
���±�ţ�1004-0609(2008)08-1527-07
���ѷ�ĩ����ԳƱ�ըѹʵ
������1, 2��������1��������2��������2��������2
(1. �Ͼ�������ѧ ˲̬���������ص�ʵ���ң��Ͼ� 210094��
2. �Ͼ�������ѧ ����ѧԺ������ѧϵ���Ͼ� 210094)
ժ Ҫ��
�����ѷ�ĩ���в�ͬװҩ�ȵ���״��ըѹʵʵ�飬���ù�ѧ�����õ�ѹʵ�����߸���������Ƭ��������LS-DYNA3D����Ա�ըѹʵ���̽�����ֵģ�⣬�����Լ��е�ѹ����ͼ��������ѡ����Ԫ��ѹ��ʱ�����ߡ����Ľ���ѡ���ڵ�ľ���λ�����ߡ����ʵ�����ֵģ��Ľ������װҩ�ȣ�E/M����ʵ���ܶȵ�Ӱ�켰���տij�������������ñ�ըѹʵ���ɻ�ø��ܶ�(��98�������ܶ�)���Լ���װҩ����Ӱ��ѹʵ��������Ҫ����������װҩ�ȵ������Լ��ܶȳ���������ƣ���װҩ�ȹ�����ѹʵ���в������տף���ʹѹʵ�����½�����ֵģ��Ԥ������ʵ�������Ǻ����á�
�ؼ��ʣ�
���ѷ�ĩ����ըѹʵ�����տ���װҩ������ֵģ����
��ͼ����ţ�TG146.4���� ���ױ�ʶ�룺A
Axial symmetry explosive compaction of W-Ti powders
ZHANG Xiao-li1, 2, WANG Jin-xiang1, JIA Xian-zhen2, SUN Qin-mi2, LIU Jia-cong2
(1.State Key Laboratory of Transient Physics, NUST, Nanjing 210094, China;
2. Engineering Mechanics Department of Institute of Chemical Technology, NUST, Nanjing 210094, China)
Abstract: Axial symmetry explosive compaction was investigated for W-Ti powders at different mass ratios of explosive to mixed powders (E/M). The micrographs near the axis of the specimens were taken by the light microscope. Numerical simulation of explosive compaction was carried out to recur LS-DYNA3D program. Pressure cloud pictures of the set-up for explosive compaction, pressure time-history curve of the certain elements of the axis of the sample and the radial displacement of the certain nodes of the center cut of it were protracted. Influences of E/M on specimen density and the formation of mach-hole were analyzed. The results show that the specimens with high density over 98% (T. D) can be obtained by explosive compaction of powders. E/M is an important parameter that affects the specimen quality. With increasing E/M, the density of the specimens increases firstly, and then the mach-hole appears that debases the compact quality. The prediction results of numerical simulation show a good agreement with the experimental measurements.
Key words: tungsten-titanium powders; explosive compaction; mach-hole; mass ratio of explosive to mixed powders; numerical simulation
�ٺϽ����һϵ�������������ѧ���ܣ���ǿ�ȡ�Ӳ�ȸߣ���չ�ԡ����Ժã�������ϵ��С�����硢�����Ժã�����ʴ�Ϳ������Ժã����ӹ��Ϳɺ��Ժ� ��[1]���ڹ������������պ��졢������Ϣ����Դ��ұ��ͻ�е�ӹ����������ʮ�ֹ㷺����;���ڹ�����ռ����Ҫ��λ����ͳ���ٺϽ�������Ϊ���壬���������ѡ���������ͭ�ȺϽ�Ԫ�ؾ�ģѹ���κ�Һ���ս����[2]���ù��մ��ڵ���Ҫ������, Ԫ�ط�ĩ�Ļ�е������Խ���Ԫ�ط�ĩ��ϵúܾ��ȣ�����ɳɷֵIJ������ԡ�����Һ���ս��¶ȸߣ����ײ��������뾧���ֻ�����Բ�Ʒ�ijߴ羫�ȿ��ƺͺϽ����ܷdz� ������
��ը��ĩѹʵ������ըҩ����������������Լ�������ʽ�����ڽ�����ǽ�����ĩ����˲̬�����¡���ѹ�·���ѹʵ��һ�ֲ��ϼӹ���ϳɵ��¼������DZ�ը�ӹ�����ĵ������о�������Ϊһ�ָ����ʼӹ����¼�������ը��ĩѹʵ����ѹʵʱ���(һ��Ϊ��ʮ������)������ѹ����(�ɴ�0.1~100 GPa)���������볣��ѹʵ����[3?4]��ȣ���������ص��ŵ㣺1) �߱���ѹ�ԣ������ս��������ʵ�IJ��ϣ�2) �߱����ۿ����ԣ������ڱ��ַ�ĩ���������ԡ���ըѹʵ����˲�����һ���еװ�ò��ܴﵽ�ĸ�ѹ, ��ʹͨ���������ܻ��ķ���ﵽ�ܸߵ����ܶ�[5?6]�����ڱ�ըѹʵ�ڼ��̵�ʱ��(������)����ɵģ���˸��Ͻ��漸��û����ɢ����г̶Ⱥ�С(100 nm����)����ɢ�����ԶԻ�е�Ͻ����Ʊ��ĺϽ�۽��б�ըѹʵ, �������Կ˷�����ƫ��, ���������ڼ���ʱ���ڱ�ը�ϳɣ����������������Ա�����е�Ͻ��Ƶõ������ij�ʼ����[7?8]���������ص��⣬��һ�㱬ը�ӹ�����һ������ը��ĩѹʵ���߱����á��豸���ص㣬���㷺�����ھ�ϸ�մ�[9]�������仯����[10?11]�����������ϲ���[12]��������[11?13]�Լ����������Ǿ������ȺϽ�[14]�ķ�ĩѹʵ�о��С�
����KECSKES[15]�Ȳ����ȱ�ըѹʵ�ķ����õ������ѺϽ𣬱������߽����ѷ�ĩ��ɺϽ���ϵ�������ñ�ըѹʵ�ķ������������ѹʵ�����õ���ԭ�������ѻ�Ϸ�ĩ�������м���,���ڴ˻����Ͻ�����LS-DYNA����Ԫ�����ѹʵ���̽�����ά��ֵģ��,�������Ϸ���Ӧ�����������տij���
1 ���ѷ�ĩ�ı�ըѹʵʵ��
ʵ��װ�ò�ȡ���ܽӴ���ըѹʵװ�ã���ͼ1��ʾ������ѹʵ���ٷۺ��ѷۻ�Ϻ�װ�ڵ�̼�ְ����ڣ�����4�鲻ͬ�ں�İ��ף�ÿ�������Լ�������װ�÷�������ʵ��ɳ��ƽ���ϣ�ըҩ����2����ʯ���ըҩ��������ñ�ըѹʵ�Լ�������ʵ��Ҫ�������ص�ըҩ��������ĩ������װҩ��(ըҩ�������ĩ�������ı�ֵ��E/M)�Ȳ�����
ͼ1 ��ĩ���ܱ�ըѹʵװ��
Fig.1 Columned set-up for explosive compaction of powders
���ٷۺ��ѷ۰�70�U30�������Ȼ�ϣ�ʹ��XQM?2L��Ƶ����ʽ��ĥ����ֻ�ϣ�������̳���20 h���Ի�þ���һ�µĻ�Ϸ�ĩ�����Ʒ�ĩ�IJ�������״������С��75 mm���ѷ����ȷֲ�Ϊ��̬�� ��[16]�����ٷۼ����ѻ�Ϸ�ĩ�����ȷֲ��ӽ�������̬�ֲ������ѷ�ĩ�Ĵ��Ⱦ��ﵽ99.9%���ϡ�
ʵ��ĸ���������1�ͱ�2���С�
��1ʵ��װ�ü���ĩ����
Table 1 Parameters of set-up and powders for experiments

��2 ��ըѹʵװҩ������ѹʵ���Լ��ܶ�
Table 2 Charge parameters of explosive consolidation and the density of the samples

ͼ2��ʾΪѹʵ����Ե����������Ƭ����ͼ�ɼ����Լ������ѷ�ĩ�����ֲ����ȣ����ܶȾ��ϸߡ�����ըѹʵ����Լ���ȡ�м䲿�ֽ��з�����Ӧ�ð����·����4���Լ����ܶȣ�����9.50 g/cm3���ϣ�ռ�����ܶȵ�98%���ϣ�˵���ʵ����Ʊ�ը����������ʹѹʵ�Լ����ܶȽӽ������ܶ�ֵ��ͼ3��ʾΪ��Ӧ��ѹʵ�����߸���������Ƭ����ͼ3��֪������װҩ��E/M���������տ�����������ƣ��Լ�4-1װҩ����С�������տס�
ͼ2 4���Լ���Ե��������Ƭ
Fig.2 Micrographs near brim of four samples: (a) Sample 1-1; (b) Sample 2-1; (c) Sample 3-1; (d) Sample 4-1;
����װҩ�ȵ������Լ��ܶȳ���������ƣ���ѹʵ���������½������ƣ����Ӧ�Ż���ը���������ѹʵ�����������ܶȡ�
2 ��ըѹʵ������ֵģ��
ʹ��LS-DYNA3D�Ա�ըѹʵʵ�������ֵģ�⡣ըҩ�IJ���ģ��ѡ��*MAT_HIGH_EXPLOSIVE_ BURN��״̬���̲���*EOS_JWL������������3[17]���С�
���ѷ�ĩ�IJ���ģ�Ͳ����ܹ�����Ӧ����ЧӦ���¶�ЧӦ��Johnson-Cook����ģ�ͣ���

ͼ3 4���Լ����߸�������Ƭ
Fig.3 Micrographs near axis of four samples: (a) Sample 1-1; (b) Sample 2-1; (c) Sample 3-1; (d) Sample 4-1
��3 2����ʯ���ըҩJWL״̬�����еIJ���
Table 3 Parameters for JWL equation state of 2# ammonium nitrate

��ʵ���з�ĩΪ��Ϸ�ĩ���ֱ�����ٷ�[19]���ѷ�[20]��Johnson-Cook�������������õ���ԭ�����õ���Ϸ�ĩ��Johnson-Cook������������
�ɹ�ʽ(2)~(6)�õ�A=283.6 MPa��B=833.2 MPa��N=0.109��C=0.042��M=0.45��
״̬���̲���LS-DYNA��*EOS_TABULATED_ COMPACTION�б�ʽѹʵģ�ͣ�����ѹ������Ϊ
![]() (7)
(7)
ʽ�� ��V����Ӧ�䣬��V=ln(V/V0)��V�Dz��ϵı���(�����ܶȵĵ���)��V0�Dz��ϵij�ʼ���ݡ�ʽ(7)��Ӧ��ʱһ��������¼���ʽ[20?21]��p=C(��V)�����ؼ��ֿ�Ƭ�Ц�=0����ʼ����E0=0����ʼ����V0=1.0����������10���Ӧ�Ħ�V��C(��V)���ɴ˶�����ϵ�p?V�Ĺ�ϵ������������������[22?23]����λ�Ʋ���g?cm?��s��
����������Ԫģ����ͼ4��ʾ�����������Ա�ըѹʵʵ��Ӱ���С[18]�������ѹʵװ�ý����˼������ǵ���������������ըѹʵװ�õ��ķ�֮һ����Ԫģ�ͣ�ʩ�ӶԳƱ߽硣��ģ�Ͱ���ըҩ���϶��������ѷ�ĩ����Ͳ4�����֣�����Lagrange�Ӵ��㷨�������˸�����֮�����Ӵ����Ӵ�����*CONTACT_SLIDING_ONLY_PENALTY��
ͼ4 ���ѷ�ĩ��ը�ս������Ԫģ��
Fig.4 FEM for explosive consolidation of mixed tungsten- titanium powders
ըҩ��Ϊ�����֣�һ����λ�ڷ�ĩ������Ϊʵ��Բ��װҩ����һ���ְ����ڸ�Ͳ��Χ��Ϊ����Բ��װҩ�����õ��𱬷�ʽ���𱬵�λ��ʵ��Բ������Բ�ģ�ըҩ�𱬺���ʵ��Բ��ըҩ���γɱ��䲨�����䴫����������ըҩ�ֽ���ʱ������Բ��ըҩ�𱬣��ڸ�Ͳ����γɻ��Ʊ��䡣ͼ5��ʾΪ�Լ�1-1��ըѹʵװ���е�ѹ����ͼ������ͼ5(a)~(c)��ʾ�ֱ�Ϊ�𱬺�12��28��45 ��sʱ��װ���е�ѹ���ֲ���ֱ�۵��������Լ��б��䲨�Ĵ������̡�
ͼ5 ��ըѹʵװ���е�ѹ����ͼ
Fig.5 Pictures of pressure distribution in set-up of explosive consolidation: (a) 12 ��s; (b) 28 ��s; (c) 45 ��s
ͼ6��ʾΪ�Լ�1-1���IJ�ͬλ�ô���ѹ��ʱ�����ߡ������ѷ�ĩ���������ϴ����������εȼ�� (1 cm)ѡȡ5����ԪS1��S2��S3��S4��S5�������߿��Կ�����S1~S5��ѹ����ֵ�����ӣ�S1��ѹ����ֵΪ5.5 GPa��S5��ѹ����ֵ����11.7 GPa��
ͼ6 �Լ�1-1�����Ĵ�ѡ����Ԫ��ѹ����ʱ������
Fig.6 Pressure��time-history curves of certain elements near axis for sample 1-1
ͼ7��ʾΪ�Լ�1-1���Ľ���ѡ���ڵ�ľ���λ�ơ����Լ�1-1�����Ľ��棬�ذ뾶����Բ�ĵ�Բ�ϣ����ܺ�������ѡȡ�ڵ�S1��S2��S3��S4��S5�����������Կ��Կ���������λ����������S1��λ�����Ϊ?1.6 mm����˵�����Լ������տװ뾶��Ϊ1.6 mm��ͬ���õ��Լ�2-1��3-1��4-1�����տװ뾶��С�ֱ�Ϊ1.10��0.36��0.001 mm����ֵģ����ʵ�����Ǻ����á�
ͼ7 �Լ�1-1���Ľ���ѡ���ڵ�ľ���λ��
Fig.7 Radial displacement of certain nodes of center cut of sample 1-1
3 ���տ׳������
һ����Ϊ����ĩ��ըѹʵ�в��������տ��ǶԳ�б���������������Ϸ������շ������γɵġ����ո��ǹ���ѹ����ǿ������ͼ8��ʾΪ���շ���ʾ��ͼ�����ʴ�0����������ѹ������2���������䲨������Գ���нǴ����ٽ��ʱ���������弤�������䲨����I�뷴�䲨����R�Ľ���O�����Ƶ�O���γɾ���ǿ���������ղ�OO����O��λ���䲨�����䲨�����ղ��Ľ��㣬�������㣬OO��Ϊ���ո�[18]��OO����һ���棬������ĸ�����������Ա���ļн��ڦ�0��90?֮�䣬��O�㴦����������Ա���н�Ϊ��0����O������������Ա��洹ֱ���������Ժ㶨�ٶ��ڷ����д���ʱ�����䲨��Բ�Σ���ײ�н�Ϊͨ�����䲨������õ�2���������ƫת�ǣ��ٶ�Ϊ2��1����ʵ������Ǽ�����˥��������Ļ����������2��0���������߲���һ����ȡ�������ǿʱ���ͻ��γ����տף���ʱ2��0��2��1�����ڱ�ըѹʵ��˵����α������ո������������ĵ����⡣���伤������ת�Ǧ�1�����Ƿ���������ײ����Ҫԭ���ɹ�ʽ��
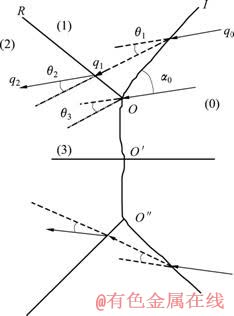
ͼ8 ���������շ���
Fig.8 Mach reflect of shock wave
![]()
��֪���Ʀ�1����Ҫ�������䲨��q0������Ǧ�0�������ض���ըҩ��ѡ����ʵ�װҩ��(E/M)�ǵ��ڦ�0��С����Ч�ֶΡ�����һ�������ķ�ĩ���ԣ�װҩ���������Ļ��������ǿ�������¦�0������������ײ���������տף���С����ѹ�Ʋ���ȫ[22]��
�����ķ�����֪��E/M�Ǿ���ѹ���Ƿ���ȵ���Ҫ���أ���E/Mֵ��ȷ������Ҫͨ��ʵ��ķ��������о�ͨ����ֵģ��ķ����ɹ��صõ������տ���װҩ�ȵı仯���ƣ�����ڽ����о��У�ͨ��ʵ�鲢������ֵģ��ķ������Ը�Ϊ��Ч��ȷ��������װҩ�ȣ�Ϊ�õ���������ѹʵ���ṩ�м�ֵ�IJο����ݡ�
4 ����
1) ���ݻ�Ϸ�ĩ����ֵ������ȣ����õ���ԭ�����õ���Ϸ�ĩ�ı����������ɽ�Ϊȷ��ʵ�ֶԻ�Ϸ�ĩ��ըѹʵ����ֵģ�⡣
2) װҩ����Ӱ��ѹʵ��������Ҫ������װҩ�ȹ�С������ѹ�Ƽ����ܶȲ���������װҩ�ȵ������Լ��ܶȳ���������ƣ���װҩ�ȹ�����ѹʵ���в������տף�ʹѹʵ�����½������Ӧ����ѡ��ò���������ս�����������ܶȡ�
3) �Ի�Ϸ�ĩ��ըѹʵ����ֵģ���о�������һ��̽����ͨ����ʵ�����Աȷ������������ʵ�ʵı�ըѹʵʵ����нϺõ�Ԥ�⣬��Ϊ�õ����ܶ��������տĸ�����ѹʵ���ṩ��Ҫ�IJο����ݡ�
[1] ��Ľ��, ������, ������. �ҹ��ٻ����ܶȺϽ�ķ�չ��״��չ��[J]. �й���ҵ, 1999, 14(5/6): 38?42.
ZHAO Mu-yue, FAN Jing-lian, WANG Fu-sheng. Present development and prospect of high-density tungsten-based alloy in our courtry[J]. China Tungsten Industry, 1999, 14(5/6): 38?42.
[2] Ҷ;��, ����, �����. �߱����ٺϽ��о����½�չ[J]. ���ϵ���, 2003, 17(12): 15?18.
YE Tu-ming, YI Jian-hong, LI Li-ya. New advance in study of tungsten heavy alloys[J]. Materials Review, 2003, 17(12): 15?18.
[3] ��־��, ����ʤ, ������. �ٵij���ѹ����������ս�[J]. ϡ�н��������빤��, 1998, 27(5): 290?293.
WANG Zhi-fa, Jiang GUO-sheng, LIU Zheng-chun. Ultrapressure forming and low-temperature sintering of tungsten [J]. Rare Metal Materials and Engineering, 1998, 27(5): 290?293.
[4] �·���, ǿ����, ������. �ȵȾ�ѹ����ȡ����Ӳ�ʺϽ�����[J]. ϡ�н��������빤��, 1998, 27(3): 177?181.
CHEN Fei-xiong, QIANG Jin-xi, JIA Zuo-cheng. Study of a composite hard metal-roller made by HIP diffusion bonding[J]. Rare Metal Materials and Engineering, 1998, 27(3): 177?181.
[5] BLAZYNSKI T Z. Explosive welding, forming and compaction [M]. Essex, England: Applied Science Publisher Ltd, 1983: 9.
[6] ֣����, ������, ����ȫ. ��ը�̽�������Ӹ��ºϳ�Ti/ Al2O3�ݶȹ��ܲ���[J]. �й���ɫ����ѧ��, 1996, 6(4): 73?77.
ZHENG Zi-qiao, LI YI-min, LIANG Shu-quan. Functional gradient materials Ti/ Al2O3 prepared by explosive compaction plus SHS method[J]. The Chinese Journal of Nonferrous Metals, 1996, 6(4): 73?77.
[7] HUANG S, MASHIMO T. Preparation of Fe-W system metastable alloy bulk body by mechanical alloying and shock compression[J]. Journal of Materials Processing and Technology, 1999, 85(1/3): 135?137.
[8] ���ƽ, ���ؾ�, �� ��. ��ը�ս�CuCr��ͷ���ϵ�����[J]. �й���ɫ����ѧ��, 2001, 11(S1): 98?101.
LI Jin-ping, LUO Shou-jing, JI Song. Characteristics of CuCr contact materials made by explosive sintering[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(S1): 98?101.
[9] ��Խ��, ������, �ƺ��. Ԥ�ȱ�ըѹʵ�ս�����ITO�մɷ�ĩ[J]. ϡ�н��������빤��, 2007, 36(9): 1681?1684.
ZHANG Yue-j��, LI Xiao-jie, YAN Hong-hao. ITO nanopowders by pre-heat explosive consolidation sintering[J]. Rare Metal Materials and Engineering. 2007, 36(9): 1681?1684.
[10] ������, �� �, ����. ��ը�ս��Ʊ�CuCr�Ͻ�[J]. ��ը����, 2005, 25(3): 251?254.
LI Xiao-jie, ZHAO Zheng, QU Yan-dong. Producing CuCr alloy by explosive sintering[J]. Explosion and Shock Waves, 2005, 25(3): 251?254.
[11] ������, ��ռ��, л�˻�. WC/Al_2O_3������ǿCu�����ϲ��ϱ�ը��ĩ�ս�ʵ���о�[J]. ��ը����, 2006, 26(4): 356?360.
LI Xiao-jie, WANG Zhan-lei, XIE Xing-hua. Experimental study on explosive compaction of WC/Al_2O_3/Cu powders[J]. Explosion and Shock Waves, 2006, 26(4): 356?360.
[12] SIVAKUMAR K, BHAT T B, RAMAKRISHNAN P. Effect of process parameters on the densification of 2024Al-20vol.% SiCp composites fabricated by explosive compaction[J]. Journal of Materials Processing and Technology, 1998, 73(1/3): 268?275.
[13] TANIMOTO H, PASQUINI L, PRUMMER R. Self-diffusion and magnetic properties in explosive densified nanocrystalline Fe[J]. Scripta Materials, 2000, 42(10): 961?966.
[14] SHAO Bing-huang, LIU Zhi-yue, ZHANG Xiao-ti. Explosive consolidation of amorphous cobalt-based alloys[J]. Journal of Materials Processing and Technology, 1999, 85(1/3): 121?124.
[15] KECSKESA LASZLO J, HALL IAN W. Microstructural effects in hot-explosively-consolidated W-Ti alloys[J]. Journal of Materials Processing and Technology, 1999, 94(3): 247?260.
[16] ½���. ���弼������[M]. �Ϻ�: ͬ�ô�ѧ������, 1998: 25.
LU Hou-gen. Introduction of powder technology[M]. Shanghai: Tongji University Press, 1998: 25.
[17] ������, �� ��, ����Ȫ. ��ը������ά��ֵģ��[J]. ����ѧ��, 2007, 28(5): 109?112.
WANG Jian-min, ZHU Xi, LIU Run-quan. Three dimensional numerical simulation for explosive welding[J]. Transaction of the China Welding Institution, 2007, 28(5): 109?112.
[18] �� �. ������ǿͭ�����ϲ��ϵı�ըѹʵ����ֵģ���о�[D]. ����: ����������ѧ, 2007: 61?86.
ZHAO Zheng. Research on explosive compaction and numerical simulation of particle reinforced copper matrix composites[D]. Dalian: Dalian University of Technology, 2007: 61?86.
[19] LENNON A M, RAMESH K T. The thermoviscoplastic response of polycrystalline tungsten in compression[J]. Materials Science and Engineering A, 2000, 276: 9?21.
[20] STANLEY P M. LASL shock Hugoniot data[M]. Los Angeles: University of California Press, 1980: 127.
[21] BOADE R R. Compression of porous copper by shock waves[J]. Journal of Applied Physics, 1986, 59(6): 1962?1967.
[22] ������. ��Ϸ�ĩ�ı�ը�սἼ���о�[D]. �Ͼ�: �Ͼ�������ѧ, 2006: 31?32.
[23] SUN Qin-mi. The research of explosive consolidation technology of mixed-powder[D]. Master dissertation of Nanjing: Nanjing University of Science and Technology, 2006: 31?32.
������Ŀ������Ӧ�û����о��ƻ�������Ŀ(A2620061131)����ʮһ�塱����Ԥ��֧�Ż���������Ŀ(62301110510)���Ͼ��пƼ��ƻ�������Ŀ(200704019)
ͨѶ���ߣ������࣬��ʦ����ʿ���绰��025-84315276��E-mail: wjx@mail.njust.edu.cn
