ�, ��Ҫ����Ʒ���Ǻ���ͭ�� ���� �ѡ� ���� ﯵȽ�����ֵIJ�״���ϰ塢 ���Ϲܡ� ���ϰ��Լ����ɽ�ͷ, �������20�������
�ҹ���20����60������ڿ�ʼ�о��������Ͳ��ϡ� ������ɫ�����о�Ժ�� ������ɫ�����ӹ����� �����촬���ȵ�λ��չ��ع������硣 1968������촬���»���ͬ־ͨ����ը���Ϲ������Ƴɹ��˹��ڵ�һ��˫�������ϰ�
2 ��״�������ϰ�ij��η���
2.1 ��ը���Ӹ��Ϸ�
������ը�����ǽ���ըҩ��ը�����ĸ�ǿ��ѧ���������������ײ����, ��ײ�������˲���ѹ�����ƻ��˽���������������Ĥ, ¶�������ʵı���, ������¶�����ʽ����������γ���һ����������Ա��Ρ� �ۻ��� ��ɢ�Լ����������ĺ��ӹ�����, �Ӷ�ʵ��ǿ�̽�ϵ�һ�ֽ������ӵ��¹��պ��¼����� ���ݸ���ͻ��尲װ��ʽ��ͬ, ��ը���ӿɷ�Ϊƽ�з��ͽǶȷ��� ƽ�з���װʱ, ��������崦��ƽ��, ��϶h0���ֲ���; �Ƕȷ����Ǹ��������֮���һ���Ƕ�����װ��
��ը���Ӹ��Ϸ���������������������
��ը����ʱ, ��ײ�����������γ��Ǹ���ͻ���֮���ܷ�˳�����ϵı�Ҫ����֮һ
��ը���Ӳ����Ǿ������ӹ��ճɰܻ����ӵĹؼ��� ��ͬ���ϵĸ��ϰ��, �䱬ը���Ӳ����Dz���ͬ�ġ� ÿһ�ָ��ϲ���, �ϸ���������������Ӧ����ѱ�ը���Ӳ����� ��ը���Ӳ���������̬�����Ͷ�̬����
�ɺ�������ѡ��ͨ����3�ַ���
��ը���Ϸ���Ҫ�ʺ��ڵ�������ϴ� ��ĸ��ϰ�IJ�Ʒ�ϰ����� ��㸴�ϰ�������� ��ĿǰΪֹ, ���ñ�ը���Ӹ��Ϸ��Ѿ��ܹ��ɹ��ؽ���300���ֽ����ĸ���, ��50����ʵ�õĽ����������Ͷ��ʵ��ʹ��, ����-�֡� ��-��-����֡� ��-����֡� ��-ͭ�� �����-�֡� ͭ-�֡� ͭ-����, ���Ÿ��ϰ������Ѵ�20��ƽ����
2.2 ���Ƹ��Ϸ�
���Ƹ��Ϸ��Ļ���ԭ����ָ���������ܵ�����ʩ��������ǿ��ѹ����������, ����������Ĵ����ϱ��淢�����Ա���, ʹ������������ѡ� ���, �ྻ����Ľ���������ѵĽ�������¶��, ��ǿ��ѹ��������, �γ�ƽ��״��ұ���ϡ� �ں������ȴ��������н�����������, �γ��ȹ̽�ϡ� ���Ƹ����뵥���������Ƶĸ�����������, ����ʩ�Դ�ij�ʼ����ѹ����, ��ʹ������������Ӵ���
�������Ƹ����¶Ȳ���, ���Ƹ��Ϸ��ɷ�Ϊ�������Ϸ����������Ϸ�; �������Ϸ���, ��������������ת�ٻ�����IJ���, �ɷ�Ϊ�ȹ����ȹ��ٸ��Ϸ����첽���Ƹ��Ϸ���
2.2.1 �������Ϸ� �������Ϸ��ǽ������ϵĽ������ϼ��ȵ�һ���¶�, ����ʩ�Ӵ��ѹ�����������Ʊ���, ���ܵ��Ⱥ�����ͬʱ���ö�ʹ��ͬ�������ϵ�һ�ֹ��շ����� һ����˵, �����������������ϰ�, ����Ҫ�������ϵı�����к��ʵĴ���, �Դ�ྻ�� ���Ŀ�ġ� ������ֽ�����ֵ������¶�����, ���Բ���í�ӻӵķ������и���ͻ��������, �����ȷ�ֹ�˽������ڼ��ȵ�ʱ��������, ����ȥ������ι��ʱ�����������鷳�� ������ֽ�����ֵ������¶����ϴ�, ����Ⱦ�����ֵ�����, ���ȵ�ǿ�¶��»��߽ӽ�����¶Ƚ������ơ�
��������ʱ���渴�ϻ��Ʒdz�����, Ҳ�dz����������о��Ŀ��⡣ ���ڵõ����ϵĻ�����
������������Ϲ���, �������Ϸ����ŵ���: (1) �������ȱ���, ��������С, ��������Ҫ��; (2) ���ռ�, �ɱ���; (3) �������ι̡� ȱ����: (1) �����Ͻ���Ϊ���Խ��� (��Al, Ti) ʱ, ����ʱ�����ڽ����γɴ��ԵĽ����仯����; (2) ������ʱû�б��´�ʩ, ���Ͻ�����ij������ܵ�����; (3) ���ϰ�ĺ�����Կ���, ����һ���Ժ��ȶ��Բ�, ���ʺ���������ĸ��ϰ�ļ�������
2.2.2 �ȹ����ȹ����������Ϸ� �������������ڹ���ʵʩ�д�����һ��������, �������Ϸ���Ӧ�˶����� ��20����50���, ������������˱��������� ����θ��ϡ� ���Ͻ�������ɢ�����Ĺ���·��
����ǰ, ����ϱ���Ĵ�����Ҫ��ָ������ѧ�������ķ����������ܵ���Ⱦ�ı������, ¶���ྻ�� ���ʵĽ�����; ��ȡһ���δ��������Ϊ�˴ﵽ�������ٽ������, ʵ���������ԭ��֮���ұ����, һ�������������Ҫ�ߴ�60%~70%�ı�����
���ŵȹ����ȹ��������������о���Ӧ��, ���Ƕ���˫�������ϻ��Ƶ��о�Ҳ�����롣 ����, Ӧ����㷺�Ľ����ϻ�����Ҫ���ѿ����û���
���ڵȹ����ȹ����������Ϸ�Ҫ��ϴ��һ��ѹ����, �������һ��ѹ��������������һ�������ij�������, ����Խ��, ���Ƹ���Խ��, �������ิ��Խ���ѡ� ����, �������ǶԲ�������Ҫ������, ��״���ϲ������֮������ܲ���Խ��Խ��, ���Ƹ����ѶȽ�һ�����ӡ� ��Щ����, �������о��߶�ǧ���ټƵ�Ѱ�������ٽ�����ʵķ���
2.2.3 �첽���Ƹ��Ϸ� �첽������20����60�����ʼ�����һ�ְ��������������
��ν�첽���������������ٶȲ��Գ�Ϊ��Ҫ��־������һ���µ����Ƽ����� �����������ص�: (1) ���������Խ�����Ӵ������Ħ���������෴: ���ٹ�������Ħ������ǰ, ���ٹ�������Ħ�������, �ڰ���м��γɡ���������; (2) ��λѹ���ֲ�����, �仯ƽ��; (3) ���������ʩ�Ӳ�ͬ������, ������ǿ��Ͻ��洦�Ĵ�������, �����ִ������������ڽ������Ƹ�������Ҫ���ٽ�������� ���, �첽���Ƹ��Ϸ���������������ǿ�ȸߡ� ��������������ϱ���
�첽���Ƹ��Ϸ��ĸ��ϻ��Ƽ�ͼ1��ʾ, һ��ѽ�Ӳ����Ԫ��������ٹ���Ӧ, ��������Ԫ���� (������) �����ٹ���Ӧ�� �첽���Ƹ������dz�������ˡ����������ڵ���Ի���:һ����, ��Ի����Ľ���Ħ������, Ϊ����Ľ���ṩ����; ��һ����, ��Ի��������ڽӴ��������Ⱦ�������
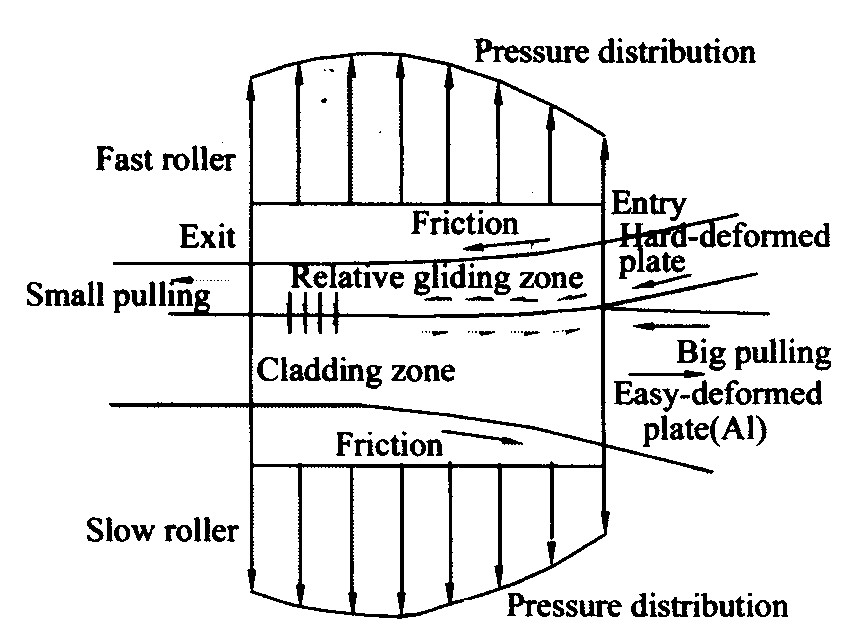
ͼ1 ˫�����첽����ʾ��ͼFig.1 Schematic diagram of asymmetrical rolling of bimetal
Ĥ����ͼ���, �ٽ����ʱ�������ɡ� ���, ��Ի�����������߽�����ǿ��, ����ƽ������ѹ���� ����-���첽���Ƹ���Ϊ��, ѡȡ2.0~3.0�����ٱȷ�Χ, ����߽��ǿ��2~3��, ��������ѹ��45%����
2.3 ��ը+���Ƹ��Ϸ�
��ը���Ӹ��Ϸ�����������ͬ������ϵIJ�״���ϰ�, ����ͨ��������ը���ղ������ϰ�������Դﵽʮ������ʮƽ���ס� ����, ��ը���Ϸ����������ϱ��� (��6 mm) �ͶԱ�������Ҫ��ϸߵIJ�״�������ϰ���Ƚ�����; ���Ƹ��Ϸ���Ȼ����������ͬ��Ⱥͱ��������ϸߵIJ�״���ϰ�, ���Ǹ��ϰ����Ԫ�ɷݺͿ����ܵ����������������ơ� �����ۺ�������������������ȱ���, ������ͨ����ը���Ϸ��Ʊ��Ϻ�ĸ��ϰ���, �ٸ��ݲ�ͬ��Ҫ��, ͨ������������������+�����Ĺ������Ƴ�����ĸ��ϰ塣 һ����˵, �Ʊ�3 mm���µIJ�״���ϰ�ʱ, ���ƹ��հ��������������������衣 ������Ҫ��Ϊ�˻��Ҫ��İ�ĺ��, �ܼӹ����ϴ�; ������Ҫ��Ϊ�˻�����վ�ȷ�İ�ĺ�ȳߴ������ı���, �ܼӹ�����С��
��ը���ӹ��ղ������Ż�ѡ����ڸ��ϰ�ĺ����ӹ�������Ҫ, ��Ҫ������: (1) ��ը���������ڽ�Ͻ�����������м仯����Ľ������ʱ, Ҫ�ر�ע�ⱬը���ӹ��ղ�����ѡ��, �����ڱ�ը�������γɵ��м仯���������������������һЩ���������, �����������顢 ����ǿ������Լ��������ѵȡ� (2) ѡ����ʵı�ը���ղ���ʹ���ϰ�Ľ�����־��ȵ�С���ƻ�ƽ��״���, ��Ϊ���沨��״̬����������ʱ���²�����֮���ǣ�����Ƿ���ȡ� �����ƹ�����, ������֮����ȵ�ǣ�����DZ�֤����ͻ�������ܹ�ͬ�����ε���Ҫ����֮һ�� (3) �����ը���Ӳ���ѡ����ɽ��沨����, �����ᵼ�¸��ϰ�ĸ�������ϱ������Կɼ������Ա仯�ĸߵ�����IJ���, Ӱ�츴�ϰ�ı��������� (4) �����ը���Ӳ���ѡ�����洦��һ�������δ���ϲ����, �����ƹ�����δ��������ܿ��ܻ�����, ��ɸ��ϰ������������ճ��
���ƹ��ղ�����ȷ��ͬ���dz���Ҫ, �����ѹ������ ��ʽ�� �����¶ȡ� �����ٶ��Լ����Ʒ���ȡ� �����������ʺͱ��ο������ϴ�Ľ����������-���� ��-����, �����ƹ������������ֽ��������ԵIJ����Լ���ը��Ͻ����ճ������, ʹ���ױ��ν������ڱ��ε�ͬʱǣ�����ѱ��ν�����һ����������, ���ֱ��γ���ǣ������
3 �� ��
1.��ը���ӡ� ���ơ� ��ը+���Ƹ��Ϸ���3����Ҫ�IJ�״�������ϰ������������
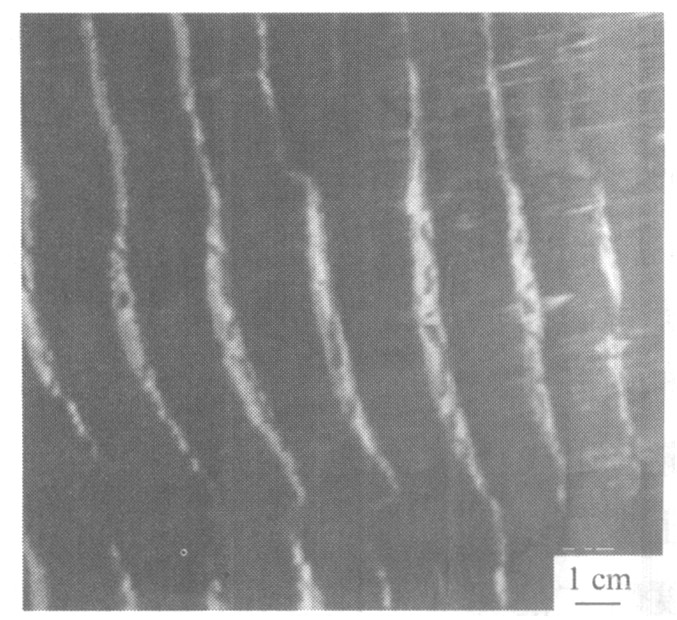
ͼ2 �Ѳ������ֵļ�Ъ�Կ�������Fig.2 Intermittent cracks appeared on surface of titanium side
2.�����ҹ�Ŀǰ�����豸�Ƚ�������״, ��ը������Ȼ��һ�ֿɿ��� ���á� ʵ�õ������Ϻ��״���ϰ�Ĺ��շ�����
3.���Ƹ�����һ����Ч��������״���ϰ�Ĺ��շ���, ���������Ƚϱ��İ�����ϲ��ϡ� �����ҹ��������������豸, ���Ƹ��Ϸ��ڸ��ϰ�������н���õ�Խ��Խ�㷺��Ӧ�á�
4.��ը+������һ�ֱȽ����ɿ��Ĺ��շ����� ���ۺ��˱�ը���������ֹ��յ��ŵ�, �ȿ��������ϴ�����ĸ��ϰ�Ҳ���������ܱ��İ�����ϲ��ϡ�
�����
[1] ������������.����ɫ������չ (���߾�) [M ].��ɳ:���Ϲ�ҵ��ѧ������, 1995.216.
[2] ���۱��, �š���.����ը����ԭ�����乤��Ӧ��[M].����:������ѧԺ������, 1987.
[3] ��������.�����ϰ�ķ�չ����[J].ϡ�н��������빤��, 1989, (4) :56.
[4] ���й���ɫ�����ӹ���ҵЭ��.�����ӹ����¼����ļ�[C].2001.423.
[5] ��������.���������ϰ����Ҫ������������ص�[J].ϡ�н��������빤��, 1990, (1) :71.
[6] �����ı�, �ɽ�һ.����ը���ϰ�Ľ��沨����Ӱ��[J].��������, 1998, 27 (4) :24.
[7] ��AdamsDP , VillM , TaoJ.��Advancesinhighpressureresearch[J].J .Appl.Phys., 1993, 74 (2) :1015.
[8] ����ѡ��, ��ƽ��.����ը���ӹ��ղ����벨�β����Ĺ�ϵ[J].����, 2000, (3) :18.
[9] ��LinseVD .��Explosivewelding[J].JournalofMetals, 1984, 36 (5) :62.
[11] ��֣Զı.����ը���Ӻͽ������ϲ���[J].ϡ�н���, 1999, 23 (1) :56.
[12] ��̷����, ������, �Ŷ���.����ɢ�������ֽ������մ�/�������о���չ[J].������ͨ��, 2003, (1) :59.
[14] �������.����˫�������¹��ิ��[J].�Ϻ�����, 1982, 4 (2) :47.
[15] ����ʤ��, �����.����/ͭ���Ƹ��ϰ�Ľ����ϻ���[J].���Ϲ�ҵ��ѧѧ��, 1995, 26 (4) :509.
[16] ��������.��˫�������ิ�ϻ���������[J].�Ϻ����� (ר�� (��) ) , 1991, (5) :62.
[19] ��������.���첽���������о�[J].����, 1979, 14 (6) :44.
[20] ��κ��ΰ, ʷ����.��ͭ/��˫�������첽���Ƹ��ϻ����о�[J].ϡ�н���, 2001, 25 (4) :307.
[21] ���ž���, �����.�����ѱ�ը���ϰ��ǣ�����μ���������[J].ϡ�н��������빤��, 1986, (6) :13.
[22] ��֣Զı.��������ը���ϲ��ϵ�ѹ���ӹ�[J].�����о�, 1999, 108 (3) :32.
[1] ������������.����ɫ������չ (���߾�) [M ].��ɳ:���Ϲ�ҵ��ѧ������, 1995.216.
[2] ���۱��, �š���.����ը����ԭ�����乤��Ӧ��[M].����:������ѧԺ������, 1987.
[3] ��������.�����ϰ�ķ�չ����[J].ϡ�н��������빤��, 1989, (4) :56.
[4] ���й���ɫ�����ӹ���ҵЭ��.�����ӹ����¼����ļ�[C].2001.423.
[5] ��������.���������ϰ����Ҫ������������ص�[J].ϡ�н��������빤��, 1990, (1) :71.
[6] �����ı�, �ɽ�һ.����ը���ϰ�Ľ��沨����Ӱ��[J].��������, 1998, 27 (4) :24.
[7] ��AdamsDP , VillM , TaoJ.��Advancesinhighpressureresearch[J].J .Appl.Phys., 1993, 74 (2) :1015.
[8] ����ѡ��, ��ƽ��.����ը���ӹ��ղ����벨�β����Ĺ�ϵ[J].����, 2000, (3) :18.
[9] ��LinseVD .��Explosivewelding[J].JournalofMetals, 1984, 36 (5) :62.
[11] ��֣Զı.����ը���Ӻͽ������ϲ���[J].ϡ�н���, 1999, 23 (1) :56.
[12] ��̷����, ������, �Ŷ���.����ɢ�������ֽ������մ�/�������о���չ[J].������ͨ��, 2003, (1) :59.
[14] �������.����˫�������¹��ิ��[J].�Ϻ�����, 1982, 4 (2) :47.
[15] ����ʤ��, �����.����/ͭ���Ƹ��ϰ�Ľ����ϻ���[J].���Ϲ�ҵ��ѧѧ��, 1995, 26 (4) :509.
[16] ��������.��˫�������ิ�ϻ���������[J].�Ϻ����� (ר�� (��) ) , 1991, (5) :62.
[19] ��������.���첽���������о�[J].����, 1979, 14 (6) :44.
[20] ��κ��ΰ, ʷ����.��ͭ/��˫�������첽���Ƹ��ϻ����о�[J].ϡ�н���, 2001, 25 (4) :307.
[21] ���ž���, �����.�����ѱ�ը���ϰ��ǣ�����μ���������[J].ϡ�н��������빤��, 1986, (6) :13.
[22] ��֣Զı.��������ը���ϲ��ϵ�ѹ���ӹ�[J].�����о�, 1999, 108 (3) :32.
