
Trans. Nonferrous Met. Soc. China 30(2020) 958-971
Microstructure evolution and mechanical properties of Cu-0.36Be-0.46Co alloy fabricated by heating-cooling combined mold horizontal continuous casting during cold rolling
Yan-bin JIANG1,2, Tong-tong ZHANG2 , Yu LEI2, Xin-hua LIU2, Yang CAO2, Jian-xin XIE2, Bing ZHAO3, Yong-hua LI3, Chuan-rong JIAO4
1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. Key Laboratory for Advanced Materials Processing (MOE), University of Science and Technology Beijing, Beijing 100083, China;
3. East Nonferrous Metal Corporation Ningxia, Shizuishan 753000, China;
4. Centra Research Institute of BYD Company, Shenzhen 518118, China
Received 29 August 2019; accepted 20 February 2020
Abstract:
Cu-0.36wt.%Be-0.46wt.%Co alloy plate with 300 mm in width and 10 mm in thickness prepared by heating-cooling combined mold (HCCM) horizontal continuous casting was cold rolled. Microstructure evolution and mechanical properties of the alloy as well as its deformation mechanism were investigated. The results showed that the as-cast alloy plate had columnar grains along the length direction, good surface quality and elongation of 35%, which was directly large-reduction cold rolled without surface treatment, and the accumulative cold rolling reduction reached 98%. When the reduction was small (20%), numerous dislocations and dislocation cells formed, and the deformation mechanism was dislocation slip. When the reduction was 40%, deformation twins appeared, and interactions between twins and dislocation cells induced strip-like dislocation cells. When the reduction exceeded 60%, shear bands formed and apparent crystal rotation in the micro-region happened. Further increasing the reduction, the amount of the shear bands rose and they interacted with each other, which refined the grains apparently. The tensile strength and hardness increased from 353 MPa and HV 119 of the as-cast alloy to 625 MPa and HV 208 with 95% reduction, respectively, and the elongation reduced from 35% to 7.6%. A process of HCCM horizontal continuous casting-cold rolling can work as a novel compact method to fabricate Cu-Be alloy sheet.
Key words:
HCCM horizontal continuous casting; copper-beryllium alloy; rolling; microstructure; mechanical properties;
1 Introduction
Beryllium-copper alloy sheet has brilliant comprehensive properties such as high strength, high electrical conductivity, high elasticity, and non-magnetic, which can be used for connectors, shrapnel, relay shell in electronic components in electronic communication, aerospace, transportation, marine engineering etc [1-4]. With the rapid development of high-tech, the demands for beryllium-copper alloy sheet are increasing year by year.
At present, a conventional production process of beryllium-copper alloy sheet is semi-continuous casting��homogenization heat treatment��hot rolling��milling surface��rough rolling��solid solution treatment��cold rolling��aging [5,6], billet heating equipment, hot rolling equipment and pickling process are needed during production of the alloy sheet, which induces heavy environmental load and large production investment. In addition, in the traditional process of semi-continuous casting-hot rolling, milling surface is required, the reduction per pass is small, and the numbers of rolling pass and intermediate annealing time are more, which leads to long process flow, low yield (less than 40%), high production cost, high energy consumption and so on.
Using horizontal continuous casting technology to produce beryllium-copper alloy plate instead of traditional process of semi-continuous casting��homogenization heat treatment��hot rolling, combining with subsequent cold rolling, is an effective method to solve the problems mentioned above. However, the alloy plate ingot produced by traditional horizontal continuous casting (or cold mold continuous casting) has many defects such as orange peel, cold shut, segregation nodule and cracks, furthermore, the following processing does not work until it suffers surface milling, which reduces the yield. On the other hand, the as-cast plate comprises columnar grains along the thickness direction and contains numerous defects such as porosity and slag inclusion, which results in the difficulty to cold rolling, low yield and poor quality of the product.
In order to overcome the problems mentioned above, XIE et al [7,8] have invented a novel heating-cooling combined mold (HCCM) horizontal continuous casting technology to produce beryllium-copper alloy plate with large width (>300 mm) and small thickness (10-15 mm). Our previous studies showed that HCCM horizontal continuous casting technology can effectively eliminate the columnar grains along the thickness direction which are produced during cold mold continuous casting, and obtain columnar grains along the length direction (i.e. continuous casting direction), which induces a good plasticity at room temperature (elongation to failure of 35%) of the alloy. On the other hand, some defects such as surface orange peel, cold shut, segregation nodule and cracks can be completely removed, and the surface quality of the as-cast alloy plate is good. In this work, a compact process of HCCM horizontal continuous casting-cold rolling for generating beryllium-copper alloy sheet was put forward, which can solve the problems of long process, low yield, high production cost and high energy consumption in traditional production process
During cold rolling, deformation twins and shear bands are prone to form in the copper alloy with low stacking-fault energy [9,10]. Beryllium- copper alloy has low stacking-fault energy, and beryllium-copper alloy plate produced by HCCM horizontal continuous casting has a strong anisotropic columnar grain along the length direction, and microstructure evolution during cold rolling plays a significant role in its workability and mechanical properties. In this work, microstructure evolution and mechanical property of Cu- 0.36wt.%Be-0.46wt.%Co (hereinafter referred to as ��Cu-0.36Be-0.46Co��) alloy sheet produced by HCCM horizontal continuous casting during cold rolling and its deformation mechanism were studied, which laid a theoretical foundation of developing a compact process of HCCM horizontal continuous casting-cold rolling for fabricating beryllium- copper alloy sheet.
2 Experimental
2.1 Preparation of beryllium-copper plate
The experimental material used in this work was Cu-0.36Be-0.46Co alloy, and its chemical composition is shown in Table 1. Cu-0.36Be- 0.46Co alloy plate with a width of 300 mm and a thickness of 10 mm was prepared by HCCM horizontal continuous casting. The principle of HCCM horizontal continuous casting was seen in Ref. [11]. Referring to our previous experimental results of the Cu-0.36Be-0.46Co alloy plate prepared by HCCM horizontal continuous casting, the parameters of the continuous casting were as follows: melt temperature of melting furnace 1200 ��C, melt temperature of holding furnace 1180 ��C, heating temperature of hot mold 1100 ��C, flow rates of primary cooling water Qupper left= Qupper right=400 L/h, Qupper middle=600 L/h, Qlower left= Qlower right=400 L/h, Qlower middle=600 L/h, and casting speed 50 mm/min.
Table 1 Chemical composition of beryllium-copper alloy (wt.%)

2.2 Cold rolling
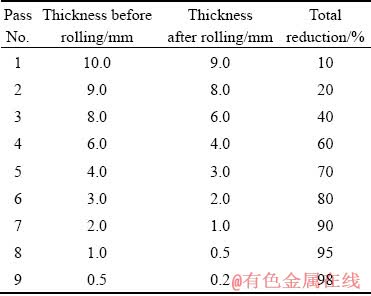
The Cu-0.36Be-0.46Co alloy plates prepared by HCCM horizontal continuous casting had good surface quality and were directly cold rolled at room temperature without surface treatment. The rolling mill used in the experiment was a four-high reversible rolling mill with a back-up roller diameter of 350 mm and a work roller diameter of 170 mm. The rolling parameters are shown in Table 2.
Table 2 Rolling parameters of Cu-0.36Be-0.46Co alloy
2.3 Analysis and test methods
Some longitudinal section samples were cut from the as-cast plates and cold-rolled sheets to reveal the microstructure evolution of the beryllium-copper alloy sheet during cold rolling. After rough grinding, fine grinding and mechanical polishing, the samples were corroded by a mixed solution including 5 g FeCl3 + 10 mL HCl + 90 mL H2O. The metallographic structure of the longitudinal section of the samples was observed under LV150 optical metallographic microscope. The samples were electropolished using the electrolyte containing 100 mL H3PO4 + 100 mL C2H5OH + 50 mL CH3CH2CH2OH + 250 mL H2O. The microstructures of the samples were analyzed by SUPRA 55 SEM with electron backscatter diffraction (EBSD) probe. For the samples of transmission electron microscope (TEM), the longitudinal section samples with a thickness of 0.4 mm were cut from the sheets. After being ground to 30-50 ��m, the samples were then thinned to perforation using the twin jet electro-polishing in a solution of 100 mL HNO3 + 200 mL CH3OH at -30 ��C, with an electric current of 50 mA. Microstructures of the samples were studied by TEM equipment FEI Tecnai G20.
Tensile samples were prepared according to GB/T 228��2010 standard. MTS material test machine was used to perform the tensile tests at room temperature with a strain rate of 1��10-3 s-1. Three samples of each condition were tested and the average value of the properties was taken as the test result. HXD-1000TM hardness tester was employed to determine the hardness of the samples, the load was 500 g and the loading time was 15 s. Five points of each sample were tested and the average value was taken as the test result.
3 Results and discussion
3.1 Microstructure and mechanical properties of Cu-0.36Be-0.46Co alloy plate fabricated by HCCM horizontal continuous casting
A Cu-0.36Be-0.46Co alloy plate with 300 mm in width and 10 mm in thickness was prepared by HCCM horizontal continuous casting, and the macrograph of the as-cast plate is displayed in Fig. 1. Figure 2 shows the longitudinal sectional metallographic structure of the as-cast plate at different positions along its width direction. The microstructure of the 1/2 width region (central region) of the as-cast plate consisted of symmetrically inclined columnar grains with a certain angle (20��-40��) along the length direction, and the average grain width was ~1500 ��m. The microstructures of the 1/4 and 1/20 width regions of the plate were columnar grains parallel to the length direction, and the average grain width was ~2500 ��m. The results showed that the beryllium- copper alloy plate produced by HCCM horizontal continuous casting had a strong columnar grains along the length direction with structure heterogeneity to some extent.

Fig. 1 Photo of Cu-0.36Be-0.46Co alloy plate produced by HCCM horizontal continuous casting (a) and surface macrograph (b)
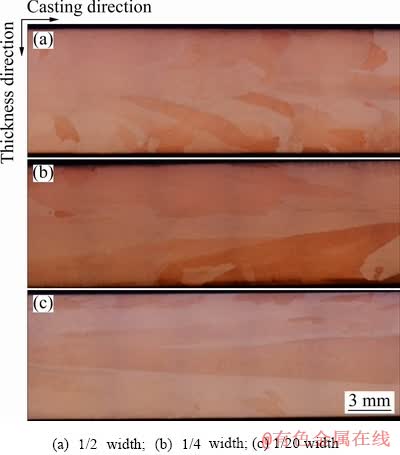
Fig. 2 Longitudinal section metallographic structure of Cu-0.36Be-0.46Co alloy plate prepared by HCCM horizontal continuous casting
The mechanical properties and surface roughness of the different parts along the width direction of the as-cast alloy plate are shown in Table 3. The tensile strengths of 1/2, 1/4 and 1/20 width samples were 360, 357 and 350 MPa, the yield strengths were 244, 243 and 248 MPa, and the elongations to failure were 35.6%, 34.3% and 33.6%, respectively. This indicated that the difference of microstructure homogeneity had little effect on the uniformity of mechanical properties, displaying the uniformity of mechanical properties along the width direction. Besides, the upper surface roughness (Ra) was 1.5-2.0 ��m and the lower surface roughness (Ra) was 2.0-4.0 ��m, which indicated good surface quality of the as-cast plate, as shown in Fig. 1(b).
Adjusting processing parameters to control the liquid-solid interface (LSI) position inside the transition zone between the heating part and the cooling part was critical to fabricate good surface quality and strong columnar grains of the tubes by HCCM horizontal continuous casting [12]. The process parameters were as follows: melting and holding temperature 1200 ��C, mold heating temperature 1180 ��C, cooling water flow rate Qupper left=Qupper right=400 L/h, Qupper middle=600 L/h, Qlower left=Qlower right=400 L/h, Qlower middle=600 L/h, drawing speed 50 mm/min, in this case, LSI position of the alloy plate can be controlled inside the transition zone. On one hand, high enough temperature gradient along the length direction in front of LSI was established and the nucleated grains grew along the length direction for attaining strong columnar-grained plate [12]. On the other hand, the alloy plate picked up good surface quality due to the thick and strong solidified shell formed during casting.
In view of the above experimental results, the Cu-0.36Be-0.46Co alloy plate prepared by HCCM horizontal continuous casting had good surface quality and strong columnar grains along the length direction as well as the elongation to failure of 35.0%, and can be directly cold rolled without surface treatment.
Table 3 Mechanical properties and surface roughness at different parts along width direction of as-cast Cu-0.36Be- 0.46Co alloy plate

3.2 Cold rolling of Cu-0.36Be-0.46Co alloy plate produced by HCCM horizontal continuous casting
From the processing parameters in Table 2, the Cu-0.36Be-0.46Co alloy plate with a thickness of 10 mm produced by HCCM horizontal continuous casting was directly multi-pass cold rolled into the sheet with 0.2 mm in thickness and the maximum accumulative cold rolling reduction reached 98%. Figure 3 shows the surface macrographs of the rolled alloy sheet. All the rolled sheets had smooth surface without visible defects, which indicated that the strong length-direction columnar-grained Cu-0.36Be-0.46Co alloy plate produced by HCCM horizontal continuous casting exhibited excellent cold-rolling workability.
3.3 Microstructure evolution of as-cast Cu- 0.36Be-0.46Co alloy plate during cold rolling
3.3.1 Metallographic structure
Figure 4 shows a longitudinal section metallographic structure of the as-cast Cu-0.36Be-0.46Co alloy plate and the cold-rolled sheets. The as-cast plate had coarse columnar grains along the length direction, with straight grain boundaries and distinct dendrites in the grains, as shown in Fig. 2 and Fig. 4(a). After cold rolling, when the reduction was 20%, the grain morphology of the sample was similar to that of the as-cast plate and the grain boundaries were clearly visible; however, the deformation traces were parallel to each other at an angle of ~45�� to the rolling direction in the grains, only a few deformation traces intersected, and some deformation traces can pass through the grain boundaries without changing the passing direction, as shown by the dotted line in Fig. 4(b). When the reduction was 40%, the average grain width decreased to ~1200 ��m and the number of the deformation traces in the grains increased, which were of mainly parallel and uniform distribution, as shown in Fig. 4(c). When the reduction was 60%, the microstructure of the sample was similar to that of the reduction 40%, the average grain width reduced to ~900 ��m and the grain boundaries were still clearly visible, but the number of the deformation traces increased and shear bands formed in some regions, as shown in Fig. 4(d). When the reduction rose to 80%, the grain boundaries became blurred and the number of the shear bands increased sharply. Two kinds of the deformation microstructures appeared in the grains, one was the intersecting shear bands, which divided the grains into quadrilateral blocks, and the other was the strip-like structure along the rolling direction, in which there were fewer shear bands. These two kinds of microstructures were parallel to the rolling direction and distributed at intervals in the thickness direction, and had apparent characteristics of anisotropic deformation structure, as shown in Fig. 4(e). As the reduction was further increased to 90%, the width of the strip-like structure decreased, which was similar to that of the reduction 80%, as shown in Fig. 4(f).
3.3.2 EBSD microstructure

Fig. 3 Photos of cold-rolled Cu-0.36Be-0.46Co alloy sheet with thickness of 0.2 mm
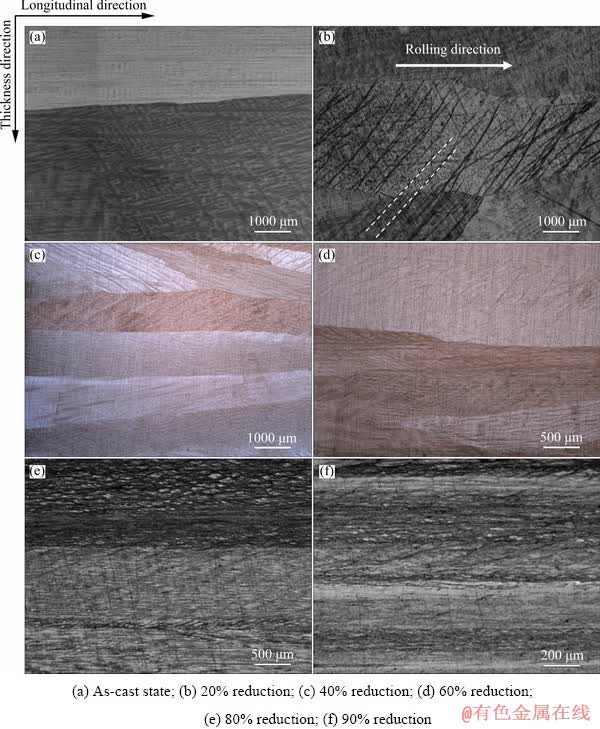
Fig. 4 Metallographic structure in longitudinal section of as-cast and cold-rolled Cu-0.36Be-0.46Co alloy sheets
EBSD orientation imaging and misorientation distribution analysis of the as-cast and cold-rolled samples were carried out to further analyze the microstructure evolution of the Cu-0.36Be-0.46Co alloy sheet during cold rolling, as shown in Figs. 5 and 6, where the black bold line and black fine line were used to mark the high angle boundaries (HABs) with misorientation over 15�� and the low angle boundaries (LABs) with misorientation within 2��-15��, respectively. From Figs. 5(a) and 6(a), the as-cast sample had columnar grains along the length direction, and the grain boundaries were mainly LAB. When the reduction was 20%, crystallographic orientation of the local micro- regions had little change (colour change in the local region in Fig. 5(b)), indicating slight rotation of the local micro-region inside grains, which induced numerous parallel LAB near the original grain boundaries, as shown in Figs. 5(b) and 6(b). When the reduction was 40%, the crystal rotation extent increased and a lot of LAB formed in the local region, which were developed into many banded structure, as shown in Figs. 5(c) and 6(c). When the reduction was increased to 60%, the extent of intragranular deformation intensified and apparent crystal rotation in micro-region occurred, resulting in numerous banded structures, as shown in Fig. 5(d). When the reduction was further increased to 80%, the number of LABs increased remarkably and the extent of intragranular shear deformation intensified, resulting in the formation of intersected shear bands (Figs. 5(e) and 6(e)), which coincided with the metallographic structure in Fig. 4(e).
3.3.3 TEM microstructure
Transmission electron microscopy (TEM) was employed to observe the microstructures of the as-cast and cold-rolled samples. Figure 7 shows the TEM images of the as-cast sample, and there were straight low-angle grain boundaries in the sample.

Fig. 5 EBSD orientation maps in longitudinal section of as-cast and cold-rolled Cu-0.36Be-0.46Co alloy sheets
In addition, a few dislocations and precipitate particles with a diameter of ~3 nm formed inside grains. The dislocations were formed by a large number of vacancies accumulated during the solidification of the as-cast alloy plate, and the precipitated phase particles were formed in the Cu matrix during the cooling of the solidified alloy.
After cold rolling, a great number of dispersed dislocations were produced in the alloy when the reduction was 20% (Fig. 8(a)). Under the action of rolling pressure, multiple dislocation slip systems were activated and a large number of dislocations interacted, which induced the dislocation nets and dislocation cells [13,14]. The average size of the dislocation cells was ~0.7 ��m, and the cell wall was of high-density dislocations and intracellular dislocation density was low, as shown in Figs. 8(b) and (c). In addition, numerous parallel dislocation bands with a width of ~0.2 ��m formed in the alloy (Fig. 9(d)), which corresponded to the deformation traces in the metallographic structure of Fig. 2(b).
When the reduction was 40%, the number of the dislocation cell increased due to the continuous multiplication and interaction of dislocations (Fig. 9(a)), and the interior stress due to dislocation accumulation in the local region reached the critical stress to activate twin, which formed numerous parallel deformation twins with a width of ~30 nm, as shown in Fig. 9(b). In addition, some twins passed through the dislocation cells by shear deformation to form strip-like dislocation cells, as shown in Figs. 9(c) and (d).
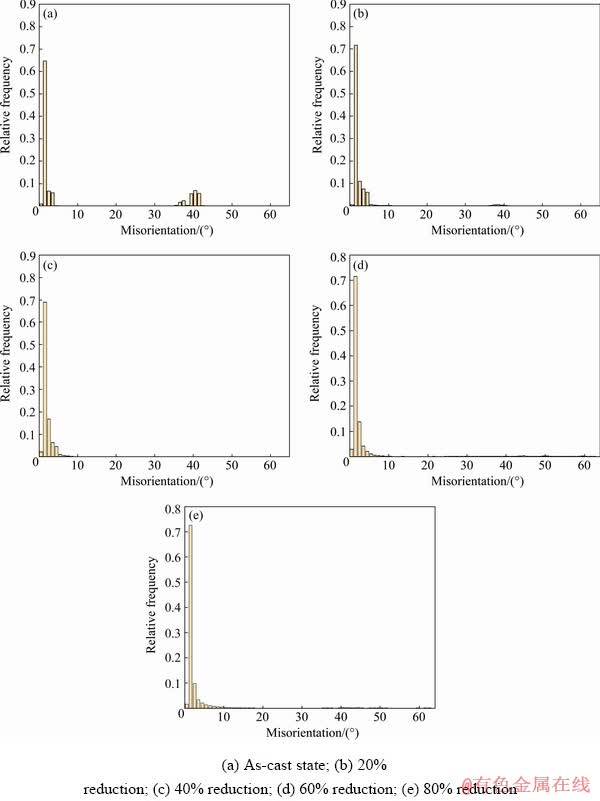
Fig. 6 Misorientation distribution of as-cast and cold-rolled Cu-0.36Be-0.46Co alloy sheets
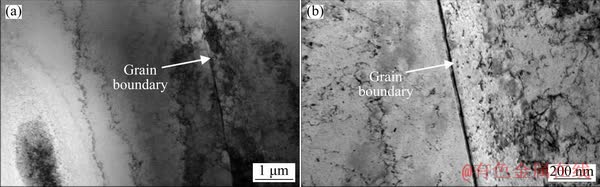
Fig. 7 TEM images of as-cast Cu-0.36Be-0.46Co alloy
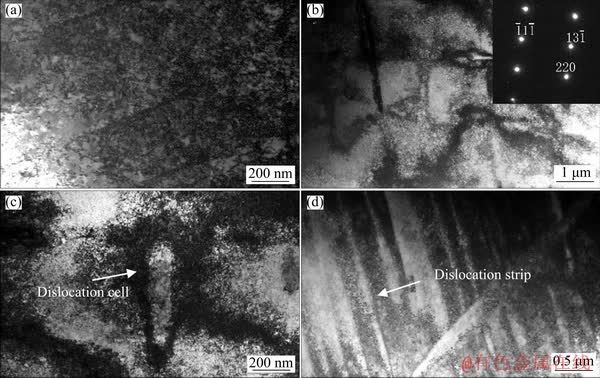
Fig. 8 TEM images and diffraction pattern of cold-rolled Cu-0.36Be-0.46Co alloy sheet with reduction of 20%
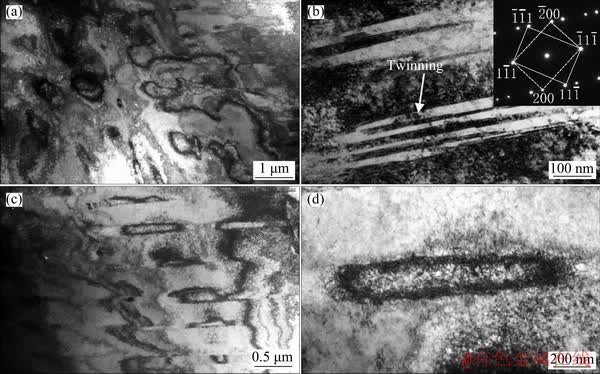
Fig. 9 TEM images and diffraction pattern of cold-rolled Cu-0.36Be-0.46Co alloy sheet with reduction of 40%
For the reduction of 60%, the number of the twin increased remarkably and the dislocation density inside the twins also rose (Figs. 10(a)-(c)). With the increase of the rolling reduction, the interaction between dislocations and twins intensified, which induced parallel microbands [15] (Fig. 10(d)). Furthermore, the diffraction spots in the electron diffraction pattern were distorted obviously, indicating the large crystal rotation and a high strain state in the sample. Such behaviours were ascribe to that with the increase of the reduction, multiple dislocation slip systems were activated and numerous twins formed, which induced rotation of microcrystalline to maintain the deformation continuity and release the local stress concentration [16].
When the reduction was increased to 80%, a great number of the shear bands were found in the grains, some of which interacted with each other, leading to severe kinking phenomenon in the local region and forming S-like band [17], as shown in Figs. 11(a) and (b). From the enlarged TEM images, it can be observed that the shear bands formed via the interaction of high density dislocation groups and twins, as shown in Fig. 11(d). In addition, the distortion degree of the diffraction spots of the deformed microstructure rose, indicating that the degree of shear deformation in the alloy increased with an increase of the reduction, and the degree of crystal rotation was also enhanced correspondingly.
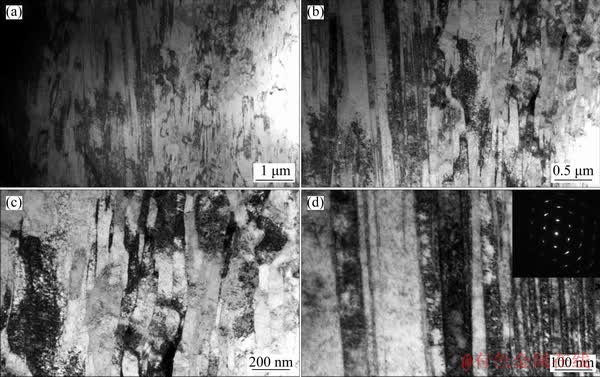
Fig. 10 TEM images and diffraction pattern of cold-rolled Cu-0.36Be-0.46Co alloy sheet with reduction of 60%

Fig. 11 TEM images and diffraction pattern of cold-rolled Cu-0.36Be-0.46Co alloy sheet with reduction of 80%
As the reduction was further increased to 90%, apart from the formation of microbands in the alloy (Figs. 12(a) and (c)), the interaction among the shear bands, dislocations and twins intensified and a large number of slender dislocation cells were generated, which significantly refined the deformed matrix, as shown in Figs. 12(b) and (d).
From the above microstructure analysis, during the cold rolling of the Cu-0.36Be-0.46Co alloy plate produced by HCCM horizontal continuous casting, for the small reduction (e.g., 20%), a large number of dispersed dislocation nets and dislocation cells formed, and the dislocation sliding mainly contributed to deformation mechanism. For the moderate reduction (e.g., 40%), twins formed and interaction between dislocation cells and twins induced the strip-like dislocation cells, indicating that twinning was one of the deformation mechanisms. For the larger reduction (>60%), the shear deformation intensified and shear bands formed. With an increase of the reduction, the shear bands increased in number and interacted with each other, which refined grains obviously, and the shear deformation was the primary deformation mechanism in this stage.
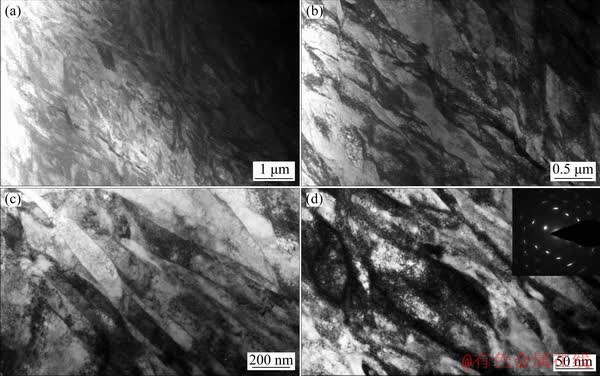
Fig. 12 TEM images and diffraction pattern of cold-rolled Cu-0.36Be-0.46Co alloy sheet with reduction of 90%
3.4 Mechanical property changes of Cu- 0.36Be-0.46Co alloy sheet during cold rolling
Figure 13 shows that mechanical properties of the as-cast and cold-rolled Cu-0.36Be-0.46Co alloy. The tensile strength, hardness and elongation to failure of the as-cast plate were 353 MPa, HV 119 and 35.0%, respectively. After cold rolling, for the reduction of 20%, the tensile strength and hardness of the alloy increased to 424 MPa and HV 159, respectively, and the elongation fell to 11.3%, indicating apparent work-hardening effect. When the reduction was 40%, the tensile strength and hardness rose to 482 MPa and HV 168, respectively, but the elongation dropped slowly to 8.9%. With further increasing the reduction (60%- 95%), the tensile strength and hardness increased, but the elongation (7.6%-8.5%) dropped slightly. For the reduction of 95%, the tensile strength, hardness and elongation were 625 MPa, HV 208 and 7.6%, respectively.
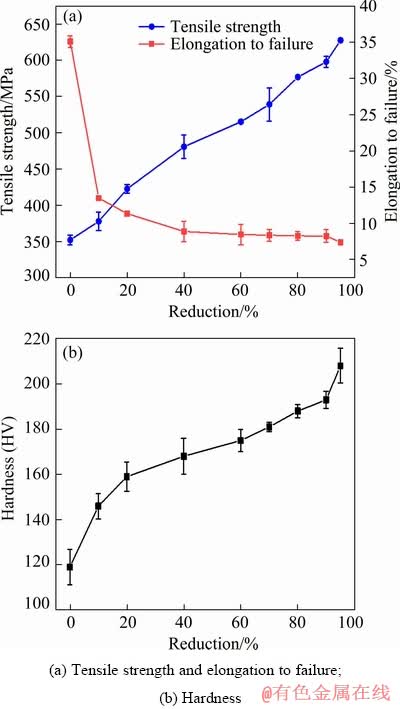
Fig. 13 Mechanical properties of as-cast and cold-rolled Cu-0.36Be-0.46Co alloy sheet with different reductions
The mechanical property evolution of the Cu-0.36Be-0.46Co alloy plate prepared by HCCM horizontal continuous casting during cold rolling was closely related to its microstructure. The as-cast alloy plate had large columnar grains along the length direction, few transverse grain boundaries, few dislocations formed during solidification in the grains, the large average free path of dislocation sliding and low-density dislocations [18-20], which resulted in a low work-hardening rate and can withstand a large degree of extension deformation along the length direction before fracture and failure, therefore, the as-cast plate had the low strength (353 MPa) and high elongation to failure (35.0%). For the reduction of 20%, a large number of dislocations, dislocation cells and dislocation bands formed, which impeded dislocation movement and induced high work-hardening effect, resulting in remarkable increase of both hardness and tensile strength but a sharp decrease of the elongation. When the reduction was 40%, the number of dislocation cells increased and numerous twins with an average width of 30 nm formed. The interaction among twins, dislocations and dislocation cells induced the continuous increase of the hardness and tensile strength as well as a reduction of the elongation.
When the reduction was increased to 60%, numerous microbands formed in the alloy and the apparent crystal rotation in the micro-region occurred. When the reduction was 80%, dislocation density increased and more intersected shear bands formed. With further increasing the reduction (90%), the dislocation density changed little; however, a large number of subgrains (such as dislocation cells) formed, which refined the deformed matrix. These subgrain boundaries can effectively hinder the dislocation movement, resulting in the increase of both tensile strength and hardness with an increase of the reduction [21]. For the reduction of 60%-90%, on one hand, numerous tens of nanometer dislocation cells and microbands formed in the alloy, which refined the grains. On the other hand, the coarse primary columnar grains along the length direction were prone to rotation of microcrystals under high strain state, which was favourable to release the stress concentration. Therefore, the slight decrease of the elongation with an increase in the reduction from 60% to 95% was mainly ascribe to refinement of subgrain and crystal rotation in the micro-region, and the elongation decreased from 8.5% to 7.6%, which was favourable to the subsequent cold rolling.
Figure 14 shows the tensile fracture morphology of the cold-rolled alloy sheet. Dimples emerged apparently on the fracture surface of the cold-rolled sheets with different reductions. For the reduction of 20%, large and deep dimples were found on the fracture surface, as shown in Fig. 14(a). With increasing the reduction, the dimple size became smaller and shallower, for the reduction of 95%, the fracture surface with many dimples of the rolled sample was still ductile fracture mode and the elongation was 7.6%, which showed good cold-rolling workability of the Cu-0.36Be-0.46Co alloy plate produced by HCCM horizontal continuous casting.
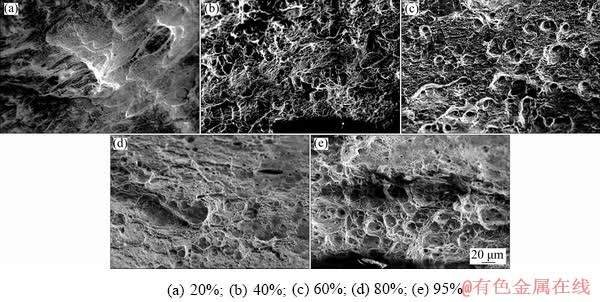
Fig. 14 SEM fractographs of cold-rolled Cu-0.36Be-0.46Co alloy sheet with different reductions
From the above experimental results and analysis, the Cu-0.36Be-0.46Co alloy plate prepared by HCCM horizontal continuous casting had good surface quality and can be directly large-deformation cold rolled without surface treatment. Besides, the as-cast plate had strong columnar grains along the length direction, the mechanical properties along the width direction were uniform, the elongation to failure was 35.0% and the maximum accumulative cold-rolling reduction can reach 98%. Making full use of the advantages mentioned above, a novel method of HCCM horizontal continuous casting-cold rolling for producing beryllium-copper alloy sheet was proposed in this work, which can omit high energy consumption, high metal loss and high environmental burden processes of hot rolling, surface treatment, intermediate annealing and pickling in the traditional production method. Such method is expected to develop into a new compact process and high efficiency producing technology of beryllium-copper alloy sheet with some advantages of low equipment investment, low production cost and low energy consumption.
4 Conclusions
(1) Cu-0.36wt.%Be-0.46wt.%Co alloy plate with 300 mm in width and 10 mm in thickness produced by HCCM horizontal continuous casting had columnar grains along the length direction and good surface quality as well as the elongation to failure of ~35%, which can be directly large-deformation cold rolled without surface treatment, and the accumulative cold-rolling reduction reached 98%. The as-cast plate exhibited excellent cold rolling workability.
(2) During cold rolling, for the small reduction of 20%, substantial dislocation nets and dislocation cells formed, the dislocation sliding mainly contributed to deformation mechanism. For the reduction of 40%, twins formed and interaction between dislocation cells and twins induced strip-like dislocation cells, indicating the main deformation mechanisms of dislocation sliding and twinning. When the reduction exceeded 60%, the shear deformation intensified, shear bands formed and apparent crystal rotation in the micro-region happened. With an increase of the reduction, shear bands increased in number and interacted with each other, which refined grains obviously.
(3) For the reduction of 20%, the tensile strength and hardness of the alloy increased from 353 MPa and HV 119 of the as-cast alloy to 424 MPa and HV 159, respectively, and the elongation to failure reduced from 35% to 11.3%. When the reduction was 40%, the tensile strength and hardness rose to 482 MPa and HV 168, respectively, and the elongation fell to 8.9%. With further increasing the reduction, the tensile strength and hardness increased, but the elongation decreased slowly. For the reduction of 95%, the tensile strength and hardness were 625 MPa and HV 208, respectively, and the elongation was 7.6%. Formation of shear bands induced continuous hardening, and refinement of subgrain as well as crystal rotation in the micro-region contributed to the slight decrease of the elongation with an increase in the reduction from 60% to 95%.
(4) The process of HCCM horizontal continuous casting-cold rolling can work as a novel compact means to fabricate beryllium-copper alloy sheet.
References
[1] DONG Chao-qun, YI Jun-ping. Prospect of beryllium copper alloy��s market and application [J]. Chinese Journal of Rare Metals, 2005, 29(3): 350-356. (in Chinese)
[2] ESAKLUL K A, AHMED T M. Prevention of failures of high strength fasteners in use in offshore and subsea applications [J]. Engineering Failure Analysis, 2009, 16(4): 1195-1202.
[3] BEHJATI P, DASTJERDI H V, MAHDAVI R. Influence of ageing process on sound velocity in C17200 copper beryllium alloy [J]. Journal of Alloys and Compounds, 2010, 505(2): 739-742.
[4] PANG J C, DUAN Q Q, WU S D, LI S X, ZHANG Z F. Fatigue strengths of Cu-Be alloy with high tensile strengths [J]. Scripta Materialia, 2010, 63(11): 1085-1088.
[5] LIU Pei-xing, LIU Hua-nai, LIU Xiao-tang. Processing technology of copper alloy sheet and strip [M]. 1st ed. Beijing: Chemical Industry, 2010. (in Chinese)
[6] HUANG Guo-jie, XIE Shui-sheng, CHENG Zhen-kang, YAN Xiao-dong, TU Si-jing. Production of KFC copper alloy strip [J]. Chinese Journal of Rare Metals, 2005, 29(2): 228-231. (in Chinese)
[7] XIE Jian-xin, MEI Jun, LIU Xin-hua, LIU Xue-feng. A kind of process and equipment for fabricating cupronickel pipes with heating-cooling combined mold casting patent, 2010105014[P]. 2012-04-07. (in Chinese)
[8] XIE Jian-xin. Development of compact processes for high efficiency fabrication of hard-to-working metals [J]. Materials China, 2010, 29(11): 1-6. (in Chinese)
[9] MO Yong-da, JIANG Yan-bin, LIU Xin-hua, XIE Jian-xin. Effects of microstructure on the deformation behavior, mechanical properties and residual stress of cold-rolled HAl77-2 aluminum brass tube [J]. Journal of Material Processing and Technology, 2016, 235: 75-84.
[10] YANG Yang. The principal of metal plastic processing [M]. 1sd ed. Beijing: Chemical Industry, 2016. (in Chinese)
[11] LIU Xin-hua, JIN Jian-xing, XIE Jian-xin. Effect of preparation parameters of HCCM horizontal continuous casting on microstructure and properties of pure copper slab [J]. The Chinese Journal of Nonferrous Metals, 2018, 28(2): 213-222. (in Chinese)
[12] MEI Jun, LIU Xin-hua, JIANG Yan-bin, CHEN Song, XIE Jian-xin. Control of liquid-solid interface position of BFe10-1-1 cupronickel alloy tubes during Heating-Cooling Combined Mold (HCCM) horizontal continuous casting and its effect on microstructure and properties [J]. International Journal of Minerals Metallurgy and Materials, 2013, 20(8): 748-758.
[13] MISHIN O V, JENSEN D J, HANSEN N. Microstructures and boundary populations in materials produced by equal channel angular extrusion [J]. Materials Science & Engineering A, 2003, 342(1-2): 320-328.
[14] TORKESTANI A, DASHTBAYAZI M R. A new method for severe plastic deformation of the copper sheets [J]. Materials Science & Engineering A, 2018, 737: 236-244.
[15] HUANG C X, WANG K, WU S D, ZHANG Z F, LI G Y, LI S X. Deformation twinning in polycrystalline copper at room temperature and low strain rate [J]. Acta Materials, 2006, 54(3): 655-665.
[16] BLICHARSKI M, DYMEK S, WROBEL M. Inhomogeneities of microstructure evolved in metals under plastic deformation [J]. Journal of Material Processing and Technology, 1995, 53(1): 75-84.
[17] PAUL H, DRIVER J H, MAURICE C, PIATKOWSKI A. The role of shear banding on deformation texture in low stacking fault energy metals as characterized on model Ag crystals [J]. Acta Materials, 2007, 55(2): 575-588.
[18] GAO Ke-wei, LIU Mei-yan, ZOU Feng-lei, PANG Xiao-lu, XIE Jian-xin. Characterization of microstructure evolution after severe plastic deformation of pure copper with continuous columnar crystals [J]. Materials Science & Engineering A, 2010, 527(18-19): 4750-4757.
[19] KOMMEL L, HUSSAINOVA I, VOLOBUEVA O. Microstructure and properties development of copper during severe plastic deformation [J]. Materials and Design, 2007, 28(7): 2121-2128.
[20] GUPTA A K , MADDUKURI T S, SINGH S K. Constrained groove pressing for sheet metal processing [J]. Progress in Materials Science, 2016, 84: 403-462.
[21] MISHRA A, KAD B K, GREGORI F, MEYERS M A. Microstructural evolution in copper subjected to severe plastic deformation: Experiments and analysis [J]. Acta Materials, 2007, 55: 13-28.
�����������ˮƽ����Cu-0.36Be-0.46Co�Ͻ������������������֯����ѧ���ܱ仯
�����1,2����ͬͬ2���� ��2�����»�2���� ��2��л����2���� ��3��������3��������4
1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083��
2. �����Ƽ���ѧ �����Ƚ��Ʊ������������ص�ʵ���ң����� 100083��
3. ���Ķ�����ɫ�������Ź�˾��ʯ��ɽ 753000��
4. ���ǵϹɷ�����˾ �����о�Ժ������ 518118
ժ Ҫ�����������������(HCCM)ˮƽ���������Ʊ�300 mm(��) �� 10 mm(��) Cu-0.36%Be-0.46%Co(��������)�Ͻ���ģ����������Ľ����������о����ƹ����кϽ�����֯����ѧ���ܵı仯��������λ���������������������ľ����س��ȷ������״����֯�����������ã��Ϻ��쳤�ʴﵽ35%��������洦����ֱ�ӽ��д���������ӹ������м��˻���ۻ�������������98%������������Сʱ(20%)�����λ���Ϊλ�����ƣ��γɴ�����ɢ�ֲ���λ����λ��������������Ϊ40%ʱ���Ͻ��г����α��Ͼ������Ͼ���λ����������γɳ���״λ������������������60%ʱ���γ��б�����������Ե�������ת�������ű������Ľ�һ�������б����������������ã�ʹ��������ϸ��������ǿ�Ⱥ�Ӳ������̬��353 MPa��HV 119�ֱ�����������������95%ʱ��625 MPa��HV 208���Ϻ��쳤������35%������7.6%���ý����Ϊ��չ��ͭ�Ͻ����HCCMˮƽ����-���������̸�Ч�ӹ������ṩʵ�����ݡ�
�ؼ��ʣ������������ˮƽ������ͭ��Ͻ����ƣ�����֯����ѧ����
(Edited by Xiang-qun LI)
Foundation item: Project (2016YFB0301404) supported by the National Key R&D Program of China
Corresponding author: Xin-hua LIU; E-mail: liuxinhua18@163.com
DOI: 10.1016/S1003-6326(20)65268-2
Abstract: Cu-0.36wt.%Be-0.46wt.%Co alloy plate with 300 mm in width and 10 mm in thickness prepared by heating-cooling combined mold (HCCM) horizontal continuous casting was cold rolled. Microstructure evolution and mechanical properties of the alloy as well as its deformation mechanism were investigated. The results showed that the as-cast alloy plate had columnar grains along the length direction, good surface quality and elongation of 35%, which was directly large-reduction cold rolled without surface treatment, and the accumulative cold rolling reduction reached 98%. When the reduction was small (20%), numerous dislocations and dislocation cells formed, and the deformation mechanism was dislocation slip. When the reduction was 40%, deformation twins appeared, and interactions between twins and dislocation cells induced strip-like dislocation cells. When the reduction exceeded 60%, shear bands formed and apparent crystal rotation in the micro-region happened. Further increasing the reduction, the amount of the shear bands rose and they interacted with each other, which refined the grains apparently. The tensile strength and hardness increased from 353 MPa and HV 119 of the as-cast alloy to 625 MPa and HV 208 with 95% reduction, respectively, and the elongation reduced from 35% to 7.6%. A process of HCCM horizontal continuous casting-cold rolling can work as a novel compact method to fabricate Cu-Be alloy sheet.
