
���±�ţ�1004-0609(2009)06-1049-06
H65��ͭ�Ͻ�������ѹ�����е���֯�������ݱ�����
�� �ͣ��α�蹣��� �������±����� ��
(������ͨ��ѧ ������ѹ�����о����ģ����� 116028)
ժ Ҫ��
���ý���������ά��Ӳ���Ǻ�����ʵ�����H65��ͭ�Ͻ�������ѹ�����е���֯�������ݱ����������о������������������ѹ�����кϽ�����ǿ�ҵļ��б��Σ�����������λ����λ�����ᣬ�γ�ȡ����С���Ǿ��ṹ�����ű��γ̶ȵļӾ磬�Ͻ���¶����ߣ��ٽ��˶�̬�ٽᾧ�ķ�����С�ǶȾ���ͨ������λ���ȷ�ʽ����ɴ�ǶȾ��磬ʹ�Ǿ���ת���ϸС���ȵĵ��ᾧ����Ч������˲��ϵ��ۺ����ܡ�������֯���ݱ�����ѧʵ���еõ�֤����
�ؼ��ʣ�
H65��ͭ�Ͻ���������ѹ����֯�ݱ�����̬�ٽᾧ��
��ͼ����ţ�TG 146.21 ���ױ�ʶ�룺A
Characteristic of microstructure and properties evolution of H65 brass alloy during continuous extrusion process
SUI Xian, SONG Bao-yun, LI Bing, YUN Xin-bing, GAO Fei
(Engineering Research Center of Continuous Extrusion, Dalian Jiaotong University, Dalian 116028, China)
Abstract: The microstructure and properties evolution of H65 brass alloy during continuous extrusion were observed by OM, hardness-testing devices and universal-testing machine. The results show that severe plastic deformation (SPD) occurs in continuous extrusion of H65 brass alloy. A large number of dislocation and dislocation twins form. The sub-crystallization structure can be achieved. With increasing friction and temperature, the dynamic recrystallization occurs. After that, the low angle boundaries grow up to high angle boundaries through absorbing dislocation power. The homogeneous grain can be achieved. Continuous extrusion improves the properties of the material effectively. The microstructure evolution is demonstrated in the mechanical property experiments.
Key words: H65 brass alloy; continuous extrusion; microstructure evolution; dynamic recrystallization
������ѹ����(Continuous extrusion forming, ���Conform)����20����70���������Ӣ��Springfields�����о�����GREEN��������ģ���Ϊһ�����͵ļ�ѹ������������ѹ������ͻ�����ŵ㣬��ˣ��õ���ҵ��ļ����ע������൱Ѹ�ٵķ�չ��20����80��������ֵ�������ѹ��������ӱ֮�����ڽ���ѹ���ӹ��������ù���Ħ������Ϊ���ε��������ͼ���Դ���Ӷ���Ϊһ�ָ�Ч���ܵļӹ��¼������ü�����ʼ��Ҫ�������쳬���ȵ����ܣ������ֽ�һ����չ��������ѹ����������Ӧ�����������ߡ����ߵ���ͬ�����(CATV)���˸��ϼܿյ���(OPGW)������������ѹ�ѳ�Ϊ����ͭ��ͭ�Ͻ���С�Ͳġ��������Ͻ��̹ܡ�˫�������ߺ͵��°����Ȳ����������Ƚ��ӹ�������Ӧ��ʮ�ֹ㷺��
20����90����α�蹵�[1?2]��������ѹ�ܱ����ٶȳ���������ѹ�ֲ��ܱ���Ӧ�������β����������о������Ӷ���[3]��������ѹ�����̵��¶ȳ��������о������±���[4?7]������һ���Ʊ���ϸ�����ϵ��¼���?�����Ⱦ��Ǽ�ѹ������������[8?9]�������������ƹ�����ACR��ͭ�ܵ���֯�������ݱ�������о���2001�꺫����CHO��JEONG[10]������ά����Ԫ��������CONFORM������ѹ�������е�������������˴������о���2004��������RAAB��[11]��ECAP�CConform������ѹ�������о����ü�����ϵȾ��Ǽ�ѹ��������ѹ�������ķ�ʽ������ϸ���ṹ(UFG)���ϡ�2006��MANNINEN��[12?13]��ͭ������ѹ�����н����������з��������Ƕ��ڻ�ͭ������ѹȫ������֯�ݱ仹δ���о����������߽���������Ƶ�TLJ250������ѹ����ʵ�������ص㣬�Ի�ͭ������ѹ��ȫ���̽�����֯�������ݱ�ķ�����Ϊ��ͭ�Ͻ�������ѹ��ʵ�������ṩ����Ҫ��ָ�����塣
1 ʵ��
ʵ��ԭ���ϲ���H65��ͭ�Ͻ�����Ϊֱ��Ϊd8 mm�ĸ��Ϻ�����˻�����H65��ͭ�Ͻ���Ͼ���Ԥ�ȴ�����TLJ250������ѹ���Ͻ���������ѹ���飬����ѹ����ѹ��ˮ�䵽���£����d3.6 mmԲ���߲ġ�TLJ250��ѹ����ѹ��ֱ��Ϊ250 mm���ֲ۵Ŀ���Ϊ8 mm��ģ��Ϊd3.6 mm��Բ��ģ�ߡ�
������ѹ����ԭ��Ϊ����ѹ������ת�˶����ڼ�ѹ��Բ������һ���ι��ۣ�ǻ�幤��Բ���뼷ѹ�ֵ�Բ�����Ǻϣ�ǻ����װ�м�ѹģ��[14]��ͭ���Ͼ�ѹʵ��ѹʵ����Ħ�����������±��������뼷ѹǻ��������ǻ�嵲�Ͽ�ǰ����Բ���˶����������ǻ��ͨ��ģ������Ʒ��������ѹԭ��ͼ��ͼ1��ʾ��

ͼ1 ������ѹԭ��ͼ
Fig.1 Principle of continuous extrusion
�����и�������������и��Ƴɽ���������Ȼ������ĥ���⡢��ʴ����ʴ��ΪFeCl3(5g)+HCl(25 mL)+H2O(50 mL)��Һ���ý���������H65��ͭ�Ͻ������֯�ݱ���й۲죻��HVA-10Aά��Ӳ���Ǻ�����ʵ�����H65��ͭ�Ͻ�������ѹ��ͬ��������ܽ��вⶨ��
2 ����������
2.1 ԭ���ϵ�����֯
ͼ2��ʾΪH65��ͭ�Ͻ�������ѹǰ������֯����ͼ2�ɼ���H65��ͭ�Ͻ��˻�������֯�ɦ��ͦ�������ɣ����а�ɫ��֯Ϊ���࣬��ɫ��֯Ϊ���ࡣ������֯�ľ�����С�������IJ��ľ����ϱ�Ե�ִ�������Ϊ�IJ��ͱ�Ե�ļӹ��̶Ȳ�ͬ���¡��˻���������˻��Ͼ�����Щ�Ͼ��ڻ�������ϸС���Ͼ��������������ɫ��״��֯��������Ϊ������Ǧ�ۼ���һ����γɵģ���ƽ�������ߴ�ԼΪ60 ��m��
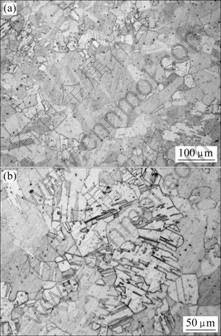
ͼ2 H65��ͭ�Ͻ�������ѹǰ������֯
Fig.2 Microstructures of H65 brass alloy before continuous extrusion: (a) Microstructure; (b) Twins microstructure
2.2 H65��ͭ�Ͻ�������ѹ�������֯
ͼ3��ʾΪH65��ͭ�Ͻ�������ѹ�������֯����ͼ3�ɼ�������������ѹ��H65��ͭ�Ͻ������֯�ɦ��ͦ�������ɣ�����Ϊ���ᾧ�������������ݽ���ľ����ֲ����ܾ��ȣ��IJ��ͱ�Ե������Сû�����Ե�����ƽ�������ߴ�Ϊ20 ��m���ң���ԼΪԭ���ϵ�1/3����ˣ�����������ѹ��H65��ͭ�Ͻ������֯�õ��˺ܺõ�ϸ����û�м�ѹ�ķ����ԣ��������ھۼ���Ǧ�ܽ��ڦ����У����Ծۼ�������������H65��ͭ�Ͻ��еĺ�ɫ��״��֯��ʧ�����ܵõ����ơ�

ͼ3 H65��ͭ�Ͻ�������ѹ�������֯
Fig.3 Microstructures of H65 brass strip after continuous extrusion: (a) Cross section; (b) Longitudinal section
2.3 ������ѹ�����и����Ա�����������֯
������ѹ�����̿��Է�Ϊ��ѹ��ǻ�������ͼ�ѹģǻ����������ѹ��ǻ��������ָ�ֲۺ�ǻ��ǰ��Բ������ɵı��������ֿ��Էֳ�4��������ͼ4��ʾ��Ħ�����б���������ֱ�������ճ������ֱ��������ѹ����ͼ5��ʾΪH65��ͭ�Ͻ�������ѹ��ǻ�ڲ�ͬ�������֯�ݱ���̡�

ͼ4 H65��ͭ�Ͻ�������ѹ�����и����Ա������ֲ�
Fig.4 Plastic deformation regions of H65 brass alloy in continuous extrusion process: (a) Friction-shearing deformation region; (b) Upsetting deformation region; (c), (d) Adhesion region; (e), (f) Right-angle bending region
��Ħ�����б����������ϳ�����ѹʵ��ѹʵ�����в�����������С�ı��δ�֮�⣬���������ϲ��ٷ������Σ�ֻ�ǽ���ճ�ڼ�ѹ�ֲ۵��ֲ۱��ϣ��漷ѹ����ת����ǰ�˶����ֲ۸������ϵ�����ЧĦ�����������ṩ����ʵ����ֱ��������������ǻ��͵���ʩ�����ϵ���Ħ���������ڸ������ڣ��������ż�ѹ��ת��������Σ��������������ڼ�ѹ����ת�ķ�����Կ��������Ļ����ߣ���ͼ5(a)��ʾ��
����ֱ��������������ֲ�����Ħ�����������·�����ֱ��Σ�����������ѹ�ֲۡ���ֱ�������������֣��ʶ���Σ����ڴ�����λ���ͻ����ߣ���ͼ5(b)��ʾ��
��ճ�������������ֲ�����Ħ�����������£������漷ѹ����ǰ�˶�������ճ���ڼ�ѹ�ֲ����γ��˻�ͭ?��ͭ��Ħ�������ڸ����ڿ��Կ���һ������״�ı�������ͨ������������״�ı�����֯��֮Ϊ���б��δ�����д�[15]����ͼ5(c)��ʾ�����д������������ṩ�ܺõ��κ����������д����нϸߵĴ����ܣ��������ٽᾧ�κˣ����⣬���д��Ǿ�ȡ��Ķ�����ҲΪȡ��˵�������������������ճ�����¶�(��ͼ4(d)λ��)�����ҵļ��б�������֯�ڲ������ܴ��Ӧ�䣬��ʹ�������ܶȲ����λ�����ɡ����ű��εļ�������Щ��������λ����Ӧ���������˶������ھ����ڲ��γ��˰�״�ṹ�����־����ڲ�λ����Ӧ��Ϊ��ȫ���γ����Ǿ�����ͼ5(d)��ʾ��
��ֱ��������ѹ���������ڵ��Ͽ�������·���ֱ������������ģǻ�ڼ�ѹ��Ʒ�� �ڸ����ڣ�������Ħ�����������½�����������ܵ�Ħ�����������ã������˽ϴ��������ʹ�����¶����ߣ��dz�������λ���� �˶��뷴Ӧ������ٽ��˶�̬�ٽᾧ�ķ�����ʹ�����õ����ͷţ�С�ǶȾ���ͨ������λ���ȷ�ʽ����ɴ�ǶȾ��磬ʹ�Ǿ����ϸС���ȵĵ��ᾧ���Ӷ�����֯����ʧ�����������Ѿ��൱ϸС����֯�ȽϾ��ȣ�ƽ�������ߴ���10 ��m���£���ͼ5(e)��(f)��ʾ��
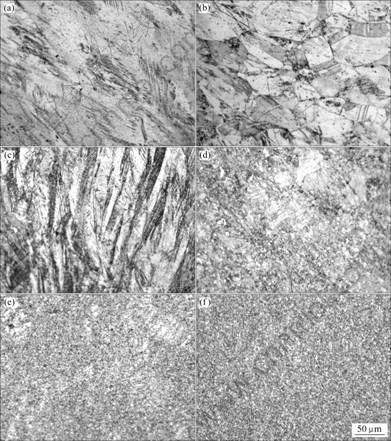
ͼ5 H65��ͭ�Ͻ�������ѹ��ǻ�ڲ�ͬ�������֯�ݱ����
Fig.5 Microstructure evolution of H65 brass alloy at different parts in continuous extrusion cavity: (a) Microstructure of friction-shearing deformation region; (b) Microstructure of upsetting deformation region; (c), (d) Microstructure of adhesion region; (e), (f) Microstructure of right-angle bending region
2.4 Ӳ��ʵ����������
��1����ΪH65��ͭ�Ͻ�������ѹ��������Ӳ�ȵ�ƽ��ֵ�����Կ������ڲ�����ĺ�����Ӳ�ȸߣ�ճ������Ӳ����ߡ���Ϊ�������͵��塢ǻ��Ӵ��������ϸߵ�Ħ�������¶����ߣ�Ӳ���½�����ֱ��������ѹ���ڣ������¶����ߣ�������̬�ٽᾧ������ϸС��Ӳ�ȵͣ���ճ�������ܵ���Ħ�����������Ϊ���ң�Ӳ����ߡ����Ͻ��ۺ�������ѹ��ǻ�е���֯�ݱ�������Ǻϡ�
��1 H65��ͭ�Ͻ�Ӳ��ͳ�Ʊ�
Table 1 Statistical table of hardness (HV) of H65 brass alloy

2.5 ����ʵ����������
��2����ΪH65��ͭ�Ͻ������������������H65��ͭ�Ͻ�������ѹ��ľ����õ�ϸ������֯���ȣ�����ǿ����������������ߡ��ӱ�2���Կ��������������������3��������������ߡ�����������˵����Ʒ���ۺ���ѧ����������ߡ�
��2 H65��ͭ�Ͻ�����������
Table 2 Tensile test result of H65 brass alloy

3 ����
1) H65��ͭ�Ͻ�������ѹ���������Ա�������ΪĦ�����б���������ֱ�������ճ������ֱ��������ѹ����
2) H65��ͭ�Ͻ�������ѹ�����з�����ǿ�ҵļ��б��Σ�����������λ����λ�����ᣬ�γ�ȡ����С���Ǿ��ṹ�����ű��γ̶ȵ����ӣ��Ͻ���¶����ߣ��ٽ��˶�̬�ٽᾧ�ķ�����С�ǶȾ���ͨ������λ���ȷ�ʽ����ɴ�ǶȾ��磬ʹ�Ǿ����ϸС���ȵĵ��ᾧ��
3) H65��ͭ�Ͻ�������ѹ�γɾ��ȡ�ϸС����֯��ʹ��ͭ�߲ĵĿ���ǿ�ȼ�����ָ��������Ե���ߣ�����������ۺ���ѧ���ܡ�
[1] ������, �α��, ������, �� ��. ������ѹ�ܱ����ٶȳ����������ʼ���[J]. �й���е����, 1999, 10(1): 60?63.
ZHANG Xin-yu, SONG Bao-yun, LI Ming-dian, GAO Fei. Analysis of velocity field and calculation of power in continuous extrusion plastic zone[J]. China Mechanical Engineering, 1999, 10(1): 60?63.
[2] ������, �α��, ���»�, ��ΰ��. ������ѹ�ֲ��ܱ���Ӧ�����������β�����ȷ��[J]. ���Թ���ѧ��, 1999, 6(3): 25?30.
LI Ming-dian, SONG Bao-yun, YANG Xin-hua, LI Wei-han. Stress analysis and determination of geometry parameters in plastic zone of wheel groove[J]. Journal of Plasticity Engineering, 1999, 6(3): 25?30.
[3] ���Ӷ�, ������, ��ӱ��, ��ѩ��. ������ѹ�����̵��¶ȳ��о�[J]. ���Թ���ѧ��, 2001, 8(1): 9?12.
CHU Can-dong, WANG Dong-zhe, PENG Yi-hong, RUAN Xue-yu. Study on temperature field of continuous extrusion forming process[J]. Journal of Plasticity Engineering, 2001, 8(1): 9?12.
[4] ���±�, �α��, �� ��. �����Ⱦ��Ǽ�ѹ�Ʊ���ϸ��ͭ[J]. �й���ɫ����ѧ��, 2006, 16(9): 1563?1569.
YUN Xin-bing, SONG Bao-yun, CHEN Li. Ultra-fine grain copper prepared by continuous equal channel angular press[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(9): 1563?1569.
[5] ������, ������, ʯ�。, ������. �Ⱦ��Ǽ�ѹ��ó�ϸ��ͭ���о�[J]. �ȼӹ�����, 2004(7): 6?7.
WANG Jian-min, XU Xiao-jing, SHI Feng-jian, JIANG Yin-fang. Investigation on ultra-fine grain copper by equal channel angular pressing[J]. Hot Working Technology, 2004(7): 6?7.
[6] ���岩, �Ծ���, ��Ӣ��, �� ��, �¾���. ����ECAP�����Ʊ���ϸ����[J]. �й���ɫ����ѧ��, 2006, 16(12): 2054?2059.
CHEN Yan-bo, ZHAO Jing-lei, SONG Dan, WEN Jing-lin. Preparation of ultrafine grained aluminium by continuous equal channel angular pressing[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(12): 2054?2059.
[7] �� ӽ, ��־��, �ܿƳ�. �����Ⱦ��Ǽ�����(��)������֯�ݻ�[J]. �й���ɫ����ѧ��, 2003, 13(1): 21?26.
LIU Yong, TANG Zhi-hong, ZHOU Ke-chao. Equal channel angular pressing process (ECAP) of pure Al (��)�� Microstructure evolution[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(1): 21?26.
[8] ������, ����, �˳�ƽ, ����ƽ, ��־��. �����������ƹ�����ACR��ͭ�ܵ���֯�������ݱ�[J]. �й���ɫ����ѧ��, 2006, 16(5): 881?886.
LIU Dong-hua, SU Yu-chang, DENG Chu-ping, HU Qi-ping, PAN Zhi-yong. Microstructure and properties of ACR copper tube during three-roll planetary milling process[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(5): 881?886.
[9] �� ��, �� ־, ������, ��ʿ��, �Ž���. �������������˶��������ι��ɵķ���ģ��[J]. ���Թ���ѧ��, 2005, 12(5): 70?73.
LI Bing, YANG Zhi, LIU Hua-min, ZHANG Shi-hong, ZHANG Jin-li. Computer simulation on the movement and deformation rules of three-roll planetary rolling process of copper tube[J]. Journal of Plasticity Engineering, 2005, 12(5): 70?73.
[10] CHO J R, JEONG H S. Parametric investigation on the curling phenomenon in CONFORM process by three-dimensional finite element analysis[J]. Journal of Materials Processing Technology, 2001, 110: 53?60.
[11] RAAB G J, RUSLAN Z V, TERRY C L, YUNTIAN T Z. Continuous processing of ultrafine grained Al by ECAP-conform[J]. Mater Sci Eng A, 2004, 382: 30?34.
[12] MANNINEN T, KATAJARINNE T, RAMSAY P. Analysis of flash formation in continuous rotary extrusion of copper[J]. Journal of Materials Processing Technology, 2006, 177: 600?603.
[13] KATAJARINNE T, MANNINEN T, RAMSAY P. Numerical simulation of flash formation in continuous rotary extrusion of copper[J]. Journal of Materials Processing Technology, 2006, 177: 604-607.
[14] �α��. ������ѹ���������������������о��빤��ʵ��[J]. �й���е����, 1998, 9(8): 69?72.
SONG Bao-yun. Theoretical study and engineering practice in continuous extrusion and continuous cladding technology[J]. China Mechanical Engineering, 1998, 9(8): 69?72.
[15] ë����, ���±�. �������ٽᾧ�뾧������[M]. ����: ұ��ҵ������, 1994: 14?28.
MAO Wei-min, ZHAO Xin-bing. Crystallization and grain growth of metals materials[M]. Beijing: Metallurgical Industry Press, 1994: 14?28.
������Ŀ��������Ȼ��ѧ�����ص�������Ŀ(50635020)
�ո����ڣ�2008-06-19�������ڣ�2008-06-10
ͨѶ���ߣ��α�蹣����ڣ���ʿ���绰��13604241311��E-mail: songby@djtu.edu.cn
ժ Ҫ�����ý���������ά��Ӳ���Ǻ�����ʵ�����H65��ͭ�Ͻ�������ѹ�����е���֯�������ݱ����������о������������������ѹ�����кϽ�����ǿ�ҵļ��б��Σ�����������λ����λ�����ᣬ�γ�ȡ����С���Ǿ��ṹ�����ű��γ̶ȵļӾ磬�Ͻ���¶����ߣ��ٽ��˶�̬�ٽᾧ�ķ�����С�ǶȾ���ͨ������λ���ȷ�ʽ����ɴ�ǶȾ��磬ʹ�Ǿ���ת���ϸС���ȵĵ��ᾧ����Ч������˲��ϵ��ۺ����ܡ�������֯���ݱ�����ѧʵ���еõ�֤����
