
���±�ţ�1004-0609(2009)04-0625-08
��ͬ��ѹ�������̵�Al-Si-Cu-T4����֯������
�ſ��䣬�Ժ�����ŷ�����ͣ������ģ���ԪԪ
(����������ѧ ��е����������ѧԺ������ 510640)
ժ Ҫ��
�о��ڲ�ͬ��ѹ�������̵�Al-Si-Cu-T4������֯����ѧ���ܡ�����������ڼ�ѹ��������ʱ���úϽ�����֯�������Ա仯���俹��ǿ�Ⱥ��쳤�ʾ���������ߡ�����ѹ��Ϊ0.1~50 MPaʱ�����ż�ѹ�������ӣ�������(Al)�����ߴ����Si���ӳ����Ⱦ�������С��Si����ò�ɳ���״�����״��Բ��״��ͬʱ��֦������С��Al2Cu������֦������������٣���ѧ������ߣ�������ѹ��Ϊ50~100 MPaʱ����ѹ�������ӶԺϽ�����֯����ѧ����Ӱ�첻����ˣ�50 MPaΪ�úϽ�ĺ��ʼ�ѹ�����ڸ����������̵ĺϽ�T4�ȴ������俹��ǿ�Ⱥ��쳤�ʷֱ�Ϊ323.6 MPa��8.51%�����⣬���������˲�ͬ��ѹ�������̵ĺϽ�Ͽ����Ƶ��γɡ�
�ؼ��ʣ�
Al-Si-Cu�Ͻ�����ѹ��������ѧ����������֯��
��ͼ����ţ�TG 214 ���ױ�ʶ�룺 A
Microstructures and mechanical properties of
Al-Si-Cu-T4 solidified at different squeeze pressures
2ZHANG Ke-wu, ZHAO Hai-dong, OUYANG Xiao-xian, ZHANG Wei-wen, LI Yuan-yuan
(3School of Mechanical and Automotive Engineering, South China University of Technology, Guangzhou 510640, China)
Abstract: Microstructures and mechanical properties of Al-Si-Cu-T4 solidified at different squeeze pressures were investigated. The results show that at the pressures applied during solidification, the microstructures of the alloy change significantly, and both tensile strength and elongation of the alloy are improved remarkably. When the squeeze pressure increases from 0.1 MPa to 50 MP, the size of primary ��(Al) and aspect ratio of eutectic Si phase are decreased evidently and the morphology of eutectic Si particles is changed from long acicular to small granular, and the dendrite arm spacing, content of Al2Cu phase and porosities between dendrites are decreased, while the mechanical properties are increased. When the squeeze pressure increases from 50 MPa to 100 MPa, the microstructure and mechanical properties of the investigated alloy show little variation. It is indicated that the proper squeeze pressure of the investigated alloy is 50 MPa at which the tensile strength and elongation reach to 323.6 MPa and 8.51%, respectively, after solution heat treatment. Furthermore, the crack origin of the investigated alloys solidified at different squeeze pressures was analyzed and discussed.
Key words: Al-Si-Cu alloy; squeeze casting; mechanical property; microstructure
��ѹ������һ�ֽ������Ͷ����ص���һ��Ĺ���[1-3]���ù����ǽ�Һ̬�����ڸ�ѹ�³��͡��ᾧ�����̣��Ӷ����������״��ë������������ص��Dz��������ʸߣ������ڲ���������ȱ���������٣�����ϸ������֯���ܵ�[4-5]��
Al-Siϵ����Ͻ�����Si�����Ƚϸߣ�����˺Ͻ���������ܣ��������ʺ���������С��ͬʱ���нϺõ���ʴ�Ժͻ�е�ӹ����ܣ��ڹ�����õ��㷺Ӧ��[6-8]��Al-Si-Cu�Ͻ�(����A319)�ڸ�ϵ�Ͻ��о��б�ǿ�ȸߡ������Ŀ���ʴ���ܺ����������ܵ��ص㣬�㷺Ӧ����������챡�������ת��ڵ��㲿��[9]���������иúϽ�ϵ�еĶ���ר��[10-11]����������ͨ���о���ѹ����Al-Si-Cu�Ͻ�T4�����ȴ���������֯����ѧ���ܣ�̽�ֲ�ͬ��ѹ���¦�(Al)����Si����ò��������Al2Cu��ı仯�����������ѧ���ܵ�Ӱ�졣
1 ʵ��
1.1 �Ͻ�����
���Ͻ�����ʯī����������������ǰ�������������졣¯����300~400 ��ʱ��ͬʱ����A356�ʹ�����¯������720 ��ʱ����Al-50%Cu(��������)�м�Ͻ�730 ��ʱ����Al-5%Ti-1%B��Ȼ�������ȣ���¯��ȫ���ۻ��������������������������5 min��������ø���ȡ�����Ͻ�Һ��Leemanlabs�����������Ͻ��л�ѧ�ɷֲⶨ������������1���У���Ͻ�Һ���ã����¶Ƚ���700 ��ʱ���м�ѹ����ʵ�顣
��1 ʵ��Al-Si-Cu�Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical compositions of Al-Si-Cu alloy (mass fraction, %)

1.2 �����Ʊ�
�������ֱ�Ӽ�ѹ���취��ģ�߲���ΪH13�֣������ʺ��ٽ��е���������ģ�߽ṹ��ͼ1��ʾ����ģ��Ԥ�ȵ�200 �����ң�����1 000 kNѹ�������м�ѹ�������飬��PLC���ڿ���ѹ������ѹѹ���ֱ�Ϊ����(0.1 MPa)��25��50��75��100 MPa����ѹ�ٶ�Ϊ1~3 cm/s����ѹ30 sֱ���Ͻ�Һ��ȫ���̣��Ӷ��Ƶ�����Ϊ100 mm? 80 mm? 40 mm������ë��(��ͼ1)����ǰ�о�����Ҫʹ�ü�Բ����ʵ������������ʵ��������÷ǶԳ���״������һ���̶��Ͽ��첻ͬ��λ��ѧ���ܵIJ�����Ϊ������ʵ�ʸ�������ϵ�ʹ���ṩ�ο���

ͼ1 ��ѹ����ģ��ʾ��ͼ
Fig.1 Schematic diagram of squeeze casting mold
��ѹ�������������ë��������¯�н��й����ȴ��������幤�չ���Ϊ��480 �����1 h��495 �����6 h���������ˮ�㡣
1.3 ���Է���
����ͼ1��ʾ��ȡ��λ�ý��������и�ȡ��Բ����������Ȼ���е�ӹ�����ͼ2��ʾ��Բ����������(GBT228��2002)����INSTRON 8801����������Ͻ�����ѧ���ܲ��ԣ�������Ϊ5����������ֵ��ƽ��ֵ���Ͻ������֯������Ͽڹ۲���Leica ����������EPMA-1600����̽������Ǻ�LEO 1530 VPɨ����������Ͻ��С�

ͼ2 ���������ߴ�
Fig.2 Dimension of tensile specimen (Unit: mm)
2 ���������
2.1 ѹ��������֯��Ӱ��
����Al-Si-Cu��Ԫ��ͼ��Al-6%Si-4%Cu�Ͻ��ڽᾧ����������������(Al)�����࣬Ȼ����L����(Al)+ ��(Al2Cu)��L����(Al)+Si��Ԫ������Ӧ��L����(Al)+Si+ ��(Al2Cu)��Ԫ������Ӧ[12-13]��
ͼ3��4��ʾΪ��ͬѹ�������ºϽ�����ȴ����������֯����ͼ3��4�ɿ������Ͻ����������(Al)��Ͷ�Ԫ����Ԫ�������Ͻ���Ҫ�ɦ����������ɣ�������ɫ������ֲ���Si��ͦ������֯�����ڴ�����������״�Ħ��ࡣ�Ӧ��ྦྷ���ߴ���Կ�������δʩ�Ӽ�ѹ���£��Ͻ���֯�γɴִ�ĵ��ᾧ���Ҿ��紦����������������ȱ�ݣ����ż�ѹ�������ӣ���������ϸ��������֦�������ȱ����������ʧ����֦�����������С��
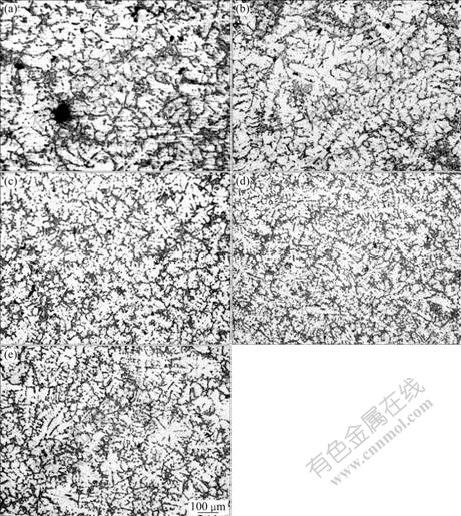
ͼ3 ��ͬѹ�������̵�Al-Si-Cu�Ͻ������֯
Fig.3 Microstructures of Al-Si-Cu alloys solidified at different pressures: (a) 0.1 MPa; (b) 25 MPa; (c) 50 MPa; (d) 75 MPa: (e) 100 MPa
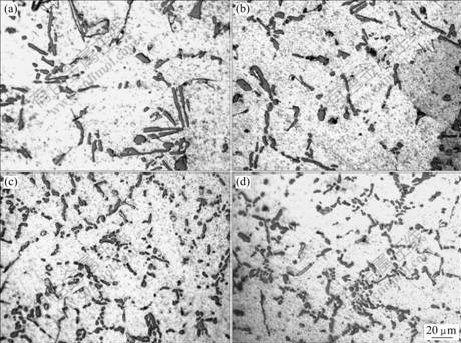
ͼ4 ��ͬѹ�������̵�Al-Si-Cu�Ͻ�߷Ŵ�������֯
Fig.4 Microstructures of Al-Si-Cu alloys solidified at different pressures at high magnification: (a) 0.1 MPa; (b) 25 MPa; (c) 50 MPa; (d) 100 MPa
���ڼ�ѹ����Ͻ�������֯����ϸ�����γ�ԭ��CHADWICH��YUE[14]��Ϊ���Ͻ���ѹ�������̿ɼ�С������������ģ��֮��Ŀ�϶����߽��洫��ϵ����ʹ��������ȴ�ٶȼӴ�����ʹ��֯ϸ������FRANKLIN��DAS[15]��CHEN[16]����Clasius- Clapeyron������Ϊ��ѹ��ʹ�Ͻ��¶����ƣ����̹���������κ˼��ʼӴӶ�ʹ��ѹ������֯ϸ�����ڱ��о��У���ѹ��Ϊ50~100 MPaʱ������Clasius-Clapeyron���ɣ�����ѹ����ʹ�Ͻ�Ĺ������¶ȼ������ƣ���ʵ�������������������ߴ�仯������֯û��ϸ������Franklin�Ľ��ʹ��ڲ��죻��ѹ��Ϊ0.1~50 MPaʱ������ѹ����ʹ������ģ��֮���϶��С�����洫��ϵ�����ӣ�������֯����ϸ������ѹ��Ϊ50 MPaʱ��������ģ���ѽ��ܽӴ�����ʹ�������ѹ�����ý��洫��ϵ��Ҳ�������ӣ�������֯��һ����ϸ������ˣ�������Ϊ���洫��ϵ���������DZ�ʵ��Ͻ���֯ϸ������Ҫԭ��
ͼ5��ʾΪ��ͬѹ�������̵�Al-Si-Cu�Ͻ���֯�ı�ɢ�����������dz��ɫ����ΪSi�ࡣͼ6��ʾΪͼ5(a)������ɫ����������������֪������Ҫ���Ԫ����Al��Cu�����Al-Si-Cu��Ԫ�Ͻ���ͼ�������жϸ�����ɫ��Ϊ����Al2Cu�ࡣ��ͼ5(a)��֪��
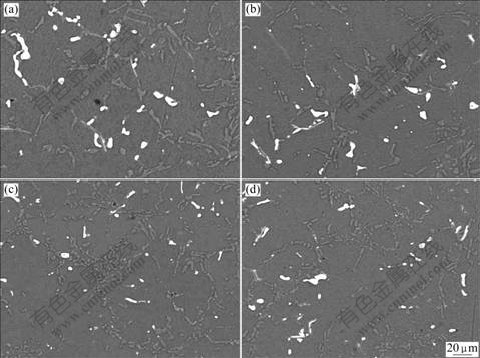
ͼ5 ��ͬѹ�������̵ĺϽ���֯�ı�ɢ�������
Fig.5 Back-scattered electron images of Al-Si-Cu alloys solidified at different pressures: (a) 0.1 MPa; (b) 25 MPa; (c) 50 MPa; (d) 100 MPa
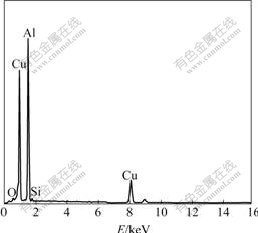
ͼ6 ��ͼ5(a)��Al-Si-Cu�Ͻ������ɫ���������
Fig.6 EDS analysis of white phases of Al-Si-Cu alloy in Fig.5(a)
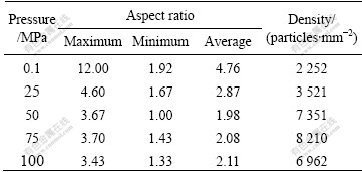
�Ͻ�������������ʱ��Si����ʳ���״����״�����ż�ѹ�������ӣ�Si��������״���״���Ի���ĸ������ü�С��ʹ�Ͻ�õ�ǿ��(ͼ5(b)��5(c))���Ƚ�ͼ5(c)��5(d)��֪��ѹ���ﵽ50 MPa֮��������ѹ��ʱ��Si����ò�����Ա仯����2����Ϊ��ͬѹ��������ʱ�Ͻ���Si�����������ݣ����г�����(Aspect ratio)Ϊ���ӳ���ֵ�봹ֱ����ֵ֮�ȡ��ӱ�2��֪�����ż�ѹ�������ӣ�����Si���ӳ�����ƽ��ֵ��ƫ��ֵ���Լ�С������Բ�������ӣ���λ�����Si������Ŀ�������ࣻ��ѹ���ﵽ50 MPa֮��������ѹ����Si���ӳ����ȱ仯������Ŀ���������ӡ���˵��ѹ���ﵽ50 MPa֮��������ѹ���Թ���Si����òӰ�첻���⣬�Ͻ�������������ʱ�����еĹ���Al2Cu������ϴ������϶ࣻ����ѹ�������ӣ�����Al2Cu�������С���������١��������һ��ѹ��������ʱ������Al2Cu������ڹ��ܵ���(Al)�����С�
��2 ��ͬѹ�������̵�Al-Si-Cu�Ͻ���Si��������
Table 2 Si particle characteristics of Al-Si-Cu alloy solidified at different pressures
2.2 ѹ����������Ӱ��
��Ȼ�����Ʊ������˼�ѹ�����T4�ȴ������̣���û���о��������ȴ��������У��ܽ������Ͻ�����е�������γɿ�����ˣ�ͨ����Ϊ���Ͻ������еĿ��γ������̹���[17]����ѹ�������ÿ��ԶԺϽ�Һ������������ǿ�Ʋ�����ʹ��������������ȱ����ʧ������Sieverts����[18]�����ڹ�̬�����е��ܽ����ѹ��������أ�
�������У����Ͻ�Һ�¶�Ϊ700 �棬�ڴ���ѹ�����������Ͻ��е��ܽ��![]() �ɴ�8.5 ��L/g[17]������Rp=100 ��m����2��/Rp =18 kPa����paΪ25��50��75��100 MPaʱ��ph��2��/Rp����ֵ�����pa�ɺ��Բ��ơ�����ʽ(1)����ʱ�������Ͻ�����е��ܽ����ͼ7��ʾ��˵����ѹ�����������������Ͻ�����е��ܽ�ȣ�����������������ȱ�ݡ���ͼ7��֪����25 MPaʱ���������Ͻ�����е��ܽ���Ѿ���������Һ��ĺ��������Ͻ�Һ�е�����ѹ��������ʱ������ȫ�ܽ���γɵĹ����У���ˣ���ͼ3(b)��ʾ���Ͻ���25 MPa������ʱ������֯���ܣ�δ�۲쵽���Ե��ۿ���
�ɴ�8.5 ��L/g[17]������Rp=100 ��m����2��/Rp =18 kPa����paΪ25��50��75��100 MPaʱ��ph��2��/Rp����ֵ�����pa�ɺ��Բ��ơ�����ʽ(1)����ʱ�������Ͻ�����е��ܽ����ͼ7��ʾ��˵����ѹ�����������������Ͻ�����е��ܽ�ȣ�����������������ȱ�ݡ���ͼ7��֪����25 MPaʱ���������Ͻ�����е��ܽ���Ѿ���������Һ��ĺ��������Ͻ�Һ�е�����ѹ��������ʱ������ȫ�ܽ���γɵĹ����У���ˣ���ͼ3(b)��ʾ���Ͻ���25 MPa������ʱ������֯���ܣ�δ�۲쵽���Ե��ۿ���
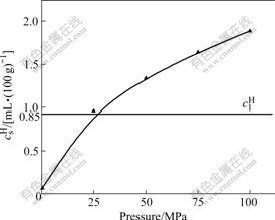
ͼ7 ��ͬѹ�����������Ͻ�����е��ܽ��
Fig.7 Solubility of hydrogen in solid phase of Al alloys solidified at different squeeze pressures
2.3 ѹ������ѧ���ܵ�Ӱ��
ͼ8��ʾΪ��ͬѹ�������̵�Al-Si-Cu-T4����ѧ���ܡ���ͼ8���Կ������������������������(0.1 MPa)���Ͻ�ѹ�������������֯�õ�����ϸ��������ѧ�������˽ϴ���ߣ���ѹ��Ϊ25~50 MPaʱ�����ںϽ�������ϸ��������֦�������ȱ�ݼ��٣���֦�����������С������ѧ�����漷ѹ�������Ӷ���ߣ�������ѹ��Ϊ50~100 MPaʱ��������֯������ϸ������ѹ�������ӶԺϽ���ѧ���ܵ�������������ã��Ͻ���ǿ����С����ߣ����쳤����8%���½���7%����Ȼ����������ѹ�������ӣ��Ͻ���ѧ��������ߣ������Ͻ�������ܶ�������Ӱ�������һ����������ˣ�ʵ����ѹ������ʱ���쳤�����½�Ӧ����ʵ��������������������Ҳ�����ƽ������[5, 21]����ͼ8��֪����ѹ������50 MPaʱ����������ѹ���ԸúϽ����岻�������˷���Դ�ͽ���ģ����������˸úϽ�ĺ��ʼ�ѹ��Ϊ50 MPa��
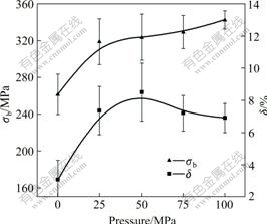
ͼ8 ��ͬѹ�������̵�Al-Si-Cu�Ͻ����ѧ����
Fig.8 Mechanical properties of Ai-Si-Cu alloys solidified at different pressures
ͼ9��ʾΪ�Ͻ���������Ͽ���ò���úϽ�������������ʱ������Ͽ���ò��Ҫ�ɿ����������Ѻʹ��Խ���ƽ̨���ɣ��������(��ͼ9(a))�������������������������������һ������ѧƽ������Ĵ�����������ɣ���ͼ�м�ͷ��ʾ��������Դ�ڿ������Բ��ã��쳤��ֻ��3.08%����������ʱ�ļ�ѹ�����ӣ��Ͻ�����ٻ������������������࣬���ȶ����ӣ����������˺Ͻ�������������(��ͼ9(b)~(d))��
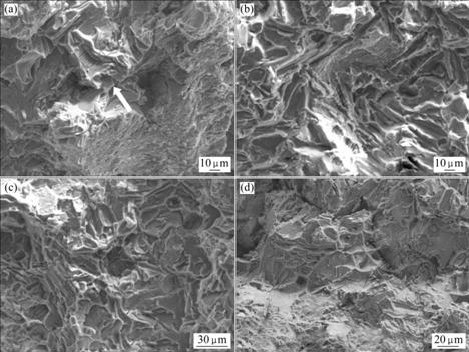
ͼ9 ��ͬѹ�������̵�Ai-Si-Cu�Ͻ������Ͽ���ò
Fig.9 Fracture morphologies of Ai-Si-Cu alloys solidified at different pressures: (a) 0.1 MPa; (b) 25 MPa; (c) 50 MPa; (d) 100 MPa
ͼ10��ʾΪ100 MPa�����̵�Al-Si-Cu�Ͻ�����Ͽ�EDS��ɨ�������ͼ10(a)��ʾΪ�úϽ��ڸ�
������Ͽ���ò��ͼ10(b)��(c)��ʾ�ֱ�Ϊ����Ͽ�EDS��ɨ���µ�SiԪ�غ�CuԪ�طֲ������к�ɫ���ֱַ�ΪSiԪ�غ�CuԪ�ء��������������ͼ10(a)�м�ͷ����ָ����Ϊ����Si���ӣ���ͷ����ָ��Ϊ�Ͻ��Ԫ����Ԫ�����༯����������SiΪ�ǽ���Ԫ�أ���Al�����γɷǹ�����棬���ڿ�λȱ�ݣ������������д��ԵĹ���Si�ദ�ײ���Ӧ������[21-22]�����ѻ���������ԣ�����Ӱ��Ͻ����ѧ���ܣ��ر������ԡ���ͼ10��֪���ڼ�ѹ��������ʱ��Al-Si-Cu�Ͻ����������Դ�ڹ���Si���ӣ���ͼ10(a)�м�ͷ����ʾ�����غϽ��Ԫ����Ԫ����������չ�����ؾ����ѡ�
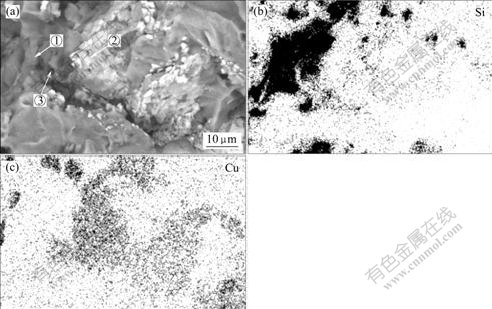
ͼ10 ��100 MPa������ʱAl-Si-Cu�Ͻ�EDS��ɨ�����
Fig.10 Area scanning EDS analysis of Al-Si-Cu alloy solidified at 100 MPa: (a) Secondary electron image; (b) Si; (c) Cu
3 ����
1) Al-6%Si-4%Cu-T4�Ͻ���0.1~50 MPa ѹ��������ʱ����ѹ�������ӣ��������ྦྷ���ߴ�������С��Si���ɳ���״����״��Բ��״ת�䣬֦������С��Al2Cu��������֦��������������٣���ѧ������ߣ�����50~100 MPaѹ��������ʱ��ѹ�������ӶԺϽ�����֯����ѧ����Ӱ�첻�úϽ�ѹ����ĺ��ʼ�ѹ��Ϊ50 MPa��
2) �úϽ�������������ʱ����������Դ��֦����Ŀ������ɵ�ȱ�ݣ��Ͻ�ѹ�������Ӽ�ѹ����ǿ�Ʋ��������ڹ����е��ܽ�ȴ����ߣ������˺Ͻ������ȱ�ݺ����ף���ʱ�Ͻ����������Դ�ڴ��ԵĹ���Si�࣬���غϽ��Ԫ����Ԫ����������չ�����ؾ����ѡ�
REFERENCES
[1] ��ا��. �����⼷ѹ���켼����չ�ſ�[J]. �������켰��ɫ�Ͻ�, 2002, 22(2): 20-23.
QI Pi-xiang. Survey of squeezing casting technology development home and abroad[J]. Special Casting & Nonferrous Alloys, 2002, 22(2): 20-23.
[2] ���ؾ�, �±���, ��ا��. Һ̬ģ���뼷ѹ���켼��[M]. ����: ��ѧ��ҵ������, 2007.
LUO Shou-jing, CHEN Bing-guang, QI Pi-xiang. Liquid forging and squeeze casting[M]. Beijing: Chemical Industry Press, 2007.
[3] GHOMASHCHI M R, VIKHROV A. Squeeze casting: an overview[J]. Journal of Materials Processing Technology, 2000, 101: 1-9.
[4] ZEREN M, KARAKULAK E. Influence of Ti addition on the microstructure and hardness properties of near-eutectic Al-Si alloys[J]. Journal of Alloys and Compounds, 2008, 450: 255-259
[5] ZHANG Ming, ZHANG Wei-wen, ZHAO Hai-dong, ZHANG Da-tong, LI Yuan-yuan. Effect of pressure on microstructures and mechanical properties of Al-Cu-based alloy prepared by squeeze casting[J]. Trans Nonferrous Met Soc China, 2007, 17: 496-501.
[6] ����, �����, �� ΰ, �� ��. ���Ͻ�ѹ���켼�����о���Ӧ��[J]. ����, 2002, 51(8): 464-469.
LUO Ji-xiang, BAI Xu-bai, CHEN Wei, PAN Xin. Study and application on squeezing casting technology of aluminium alloys[J]. Foundry, 2002, 51(8): 464-469.
[7] ��ï��, �� ����, ������, ����, ������. ��ѹ���칤�ն������յ���ҡ����֯�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2006, 16(3): 400-405.
HU Mao-liang, ZHAO Mi, JI Ze-sheng, SUN Guang-bin, PIAO Yong-ji. Effect of squeezing casting technology on structures and properties of air-conditioner swaying tray of automobile[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(3): 400-405.
[8] ��ا��, ����Ҽ, �� ��. ��ѹ����Ͻ���ϵ��о���չ[J]. �������켰��ɫ�Ͻ�, 2005, 25(1): 28-31.
QI Pi-xiang, WU Yue-yi, QI Lin. Progress in alloy materials in squeezing casting[J]. Special Casting & Nonferrous Alloys, 2005, 25(1): 28-31.
[9] AMMAR H R, SAMUEL A M, SAMUEL F H. Effect of casting imperfections on the fatigue life of 319-F and A356-T6 Al-Si casting alloys[J]. Mater Sci Eng A, 2008, 473: 65-75.
[10] SUZUKI T, OSHIRON. High-strength aluminum alloy for casting, contains preset amounts of copper, silicon, magnesium, iron, phosphorus, antimony, aluminum and impurities. EP1371741-A2[P]. 2003-10-17.
[11] YAMADA K, HATANO T, MIYAKAWA S, TAKAGI H, HORIKAWA H, HASHIMOTO A. Aluminum alloy casting, e.g. spiral scroll of compressor of air-conditioner, is obtained by casting aluminum alloy containing silicon, copper, magnesium, iron, manganese and aluminum, to which silver is added. JP2004091822-A[P]. 2002-8-29.
[12] ������, ��, ������, ������. �������Ͻ����ͼ��[M]. ��ɳ: ���Ϲ�ҵ��ѧ������, 1987.
GONG Lei-qing, JING Chang-geng, LIU Fa-xin, LI Wen-lin. Metallographical diagram of cast aluminum alloys[M]. Changsha: Central South University of Technology Press, 1987.
[13] ������, �� ��. ��Ԫ�Ͻ���ͼ[M]. ����: ������ҵ��ѧ������, 1995.
HU De-lin, ZHANG Fan. Metallographs of ternary alloy[M]. Xi��an: Northwest Polytechnical University Press, 1995.
[14] CHADWICH G A, YUE T M. Principles and applications of squeeze castings[J]. Metallurgical and Materials Transactions, 1989, 5: 6-12.
[15] FRANKLIN J R, DAS A A. Squeeze casting��A review of the status[J]. Foundryman, 1984, 77(3): 150-158.
[16] CHEN Z W. Skin solidification during high pressure die casting of Al-11Si-2Cu-1Fe alloy[J]. Mater Sci Eng A, 2003, 348: 145-153.
[17] CAMPBELL J. Castings[M]. Oxford: Butterworth Heinemann, 2003.
[18] ZHU J D, COCKCROFT S L, MAIJER D M. Modeling of microporosity formation in A356 aluminum alloy casting[J]. Metall Mater Trans A, 2006, 37: 1075-1085.
[19] PEQUET C, GREMAUD M, PAPPAZ M. Modeling of microporosity, macroporosity and pip-shrinkage formation during the solidification of alloys using a mushy-zone refinement method: application to aluminum alloys[J]. Metall Mater Trans A, 2002, 33: 2095-2106.
[20] KUBO K, PEHLKE R D. Mathematical modeling of porosity formation in solidification[J]. Metallurgical Transactions B, 1985, 16: 359-366.
[21] SUKUMARAN K, RAVIKUMAR K K, PILLAI S G K. Studies on squeeze casting of Al2124 alloy and 2124-10%SiCp metal matrix composite[J]. Mater Sci Eng A, 2008, 490: 235-241.
[22] LEE K H, KWON Y N, LEE S H. Effects of eutectic silicon particles on tensile properties and fracture toughness of A356 aluminum alloys fabricated by low-pressure-casting, casting-forging, and squeeze-casting processes[J]. Journal of Alloys and Compounds, 2008, 461: 532-541.
������Ŀ���㶫ʡ�Ƽ�����������Ŀ(2006B12001001)����������ɫ����������ҵ���̼����о�����������Ŀ
�ո����ڣ�2008-05-25�������ڣ�2008-11-25
ͨѶ���ߣ��Ժ����������ڣ���ʿ���绰��020-87112948-302��E-mail: hdzhao@scut.edu.cn
ժ Ҫ���о��ڲ�ͬ��ѹ�������̵�Al-Si-Cu-T4������֯����ѧ���ܡ�����������ڼ�ѹ��������ʱ���úϽ�����֯�������Ա仯���俹��ǿ�Ⱥ��쳤�ʾ���������ߡ�����ѹ��Ϊ0.1~50 MPaʱ�����ż�ѹ�������ӣ�������(Al)�����ߴ����Si���ӳ����Ⱦ�������С��Si����ò�ɳ���״�����״��Բ��״��ͬʱ��֦������С��Al2Cu������֦������������٣���ѧ������ߣ�������ѹ��Ϊ50~100 MPaʱ����ѹ�������ӶԺϽ�����֯����ѧ����Ӱ�첻����ˣ�50 MPaΪ�úϽ�ĺ��ʼ�ѹ�����ڸ����������̵ĺϽ�T4�ȴ������俹��ǿ�Ⱥ��쳤�ʷֱ�Ϊ323.6 MPa��8.51%�����⣬���������˲�ͬ��ѹ�������̵ĺϽ�Ͽ����Ƶ��γɡ�
