
DOI��10.11817/j.ysxb.1004.0609.2021-37942
˫˿�ټ�벻����������þ���Al-Mg�Ͻ���֯�������о�
�������Ի�������������
(�Ͼ�������ѧ���Ͽ�ѧ�빤��ѧԺ���Ͼ� 210094)
ժҪ����Ը�ǿ��þ�Ͻ����Ĺ��������������������⣬�������þ�Ͻ��е�þ�����һ��������̽�����о��������ټ�벻��������칤�գ�������ER5356Ϊ��Ҫ�ۻ�˿�ģ�������AZ31Ϊ�����ۻ�˿�ĵ�˫˿ͬ���ۻ���ʽ��ͨ����������˿�ĵ���˿�ٶȱ��������������������þ��ֵ���þ�Ͻ�ֱ���壬����ֱ���������֯�������ݻ����ɺ���ѧ���ܽ����о����������������AZ31��ER5356��˿�ٶȱ�����10%������33.33%����-Al���ɵ��ᾧת��Ϊ֦������-Al3Mg2��ת��Ϊ����ƫ�������칲����������ƽ�������ߴ���17.26 ��m������21.35 ��m�ټ�С��14.69 ��m�����������֯�ĺ������������ơ�����ڵ�˿��þ�Ͻ����Ĺ�������þ������Ĺ�����ƽ����ά��Ӳ�ȴﵽ114.93 HV��������64.2%������ǿ�ȴﵽ342 MPa��������24.8%��
�ؼ��ʣ�
˫˿������������ǿ��þ�Ͻ�������֯����ѧ������
��ͼ�ķ���ţ�TG455
�绡�������켼��(Wire Arc Additive Manufacture��WAAM)��һ�ֻ�������۸�ԭ����������ģ�͵�ָ�����Ե绡Ϊ��Դ������˿���ۻ�Ϊ��Ӳ���������츴����������ͼ������ü������ε������ѧ�ɷ־��������ܶȸߣ����и�Ч�ʡ��ͳɱ����ŵ㣬�ڸ�ǿ���Ͻ���������������й����Ĺ�ҵӦ��ǰ���������Ǹ�ǿ��þ�Ͻ𣬾���ǿ�ȸߡ���ʴ�Ժú��ܶȵ͵����ƣ����õ绡������������Ӹ����ܵ���þ�Ͻ��Ѿ���Ϊ���ա���·�������������ȸ�����ҵӦ�õ���������
Ŀǰ��ǿ��þ�Ͻ�绡����ʹ�õ���Ҫ˿�İ���Al-Cu-Mgϵ��Al-Mg-Znϵ��Al-Mg-Siϵ�ȡ��о���Ҫ�����ڹ��չ淶����[1-3]������ģʽ[4]����������ɷ�[5]��������[6-9]�ͺ��ȴ�������[10-11]�ȶ���֯�����ܵ�Ӱ����ɷ��棬��ͼ�ӹ��սǶ��������ϵ����ܡ��������ַ�չ��˫��˿��þ�Ͻ����Ĺ��շ����������������ĵ�Ч�������ܡ��νܵ�[12]�о��˵���˫��˿��������õ������Ͻ��ں�۳ߴ硢����֯����ѧ�����ϵIJ��죬�������˫��˿�������칤�յ��۷����ʡ�������ǿ�Ⱥ�����Ϻ��쳤�ʶ��н���������ߡ�Gu��[13]�о��˳ɷֶ�˫˿�������ĵõ�����ͭþ���Ĺ������ѵ�Ӱ�죬���ֳɷ��Ǿ������Ĺ������������Ե���Ҫ���ء�������[14]ͨ������˫˿����˿�ٶȻ�ò�ͬMg/Si�ȵ���þ�����Ĺ������о�Mg/Si�ȶ����Ĺ�����֯�����ܵ�Ӱ�졣Ȼ�����ӹ�������������Ŀǰ��һ��������ǿ��þ�Ͻ����Ĺ��������ܱȽ����ѣ�������ͼͨ��������þ�Ͻ����Ĺ����е�þ�����һ�����������������̽�����о���
����ͬ��˫˿�ټ�벻��������칤�գ�������Al-Mg-ZnϵER5356���Ͻ���Ϊ��Ҫ�ۻ�˿�ģ�������AZ31þ�Ͻ���Ϊ�����ۻ�˿�ĵ�˫˿���۳�ͬ���ۻ���ʽ��ͨ������þ�����Ͻ����˿�ٶȱ�������������������ֱ���幹�����Բ�ͬ��˿�ٶȱ����»�õ����Ĺ�����������֯��þ��ֱ仯����ѧ���ܷ������������������ȡ��˿�ٶȱ���������֯����ѧ����֮��ı仯���ɣ�̽������˫˿���������þ������Ĺ��������Ŀ����ԡ�
1 ʵ��
1.1 ʵ�����
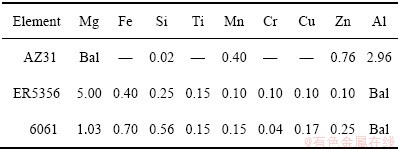
ʵ����õĻ���Ϊ6061���Ͻ𣬳ߴ�Ϊ450 mm��200 mm��6 mm��˿��ѡ��ֱ��Ϊ1.2mm��AZ31þ�Ͻ��ER5356���Ͻ�����˿�ģ�����AZ31˿�ĵ��ܶ�Ϊ1.78 g/cm3��ER5356˿�ĵ��ܶ�Ϊ2.64 g/cm3�������˿�ĵĻ�ѧ�ɷ����1��ʾ��
��1 ˿�ĺͻ���Ļ�ѧ�ɷ�
Table 1 Chemical compositions of wires and substrate(mass fraction, %)
1.2 �豸������
˫˿�ټ�벻���������ϵͳ�Ľṹ��ͼ1��ʾ����ϵͳ���������PI350�ټ�벻����ӵ�Դ������MH24��ҵ�����ˡ������˿��ƹ��ټ�벻���ǹ��˫��˿������ɡ�
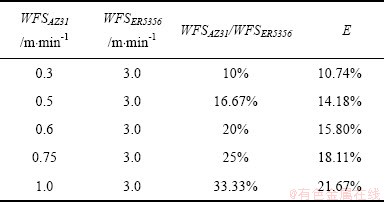
��������ǰ������ɰ�ֻ�ȥ���������������㣬���ñ�ͪȥ���л��Ȼ���ٽ���˫˿�ټ�벻��������顣ʵ��Ԥ������ֱ�Ϊ�Ѹ�����220 A������Ƶ��70 HZ���Ѹ��ٶ�20 cm/min���ټ�ֱ��4.8 mm���ټ�������4 mm���ټ����20�㣬�������߶�8 mm��������(99.99%���)����15L/min��ͨ������AZ31��ER5356����˿�ٶȱ����õ��������Ĺ���������ʽ(1)�������MgԪ�ص���������E[15]��ʽ��WFSi(i=AZ31��ER5356)Ϊ��˿�ٶȣ�Di (i=AZ31��ER5356)Ϊ˿��ֱ������i(i=AZ31��ER5356)Ϊ˿���ܶȣ�EMgΪ˿����MgԪ�ص�������������Ƶ�AZ31��ER5356��˿�ٶȼ���˿�ٶȱ��������Ĺ�����Mg���庬�����2��ʾ���������Ĺ��������ĺ����ò��ͼ2��ʾ��

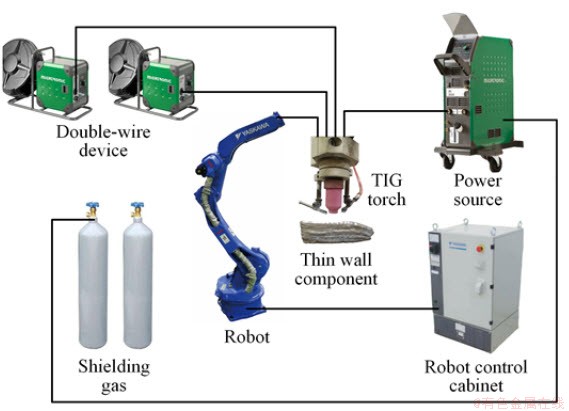
ͼ1 ˫˿�ټ�벻���������ϵͳ
Fig. 1 Double wires gas tungsten arc additive manufacturingsystem
��2 ���AZ31��ER5356��˿�ٶȱ�����Mg����
Table 2 Designed wire feed speed ratio of AZ31 to ER5356 and Mg content
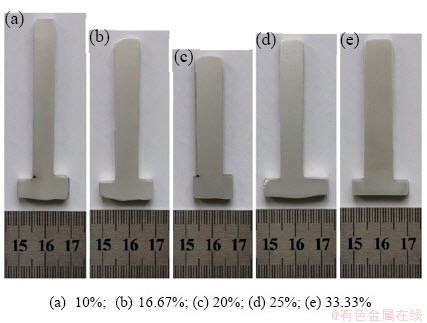
ͼ2 ��ͬ��˿�ٶȱ������Ĺ�������ͼ
Fig. 2 Cross sections of the components with different ratio of the wire feed speed
1.3 ��ⷽ��
������������ѧ���ܲ����������������и�����Ĺ�������ȡ����������ͨ��ɰֽ��ĥ�������ʹ�ÿ����Լ���ʴ��������������������ù�ѧ����(GX71)�۲�����������֯��Ȼ��ʹ��X����������(BrukerD8)����������������������ó����价��ɨ��羵(FEIQuanta 250F)��������(EDS)���гɷַ�����ͬʱ�����˵��ӱ�ɢ������(EDAX-TSL)������
��ѧ���ܼ�������Ӳ�Ȳ��Ժ��������ܲ��ԡ���Ӳ�ȼ�(HVS-1000Z)���ⶨ�غ�0.5 kg������ʱ��10�룬�������0.5mm�����������(CSS-44100)������������0.8mm/min���������ʽ������飬���������Ŀ���ǿ�ȣ�ÿ��������ȡ������ֱ�����������ͼ3Ϊ���������ߴ�ʾ��ͼ��
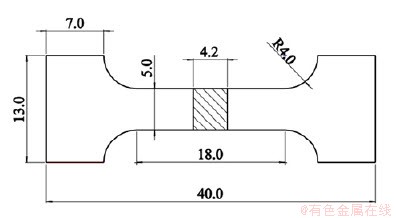
ͼ3 ���������ߴ�
Fig. 3 Dimensions of tensile specimens
2 ��������
2.1 AZ31��˿�ٶȱ������Ӷ�����֯�ݻ���Ӱ��
ͼ4ΪAZ31��˿�ٶȱ�����10%������33.33%ʱ��������������֯��Ƭ����ͼ4(a)��(b)�п��Կ�������˿����Ϊ10%��16.67%ʱ����������ʵ��ᾧ��ò����˿�������ӵ�20%ʱ��������ת��Ϊ���ᾧ��֦��(��ͼ4(c))����˿������һ�����ӵ�25%��33.33%ʱ��������ȫ��ת��Ϊ֦��(��ͼ4(d)��(e))�������ྦྷ��ò�仯����Ҫԭ���ǣ�����AZ31��˿���������ӣ������е�Mg���������࣬������ɷֹ�����������������ʹ�þ����ӵ��ᾧ����ת��Ϊ֦��������
��ͼ4(a)-(c)�п�֪���������ڻ�������ڲ��;��紦������AZ31��˿����Ϊ10%��16.67%ʱ��������ʲ������Ƭ״��ɢ�ֲ�(��ͼ4(a)��(b))����˿�����ﵽ20%ʱ��ͼ4(c)�е�������ת��Ϊ֦�����Ż�����ľ�����������˿�������ӵ�25%��33.33%ʱ��������֯�ʴִ��֦����ò��֦�������γ���״��������ָ�ɶ�����֦��(��ͼ4(d)��(e))��������ת��Ϊ������֯��Ҫ����Ϊ������Mg��������17.4%ʱ����ȴ���̽��ɹ�̬���ת��Ϊ�ǹ�����Ӧ���õ�����֯Ҳ����������ת��Ϊ������֯���������������֮֯�⣬ͼ4(c)-(e)������֯�л����ڱ���ƽֱ����Ƿ�����С��Ƭ״��֯����������XRD��EDS��������֪����ΪAl-Mg-Cr��Al-Mn-Fe��Ԫ�м��ࡣ
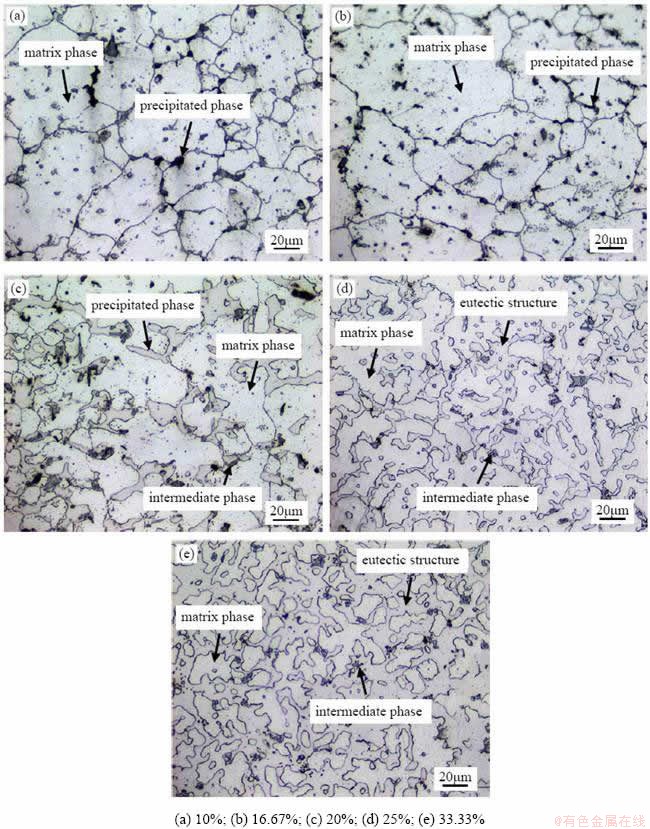
ͼ4 ��ͬ��˿�ٶȱ���������������֯
Fig.4 Microstructure of the specimens with different ratio of the wire feed speed
ͼ5(a)Ϊ��������������XRD����ͼ�ף�XRD��������������������������Ҫ�ɦ�-Al��ͦ�-Al3Mg2����ɣ����������������֯��XRDƥ������֪��ͼ4(d)��(e)�еĹ�����֯Ϊ(��+��)�����������л����������Ͻ�Ԫ�أ�XRD��ƥ���Al6(Mn,Fe)��Al0.7Fe3Si0.3��(Cr,Mn)Al12��AlMg4Zn11���ࡣ��ͼ5(a)�пɼ���AZ31��˿����Ϊ25%��33.33%ʱ�����������������������ӣ�����������ڷ����ǹ�����Ӧʹ�ò�������ľ��������������¡�
ͼ5(b)������ͼ5(a)�п�ѡ�������ϸ��Ϣ����Ҫ��Ӧ��ͼ5(a)����ǿ��ʹ�ǿ���ͼ�ס���ͼ5(b)�п��Կ�������AZ31��˿�ٶȱ�����10%������33.33%ʱ����-Al���һǿ���2�ȽǴ�38.411����ƫ�Ƶ���37.944�㣬�ڶ�ǿ���2�ȽǴ�44.572��ƫ�Ƶ�44.144�㡣������ΪMg��Ϊ�û�ԭ�ӹ����ڦ�-Al�У�Alԭ�Ӱ뾶(0.1199 nm)С��Mgԭ�Ӱ뾶(0.1333nm)������������Mg�������ӣ�Al�����������ʹ�æ�-Al���������С�Ƕ�ƫ�ơ�
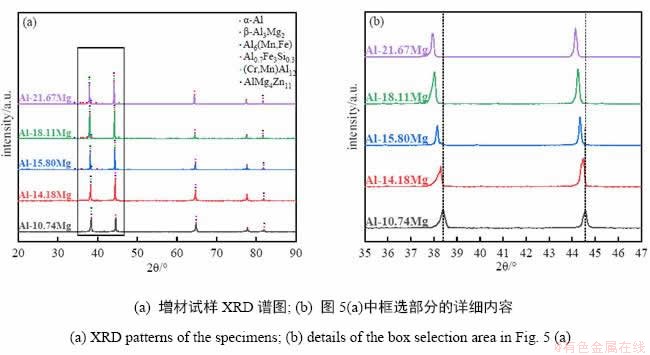
ͼ5 XRD���
Fig. 5XRD analysis results
2.2 AZ31��˿�ٶȱ������Ӷ�����֯������Ӱ��
���������������ĺ�����Ͻ���EBSD���飬ͼ6Ϊ����õ��ķ���ͼ(IPF)����ͼ�п�֪��������������������ȡ���Ա�ͼ6(a)-(e)����ɫ���Կ���������AZ31��˿���������ӣ���������Ҫ��ɫ���Ϻͺ�ת��Ϊ�Ϻ�����˵����-Al�ྦྷ����<111>������ȡ��<001>��������������淨��ӽ�ƽ�С�
��ͼ6����֯����ͳ�ƺõ�ͼ7��ʾ�Ľ������ͼ7(a)�п�֪��������˿������10%������33.33%����-Al�ྦྷ����ƽ���ߴ���17.26��m������21.35��m���ټ�С��14.69��m����Ҫԭ���ǣ�����˿����Ϊ20%ʱ������þ��Ԫ��ͼ��֪�����Ӧ��Һ���ߺ���������ʱ��-Al�ྦྷ���κ˳����ʱ�������˾����ߴ����[16]����ͼ7(b)�п��Կ��������������֯ռ������ٷֱȳ��������ơ���Ҫԭ���Ϊ�������������˿����С�ڵ���20%ʱ����˿���������ʹ��-Al����Mg�Ĺ����Ͷ����ٽ����������������˿��������20%�������ǹ�����Ӧ����˿����������ʹ�æ�-Al�ྦྷ���ߴ��С��ͬʱҲ��ʹʣ��Һ�����࣬ʣ��Һ����ȴ��450��(������Ӧ�¶�)ʱ�����ɹ�����֯���ʶ���˿����Խ�ߣ��õ��Ĺ�����֯Խ��[17]��Wang[18]���˵�������ָ����ʩ�ܵ����Ӵ���0.4�ľ��������������ơ�ͼ7(c)�������������������У�ʩ�ܵ����Ӵ���0.4�ľ�����Ŀռ�ȡ���ͼ�п��Կ�����������Ŀռ�Ⱦ�����83.41%��˵�������������������нϺõ���չ�ԡ����ǣ�������˿���������ӣ�������Ŀռ�ȵı仯���Ƚ�С����˵����˿���������Ӷ�ʩ�ܵ����ӵ�Ӱ�첻������
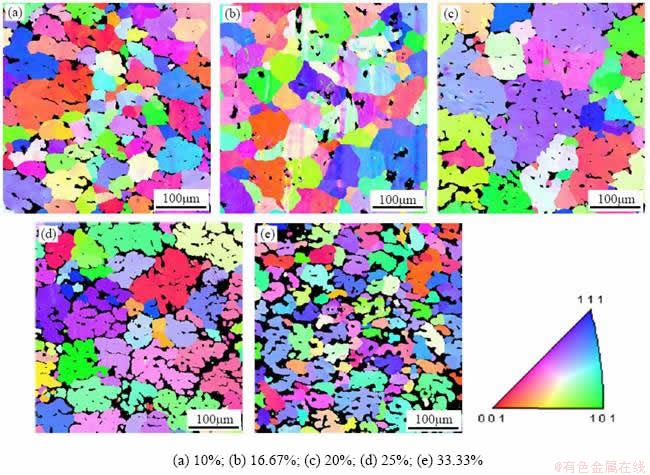
ͼ6 ��ͬ��˿�ٶȱ�����������IPFͼ��
Fig. 6IPFof the specimens with different ratio of the wire feed speed
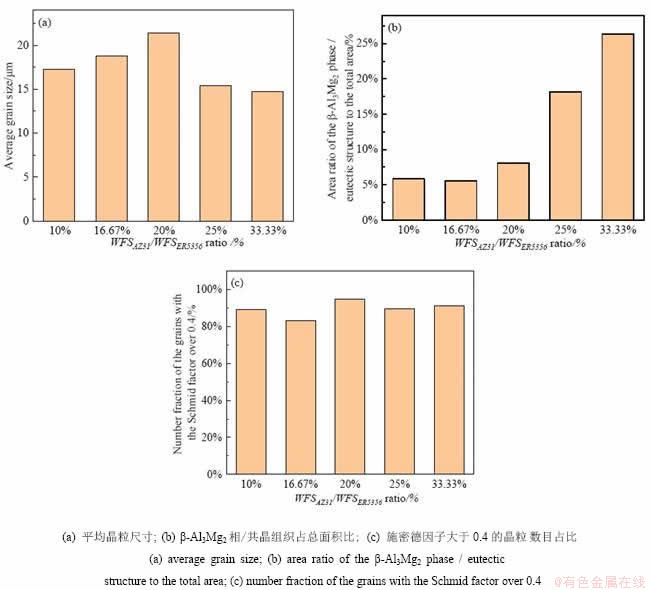
ͼ7 ������������֯�������
Fig. 7 Microstructure analysis results of the specimens
2.3 AZ31��˿�ٶȱ��������Ĺ���þ��ֺ�����Ӱ��
ͼ8��������������������Mg���庬���Լ���-Al��ͦ�-Al3Mg2��/������֯�е�Mg��������ͼ�пɵã�����AZ31��˿�������ӣ���-Al���е�Mg������7.60%��ߵ�12.42%������/������֯�е�Mg������20.51%��ߵ�33.36%�����˵��������������AZ31þ�Ͻ���Ϊ�����ۻ�˿�ĵ�˫˿�Ĺ��۳ص����ķ�ʽ���ܹ����Ӧ�-Al���е�Mg�������ٽ�Mg��Al�еĹ��ܡ�
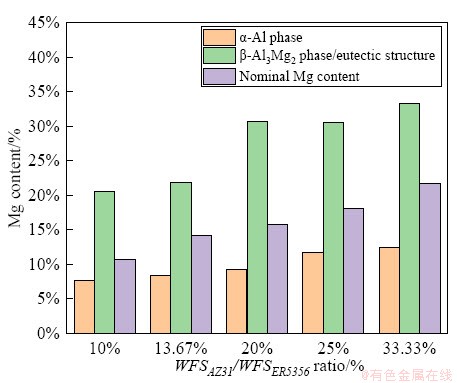
ͼ8 Mg���庬�������Ĺ����Ц�-Al��ͦ�-Al3Mg2��/������֯��Mg����
Fig. 8 The nominal Mg content and the Mg content in the ��-Al phase and ��-Al3Mg2 phase/eutectic structure in the components
ͼ9��AZ31��˿�ٶȱ���Ϊ20%ʱ������������SEMͼ���EDS��������ͼ9(a)Ϊ������SEMͼ��ͼ��A���EDS�����ͼ9(b)��ʾ��A�㴦��Al�����ﵽ90.36%��Mg����Ϊ9.30%������Ԫ�غ��������٣������ж�A��ָ��Ϊ��-Al�ࡣ��ͼ9(a)�пɼ�����-Al��ʻ�ɫƽ��״��ͼ9(c)ΪB���EDS���������Al����Ϊ68.93%��Mg�������ӵ�30.66%���ж�B�㴦ӦΪ���ࡣ��ͼ9(a)�п�֪������ʺ�ɫ���Բ��С����״��ͼ9(d)��C��Ľ�����˴�Al����Ϊ78.40%��Mg����Ϊ11.72%��Mn��CrԪ�صĺ����������ӣ��ֱ�Ϊ5.07%��1.94%�����XRD��������֪��C��ָ���ӦΪ(Cr,Mn)Al12�ࡣ��SEMͼ���пɼ���(Cr,Mn)Al12�������ɫ��Ƭ״�ֲ��ڦ����ڲ���
ͼ10����˿����Ϊ33.33%ʱ������������SEMͼ���EDS��������ͼ10(a)Ϊ������SEMͼ��ͼ10(b)Ϊͼ10(a)��A���EDS�����A������ʾ��Al��Mg�����ֱ�Ϊ87.12%��12.42%������Ԫ�صĺ������ϵͣ�ȷ��Ϊ��-Al�ࡣ��ͼ10(a)�п��Կ�����A�㴦�Ħ�-Al��������Ĵִ�֦����ò���жϴ˴����ȹ�����-Al�ࡣ�ȹ�����-Al�ྦྷ���ļ�϶�����ڲ������״��֯(��B��)������״��֯(��C��)���ɷַ�������ֱ���ͼ10(c)��(d)��ʾ��ͼ10(c)��Al��Mg�ĺ������ӽ���-Al��ˮƽ��ͼ10(d)�У�Al����Ϊ65.38%��Mg����Ϊ33.36%��������������Ϊ��B��C������֯�ֲ����ȹ�����-Al�ྦྷ��֮���������������������ӦΪ����ƫ�������칲��(��+��)�����ȹ�����-Al��϶������·���������Ӧ��������֯�еĹ����������ȹ�����-Al����ͬ�����������ȹ������������ѹ�����������������̵ľ��紦����������֯�⣬��ͼ10(a)�л����ְ�״��֯(��D��)��EDS�����ͼ10(e)��ʾ������Al����Ϊ76.57%��Fe��Mn�����ֱ�ﵽ9.45%��5.38%����D��ָ��ΪAl6(Mn, Fe)�ࡣ
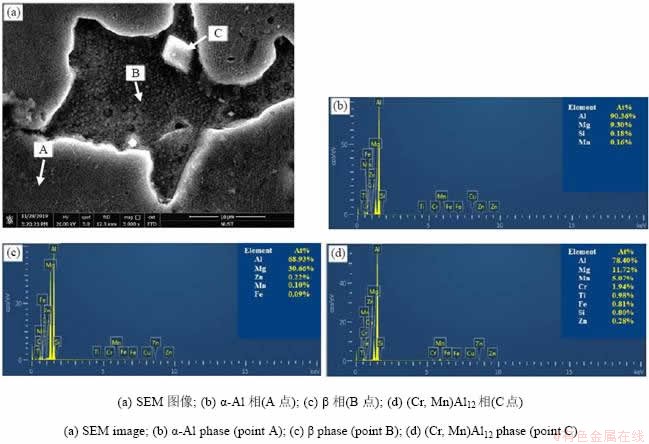
ͼ9 ��˿�ٶȱ���20%��������SEMͼ���EDS���
Fig.9 SEM image and EDS result of the specimen with 20% ratio of the wire feed speed
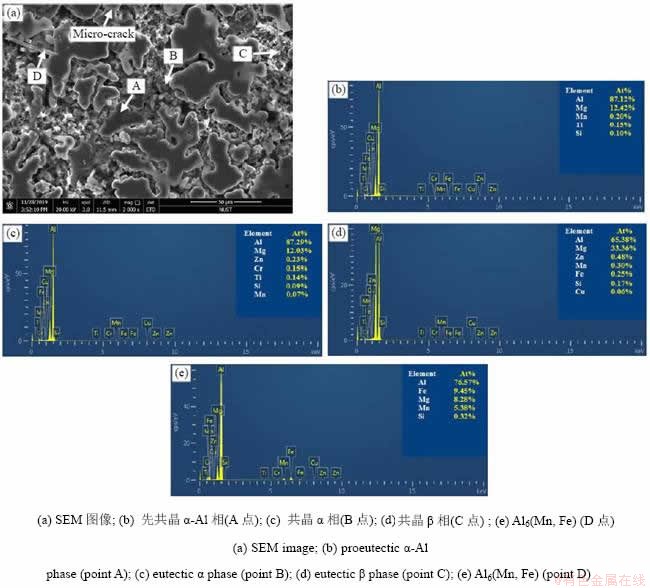
ͼ10 ��˿�ٶȱ���33.33%��������SEMͼ���EDS���
Fig.10 SEM image and EDS result of the specimen with 33.33% ratio of the wire feed speed
2.4 AZ31��˿�ٶȱ������Ӷ����Ĺ�����ѧ���ܵ�Ӱ��
�������Ĺ�������ά��Ӳ�Ⱥ�ƽ��Ӳ��ֵ��ͼ11��ʾ��ͼ������Ϊ����ֵ������Ϊƽ��ֵ��AZ31��˿�ٶȱ���Ϊ10%��16.67%��20%��25%��33.33%ʱ��������ƽ��Ӳ�ȷֱ���90.79 HV��102.02 HV��114.93HV��129.76 HV��137.39 HV��������˿�������ӣ�ƽ��Ӳ��ֵ����Ӳ�ȷֲ������ȵ��������������������ȴ�10HV����30HV�������ER5356�ټ�벻����Ĺ�����ƽ��Ӳ��70 HV[19]����˿����Ϊ20%ʱ������������ƽ��Ӳ�������64.2%������Ҫ����ΪMgԪ����Al�������ܽ���γɹ����壬������ԭ�Ӱ뾶�IJ�����ʹ����ĸı䣬��ǿ�˹���ǿ����Ч�����Ӷ�����������������������Ŀ���ǿ�ȡ�
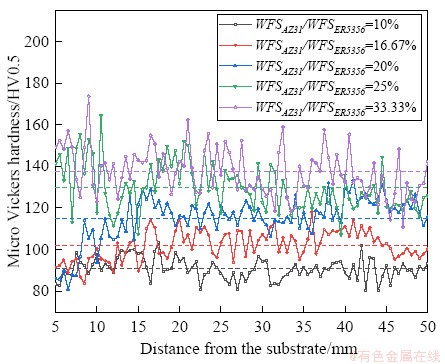
ͼ11 ����������ά��Ӳ��
Fig. 11 Micro Vickers hardness of the specimens
�������Ĺ����Ŀ���ǿ����ͼ12��ʾ����ͼ�п�֪��AZ31��˿�ٶȱ���Ϊ16.67%ʱ�������Ŀ���ǿ����ߣ��ﵽ342 MPa����ER5356�ټ�벻����Ĺ�����ƽ������ǿ��274 MPa[19]��������24.8%��������˿����Ϊ20%��25%��33.33%ʱ�������Ŀ���ǿ�Ⱦ��ϵͣ��ֱ�Ϊ142 MPa��110 MPa��78 MPa����������AZ31��˿�ٶȱ�������20%��Mg���庬������15.80%ʱ�����Ĺ���������ȻʱЧ6 h���ڲ���ʼ�����������ơ�˵����Mg���庬������15.80%����˿���������ӽ�ʹ�ò������Ƶĸ��������¿���ǿ�Ƚ��͡�
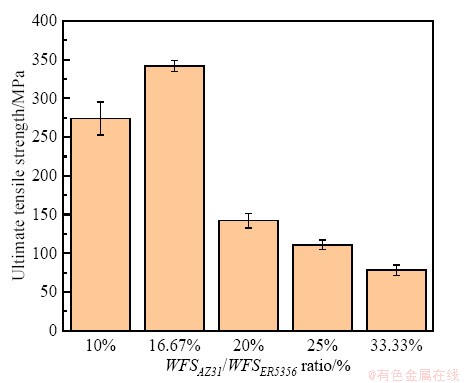
ͼ12 ������������ǿ��
Fig. 12 Ultimatetensile strength of the specimens
3 ����
���ڻ�����ͬ��˫˿�ټ�벻��������칤�գ�ͬ���ۻ�ER5356���Ͻ��AZ31þ�Ͻ�˿�ģ��ɹ����������˸�þ��ֱ�����Al-Mg�Ͻ����Ĺ�������ϸ�о���AZ31þ�Ͻ�˿����˿�ٶȱ����ı仯�����Ĺ�������֯����ѧ���ܵ�Ӱ����ɣ��õ����½��ۣ�
1) ˫˿�ټ�벻���������õ��ĸ�þ��ֱ���Al-Mg�Ͻ����Ĺ����У�����֯��Ҫ�ɦ�-Al��ͦ�-Al3Mg2����ɡ�����AZ31��˿�ٶȱ�����10%��ߵ�33.33%������֯�����ݻ�����-Al���ɵ��ᾧת��Ϊ֦���������ɲ�����Ƭ״ת��Ϊ֦��״������˿��������25%ʱ����-Al������ͬ�γɾ���ƫ�������칲��(��+��)��
2) ��þ��ֱ���Al-Mg�Ͻ����Ĺ����У�����֯����������AZ31��˿�ٶȱ��������Ӷ��仯����-Al�ྦྷ����ƽ���ߴ����������С�����ƣ�����ȡ�������������֯�������������֯ռ������������������ơ�
3) ����AZ31����˿�ٶȱ�������ʵ��Al-Mg���Ĺ�����Mg��ֺ�������ߡ�������˿���������ӣ���-Al���е�Mg�������������8.35%������˿��������20%ʱ����-Al���е�Mg������Ȼ����������9.30%������ȻʱЧ��������Ƹ������ӡ�
4) �����ER5356�ټ�벻����Ĺ�������þ���Al-Mg�Ͻ����Ĺ�����ƽ��Ӳ�ȴﵽ114.93HV�������64.2%������ǿ����ߴﵽ342MPa�������24.8%��
REFERENCES
[1] LI Y J, YU S F, CHEN Y, et al. Wire and arc additive manufacturing of aluminum alloy lattice structure[J]. Journal of Manufacturing Processes, 2020(50): 510-519.
[2] ������,����,��F,��. ����TIG��˿�绡��������Al-Zn-Mg-Cu�Ͻ���ι���̽��[J]. �ȼӹ�����, 2021, 50(1): 147-150.
CHEN Shu-jun, WANG Xuan, XU Min, et al. Research on forming of Al-Zn-Mg-Cu alloy by TIG triple-wire arc additive manufacturing[J]. Hot Working Technology, 2021, 50(1): 147-150.
[3] ZHOU Y H, LIN X, KANG N, et al. Influence of travel speed on microstructure and mechanical properties of wire + arc additively manufactured 2219 aluminum alloy[J]. Journal of Materials Science & Technology, 2020, 37: 143-153.
[4] Ҧ�Ʒ�,����Ǭ,��ѧΰ,��. ���������(CMT)��������2219���Ͻ�����[J]. ����, 2019, 6: 53-60.
YAO Yun-fei, WANG Miao-qian, FANG Xue-wei, et al.Cold metal transition (CMT) additive for 2219 aluminum alloy[J]. Welding & Joining, 2019, 6: 53-60.
[5] LI S, ZHANG L J, NING J, et al. Comparative study on the microstructures and properties of wire + arc additively manufactured 5356 aluminum alloy with argon and nitrogen as the shielding gas[J]. Additive Manufacturing, 2020, 34(101206): 1-18.
[6] LIU G C, XIONG J, TANG L. Microstructure and mechanical properties of 2219 aluminum alloy fabricated by double-electrode gas metal arc additive manufacturing[J]. Additive Manufacturing, 2020, 35(101375): 1-12.
[7] ������,��ʥ��,������,��. 5356 ���Ͻ���ɶ˿�绡�������켰��֯������[J]. ��е����ѧ��, 2020, 56(8): 29-36.
GAO Lian-lin, YU Sheng-fu, YU Run-zhen, et al. Study on arc additive manufacturing process and properties of 5356 aluminum alloy rocket booster module transition end frame[J]. Journal of Mechanical Engineering, 2020, 56(8):29-36.
[8] MIAO Q Y,WU D J, CHAI D S, et al. Comparative study of microstructure evaluation and mechanical properties of 4043 aluminum alloy fabricated by wire-based additive manufacturing[J].Materials and Design, 2020,186(108205): 1-12.
[9] LI S,ZHANG L J, NING J, et al. Microstructures and mechanical properties of Al-Zn-Mg aluminum alloy samples produced by wire + arc additive manufacturing[J].Journal of Materials Research and Technology, 2020, 9(6): 13770-13780.
[10] ���,���ͽ�,���,��. �绡��������5356���Ͻ����֯�������о�[J]. ϡ�н���, 2020, 4(3):250-255.
YANG Guang, PENG Hui-jie, LI Chang-fu, et al.Microstructureand mechanical property research on wire + arc additive manufactured 5356-Aluminumalloy[J]. Chinese Journal of Rare Metals, 2020,44(3): 250-255.
[11] ֣��,ʩ嫳�,������,��. ZL114A�绡��˿�������졢�ȴ������ռ���֯�������о�[J]. �纸��, 2020, 50(9): 245-250.
ZHENG Tao, SHI Han-chao, QIAO Yan-qi, et al. Wire arc additive manufacturing, heat treatment, microstructures and mechanical property of ZL114A alloy[J]. Electric Welding Machine, 2020, 50(9): 245-250.
[12] �ν�,��Ի��,����,��. ��ǿ Al-Mg �Ͻ��ټ�벻�˫˿�������칤������֯����[J]. ����ѧ��, 2019, 40(7): 109-113.
HE Jie, FENG Yue-hai, ZHANG Lin, et al. Research on microstructure and mechanical properties of high strength Al-Mg alloy fabricated by double-wire and gas tungsten arc additive manufacturing process[J]. Transactions of the China Welding Institution, 2019, 40(7): 109-113.
[13] GU J L, QI B J, BAI J, et al. Design and cracking susceptibility of additively manufactured Al-Cu-Mg alloys with tandem wires and pulsed arc[J]. Journal of Materials Processing Technology, 2018, 262: 210-220.
[14] �����,�ӱ�ǿ,�벬��,��. Al-Mg-Si�Ͻ�绡��˿���Ĺ�����֯������[J]. �������켼��, 2019, 6(25): 80~87.
ZHANG Rui-ze, CONG Bao-qiang, QI Bo-jin, et al. Microstructure and tensile properties of double-wire + arc additive manufactured Al�CMg�CSi alloy[J]. Aeronautical Manufacturing Technology, 2019, 6(25): 80-87.
[15] QI Z W, QI B J, CONG B Q, et al. Microstructure and mechanical properties of wire + arc additively manufactured 2024 aluminum alloy components: As-deposited and post heat-treated[J]. Journal of Manufacturing Processes, 2019, 40: 27-36.
[16] �ν�. ˫��˿GTA�绡��������Al-Mg�Ͻ��ռ������о�[D]. �Ͼ�:�Ͼ�������ѧ, 2017: 36-37.
He Jie.Research on process and properties of Al-Mg alloy by gas tungsten arc additive manufacturing[D]. Nanjing: Nanjing University of Science & Technology, 2017: 36-37.
[17] ������. ���Ͻ���þ��ͭ���ӹ��ռ���ͷ��֯�������о�[D]. ����:�����Ƽ���ѧ, 2017: 27-29.
Zhang Yong-qin.Study on welding technology of aluminum alloy to magnesium and copper and microstructure properties of the joint[D]. Xi��an: Xi��an University of Science and Technology, 2017: 27-29.
[18] WANG P, ZHANG H Z, ZHU H, et al. Wire-arc additive manufacturing of AZ31 magnesium alloy fabricated by cold metal transfer heat source: Processing, microstructure, and mechanical behavior [J]. Journal of Materials Processing Technology, 2021, 288(116895): 1-12.
[19] ������,�Ƴ�,������,��. TIG�绡�������� 5356���Ͻ�����֯����������[J]. ����ѧ��, 2020, 41(5): 65-70��77.
ZHAO Peng-kang, TANG Cheng, PU Zun-yan, et al.Microstructure and tensile properties of 5356 aluminum alloy by TIG wire arc additive manufacturing[J]. Transactions of the China Welding Institution, 2020, 41(5): 65-70��77.
Research on Microstructure and Mechanical Properties of High Mg Content Al-Mg Alloys by Double Wires Gas Tungsten Arc Additive Manufacturing Process
Luo Xiao-yu, FengYue-hai, E Xuan-yu, Han Hao
(School of Material Science and Engineering, Nanjing University of Science &Technology, Nanjing210094, China)
Abstract:As the properties of the high strength Al-Mg alloy component is difficult to be improved, a new gas tungsten arc additive manufacturing process was proposed to increase the Mg content in Al-Mg alloy component. Two heterogeneous wires were synchronously fed into the same molten pool, using ER5356 as the main melting wire, and a small amount of AZ31 as the auxiliary melting wire. Five groups of thin wall components with high Mg content were deposited by adjusting the ratio of the feed speed of the two wires. The microstructuralcharacteristics, evolution and mechanical properties of the components were investigated. The results show that with the wire feed speed ratio between AZ31 and ER5356 increasing from 10% to 33.33%, the��-Al phase transforms from equiaxed grains to dendrites, and the ��-Al3Mg2 phase transformsinto divorced eutectics. The average grain size increases from 17.26 ��m to 21.35 ��m and then decreases to 14.69��m, meanwhile, the content of the �� phaseand the eutectic structure increases. Compared with the Al-Mg alloy component deposited by traditional single wire feed gas tungsten arc additive manufacturing process, the micro Vickers hardness of the high Mg content components reaches 114.93 HV on an average, increased by 64.2% and the ultimate tensile strength reaches 342 MPa, increased by 24.8%.
Key words:double wiresadditive manufacturing; high strength Al-Mg alloy; microstructure; mechanical properties
Foundation item:Project(17-H863) supported bythe National Defense Innovation Project Foundation of China
Received date: ; Accepted date:
Corresponding author: FENG Yue-hai; Tel: 13404161225; E-mail: fyh@njust.edu.cn
������Ŀ������������Ŀ��17-H863��
�ո����ڣ��������ڣ�
ͨ�����ߣ���Ի�������ڣ��绰��13404161225��E-mail��fyh@njust.edu.cn
������Ŀ������������Ŀ��17-H863��
�ո����ڣ��������ڣ�
ͨ�����ߣ���Ի�������ڣ��绰��13404161225��E-mail��fyh@njust.edu.cn
[4] Ҧ�Ʒ�,����Ǭ,��ѧΰ,��. ���������(CMT)��������2219���Ͻ�����[J]. ����, 2019, 6: 53-60.
[7] ������,��ʥ��,������,��. 5356 ���Ͻ���ɶ˿�绡�������켰��֯������[J]. ��е����ѧ��, 2020, 56(8): 29-36.
[10] ���,���ͽ�,���,��. �绡��������5356���Ͻ����֯�������о�[J]. ϡ�н���, 2020, 4(3):250-255.
[11] ֣��,ʩ嫳�,������,��. ZL114A�绡��˿�������졢�ȴ������ռ���֯�������о�[J]. �纸��, 2020, 50(9): 245-250.
[12] �ν�,��Ի��,����,��. ��ǿ Al-Mg �Ͻ��ټ�벻�˫˿�������칤������֯����[J]. ����ѧ��, 2019, 40(7): 109-113.
[14] �����,�ӱ�ǿ,�벬��,��. Al-Mg-Si�Ͻ�绡��˿���Ĺ�����֯������[J]. �������켼��, 2019, 6(25): 80~87.
[16] �ν�. ˫��˿GTA�绡��������Al-Mg�Ͻ��ռ������о�[D]. �Ͼ�:�Ͼ�������ѧ, 2017: 36-37.
[17] ������. ���Ͻ���þ��ͭ���ӹ��ռ���ͷ��֯�������о�[D]. ����:�����Ƽ���ѧ, 2017: 27-29.
