
�й���ɫ����ѧ�� 2003,(05),1196-1201 DOI:10.19476/j.ysxb.1004.0609.2003.05.029
������Ʊ����ն�C/C-SiC���ϲ����������ܵ�Ӱ��
���ϴ�ѧ��ĩұ������ص�ʵ����,���ϴ�ѧ��ĩұ������ص�ʵ����,���ϴ�ѧ��ĩұ������ص�ʵ����,���ϴ�ѧ��ĩұ������ص�ʵ����,���ϴ�ѧ��ĩұ������ص�ʵ���� ��ɳ410083 ,��ɳ410083 ,��ɳ410083 ,��ɳ410083 ,��ɳ410083
ժ Ҫ��
���������̿ձΪ���� ,����CVD����֬���� /̿����Ϸ������Ʊ��� 4��C/C����� ,Ȼ���۹����C/C������Ʊ���C/C SiC���ϲ��� ;�о��˲�ͬ̿Ϳ�㡢�����ȴ�����C/C SiC���ϲ�������ǿ�ȺͶ��ѷ�ʽ��Ӱ�졣������� :�Ƚ�̿Ϳ��ɼ����Ʊ�������̿��ά������ ,�������еĽ�����ǿ�� ,ʹ���ϲ��ϵ�����ǿ�ȴﵽ 16 1.5MPa ,���ֳ����õġ������ԡ� ;�ʵ�ѡ������ȴ������տ��Ʊ��������ܽϸ� ,����һ���������ԡ���C/C SiC���ϲ��ϡ�
�ؼ��ʣ�
�����ȴ���;�۹����;C/C-SiC���ϲ���;����ǿ��;���ѷ�ʽ;
��ͼ����ţ� TB332
����飺����ɽ(1977),��,˶ʿ�о���.;
�ո����ڣ�2002-11-06
������������ѧ�����о��ص���Ŀ (0 2 14 8);
Effect of manufacturing techniques of performs on properties and fracture modes of C/C-SiC composites
Abstract��
Through molten silicon infiltration the C/C-SiC composites were made of the different porous C/C preforms which were prepared by the mixing of CVD and resin impregnation /carbonization with the integrity felt as preforms. The effects of different carbon coatings and high temperature treatment on the flexural strength and fracture modes of C/C-SiC composites were studied. The results show that C/C-SiC composites with pyrolytic carbon coating have higher flexural strengths (the maximum strength is 161.5 MPa), and the flexural stress-displacement curve shows better "pseudo-plastic", compared with the composites with resin carbon coating. The higher flexural strengths and better "pseudo-plastic" of the composites with resin carbon coatings can be achieved by appropriate high temperature treatment.
Keyword��
Received�� 2002-11-06
C/C-SiC�����ϲ��Ͼ����ܶȵ͡� ����������ǿ�� ��ʴ�Լ���������ѧ���ܺ����������ܵ��ص�
Ŀǰ���õ�MSI���������Ʊ�̿��ά��ǿ��֬(������), �ٽ��ۺ����ѽ��Ƶ�C/C�����, Ȼ���۹�����Ʊ�C/C-SiC���ϲ��ϡ� �����Ʊ������������̿��άǿ�Ƚ���, �Ӷ����¸��ϲ��Ϸ��������Զ��ѡ� Ϊ�˱��������Ʊ�������̿��ά��ǿ�Ƚ���, ʹC/C-SiC���ϲ��Ͼ���һ���ġ������ԡ�, ���������о��˲�ͬ̿Ϳ�����֬̿Ϳ��ĸ����ȴ���(high temperature treatment, HTT)����������ո����ȴ�����C/C-SiC���ϲ�������ǿ�ȺͶ��ѷ�ʽ��Ӱ�졣
1 ʵ��
1.1 ���ϲ��ϵ��Ʊ�
���������̿ձΪ����, ������ܶ�ԼΪ0.6 g��cm-3�� ������֬����/̿��(IC)�͵���CVD������ܻ������Ƴ�����C/C�����: CVD����+2��IC; CC+CVD+IC(CCΪ�Ʊ���֬̿Ϳ���IC����)�� 2 000~2 400 ������ȴ���(HTT)��̿��2��״̬����֬̿Ϳ��Ͷ����, ��1 650 ���۹����C/C������Ʊ�4��C/C-SiC���ϲ��ϡ�
����/̿�����������֬Ϊ���ռ�, �ڳ�����ճ��Ϊ40~150 MPa��s, ���ü�ѹ���ա� ��150~200 ��̻��� 800~1 000 ��̿��; CVD������C3H6Ϊ�Ƚ�̿��Դ, N2Ϊϡ������, ��1 000 �����, ����99.3%�Ĺ��(����50 ��m)Ϊ��Դ�� �������Ʊ����չ��̼���1��
��1 C/C-SiC���ϲ��ϵ��Ʊ����ռ�����ǿ�� Table 1 Manufacturing processes andflexural strengths of C/C-SiC composites
| Specimen | Manufacturing process |
��/ (g��cm-3) |
��/ % |
��b/ MPa |
| B24-2 | CC��CVD�� HTT��IC��MSI |
1.98 | 3.4 | 112.4 |
| B27-2 | CVD��IC��HTT�� IC��MSI |
1.97 | 7.2 | 161.5 |
| B23-2 | CC��HTT��CVD�� HTT��IC��MSI |
2.06 | 1.5 | 94.7 |
| B23-4 | CC��HTT��CVD�� HTT��IC��HTT��MSI |
2.16 | 2.9 | 81.3 |
1.2 ���ܲ��Լ��Ͽ���ò�۲�
���ϲ��ϵ��ܶȡ� ��϶�ʲ�����ˮ������; ����ǿ�ȸ��ݹ��ұ�GB8489��87������������������, �����ߴ�Ϊ40 mm��4 mm��3 mm, ���LΪ30 mm, �����ٶ�Ϊ0.5 mm/min, L��h=10��1�� ����KYKY-2800�ͺ�ɨ���������(SEM)�Ը��ϲ��϶Ͽ���ò���й۲�; ����������������������JOBIN YVON-Lab HR800�ͼ�������������, He-Ne����, ����Ϊ632.8 nm, ������ƬУ, ��������Χ3 ��m, ����������Ʒƽ�洹ֱ��
2 ��������
2.1��ͬ̿Ϳ��Ը��ϲ����������ܵ�Ӱ��
��1��ʾΪC/C-SiC���ϲ��ϵ��Ʊ����ռ�����ǿ�ȡ� �ӱ�1�ɿ���: ��������ͬ�����ȴ�����C/C-SiC���ϲ���B24-2(��֬̿Ϳ��)��B27-2(�Ƚ�̿Ϳ��)���, ���ߵ�����ǿ�ȱ�ǰ�߸�, �ﵽ161.5 MPa��
ͼ1��ʾΪ���в�ͬ̿Ϳ��ĸ��ϲ��ϵ�����Ӧ����λ�����ߡ� ��ͼ1�ͱ�1�ɿ���: ̿��̬��֬̿Ϳ��ĸ��ϲ���B24-2����������غ�Ϊ�ߵ���, ����غ�ͻȻ����, ���ֳ����͵Ĵ��Զ���, ������ǿ��Ϊ112.4 MPa, ��Ϊ���ϲ���B27-2��70%; �������Ƚ�̿Ϳ��ĸ��ϲ���B27-2���ֳ��õġ������ԡ�, ����ǿ�ȸ�, ��Ӧ��-λ������Ϊ���͵��ͻ����ϲ������ߡ� ���߿ɷ�Ϊ3����: ��1�����ɼ��ؿ�ʼ�����忪��Ӧ����m, Ϊ�ߵ��Խ�; ��2�����ɦ�m������غɦ�u, Ϊ�����Խ�; ��3����Ϊ��ά�γ��Ρ�
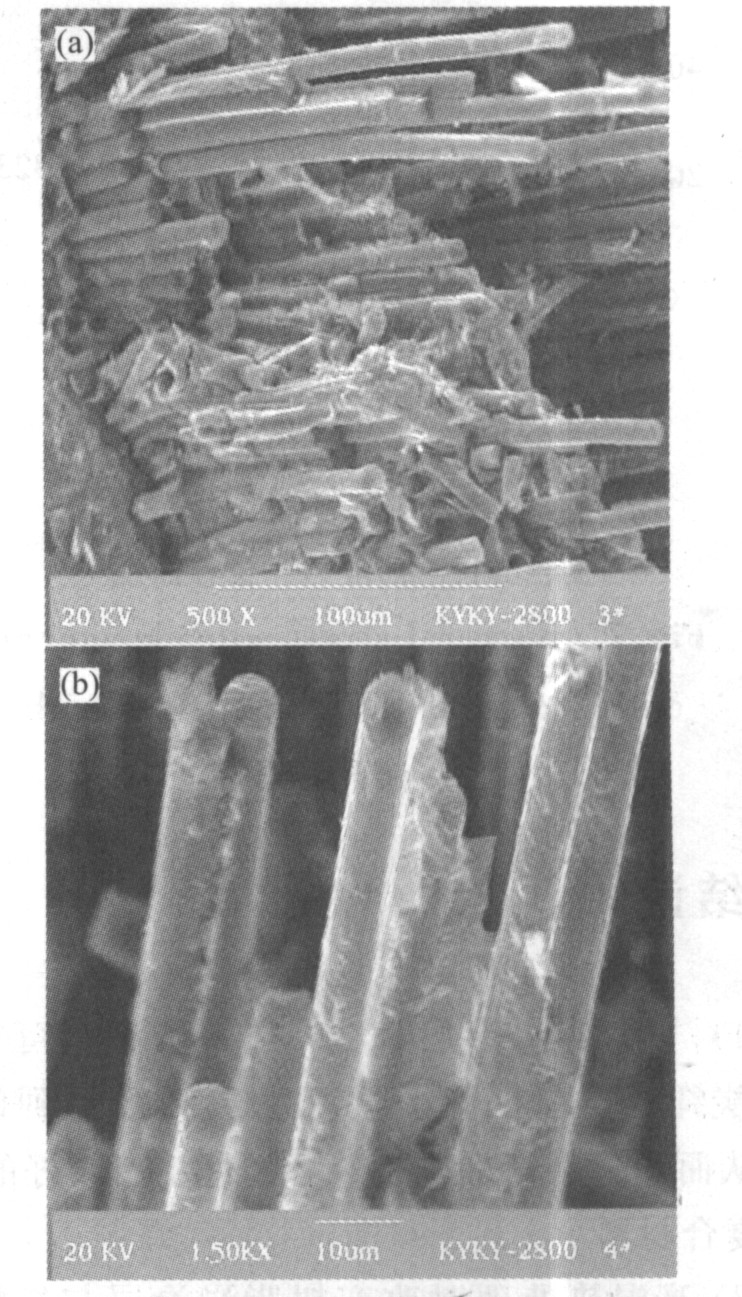
ͼ2��ʾΪ2�ָ��ϲ��ϵĶϿ���ò�� �Ӳ���B24-2�ĶϿ���ò�ɿ���(��ͼ2(a)), ��ֶϿ�Ϊƽ���ĶϿ�, ����������ά����ά���γ��� Ϊ�˽�һ���۲�����ά�γ�������, ����Ŵ�۲�, ��������άΪ̨��ʽ����(��ͼ2(b)), ��Ҫ����ά����ά����Ŀ�϶ʹ�����������γ�, δ�۲쵽��ά�������ճ, ��Ӱ����ϵĴ��Զ���, ��������Ӧ��-λ�����ߵĽ��һ�¡� �Ӳ���B27-2�ĶϿ���ò�ɿ���(ͼ2(c)), �д�������ά���γ�����ճ�� ����Ŵ�۲�, ��ͼ2(d)�ɿ���, �����Ƚ�̿��̿��ά�ϰ���, ������һ��������̿��ά��, ����ʹ������ά����ά���ڰγ������о��нϴ�����, �Ӷ�����������ʱ���нϸߵ�����ǿ��, ���нϴ��λ��, ���ֳ��Ϻõġ������ԡ���
��ͬ̿Ϳ��Ը��ϲ����������ܵ�Ӱ��ɴӽ�����ǿ��, ��ճ���ϻ�������, �ڽ�����Ʊ���
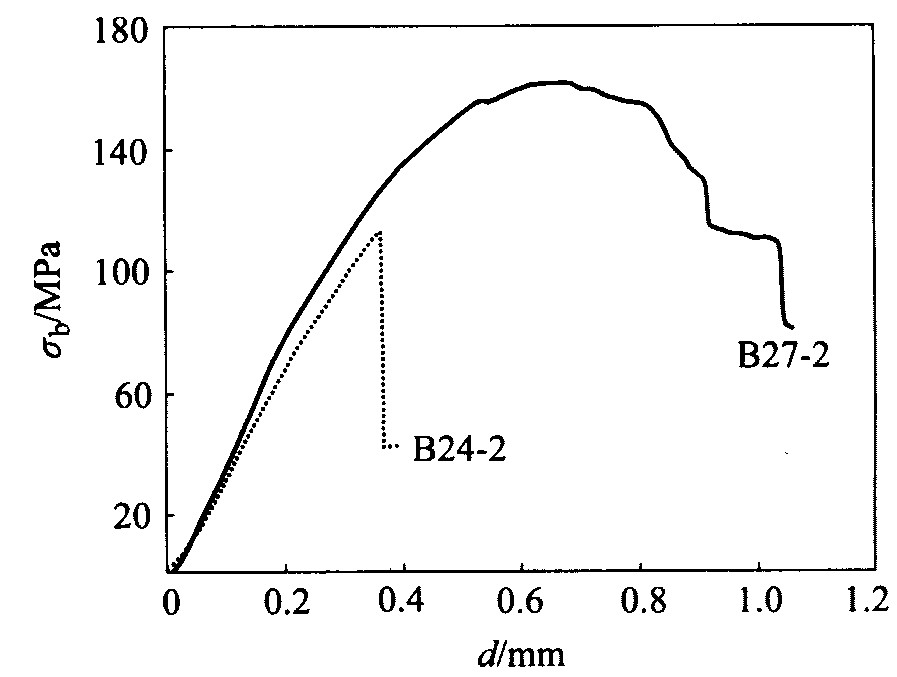
ͼ1 ��ͬ�����Ʊ���C/C-SiC���ϲ��� ������Ӧ����λ������ Fig.1 Flexural stress��displacement curves of C/C-SiC composites by different manufacturing techniques
���ж�̿��ά�����˳̶��Լ�MSI������̿Ϳ���̿��ά�ı�������4�����������͡� ����֬̿��̿��ά������ǿ�ȴ�, ����������ճ����, �����ĸ����ȴ���Ҳ���ܸı��������Ϊ, ����Ϊ���Զ���, �����������¹�; ��������ǿ��̫��, ������Ч�ؽ��غɴ��ݸ���ά, ʹ��ά���������á� ���, ������ǿ��Ҫ����, ���ܳ��������ά�����ϲ��ϵ����ơ� ��֬̿Ϳ����̿���� ʯī��������, �����ϴ�������� ����, ̿��ά��MSI���������ܵ�Si����ʴ, ���������֬̿Ϳ��ĸ��ϲ�������ǿ�ȵ�, �ʴ��Զ���; ���Ƚ�̿Ϳ�����Ʊ�������̿��ά����С, �������еĽ�����ǿ����������ܵ�(<1 J/m2)
2.2��֬̿Ϳ��ĸ����ȴ����Ը��ϲ����������ܵ�Ӱ��
ͼ3��ʾΪ2�ֲ�ͬ״̬��֬̿Ϳ�㸴�ϲ��ϵ�����Ӧ��-λ�����ߡ� ��ͼ3�ͱ�1�ɿ���, ̿��̬Ϳ��ĸ��ϲ���B24-2����ǿ��Ϊ112.4 MPa, Ϊ���͵Ĵ��Զ���; �������ȴ���̬Ϳ��IJ���B23-2����ǿ��Ϊ94.7 MPa, �����B24-2���, ��Լ������16%, ��������Ӧ��-λ������ȴ���ֳ�һ���ġ������ԡ���
Ϊ�˽�����֬̿Ϳ������ȴ�����Ӱ��, ����
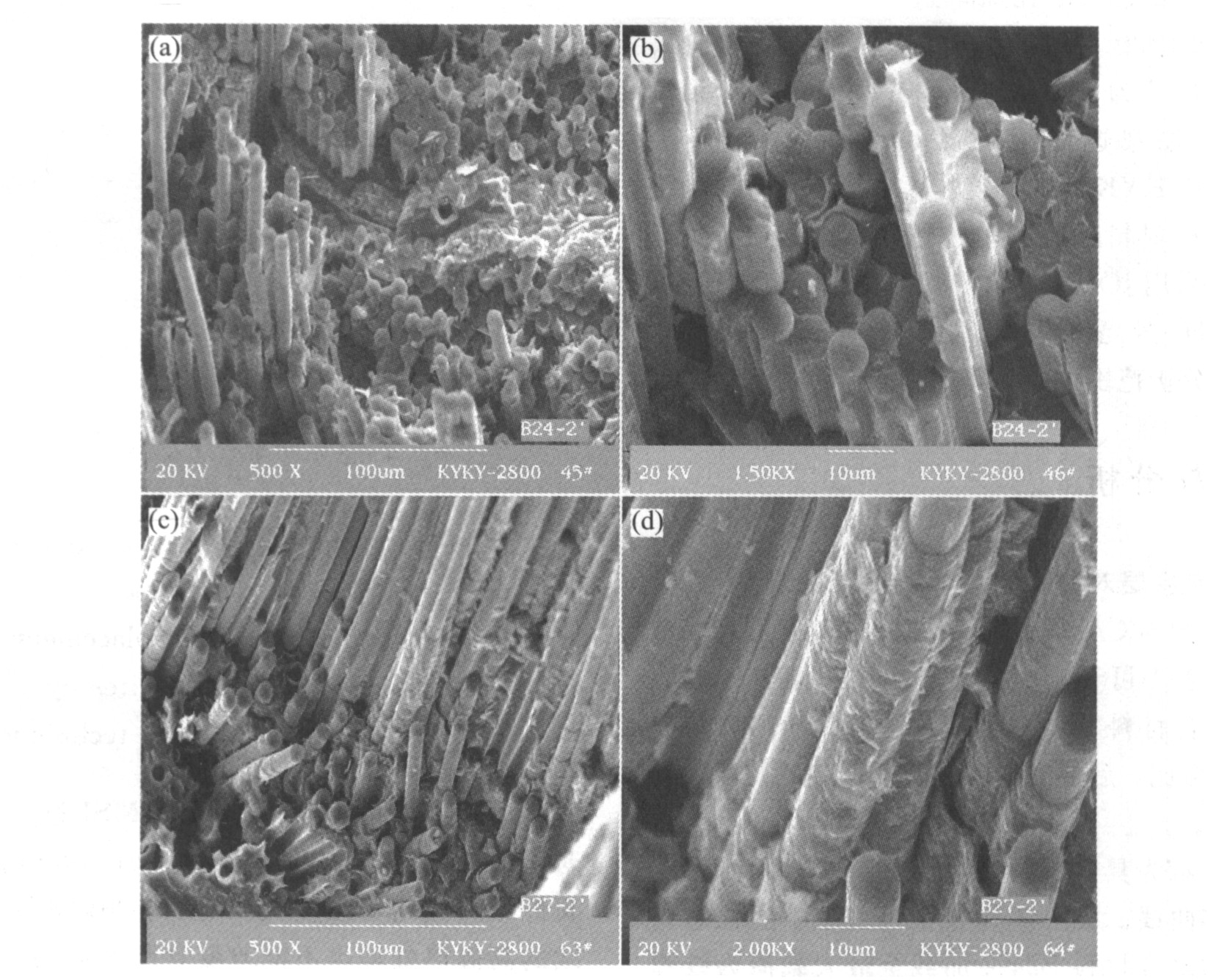
ͼ2 ��ͬ̿Ϳ���S/C-SiC���ϲ��ϵ������Ͽ���ò Fig.2 Flexural fracture morphologies of C/C-SiC composites with different carbon coatings (a), (b)��Sample B24-2; (c), (d)��Sample B27-2
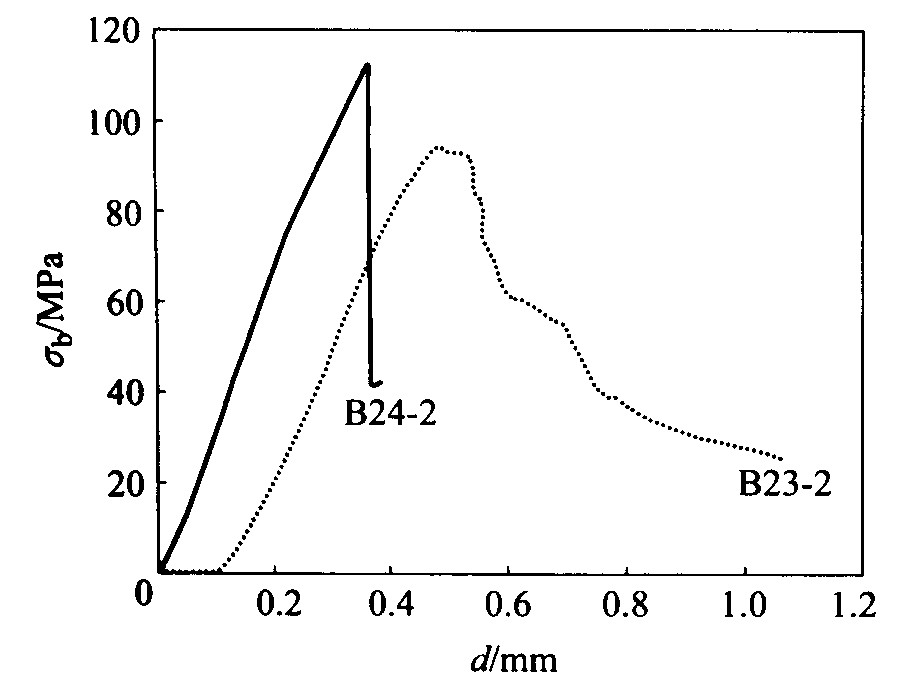
ͼ3 ��ͬ״̬��֬̿Ϳ�������Ӧ����λ������ Fig.3 Flexural stress��displacement curves of C/C-SiC
���������Ƕ�C/C������ʯī���̶Ƚ��з����� ͼ4(a)��ͼ4(b)��ʾ��C/C�����B23-2��ͬ��λ��ʾ��ͼ����������ͼ; ͼ4(c)��ͼ4(d)��ʾ��C/C�����B24-2��ͬ��λ��ʾ��ͼ����������ͼ�� ͼ4(a)�е�1, 2, 3, 4�ֱ���̿��ά�����IJ�λ�� ̿��ά�ı�Ե��λ�� ��֬̿/̿��ά���洦��֬̿�ı�Ե��λ����֬̿���ڲ���λ, ��ͼ4(b)�зֱ��Ϊa1, a2, a3; a4; ͼ4(c)�е�1, 2, 3�ֱ���̿��ά�����IJ�λ�� ��֬̿/̿��ά���洦��֬̿�ı�Ե��λ����֬̿���ڲ���λ, ��ͼ4(d)�зֱ��Ϊc1, c2, c3�� ��ͼ4�ɼ�, �ڸ���λ����������ͼ���϶���2��ɢ��ǿ�ȷ�, ��λ�ֱ�λ��1 336 cm-1(D��, ����̿�ķ�)��1 581 cm-1(G��, ʯī�ķ�)�� ͼ5ʾ����2��C/C����岻ͬ��λ��ǿ�ȱ�ֵ1/R�� RΪD�����ǿ����G�����ǿ�ȵı�ֵ, ��R=ID/IG�� 1/R��ʾʯī���̶�, ��ֵԽ��, ��ʾʯī���̶�Խ��
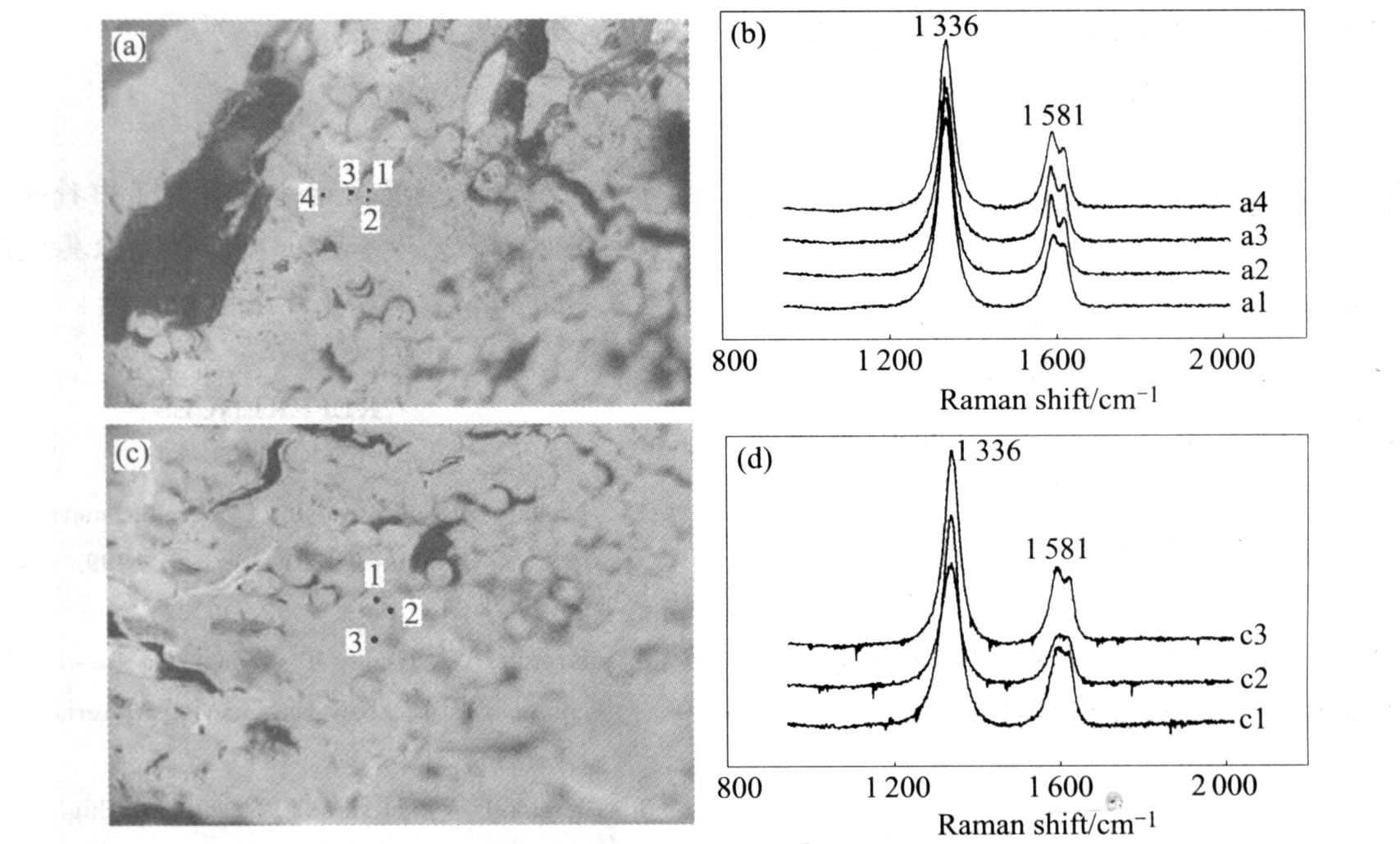
ͼ4 C/C����岻ͬ��λ����������ͼ Fig.4 Raman spectra of different locations in porous C/C performs (a), (b)��B23-2; (c), (d)��B24-2
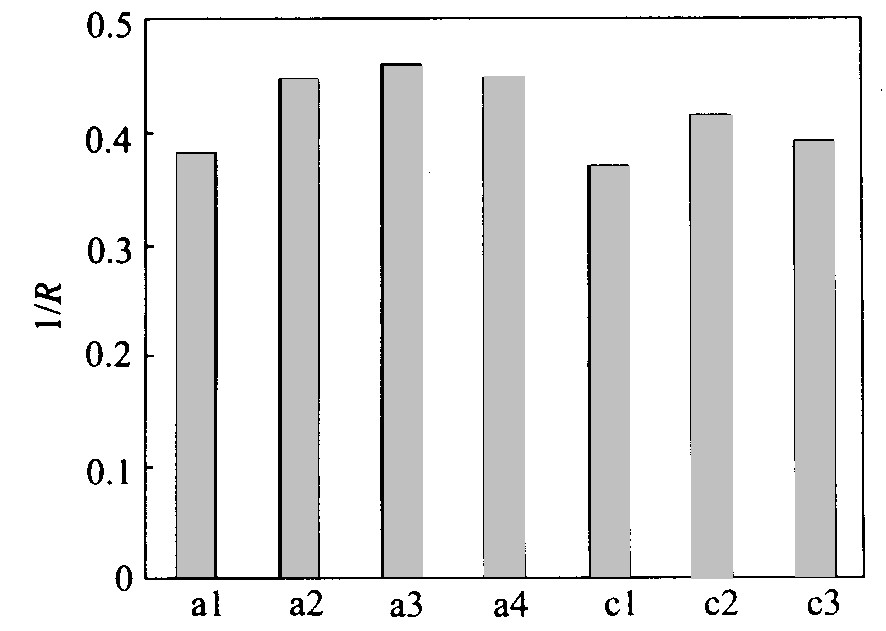
ͼ5 B23-2, B24-2����C/C����� ��ͬ��λ�IJ���1/RFig.5 Parameter 1/R of different locations in porous C/C performs B23-2 and B24-2
���������֬̿��ʯī���̶ȡ� ��֬̿�������е�����, ʹ̿��ά�ܵ�����, ǿ���½�, ���¸��ϲ��ϵ�����ǿ�Ƚϵ͡� �����ȴ�����������֬̿��һ������, ��ά�ܵ����������, ���ϲ�������ǿ�Ƚ�һ���½�; ����һ��������ȴ���ʹ��̿��ά/��֬̿����ʯī���̶����(ͼ5), �Ӷ�ʹ����֬̿��̿��ά֮��Ľ����ϱ���, ����ѱ��ֳ�һ���ġ������ԡ���
ͼ6��ʾΪ����B23-2�ĶϿ���ò�� ��ͼ6�ɹ۲쵽����B23-2�������Ͽ����н϶����ά����
ͼ6 �����ȴ���̬̿Ϳ��� C/C-SiC���ϲ��������Ͽ���ò Fig.6 Fracture morphologies of flexural specimens of C/C-SiC composites with carbon coatings of HTT state
ά���γ��� ��������, ��֬̿Ϳ��ĸ����ȴ�����ʹ���ϲ��ϸı�����Զ���,��Ȼ����ǿ���½�16%, ȴ���ֳ�һ���ġ������ԡ���
2.3��������ո����ȴ����Ը��ϲ����������ܵ�Ӱ��
ͼ7��ʾΪ���в�ͬ���ո����ȴ����ĸ��ϲ�������Ӧ��-λ�����ߡ� ��ͼ7�ͱ�1�ɿ���, ���ո����ȴ����ĸ��ϲ���B23-4������ǿ��Ϊ81.3 MPa, ��δ�������ո����ȴ�����B23-2��Լ14%, �����߶����ֳ��Ϻõġ������ԡ��� ��Ҫԭ���Ǹ����ȴ���ʹ����֬̿����, ���������, ̿��ά��ǿ�Ƚ���, �Ӷ����¸��ϲ��ϵ�����ǿ���½�, ��������Ӧ��-λ�����ߵ�Ӱ�첻��
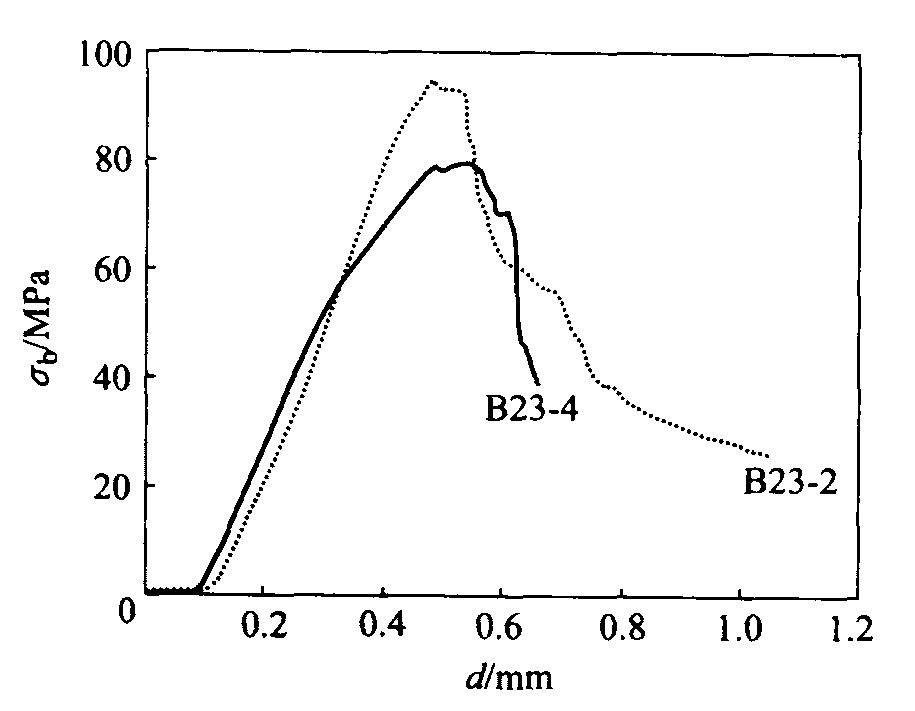
ͼ7 ��ͬ���ո����ȴ����� ���ϲ�������Ӧ����λ������ Fig.7 Flexural stress��displacement curves of C/C-SiC composites with different final HTT
3 ����
1) ����֬̿Ϳ�����, �Ƚ�̿Ϳ��ɺܺõر���̿��ά, �����Ʊ�������̿��ά�ܵ�������С, �Ӷ��Ʊ�������ǿ�ȸߡ� �������ԡ��Ϻõ�C/C-SiC���ϲ��ϡ�
2) �����ȴ����Ըı���֬̿Ϳ����̿��ά�Ľ��ǿ������������Ҫ������, �ɵ��¸��ϲ�������ǿ�������½�, �����ֳ�һ���ġ������ԡ���
3) ���ڸ����ȴ���̬̿Ϳ��ĸ��ϲ���, ��������ո����ȴ���ʹ������ǿ�������½�, ������Ӧ��-λ�����ߵ���״����һ��, �����ֳ�һ���ġ������ԡ���
�����
[1] ��NaslainRR .Processingofceramicmatrixcomposites[J].KeyEngineeringMaterials,1999.164165(1):38.
