
���Ӳ�����װ����Ǧ���Ӳ��ϵ��о���̬
���ȴ�ѧ���Ͽ�ѧ�빤��ѧԺ,���ȴ�ѧ���Ͽ�ѧ�빤��ѧԺ ����Ȫ��362011 ,����Ȫ��362011
ժ Ҫ��
��������Ǧ���Ӳ��ϵ��о����� , ���Է�չǰ�����õĺ�ѡ����Sn Ag , Sn Bi, Sn Znϵ�����Ͻ�Ϊ�� , ��������Ǧ���Ӳ��ϵ��о���״�ʹ��ڵ����⡣�о����� , Sn 3 .5 %Ag���Ͻ�������õ���ѧ���� , ���۵�ƫ�� ;Sn 5 8%Bi���Ͻ�Ļ�е�����Բ� , �����۵�̫�� ;Sn 8%Zn���Ͻ���Ȼ�к��ʵ��۵� , ����ʪ�Բ���Ļ����Եؽ��������ձ������IJ������ϵͳ�Լ�����Ǧ���Ͽ����е����� , ��ָ���ò������ϵͳ���ǿ�����Ǧ���Ӳ����в���ȱ�ٵĹ���
�ؼ��ʣ�
��Ǧ���Ӳ���;���Ӳ�����װ;�Ͻ�;������ͼ;
��ͼ����ţ� TG42
����飺������ (Email:xiaohu@hqu.edu.cn) ;
�ո����ڣ�2002-10-12
��������ʡ����Ƽ��˲Ŵ��»�����Ŀ ( 2 0 0 1J0 2 8);���ȴ�ѧ�߲���˲ſ���������Ŀ;
Recent Status of Research for Pb-Free Solders in Electronic Packaging
Abstract��
The historical background of the Pb free solders, and its present statues and existing problems of research for the promising candidates of the Sn Ag, Si Bi and Sn Zn systems were introduced. It shows that, Sn 3 5%Ag based alloy has favorable mechanical properties but higher melting point, and Sn 58%Bi based alloy has both lower mechanics properties and melting point, and Sn 8%Zn based alloy has more suitable melting point but the infiltration ability is too low. The exploitation of materials design system in Japan and its application for Pb free solders exploitation are also introduced briefly.
Keyword��
Pb free solders; electronic packaging; alloys; calculated diagram;
Received�� 2002-10-12
������о�����, ��������ԭ���ŵ����������ˮ�е�Ǧ����һ����������, ���п��ܵ����������ϰ��� ��ֳ�����ϰ��� ��֢�� ��Ѫѹ�ȼ���, ���, Ǧ��Ⱦ�ܵ������� �ձ���ŷ�ȷ�����ҵĸ߶����ӡ� Ŀǰ�����ںܶ������Ǧ��ʹ�ö����������ơ� ����, �����Ѿ��ƶ��˺ܶ����ƺ�Ǧ��Ʒ����Ǧ���ϵĹ涨, ���ҷ�����ͨ��Ҳֻ��ʱ������
1 ��Ǧ���Ӳ�������Ҫ���ۺ�����
Ŀǰ���Ӳ�����ʹ�����ĺ��Ӳ�����Sn-37%Pb�Ͻ�, �úϽ��Ǿ��������ĺ������ʺͻ�е���ܵĺ��Ӳ��ϡ� ���, �ڿ����������ֺϽ����Ǧ���Ӳ���ʱ, ����Ҫ�������¼���: (1) ����Ҫ��������С�̶�; (2) �Ͻ���۵�Ҫ�����ӽ�Ŀǰʹ�õ�Sn-Pb�Ͻ���۵� (183 ��) ; (3) ����������������, �����������еĺ��ӹ�����ƥ��; (4) �۸�Ӧ���������еĺ��Ӳ���; (5) �������õĻ�е���ܺߵ������ԡ�
�����������ɻ��塢 ���ߺͺ��Ӳ�����ɡ� ��������һ���¶���ʹ��ʱ, ���ڸ���ɲ��ֵ�������ϵ����ͬ, ����Ӧ���������ĺ��Ӳ�λ������������ƣ�Ͷ��� (��ͼ1)
2 ��Ԫ�����Ͻ����ѡ���ϼ��о�����
��������, ���Sn-Pb�Ͻ�ĺ��Ӳ���������
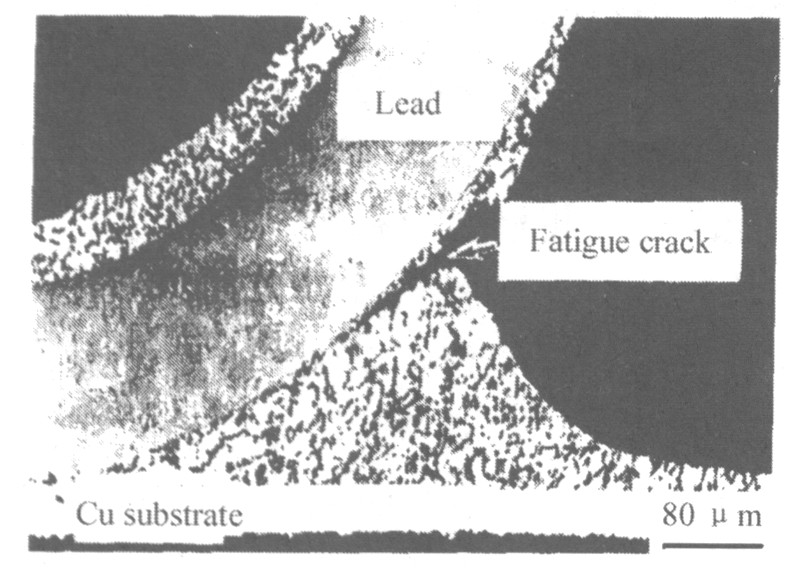
ͼ1 �ں��Ӳ����ɵ���ƣ������ Fig.1 Morphology of thermal fatigue crack
����Ҫ��, ���ж��Եͺ��۵�ӽ�183 ������Ҫ������ ������ɺ��۵�ȷ������ؿ���, Sn-Ag, Sn-Bi��Sn-Zn����Ǧ���Ӳ��ϱ���Ϊ������ϣ���IJ���, Ŀǰ������ ŷ���ձ��ȹ����ڻ����о��� ������
2.1 Sn-3.5%Ag���Ͻ�
�úϽ���һ�������Ͻ� (L������-Sn+Ag3Sn) , �����۵�Ϊ232 �档 �����ڸúϽ���۵����Sn-37% Pb�Ͻ���۵� (��Ҫ183 ��) , ��Ҫ���������ĺϽ�Ԫ�����������۵㡣 �úϽ��Ǧ�-SnΪ�����Ϸ�ɢ��Ag3Sn�����仯����ķ�ɢǿ���ͺϽ�, ����кõ���ƣ��ǿ�Ⱥ��������, ���ܵ��о��ߵ�����
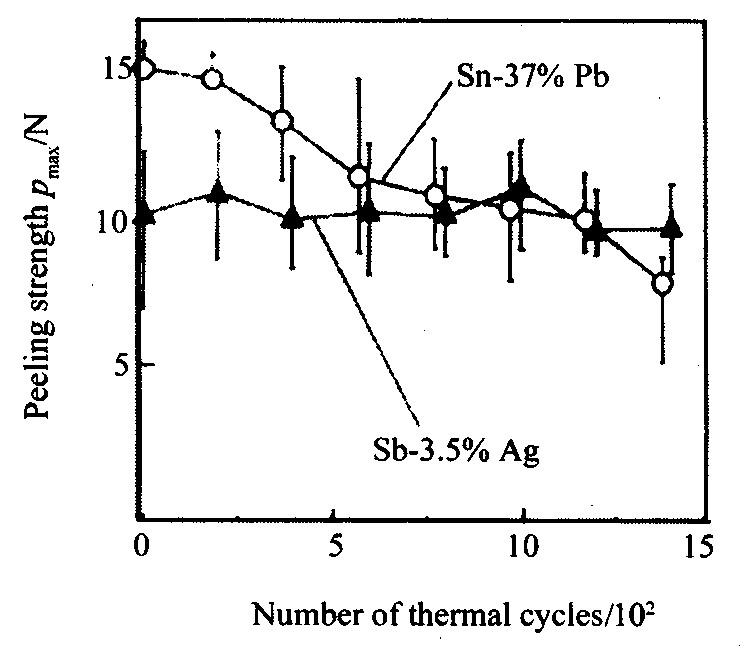
ͼ2 ����ǿ������ѭ�������Ĺ�ϵ Fig.2 Relationship between the peeling strength and the thermal cycle number
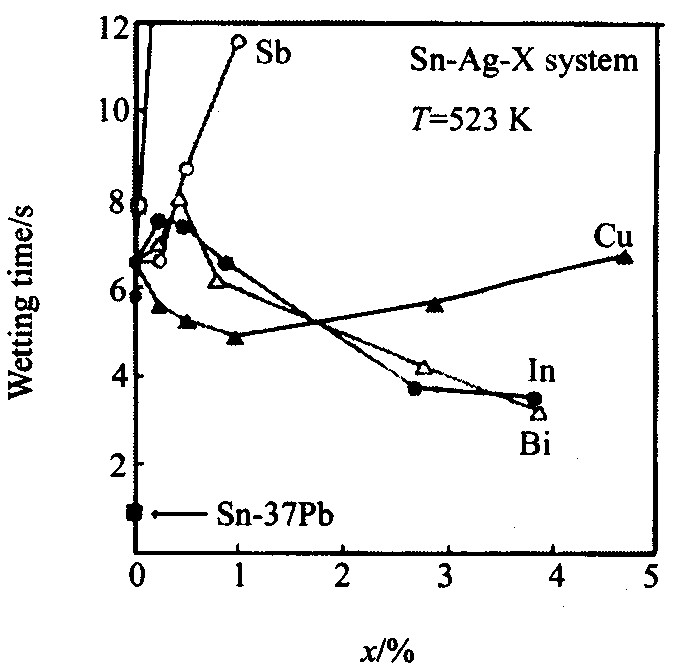
ͼ3 ����Ԫ�ض�Sn-3.5Ag�Ͻ���ʪʱ���Ӱ�� Fig.3 Effect of additives on wetting time of Sn-3.5Ag alloy
��ͼ3Ҳ���Կ���, ������������ͭ (Լ1%) , ������һ���̶��ϸ�����ʪ��, ͬʱ�����Դﵽ�����ܵ�����ǿ�ȵ�Ŀ�ġ� ���, ��ĿǰΪֹ, ��Sn-Ag-Cu��Ԫ�����ɷ�Ϊ���ĺϽ���Ϊ������ϣ������Ǧ���Ӳ��ϡ�
2.2 Sn-58%Bi���Ͻ�
Sn-58%Bi��Ԫ�Ͻ���۵���139 ��, ����Ϊ���۵㺸�Ӳ���, Ŀǰ�Դ˳ɷ�Ϊ���IJ���Ҳ�ڵ��Ӳ���������ʹ�á� �������ڳ�ʱ��ʹ�ù�����, ������ɢ��֯�ִ�, ���Ҳ��ϱ��, ����, ��ΪSn-Pb���Ӳ��ϵĴ����, �۵�̫��Ҳ��һ�����⡣ ���, �������ӵ�����Ԫ��, ʹ���۵�����, ͬʱ��ϸ����֯�� ������о�����, ����Ag��ϸ����֯, ����������ԡ� ͼ4Ϊ��������Ag�����Ե�Ӱ�졣 0.25%Ag���������Կ������60%, Ag������Ҳ����ʹ�۵���ߡ� ���, �úϽ�
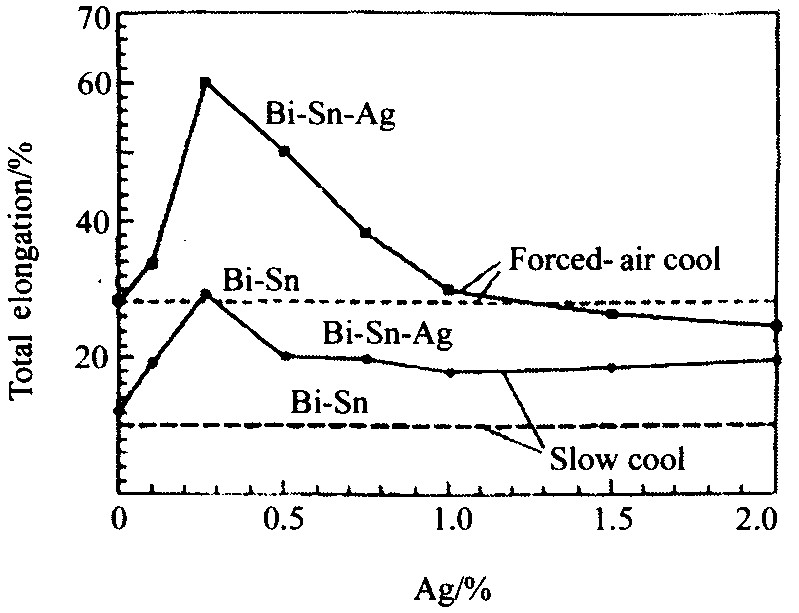
ͼ4 Ag��Sn-Bi�Ͻ����Ե�Ӱ�� Fig.4 Effect of Ag on toughness of Sn-Bi alloys
ϵ���о������ܵ�����, �ر���Һ���ߡ� ��������ص���ͼ����Ϣ��ȷ�ⶨ���ںϽ�����Ƿdz���Ҫ�ġ�
2.3 Sn-9%Zn���Ͻ�
Sn-9%Zn�Ͻ���۵���198 ��, ��Sn-37Pb�Ͻ���۵���ӽ�, ���Ҿ������õ�������ѧ���ܡ� ���������, ����Ϊ������ϣ��ʵ�û�����Ǧ���Ӳ��ϡ�����, ���ڸúϽ��ڴ�����, Zn�����γ��ȶ�������Ĥ, ��Ϊ���Ӳ�������Ҫ�����ԡ�����ʪ�Ա�ķdz�� ����, ����Cu����ĺ��Ͻ����ϳ���Cu6Sn5��Cu3Sn��������, ������CuZn��Cu5Zn8����� ���, �úϽ���Ϊ���Ӳ��ϲ���ֱ�����á� ��ͨ�����ӺϽ�Ԫ������������ʪ��, �����ڶ��������жԺ��ӹ��ս��и����� ������о�����, ����In�ɸ��ƸúϽ����ʪ��, ���ҸúϽ��������ܱ�Sn-Pb�Ͻ�á� ����, ��ʵ�û��ij̶Ȼ���Ҫ�����������⡣
3 ���Ӳ�������Ǧ���Ӳ������ϵͳ�Ŀ���
3.1 ����������ϵͳ�ص�
��������, ��Ȼ����������Ǧ���Ӳ��ϵĿ��������˴������о�, ����ĿǰΪֹ, ��Ȼû���ҵ�����ȫ�������е�Sn-Pb�Ͻ�IJ��ϡ� ����Ҫԭ����: �ò��ϵĿ������о��������Ǹò��ϵĿ������о�����������Ч�ʺܵ͵ġ�����ʽ����ʽ����, ������Ч��Ԥ��Ϳ����۵㡢 ����ɡ� ������������ʪ�Ե���Ҫ����, ���кܴ��äĿ�ԡ� ����, �о��������, ���۵�, �������ܺͻ�е���ܷ��濼��, ��Ǧ���Ӳ��ϲ������ǼĶ�Ԫ�Ͻ�, ������Ԫ���ϵĶ�Ԫ�Ͻ� �ɼ�, ͨ��������ϵķ�ʽ��������Ԫϵ���²����Ƿdz����ѵġ� ���, ��ȷԤ����ϵ��й����ʵĺϽ����ϵͳ�Ŀ����Ƿdz���Ҫ�ġ�
Ϊ��, �ձ������˰���Sn, Bi, Ag, Sb, In, Zn, Cu, PbԪ�����ڵĵ��Ӳ�������Ǧ���Ӳ������ϵͳ (ADAMIS: Alloy Database for Micro-Solders)
3.2 �������ϵͳ��Ӧ��
���ڸò������ϵͳ, ��������Sn-Ag-Cu��Ԫϵ400 ��ĵ��½�����ͼ5��ʾ, �ɴ˿��Եõ���ƽ�����ɷֵ���Ϣ�� ͼ6��ʾ�����Sn-Ag-Cu��Ԫϵ��Һ����, ͼ6 (b) �Ǹ�Sn��ķŴ�ͼ�� �ɼ�����, ��217.7 ��һ����Ԫ�����ɷֱ�����
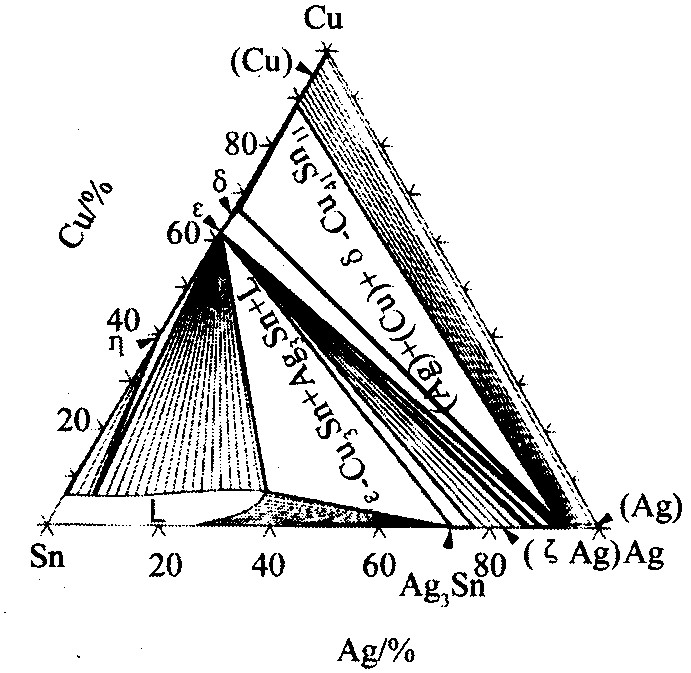
ͼ5 �����Sn-Ag-Cu��Ԫϵ400 ��ĵ��½��� Fig.5 Calculated isothermal section of the Sn-Ag-Cu ternary systems at 400 ��
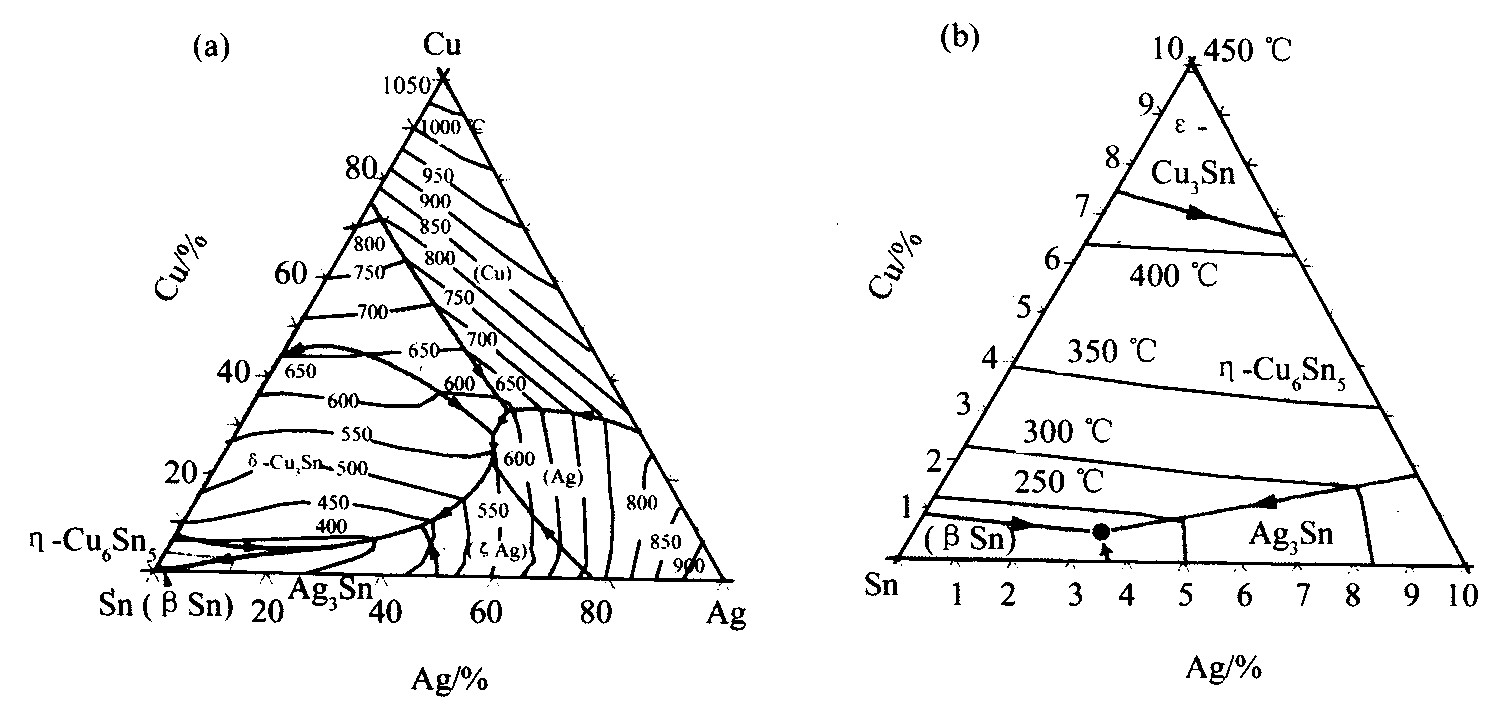
ͼ6 �����Sn-Ag-Cu��Ԫϵ��Һ���� (a) ��Sn��ķŴ�ͼ (b) Fig.6 Calculated liquids of Sn-Ag-Cu ternary systems (a) and enlarged liquids in Sn-rich region (b)
(L�� ����-Sn+Ag3Sn+��) �� ��ǰ����, ����Ԫ��������Ǧ���Ӳ�������ϣ���ĺ�ѡ�Ͻ�֮һ�� �ڸ���Ԫ�����ɷ�, �������������¶�֮��Ĺ�ϵ��ʾ��ͼ7�� ���Կ���, �úϽ�����90%���ϵĦ�-Sn�༰������Ag3Sn�ͦ��������, ����֯�Ǧ�-Sn�û����Ϸ�ɢ��������Ag3Sn�ͦ��ࡣ ͼ8�Ǽ����Sn-Ag-X (X:Bi, In, Zn) ��Ԫϵ��Һ���档 �ɴ�, ���Եõ����̵Ŀ�ʼ�¶Ⱥͳ��������͡� ��Щ��Ϣ��ѡ������۵�ĺϽ�����ɵ���Ʒdz��а����� ����, Һ��ı���������ճ���Ǻ��Ӳ��ϵ���Ҫ���ʼ����ӹ��յ���Ҫָ�ꡣ ͨ���ò������ϵͳ, �����Ʋ��Ԫϵ�ı���������ճ�ԡ�

ͼ7 �������������¶�֮��Ĺ�ϵ Fig.7 Calculated mass fraction of phases with temperature

ͼ8 �����Sn-Ag-X (X:Bi, In, Zn) ��Ԫϵ��Һ���� Fig.8 Calculated liquids of Sn-Ag-X ( X: Bi, In, Zn ) ternary systems
4 �� ��
��Sn-3.5%Ag, Sn-58%Bi��Sn-9%Zn�����Ͻ�Ϊ����, ��������Ǧ���Ӳ��ϵ�����о���״�� (1) Sn-Agϵ: �����õ���ѧ����, ���۵�ƫ�ߡ� (2) Sn-Biϵ: ��е�����Բ (3) Sn-Znϵ: �к��ʵ��۵�, ����ʪ�Բ
��Ȼ���ڻ����ܶ����ĸ���ϵ�ĺϽ����ϣ���������е�Sn-Pb�Ͻ� �����ǽ�����ʶ��, ����ܿ˷��۵�ߵ�ȱ��, �������õ���ѧ���ܵ�Sn-Agϵ�Ͻ�, �ر�����Sn-Ag-Cuϵ�Ĺ����Ͻ�����ϣ���õ�ʵ�û��� ���ڶ�Ԫϵ�IJ��ϵĿ���, �Ͻ���ƵIJ���ȱ�ٵ�, �������Ų������ϵͳ������Ǧ���Ӳ��Ͽ����з���Խ��Խ������á� ��Ȼ, �������ʵ�ֺ�����Ǧ��, ������Ҫ�о��� �������Ӳ���, ͬʱ�����������ܵ���ߡ� ���ӹ��յĸ��Ƶ�������ط���ĸĽ������Ҳ�DZ�Ҫ�ġ�
�����
