

Fabrication of micro-honeycomb ceramics by cloth fabric pore-forming
WU Xie1, CHEN Zhen-hua1, FENG Yan-lin2, LIU Xiao-pan1, LI Xiu-li2
1. College of Materials Science and Engineering, Hunan University, Changsha 410082, China;
2. Hunan Yongqing Environmental Protection Technologies Co., Ltd., Changsha 410070, China
Received 16 July 2011; accepted 15 October 2011
Abstract:
Micro-honeycomb ceramics were successfully fabricated through brush-coating with cloth fabric as pore-forming agent. The influence of pore-forming agent and slurry��s moisture content on the micro-honeycomb ceramics was investigated. The results indicated that micro-honeycomb ceramics made from pore-forming agent cloth fabric with fibre diameter of 100 ��m and slurry with 45% (mass fraction) moisture content have the porosity of 65% (volume fraction), bending strength of 24.3 MPa, pore size of about 100 ��m, cell wall thickness of about 50 ��m and porosity of 1131 pore/cm2. It was suggested that the pore size and the porosity could be adjusted using the pore-forming agent and moisture content of the slurry respectively.
Key words:
micro-honeycomb ceramics; cloth fabric; strength; porosity;
1 Introduction
The ceramic thin-wall multi-channeled honeycombs (monoliths) have a combination of high gas flow rate and elevated temperatures resistance, which makes them as structural substrate in applications such as automotive catalysis, combustion and hot gas clean up [1-3]. The normal honeycomb ceramics were made by the methods of extrusion [4-7] or low pressure injection molding. Because of the confined condition of extrusion die and the extrusion pressure, recent developments in the field of honeycomb ceramics make slow progress, and the prepared honeycomb ceramics have only 181 pore/cm2. In order to increase the specific surface and porosity of the honeycombs, ��-Al2O3 is commonly used as carrier materials in the honeycomb substrate [8-9]. Recently, such kinds of high surface area honeycomb ceramics find increasing applications in many fields [10-11].
In this work, a simple and efficient method for the preparation of micro-honeycomb ceramics was proposed. The commercial cloth fabric was used as pore-forming agent to fabricate micro-honeycomb ceramics by brus-coating method. Cloth fibers may be packed or constructed for almost catalytic application [12] or Si/SiC ceramic [13]. Of course, the cloth fabric is a fine pore-forming agent of porous ceramics which has longitude weft thread. This enables us to make the 2D porous ceramics. It was suggested that the pore size and the porosity could be adjusted using different kinds of pore-forming agent and the moisture content of the slurry, respectively. This micro-honeycomb ceramics has promising application prospect in high-temperature dust removal, automotive exhaust treatment and catalyst, etc [14-15].
2 Experimental
Six kinds of commercially available cotton fabrics were used as pore-forming agent of micro-honeycomb ceramics.
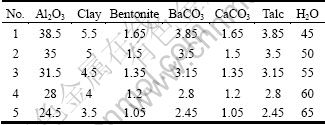
All raw materials of slurry used in this experiment were commercial, such as Al2O3, clay, bentonite, BaCO3, CaCO3, talc. The composition of slurry with different moisture content is shown in Table 1.
The slurry was milled, and brushed over the cotton cloth piles. Entrapped air was removed manually with squeeze rollers. This process was repeated several times to get a desired thickness. Subsequently, the laminate was kept in the oven at 80 ��C for 12 h. Then, it was sintered in a muffle furnace. The sintering process was performed at the following conditions: raising temperature to 800 ��C at the rate of 5 ��C/min and dwelling the temperature for 3 h, followed by raising temperature to 1 350 ��C at the rate of 5 ��C/min and dwelling the temperature for 2 h.
Table 1 Slurry composition of different moisture content (mass fraction, %)
The open porosity was determined by the Archimedes method with distilled water as liquid medium. Microstructures of the cotton fabric were observed by ESEM (FEI QUANTA-200, Holland). The microstructures of the micro-honeycomb ceramics were observed by SEM (JSM-6400F, Japan). The decomposition behavior of cotton fabric No. 1 was studied by thermogravimetric analyzer (DSC/TG) at a heating rate of 10 ��C/min from room temperature to 1000 ��C in neutral atmospheric condition. DSC/TG analysis was performed on Netzsch (STA 409C) thermal analyzer with alumina powder as the reference sample. According to German Standard Code DIN 52292, coaxial double ring bending test (Shenli Material Testing Machine, China) was carried out to measure the bending strength of the ceramic specimen.
3 Results and discussion
3.1 Performance of cloth fabric
Figure 1 shows SEM images of all cloth fabrics. Except for cloth fabric C5, the others are all plain woven cotton fabric. The thread diameters vary from 100 to 150 ��m and the knitting tightness is different. Cloth fabric C5 is twill cloth whose knitting tightness is the largest, and the thread diameter is 150 ��m.
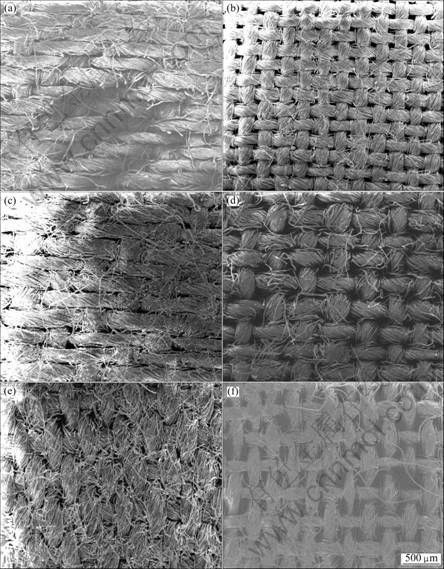
Fig. 1 SEM images of pore-forming agents: (a) Cloth fabric C1; (b) Cloth fabric C2; (c) Cloth fabric C3; (d) Cloth fabric C4; (e) Cloth fabric C5; (f) Cloth fabric C6
Figure 2 shows the DSC/TG curves of cloth fabric C1. Apart from the loss of physisorption water at the initial oxidation stage, the mass loss of the cloth fabric C1 is 70% at 325 ��C. At the end of the oxidation stage, the mass loss of cloth fabric C1 is around 99% at temperature 490 ��C. Taking the slurry adhered to the cloth fabric into account, which may hinder the oxygen diffusion, the sintering temperature of micro-honeycomb ceramics was designed nearly at 800 ��C.
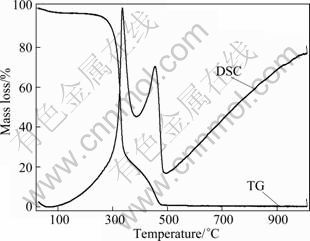
Fig. 2 DSC/TG curves of cloth fabric C1
3.2 Influence of different pore-forming agents
3.2.1 Strength and porosity of ceramic
While slurry formula No.1 and sintering schedule remain unchanged, different types of pore-forming agents were used in the experiment. The cloth fabrics with different diameters and knitting tightness as pore-forming agent were studied. Their influences on the strength and open porosity of micro-honeycomb ceramics were studied.
Figure 3 shows the influence of pore-forming agent on the flexural strength and porosity of the ceramic. It can be seen that the strength of ceramic will be low when the porosity is high, and vice versa. The highest porosity and the lowest flexural strength appeared with cloth fabric C1. The cloth fabric C1 has the smallest cloth fabric diameters and the maximum density, which embraces more pore-forming agents in unit mass, so the porosity increased and the flexural strength decreased. On the other hand, the effect became significant with the decrease of the thickness of cloth fabric C1. This simultaneous action results in the highest porosity and lowest strength with cloth fabric C1 pore-forming agent.
3.2.2 Structure and microstructure
Figure 4 shows the cellular microstructures of the micro-honeycomb ceramics. It can be seen that the microstructure of the as-prepared ceramics exhibits different 2D pores with various diameters and the porosity varies with the texture densities. The pores and cell wall thickness can be classified into two groups: small pores and thin cell wall (as shown in Figs. 4(a) and (b)), large pores and thick cell wall (as shown in Figs. 4(c), (d), (e) and (f)), depending on their pore- forming agent. The average pore diameter of each group is about 100 ��m for the small pores and 130 ��m for the large pores. This implicates that the diameter of cloth fabric determines the diameter of micro-honeycomb ceramics pore. Moreover, the average cell wall thickness of each group is about 50 ��m for the thin cell wall and 200 ��m for the thick cell wall. The thickness of pore-forming agent layer determines the cell wall thickness, i.e., porosity. It can be calculated from Fig. 4(a) that there are 1131 pore/cm2, which is 6 times higher than that of the normal honeycomb ceramics. Most of the pores show a round or elliptical shape. It is suggested that the pore size and porosity could be easily adjusted by using different kinds of cloth fabric.
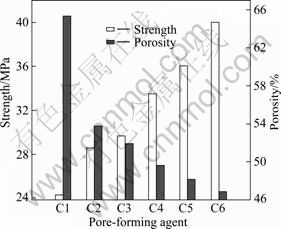
Fig. 3 Influence of pore-forming agent on strength and porosity
3.3 Influence of moisture content of slurry
3.3.1 Strength and porosity of ceramic
All conditions were unchanged except the moisture content of slurry. The influence of moisture content of slurry on the strength and open porosity of micro-honeycomb ceramics prepared using cloth fabric C1 was studied. The moisture content impacts the solid content and flowability of slurry. At lower moisture content, the solid content is higher and the flowability is worse. On the contrary, at higher moisture content, the solid content is less and the flowability is better. Of course, the solid content and the flowability of slurry will affect the performance of the micro-honeycomb ceramics.
Figure 5 shows the influence of moisture content of slurry on the strength and porosity of ceramic. When the moisture content of slurry was gradually enhanced from 45% to 60% (mass fraction), the porosity of ceramic decreased from 65% to 28% (volume fraction). The reason can be attributed to the fact that the flowability of slurry was enhanced with increasing the moisture content. However, the solid content of slurry dropped slowly with the increase of the moisture content. Further increasing the moisture contents the solid adhered to the cloth fabric surface declined because the solid content of slurry was dropped too much. This is the reason why the porosity increased when the slurry��s moisture content varied from 60% to 65% (mass fraction) at last.
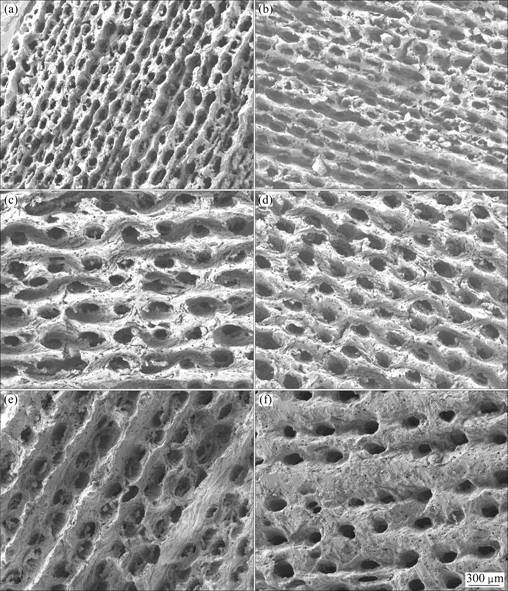
Fig. 4 SEM images of micro-honeycomb ceramics fabricated with different pore-forming agents: (a) C1; (b) C2; (c) C3; (d) C4; (e) C5; (f) C6
Generally, lower porosity leads to higher value of the bending strength. However, the maximum bending strength of 50 MPa was obtained in the case where the mass fraction of water was 55% in the slurry. While the minimum bending strength of 24.9 MPa was obtained in the case where the mass fraction of water was 60% in the slurry. It can be deemed that the low strength of ceramic was derived from specimen fabricated with delaminating.
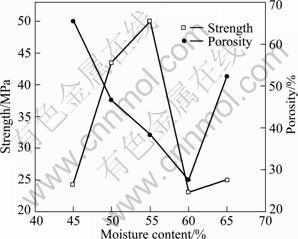
Fig. 5 Porosity and bending strength of ceramic vs moisture content of slurry
3.3.2 Structure and microstructure
Figure 6 shows SEM images of micro-honeycomb ceramics fabricated using slurry with different moisture content. For micro-honeycomb ceramics fabricated using slurry No. 1-3 (as shown in Figs. 6(a), (b) and (c)), a large number of pores are separated each other and the amount of pores is larger, and open pores appear. From Fig. 6(a) the porosity was calculated to be 1131 pore/cm2, which means high porosity and low strength. The structure of micro-honeycomb ceramics with separated and open pores is very important because it is related to intrinsic properties such as mechanical, permeability, and thermal conductivity properties. On the contrary, most pores in the sample fabricated using slurry No. 4 are connected with each other, leading to low porosity, 497 pore/cm2. The strength of ceramic fabricated using slurry No. 4 (Fig. 6(d)) is low because of the appearance of delaminating. In addition, most pores in the sample fabricated using slurry No. 5 (Fig. 6(e)) are connected without delaminating, leading to higher strength than slurry No. 4.
Figure 6 also indicates that the pore sizes and cell wall thickness are different for the five different samples. From the microscopy observation, the average pore and pore size distribution of micro-honeycomb ceramics were obtained by using image analysis. The samples fabricated using slurry No.1-3 show similar pore size of around 100 ��m, and the cell wall thickness of 100 ��m. Most of the cellular pores in the samples made from slurry No.1 and No. 2 show a round or elliptical shape, but the cellular pores in the sample made from slurry No. 3 show an irregular shape. The diameter of the pore in the sample fabricated using slurry No. 4 is about 80 ��m, and the cell wall thickness is 200 ��m. Most of the cellular pores in the sample made from slurry No. 4 show an alignment shape. Figure 6(e) shows that many pores connect with each other, then big pores of about 500 ��m are formed.

Fig. 6 SEM images of micro-honeycomb ceramics fabricated using slurry with different moisture contents: (a) No. 1; (b) No. 2; (c) No. 3; (d) No. 4; (e) No. 5
The above results confirm that the microstructure of micro-honeycomb ceramics were significantly influenced by the moisture content of slurry. With the water in the slurry increasing, the solid content of slurry drops.
4 Conclusions
1) The key to fabricate micro-honeycomb ceramic with high surface area is to choose appreciate pore-forming agent and moisture of slurry.
2) The cloth fabric with the smallest fabric diameters and the maximum density can be used for the fabrication of micro-honeycomb ceramics with pore size of 100 ��m.
3) The moisture content of slurry has significant influence on the ceramics. When the content of H2O in the slurry is 45%, the fabricated micro-honeycomb has fine microstructure.
References
[1] HECK R M, FARRAUT R J. Catalytic air pollution control, commercial technology [M]. New York: Van Rostrand Reinhold, 1995.
[2] JOHN W G, JOEP C V G. Monoliths in catalytic oxidation [J]. Catal Today, 1999, 47: 169-180.
[3] SCHNEIDER R, KIEBLING D, WENDT G. Cordierite monolith supported perovskite-type oxides��Catalysts for the total oxidation of chlorinated hydrocarbons [J]. Appl Catal B, 2000, 28: 187-195.
[4] RATHINDRA N D, MADHUSOODANA C D, KIYOSHI O. Rheological studies on cordierite honeycomb extrusion [J]. Journal of the European Ceramic Society, 2002, 22: 2893-2900.
[5] ELSERBROCK R, MAKOVICKA C. A laboratory scale moulding technique to fabricate high precision 2D columnar and honeycomb structures [J]. Materials Letters, 2004, 58: 3945-3947.
[6] OVENSTON A, BENBOW J. Effects of die geometry on the extrusion of clay-like materials [J]. Transaction of the British Ceramic Society, 1968, 67(11): 543-567.
[7] BENBOW J J, FORD L W, HEATH D J. Support and catalyst: British, 1385907 [P]. 1972.
[8] CHRISTOS A, ATHENA T. Deposition of meso-porous ��-alumina coatings on ceramic honeycombs by sol-gel methods [J]. Journal of the European Ceramic Society, 2002, 22: 423-434.
[9] LAFARGA D, LAFUENTE A, MENENDEZ M, SANTAMARIA J. Thermal stability of ��-Al2O3/��-Al2O3 mesoporous membranes [J]. Memb Sci, 1998, 147: 173-185.
[10] ZHANG G J, YANG J F, OHJI, TATSUKI, BORDIA R K. Fabrication of porous ceramics with unidirectionally aligned continuous pores [J]. J Am Ceram Soc, 2001, 84: l395-l397.
[11] TOSHIHIRO I, YOSHIKAZU K, AKIRA N, KIYOSHI O, YUJI H. Extrusion method using nylon 66 fibers for the preparation of porous alumina ceramics with oriented pores [J]. Journal of the European Ceramic Society, 2006, 26: 2213-2217.
[12] MATATOV M Y, SHEINTUCH M. Catalytic fibers and cloths [J]. Applied Catalysis A, 2002, 231: 1�C16.
[13] AMIRTHAN G, UDAYAKUMAR A, BHANU P V V, BALASUBRAMANIAN M. Synthesis and characterization of Si/SiC ceramics prepared using cotton fabric [J]. Ceramics International, 2009, 35: 967-973.
[14] SEPULVEDA P, ORTEG F, INNOCENTINI M D M, PANDOLFELLI V C. Properties of highly porous hydroxyapatite obtained by the gelcasting of foams [J]. Am Ceram Soc, 2000, 83: 3021-3024.
[15] TOSHIIAKI Y, SOTA S,TOSHIIO S,YOSHINOBU F, MASANOBU A. Fabrication and evaluation of a novel cathode-supported honeycomb SOFC stack [J]. Materials Letters, 2009, 63: 2577-2580.
���ò���ά������Ʊ������մ�
�� Э1, ����1, ������2, ��С��1, ������2
1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410082��
2. �������廷����������˾����ɳ 410070
ժ��Ҫ������ˢͿ�����ò���ά������Ʊ������մɣ��о����������ཬ��ˮ����Ӱ�졣���������������άֱ��Ϊ100 ��m�IJ�������ͺ�ˮ��Ϊ45%���ཬ�Ʊ��������մɿ�϶�ʴﵽ65%������ǿ��Ϊ24.3 MPa, ����ԼΪ100 ��m���ױں����50 ��m���ң������ﵽ1310 cm-2��ͨ���ı����������ཬ��ˮ�����Կ��������մɵĿ��Ϳ�϶�ʵĴ�С��
�ؼ��ʣ������մɣ�����ά��ǿ�ȣ���϶��
(Edited by YUAN Sai-qian)
Foundation item: Project (2011WK4013) supported by the Basic Research Program of Hunan Provincial Science and Technology Department, China; Project (K1003031-11) supported by the Major Program for the Fundamental Research of Changsha Science and Technology Bureau, China
Corresponding author: CHEN Zhen-hua, Tel: +86-731-88822269; Fax: +86-731-88821483; E-mail: wx609@sohu.com
DOI: 10.1016/S1003-6326(11)61108-4
Abstract: Micro-honeycomb ceramics were successfully fabricated through brush-coating with cloth fabric as pore-forming agent. The influence of pore-forming agent and slurry��s moisture content on the micro-honeycomb ceramics was investigated. The results indicated that micro-honeycomb ceramics made from pore-forming agent cloth fabric with fibre diameter of 100 ��m and slurry with 45% (mass fraction) moisture content have the porosity of 65% (volume fraction), bending strength of 24.3 MPa, pore size of about 100 ��m, cell wall thickness of about 50 ��m and porosity of 1131 pore/cm2. It was suggested that the pore size and the porosity could be adjusted using the pore-forming agent and moisture content of the slurry respectively.
