
DOI��10.19476/j.ysxb.1004.0609.2019.06.02
�������Ӧ������ʧ����Ԥ�����Ͻ����μ�������
���Ǿ�1���� ��1��������1, 2
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083��
2. ���ϴ�ѧ ��ɫ�������Ͽ�ѧ�빤�̽������ص�ʵ���ң���ɳ 410012)
ժ Ҫ��
���������һ�ֽ������Ԫģ��Ԥ�������ij��μ�������(FLC)��ʧ����-���Ӧ������ʧ�������������е�Ԫ�������������ʷ��ͨ������Ӧ�估����Ӧ��������ʱ��ı仯���ж�����ʱ�̺;���λ�ã�����Ӧ���ڱ��ι����д���Ӧ��·���仯��������Ա�AA3003���Ԥ����ʵ�������֣���������Ԥ���FLC��������ʵ�������ϽϺã����ڴ�ͳM-K���۵ļ�������
�ؼ��ʣ�
ʧ���������������μ�������������Ԫģ����
���±�ţ�1004-0609(2019)-06-1143-07���� ��ͼ����ţ�TG302�� ���ױ�־�룺A
���μ�������(FLC)���ɽ�������ڲ�ͬӦ��·��������ʧ��ʱ�ļ���������Ӧ��ֵ�����ɵ����ߣ���������������ʧ��ǰ���ܴﵽ�������������DZ�����ij������ܵ���Ҫ����[1]������FLC��ʵ��ⶨ���ӡ���ʱ[2-3]�����Ǻ���������ڷ�չ���۷�����Ԥ��FLC�����У���MARCINIAK��KUCZYNSKI[4]����Ĺ�������(���M-K����)Ӧ����Ϊ�㷺�������ۼ����ij�ʼ��Ȳ����ȣ���Ƚ�С�Ĺ��������ڱ��ι����в���Ӧ�����У��Ӷ���������ʧ�ȣ���Ԥ��������������Ӧ���߶Գ�ʼ��Ȳ����ȶȵ����á�������������Ԫ����(FEM)���㷺Ӧ���ڽ������ι��̵ķ�����㣬ΪFLC��Ԥ���ṩ���µ�˼·�����ǣ�FEMģ����ܻ�ð���ڲ�ͬӦ��·���µ�Ӧ��ֲ�����Ҫ�ں�������������ʧ�������ȷ������FLC���輫��Ӧ��ֵ����ˣ�ȷ��������ʧ����������FEM��������Ԥ��FLC�Ĺؼ���
Ŀǰ������ȷ��FLC��ʧ������Ҫ���Է�Ϊ�����࣬��λ����ط���ʱ����ط�[5-11]��ǰ��ֱ�ӻ����������о���������˲�������ƴ�ֱ�������Ӧ���ݶ���ȷ������Ӧ�䣬�����DZ�����ʷ[5]��ʱ����ط����������������������ʷ���ж�����ʱ�̣�����һ���ַ���Ԥ�辱��λ����֪[6-11]�����磬PEPELNJAK��[6-7]��������������Ӧ����ʷ���з�������Ϊ����Ӧ���ʱ��Ķ������ﵽ���ֵʱ��ʼ���������Ը�ʱ�̾������ļ���Ӧ����ȷ��FLC��SITU��[8-9]�Ը�������ģ�ֱ�ӻ�������Ӧ��ֲ����ж�����λ�ã����ݾ���������Ӧ���ʱ����������ֵ���پ���ʱ�̣��������Ϊ���Ӧ����ٶ���VOLK��HORA[10]����֪��������ǰ���£����Ǿ���ǰ�����Ӧ������������ͬ��������������Ӧ��������ʱ��ı仯�������Ϊ����ֱ�ߣ��ж�����ֱ�ߵĽ����Ӧ�ھ�����ʼʱ�̡�MARTINEZ-DONAIRE��[11]�Ȼ�������Ӧ��ֲ��ж���������Χ���ٸ��ݱ�����ʷ����������������߽�λ�õ���Ӧ�����ʲ��죬�ж��߽�λ�õ���Ӧ�����ʴﵽ���ֵʱ������ʼ�������������Կ�������������û�п����ڱ��ι����п��ܷ���Ӧ��·���仯�Ӷ����¾���λ����һ����Χ�ڶ�̬�仯�������
���������һ���µ�ʧ������FEMģ���������Ӧ�������Ⱥ��پ���������ʱ�̺�λ�ã���ȡ��Ӧʱ�̺�λ�õļ���Ӧ��������FLC���ɴ�ȷ����FLCԤ�ⷽ����Ӧ����AA3003���Ͻ𱡰壬ͨ���Ա����ý����M-K���۵ļ����Լ�ʵ�����������˸÷�����Ԥ�⾫�ȡ�
1 ���Ӧ������ʧ����
�ڰ�ı��ι����У�������ʼ��ı�����Ҫ�����ھ����������¾������ĺ���Ӧ������( ������ֵ)������������(���Ǿ���)������ʼ��С����ˣ����Ը��ݾ�������Ǿ�����������Ϊ�������������ж�������ʼʱ�̡���ͼ1��ʾ������A��B��������Nakajima�����ֱ�ھ�����(������)�Ľ����ϵ�����������������A��B��������ĺ���Ӧ��(
������ֵ)������������(���Ǿ���)������ʼ��С����ˣ����Ը��ݾ�������Ǿ�����������Ϊ�������������ж�������ʼʱ�̡���ͼ1��ʾ������A��B��������Nakajima�����ֱ�ھ�����(������)�Ľ����ϵ�����������������A��B��������ĺ���Ӧ��( ������ֵ)����ʱ��仯�����ߡ��ڱ��ο�ʼ�Σ��������ȱ��Σ��������������ʱ��ı仯����һ�¡����ű��εĽ�һ����չ�����ο�ʼ�����ȣ�A��������ֵ����B�������յ���A����tneckingʱ�̷���������������ʼ������Ҫ�����ھ������������ĺ���Ӧ��(
������ֵ)����ʱ��仯�����ߡ��ڱ��ο�ʼ�Σ��������ȱ��Σ��������������ʱ��ı仯����һ�¡����ű��εĽ�һ����չ�����ο�ʼ�����ȣ�A��������ֵ����B�������յ���A����tneckingʱ�̷���������������ʼ������Ҫ�����ھ������������ĺ���Ӧ��( )�ͺ���Ӧ������(
)�ͺ���Ӧ������( )����������ֱ�����ѣ����Ǿ�������ĺ���Ӧ��(
)����������ֱ�����ѣ����Ǿ�������ĺ���Ӧ��( )���ﵽ���ͣ���Ӧ�ĺ���Ӧ������(
)���ﵽ���ͣ���Ӧ�ĺ���Ӧ������( )��Сֱ��Ϊ�㡣��ˣ���ʧ��ʱ��tnecking���ﵽ���ֵ��ʧ�������Ǿݴ����ƶ�������ʧ�ȡ����ڸ�������ж�ʧ��ʱ�̺�ʧ��λ�ã�����������Ϊ���Ӧ������(Maximum strain rate��MSR)ʧ����
)��Сֱ��Ϊ�㡣��ˣ���ʧ��ʱ��tnecking���ﵽ���ֵ��ʧ�������Ǿݴ����ƶ�������ʧ�ȡ����ڸ�������ж�ʧ��ʱ�̺�ʧ��λ�ã�����������Ϊ���Ӧ������(Maximum strain rate��MSR)ʧ����
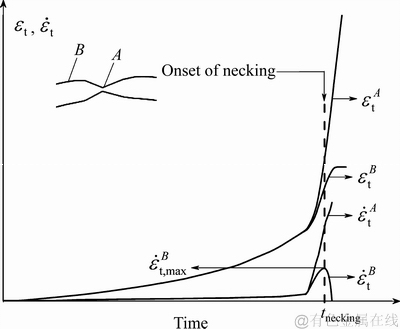
ͼ1 ���Ӧ������ʧ����ʾ��ͼ
Fig. 1 Schematic diagram of maximum strain-rate necking criterion
��ʵ�ʵ�FLCԤ��ʱ����ͨ��FEMģ��õ�Nakajima���������������Ӧ��ֲ�����ȡ������Ԫ������ʷ���ݣ����MSRʧ����ȷ��ʧ�ȿ�ʼʱ����λ�á���������������£�
1) ɸѡ��Ԫ
�ҳ�����������ÿ��ʱ�䲽���ĵ�Ԫ��������Щ��Ԫ�ĺ���Ӧ��-ʱ��(��(t))�仯���ߣ�����Ӧ����ʱ���������ĵ�ԪΪ������Ԫ�����뼯��{A}��
2) ȷ��������ʼʱ��
��ȡ����{A}�����е�Ԫ�����ڷǾ�����Ԫ�����뼯��{B}������{B}�����е�Ԫ�ĺ���Ӧ������-ʱ��(��(t))�仯���ߣ��ҵ�ÿ����Ԫ�ﵽ���ֵ��ʱ�̣���������ﵽ���ֵ�ĵ�Ԫ��Ϊͼ1��ʾB���ĵ�Ԫ����Ӧʱ��Ϊ������ʼʱ��(tnecking)��
3) ȷ��������ʼ��Ԫ����ȡ����Ӧ��
�ھ�����ʼʱ�̣�����{A}�����ĵ�ԪΪ������ʼ��Ԫ(ͼ1��ʾA����Ԫ)���˵�Ԫ�ڰ�ƽ���ϵ�������Ӧ��ֵ��Ϊ�����ļ���Ӧ��ֵ��
4) �ظ���������õ���ͬӦ��·���������ļ���Ӧ��ֵ������FLC��
2 ���ϼ�ʵ�鷽��
Ϊ����֤MSRʧ�����FEMԤ��FLC��ȷ�ԣ����о�ѡȡ���Ϊ1 mm���˻�̬AA3003��Ľ���Nakajima���飬�ⶨFLC��Nakajimaʵ�����ISO 12004-2: 2008��[3]ִ�У��������ֲ�ͬ��״���������õ���ͬ��Ӧ��·�����ĸ�Ϊ���Բֱ��Ϊ105 mm�����������������ȷֱ�Ϊ11 mm(����a)��33 mm(����b)��55 mm(����c)��80 mm(����d)������һ����ֱ��Ϊ105 mm��Բ������(����e)����Щ�����������и���Ʊ���Ȼ��ʹ��ϸɰֽ��������Ե�����ʶȴ�ĥ���Ա�֤����Բ�Ǵ��⻬���������Ӧ�����ж�ʵ�������Ӱ�졣ʵ��ǰ�����õ绯ѧ��ʴ�ķ��������������꣬ӡ��ֱ��Ϊ1 mm��Բ�ľ�Ϊ2 mm��ʵ��Բ����ʵ���������½��У���Nakajima����ģ�߰�װ��MTS -810����������ϣ���ͷ����֮����þ��ķ���ϩ��Ĥ�ͷ�ʿ�ֽ�������ѹ�ٶ�Ϊ6 mm/min������������������ۿɼ�������ʱֹͣ��ѹ����ѹ��ɺ���ARGUS-5M����Ӧ�����ϵͳ�������κ����������Ӧ��ֲ�������ASTM E2218��[4]���Ƽ��ķ������־�����Ͱ�ȫ�㣬������FLC��
3 ����Ԫģ��
����ABAQUS/Standard��������Nakajima�����������άFEMģ�͡�ģ���ɳ�ͷ��ѹ��Ȧ����ģ�������ĸ�������ɣ�����������ģ�ߵ������Գ��ԣ�ֻ����1/4��ģ��(��ͼ2)��Ϊ�������ģ�ͺ���ʵ������ѹ��Ȧ�ϵ�ѹ�ӽ�����������Բֱ������Ϊ��ѹ�ӽ�(75 mm)��ͬ����ʩ�ӹ̶��߽�������ģ���г�ͷֱ��55 mm��ѹ��Ȧ�ھ�59 mm��ѹ��ȦԲ�ǰ뾶2 mm����ģ�ھ�59 mm����ģԲ�ǰ뾶5 mm�����Գ�ͷ��ѹ��Ȧ����ģ��ʵ������еı��Σ���������Ϊ��ɢ���壬��4�ڵ���ά���嵥Ԫ(R3D4)��ʾ������Ϊ�����壬��8�ڵ�������������ֵ�Ԫ(C3D8R)��ʾ�������Ͻ���ϵĵ���ģ��ȡ70 GPa�����ɱ�ȡ0.33���ӹ�Ӳ����Hollomon���� ��ʾ������
��ʾ������ Ϊ��Ӧ����
Ϊ��Ӧ���� Ϊ����Ӧ�䣬kΪϵ����nΪӲ��ָ����
Ϊ����Ӧ�䣬kΪϵ����nΪӲ��ָ���� Ϊ���ϳ�����ͨ����ϵ������������Ӧ��-Ӧ�����ߵõ�k = 190 MPa��n = 0.22��= 0.0049�����Բ��ϵ����Ը������ԡ�ģ���������˾ֲ�����ϵ����ȡ�����ڱ��ι����и���Ԫ��������ǰ�ֲ�����ϵ��1��2��3����ֱ�Ϊ�����ij��ȡ����Ⱥͺ�ȷ������������ͷ֮���Ħ��״����ѭ����Ħ�����ɣ�Ħ������ȡ0.05��
Ϊ���ϳ�����ͨ����ϵ������������Ӧ��-Ӧ�����ߵõ�k = 190 MPa��n = 0.22��= 0.0049�����Բ��ϵ����Ը������ԡ�ģ���������˾ֲ�����ϵ����ȡ�����ڱ��ι����и���Ԫ��������ǰ�ֲ�����ϵ��1��2��3����ֱ�Ϊ�����ij��ȡ����Ⱥͺ�ȷ������������ͷ֮���Ħ��״����ѭ����Ħ�����ɣ�Ħ������ȡ0.05��
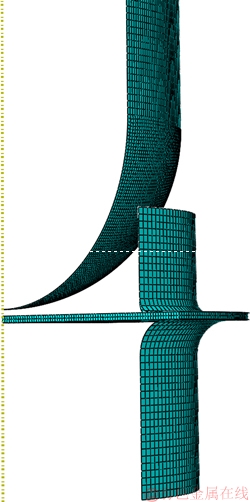
ͼ2 Nakajima���������Ԫģ��
Fig. 2 Finite element model of Nakajima tests (unit: mm)
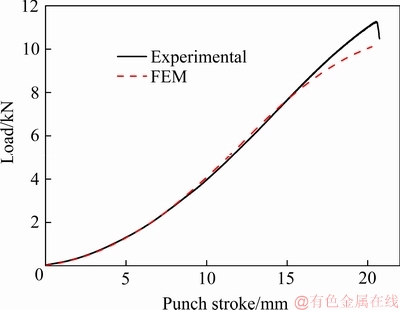
ͼ3 ʵ����FEMģ�����ó�ͷ����-λ������(����e)
Fig. 3 Experimental and FEM-simulated punch load- displacement curves (sample e)
������e(��Բ������)Ϊ����ͼ3��ʾΪʵ���FEMģ��õ��ij�ͷ����-λ�����ߡ���ͼ3���Կ��������˺���ģ��õ��ĺ�����С��ʵ��ֵ�⣬ģ����ʵ��������Ǻ����ã���������ģ�ͽϺõ�������ʵ�������Ͳ������ܡ�
4 ���������
FEM������ɺ��յ�1������������ȡ��Ԫ�������������MSRʧ����ȷ��������ʼʱ�̺;�����ʼ��Ԫ���ٴ�FEM�������ȡ������ʼ��Ԫ�ڸ�ʱ�̵���Ӧ�䡢��Ӧ��ֵ���Ӷ�ȷ��FLC���ɴ�ȷ����FLCԤ�ⷽ����ΪFEM-MSR�������ڷ��������FLC���֮ǰ���ȿ���MSR��Ӧ�õ�ʵ�������ͼ4��ʾΪģ����������a��ÿ��ʱ�䲽���ĵ�Ԫ#55��#66��#77��#88��#99��#110��#121��#308(�����ظ��ĵ�Ԫֻ����һ��)����ʱ��仯���ߡ����У���Ԫ#308Ϊ�������ĵ�Ԫ�����ڱ��ο�ʼ�Σ���ͷ�������������ĽӴ������Կ�ʼ�ε�Ԫ#308��Ӧ��ֵ����������Ԫ����ͼ4��֪����Ԫ#88��#99����ʱ����������ж���Ϊ������Ԫ��ͼ5��ʾΪ������Ԫ#88��#99�����ڵ�Ԫ#76��#77��#87��#98��#109��#110������ʱ��仯���ߡ���ͼ5��֪����Ԫ#87��#98����ʱ����������ж���Ϊ������Ԫ����������Ԫ#88��#99�����ڷǾ�����Ԫ����#76��#77��#109��#110����ͼ5�л����Կ�������2.7 minʱ����Ԫ#77���ﵽ���ֵ������MSRʧ������Ϊ��ʱ������ʼ��������ʱ������Ӧ�����ĵ�Ԫ#88��Ϊ������ʼ��Ԫ����Ԫ#88�ڰ�ƽ���ڵ�������Ӧ��ֵ��Ϊ����Ӧ��ֵ��
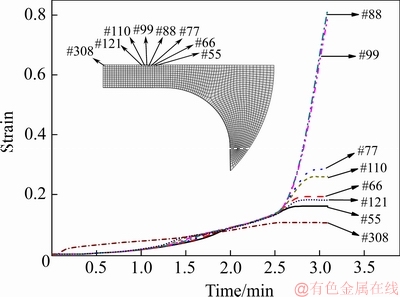
ͼ4 ģ����������aÿ��ʱ�䲽�� ���Ԫ(#55��#66��#77��#88��#99��#110��#121��#308)����ʱ��仯����
���Ԫ(#55��#66��#77��#88��#99��#110��#121��#308)����ʱ��仯����
Fig. 4 Temporal evolution of simulated for elements (#55, #66, #77, #88, #99, #110, #121, #308) of maximum at each frame in sample a
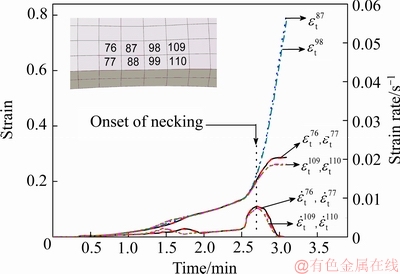
ͼ5 ������Ԫ(#88��#99)�����ڵ�Ԫ(#76��#77��#87��#98��#109��#110)���� ��ʱ��仯����
��ʱ��仯����
Fig. 5 Temporal evolution of simulated and for necked elements�� (#88, #99) adjacent elements (#76, #77, #87, #98, #109, #110) in sample a
ͼ6��7��ʾ�ֱ�Ϊ����a��eʵ����FEM-MSRԤ��õ�ʧ��ʱ�̵���״����Ӧ��ֲ�����ͼ6�п��Կ�����ʵ��õ�������a������Ӧ��ֲ���Ԥ��õ�����Ӧ��ֲ��������ƣ�����Ħ����Ӱ�죬�����������Ӧ������λ��ƫ�빰������FEMģ��Ϻõ������˾���λ�ã���Ԥ�⾱��λ�ñ�ʵ����ƫ�빰������ͼ7���Կ�����ʵ��õ�������e������Ӧ��ֲ���FEM-MSRԤ��õ�����Ӧ��ֲ����в�ͬ����Ȼ�����������Ӧ������λ�þ�ƫ�빰������ʵ��õ�������e��Ӧ��ϴ������(��ɫ����)�ֲ�����������Ԥ��õ���Ӧ��ϴ��������ȷֲ��ڹ�����Χ��
ͼ8(a)��ʾΪʵ��õ��IJ�ͬ�����ľ����㡢��ȫ�㼰����FLC��ͼ8(b)��ʾΪʵ�⡢M-K���ۼ����Լ�FEM-MSRԤ��õ���FLC���ߡ�M-K���ۼ������ò��ϲ�����FEM���ò�����ͬ����ʼ������ϵ��ȡ0.995[12-14]����ͼ8(a)���Կ�������ʵ��������������ı�����Ϊ�Ϻõظ����˳���FLC�ⶨ���赥������(���)��˫������(�Ҳ�)��������Χ���������õ��ľ�����Ͱ�ȫ��Ӧ������ȷ��һ��������FLC����ͼ8(b)��֪������FLC������״����һ�¡�����������Ӧ�������в�ƽ��Ӧ��״̬������FEM-MSRԤ���FLC��M-K���������ӽ���ʵ��ֵ�����Ҳ�˫������Ӧ������FEM-MSRԤ���FLC��M-K�������൱��������ԣ�FEM-MSR��Ԥ��������M-K���۵ļ�������
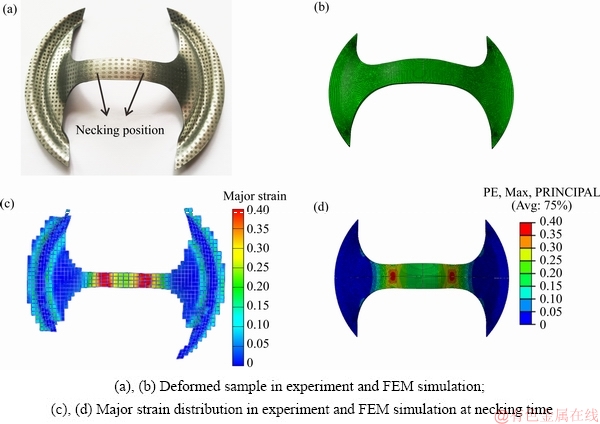
ͼ6 ����a��ʵ����FEMģ�����Ա�
Fig. 6 Comparison of experiments and FEM simulations for sample a
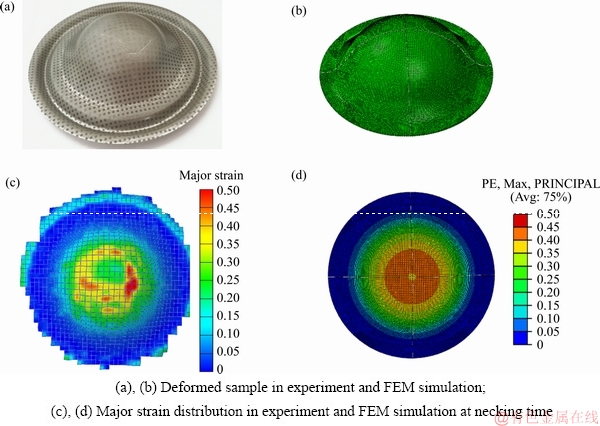
ͼ7 ����e��ʵ����FEMģ�����Ա�
Fig. 7 Comparison of experiments and FEM simulations for sample e
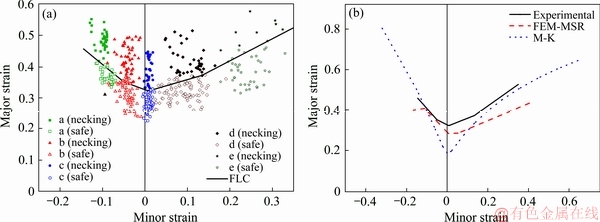
ͼ8 ʵ���и������ľ����㡢��ȫ����FLC��ʵ�⼰ģ��Ԥ��FLC�Ƚ�
Fig. 8 Necking points, safety points of specimens obtained by Nakajima experiments and corresponding FLC(a), and comparison of experimental and numerical FLCs(b)
ֵ��ָ�����ǣ��ڳ��μ���ͼ�Ҳ�ӽ��ڵ�˫�����������FEM-MSRԤ��ļ���Ӧ�����Ե���ʵ��ֵ����һ������ͼ6��ʾģ�⾱��λ�ñ�ʵ�����ƫ�빰��������һ�£�������FEM�ٶ���Ħ������ƫ���йء�ͬʱ�����о���FEMģ��û�п��Dz��ϵ����Ը������ԡ������о�����[15-16]�����ϵĺ�������ָ����FLC���Ҳ����������Ե�Ӱ�졣���⣬����ʵ��õ���FLC���������ֵ��������������Լ���ʧ����������ʱ�̵Ĺ۲�������FEM-MSRԤ��õ���FLC��ʧ�ȸոտ�ʼ(����ɢ��ʧ��)�εĽ���������ɴ�Ԥ���FLC������Ϊ�ǶԲ��ϳ����Եĸ��ӱ��صĹ��ơ�
5 ����
1) �������MSRʧ�����FEMģ���AA3003��ĵ�FLC����Ԥ�⡣������ڵ�Ԫ�ĺ���Ӧ�估����Ӧ�����ʱ仯��ʷ���ж�����ʱ�̺;���λ�á�
2) �Ա�FEM-MSRԤ����M-K���۵ļ��㼰ʵ�������֣�FEM-MSRԤ��õ���FLC��������ʵ������Ϊ�Ǻϣ�����M-K���۵ļ�������
3) FEM-MSRԤ��õ���FLC�ǶԲ��ϳ����Խ�Ϊ���صĹ��ơ�
REFERENCES
[1] GOODWIN G M. Application of strain analysis to sheet metal forming problems in the press shop[R]. Chicago: Society of Automobile Engineers, 1968.
[2] ISO 12004-2: 2008. Metallic materials-sheet and strip determination of forming limit curves-part 2: determination of forming limit curves in laboratory[S].
[3] ASTM E2218-02. Standard test method for determining forming limit curves[S].
[4] MARCINIAK Z, KUCZYNSKI K. Limit strains in the processes of stretch-forming sheet metal[J]. International Journal of Mechanical Sciences, 1967, 9(9): 609-620.
[5] GEIGER M, MERKLEIN M. Determination of forming limit diagrams a new analysis method for characterization of materials�� formability[J]. CIRP Annals, 2003, 52: 213-216.
[6] PETEK A, PEPELNJAK T, KUZMAN K. An improved method for determining a forming limit diagram in the digital environment[J]. Journal of Mechanical Engineering, 2005, 51(6): 330-345.
[7] PEPELNJAK T, PETEK A, KUZMAN K. Analyses of the forming limit diagram in digital environment[J]. Advanced Materials Research, 2005, 6/8: 697-704.
[8] SITU Q, JAIN M, BRUHIS M. A suitable criterion for precise determination of incipient necking in sheet materials[J]. Materials Science Forum, 2006, 519/521(1): 111-116.
[9] SITU Q, JAIN M K, METZGER D R. Determination of forming limit diagrams of sheet materials with a hybrid experimental-numerical approach[J]. International Journal of Mechanical Sciences, 2011, 53(9): 707-719.
[10] VOLK W, HORA P. New algorithm for a robust user-independent evaluation of beginning instability for the experimental FLC determination[J]. International Journal of Material Forming, 2010, 4(3): 339-346.
[11] MARTINEZ-DONAIRE A J, GARCIA F J, VALLELLANO C. New approaches to detect the onset of localized necking in sheets under through thickness strain gradients[J]. Materials and Design, 2014, 57(5): 135-145.
[12] SAFDARIAN R. Forming limit diagram prediction of tailor welded blank by modified M-K model[J]. Mechanics Research Communications, 2015, 67: 47-57.
[13] SCHWINDT C, SCHLOSSER F, BERTINETTI M A, STOUT M, SIGNORELLI J W. Experimental and visco-plastic self-consistent evaluation of forming limit diagrams for anisotropic sheet metals: An efficient and robust implementation of the M-K model[J]. International Journal of Plasticity, 2015, 73: 62-99.
[14] WANG H, YAN Y, HAN F, WAN M. Experimental and theoretical investigations of the forming limit of 5754-O aluminum alloy sheet under different combined loading paths[J]. International Journal of Mechanical Sciences, 2017, 133: 147-166.
[15] ����. ��ͬ����·���½������ϵij��μ���[D]. ����: ������ҵ��ѧ, 2017: 33-37.
XU Yuan-hui. The forming limit of sheet metal under different loading paths[D]. Beijing: North China University of Technology, 2017: 33-37.
[16] ��ѧ��. �����������۵����Ͻ���ϳ��μ����о�[D]. ����: ���ִ�ѧ, 2016: 93-95.
ZHANG Xue-guang. Research on the forming limit of aluminum alloy sheet based on the damage theory[D]. Jilin: Jilin University, 2016: 93-95.
Prediction of forming limit curve of aluminum alloy sheet based on maximum strain-rate necking criterion
JIA Ya-juan1, ZHU Chen1, LI Sai-yi1, 2
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. Key Laboratory of Nonferrous Metal Materials Science and Engineering, Ministry of Education, Central South University, Changsha 410012, China)
Abstract: In this work, an instability criterion (maximum strain-rate instability criterion) was proposed to predict forming limit curve (FLC) of sheet metal based on finite element simulation. The criterion analyzed the entire deformation history of all elements in the specimen. The necking time and necking position were identified by tracking the temporal change of thickness strain and thickness strain-rate. The criterion could be applied to deformation processes with possible strain path changes. Application to the AA3003 aluminum sheet shows that the FLC predicted by the present method is in overall good agreement with the experimental results, and it is better than that predicted by the traditional M-K theory.
Key words: instability criterion; necking; forming limit curve; finite element simulation
Foundation item: Project(51571213) supported by the National Natural Science Foundation of China; Project (2017JJ2312) supported by the Natural Science Foundation of Hunan Province, China
Received date: 2018-06-22; Accepted date: 2018-11-16
Corresponding author: LI Sai-yi; Tel: +86-731-88876621; E-mail: saiyi@csu.edu.cn
(�༭ ��ѧ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51571213)������ʡ��Ȼ��ѧ����������Ŀ(2017JJ2312)
�ո����ڣ�2018-06-22�������ڣ�2018-11-16
ͨ�����ߣ������㣬���ڣ���ʿ���绰��0731-88876621��E-mail��saiyi@csu.edu.cn
ժ Ҫ�����������һ�ֽ������Ԫģ��Ԥ�������ij��μ�������(FLC)��ʧ����-���Ӧ������ʧ�������������е�Ԫ�������������ʷ��ͨ������Ӧ�估����Ӧ��������ʱ��ı仯���ж�����ʱ�̺;���λ�ã�����Ӧ���ڱ��ι����д���Ӧ��·���仯��������Ա�AA3003���Ԥ����ʵ�������֣���������Ԥ���FLC��������ʵ�������ϽϺã����ڴ�ͳM-K���۵ļ�������
