
���±�ţ�1004-0609(2014)06-1578-07
����ʽ��ģ����ģ��Ħ������ֵ����
��ѩ��1, 2�����ʤ1��������3
(1. ������ҵ��ѧ ��ѧԺ������ 100083��
2. ���ɹ�ũҵ��ѧ ���繤��ѧԺ�����ͺ��� 010018��
3. ����ƹ����ŵ����о��������ͺ��� 010076)
ժ Ҫ��
Ϊ�о���������ʽ�����ʻ�ģ���ͻ�Ħ�����ԣ����ô���ѧԭ����������ģ��ѹ�����ص㣬��42CrMo��Ϊ��ģ���ϣ��������ͻ���ģĦ���ȷ�����ѧģ�ͣ�������Solidworks��ANSYS���������ϳ������а�ģĦ���Ƚ����¶ȳ���ֵģ�����鼰���ݶԱȷ����������������ģ�¶��湤��ʱ�����ӳ��������ƣ�����ĥ��������Ͳ�ڡ���ڼ���ģ������¶������ٶȲ�ͬ����ģ�¶�������ģת�ٱ仯���仯�����ڱ��¶���ģת�ٴ�240r/minʱ���������������ľ��������״̬��ͨ������ģ�߲��ϡ����ϡ������ʵ�������أ�����Ч��������ľ���ش������¶�ʱ�䣬������ϳ���������
�ؼ��ʣ�
����ʽ����������������Ħ������ANSYS������
��ͼ����ţ�TK6��TH122��TP391.9��TG115.5+8��TG76���� ���ױ�־�룺A
Numerical analysis of friction heat of plunger biomass ring briquetting mold
DE Xue-hong1, 2, YU Guo-sheng1, ZHAI Xiao-min3
(1. College of Mechanical Engineering, Beijing Forestry University, Beijing 100083, China;
2. College of Mechanical and Electrical Engineering��Inner Mongolia Agricultural University, Hohhot 010018, China;
3. Sixth Research Institute, Aerospace Science and Industry Group of China, Hohhot 010076, China)
Abstract: Heat transfer theory and characteristics of biomass ring briquetting mold under general condition were used to establish friction heat analysis model of the female die of ring briquetting mold. Numerical simulation experiment about friction heat formation process of the female die with material of 42CrMo was carried out by using of Solidworks and ANSYS software. The results show that the female die temperature of briquetting presents increasing trend with running time increasing. The temperature rising speeds are different from the internal and external surface and the shape holding tube of female die. The temperature of female die internal surface increases with rotating speed of punch increasing. The positive softening rate of lignin appears when the rotating speed of punch reaches 240 r/min. By adjusting the relevant factors of the mold material, structure, materials and production efficiency, etc., the time of reaching softening temperature point of lignin is shorten, and the material shaping quality is improved.
Key words: plunger; biomass; briquetting; friction heat; ANSYS software
�����ʹ̻����ͼ����ڵ�������������ܻ�����ʱ��Խ��Խ��Ҫ[1]�����������ϱ���ѹ�����̷�Ϊ��ѹ���ͺ���ѹ���ͣ�������ѹ����������н��ܻ������ŵ㣬Խ��Խ�����ӡ���ѹʽ��ģ��ѹ���ͻ�����������ߡ��ܺĵ͡����������õ��ŵ㣬��Ϊδ�������ʹ̻������豸����Ҫ��չ����[2-5]��Ȼ�����ó��ͻ��ķ�չ�����еĹؼ�����������ģ�������͡��ɱ��ߵ������ܵ�������Լ���ֽ���ڸó��ͻ����о���ֻ�dz����Σ�δ�и���ģ��������ṩ��������������ݡ�Ŀǰ�����з�������ʽ��ģ��ѹ���ͻ�����ȡ�����л�ģ���ͻ��ŵ㣬�Ҽ������价ģ��ѹ��֮��Ħ���ܺ���ʧ��������ѹ������ģ�����м���Ħ�������ܡ���Ч���ŵ㡣�ڳ��������о������У�����ѧ�߶���ѹ���͵��о��϶࣬������ѹ���ͷ�ʽ���о���ֻ����ͨ����ѹ�����ͻ�����������ǻ��Ħ���Ƚ��������۷���[6-8]����û��ѧ�߶����͵�����ʽ��ģ���ͻ�Ħ����������¶Ƚ��������о���Ϊ�ˣ��������߶������з�������ʽ��ģ��ѹ���ͻ�Ħ����������¶ȳ����������۷�����Ϊ����������ṩ�������������ݡ�
������������������ģ���Ͱ�ģ�ڱ���ѹ�������μ�λ�ƣ��밼ģ�ڱڽӴ�����Ħ�����в�������ת��Ϊ���ܡ�Ħ�����ȶ���ѹ��������Ҫ���ã������������ܿ�ʹ���Ϻͳ���ģ��(ģ����ģ)�¶����ߣ����������¶��ʶ�����������������������������������������ľ�������ʵ��¶�����������ճ��̻�����[5]�����¶���70~110 ��ʱ��ľ����ճ������ʼ���ӣ�200~300 ��ʱľ���ؿ�ʼ���ڣ���ճ����ά�����ã���ʱ�ý�С�����ʹ���Ͻ��ӳ��ͣ���ȴ�̻�����������á���ˣ������ϳ�����Ħ���ȷ�������������ʽ��ģ���ͻ�����������ش�[9-12]����������ͨ���������ڰ�ģ�����̵ķ�������Solidworks��ģ����ANSYS����Ԫ������ģ�ⰼģ��Ħ���Ȳ����¶ȳ���������ģ�Ľϴ�ѹѹ�������£�Ϊʹ�����ʵ���Ħ������ʹ���Ͱ�ģ�¶Ⱦ����ܳ�ʱ�䱣����70~110 ��֮�䣬ȷ������֮����Ӧ��ģת�٣�����֤��ýϸߵ����ϳ�������[13-15]��
1 ����ʽ����ģ��Ħ���ȷ���
1.1 ��������
���������ϱ���ѹ��������һ�����ѹ�������Ƽ���ѹ3���Σ�����ѹ������Ҫ�����ڰ�ģ��ڴ�С�ξ��롣�ձ����밼ģ�ڴ�����ɢ������ģѹ����ѹǿѸ����ߣ����ֵ���ٻ����½������ڴ˹��̷���ʱ�伫�̣�����Ϊ��ʽѹ������ʱ������Ҫ�������Ա��Ρ���ģ���������£���ѹ�����ֵ�������밼ģ����Ի��ƹ��̣���ʱ���Ħ������Ħ����ת������������ѹǿ��ʼ���ͣ���ʼ���뻬�ơ���ѹ�Ρ�����ʱ���Ϸ����������Ա��Σ���������μ�С�ɺ������������ʴ˴�����ģѹ��ȫ���ڿ˷������밼ģ��Ħ���������������������ڽ��뻬�ƺͱ�ѹ���Ѵ�����ܶȣ�����ѹ�����ڰ�ģǰ��С�������ҽ϶�ʱ������ɣ�Ϊ��ģ�ͣ����������ڸս��밼ģǻ��������ܶȣ��Ҿ��������������������أ���Ϊ�����밼ģͲ�ڼ�Ħ�������ڳ���ģ��ѹ����
���ϱ���ѹ�����е����������Ǹ��ӵĹ��̡�������ģ��ѹ�²����������Ա��Σ����밼ģ������Ի��ƣ������ܰ���̿���������Ѷ�����о�ȷ����������Ϊ��������Դ���������ϵı��μ������Ա仯���أ���������Ҫ�����������ܼ�ѹ�����ܼ������밼ģĦ�������IJ���ɢ����������ʹ����ת��Ϊ���ڲ���ԴĦ�����ȡ��������⡣
1.2 ������ȷ������������
��������ʽ��ģ���ͻ���ѹ���ϳ������У�����(���ͺ�����������)��ģ(��ѹ���Ϻ�Ѹ����������)��Ħ����Ӱ����Խ϶̣������Ͱ�ģһֱ���������ϵ�Ħ�������£���Ħ����Ӱ��ϴ������Գ��Ͱ�ģ��Ϊ�о������谼ģ�ڱ������ϼ�����ȶ������ܶ�Ϊqw(W/m2)������Ͱ�ģ�ڱ������ܶ�qw�ɸ�����ʽȷ����
 (1)
(1)
ʽ�У���Ϊ��������ϵ������ΪĦ��ϵ���� Ϊ�Ӵ���ƽ��Ӧ����Pa��vΪ���������ٶȣ�m/s��
Ϊ�Ӵ���ƽ��Ӧ����Pa��vΪ���������ٶȣ�m/s��
������Ҫ���������������£�
1) ��������ϵ��������������ѡ��ƽ��ֵ��ͬ������˲ʱ����[16]���ó�������Ͱ�ģ����
 (2)
(2)
ʽ�У���1����2�ֱ�Ϊ���ϡ���ģ����ϵ����W/(m����)��u1��u2�ֱ�Ϊ���ϡ���ģ��Ի����ٶȣ�m/s���˴�u1=u2��K1��K2�ֱ�Ϊ���ϡ���ģ����ϵ����(����K=��/(��c)��cΪ���ȣ�J/(kg����)����Ϊ�ܶȣ�kg/m3��eΪƽ�����ȽӴ������m��
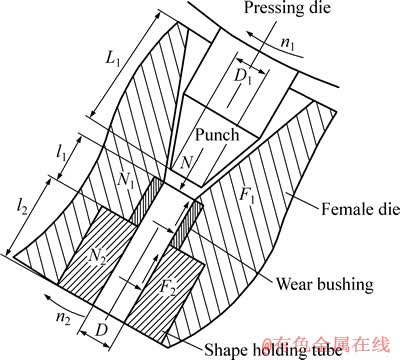
ͼ1 �����ʳ��;ֲ�����ʾ��ͼ
Fig. 1 Force schematic diagram of biomass briquetting
2) ���Ͱ�ģ�Ӵ���ƽ��Ӧ����Ϊ��߰�ģ���������ͳɱ������Ͱ�ģ��Ƕ����ĥ��������Ͳ���������ڰ�ģ�ڻ���ʱ��������Ͳ����״̬��ͼ1��ʾ(����ģ�߳��Ͳ�λ����ʾ��ͼ)��
ͼ1��NΪ���ͽ�ƽ��Ӧ����Pa��N1��N2�ֱ�Ϊ�����ڱڡ�����Ͳ�ڱ���������������Pa��DΪ��ģֱ����m��l1��l2�ֱ�Ϊ��������Ͳ���ȣ�m��L1Ϊģ���밼ģ���ȣ�m��
���������������ƽ��ģ�����
N��D2=��Dl1��1N1+��Dl2��2N2 (3)
ʽ�У�N1=N2=����1����2�ֱ�Ϊ���ס�����Ͳ�����ϼ�Ħ��������ȡ��1=��2��
3) ���������ٶ�v���������������ϳ������г��ͻ���ѹ������ͨ��ģ����ģ���³��������˶�ʵ�ֵģ��������밼ģ�䷢������Ի����Dz������ģ�����ģת�ٺܸߣ�Ϊ���㣬�ɽ�����Ϊ�������������Ƶģ��ʽ�Ħ������ת��Ϊһ�������ȹ��̣������뵱�������ٶ�v���ݴˣ������Ͻ��밼ģ������ܶȦѡ����У�
 (4)
(4)
ʽ�У�tΪģ����ʱ�䣬s����Ϊѹ���ȣ���=��1/�ѣ���1Ϊѹ��ǰ�����ܶȣ�kg/m3��n1Ϊѹģת�٣�r/s��Z1Ϊѹģ��ģÿ�Ÿ�����
2 ����Ԫģ��
ͼ2��ʾΪ���о�������Ƶ���������ʽ��ģ���ͻ�����ģ�߽ṹ���乤�����β����ߴ�(��ͼ1��ʾ)���£�D=0.010 m��D1=0.010 m��l1=0.020 m��l2=0.035 m��L1=0.040 m����1=��2=0.3�����γߴ�ȡ��ģ��ģ��1/100��������ס�����Ͳ����ģ����Ͼ�ѡ42CrMo������ѡľм�������ϳ��������ѹǿ120 MPa�������ѹǿ80 MPa��ȡƽ������ѹǿΪ100 MPa��
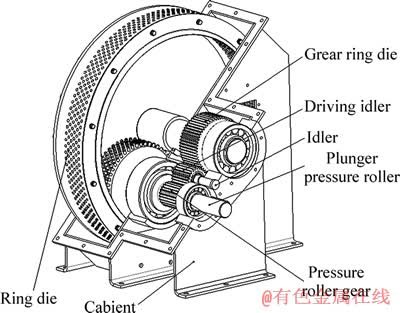
ͼ2 ����ʽ����ģ�߽ṹʾ��ͼ
Fig. 2 Structure sketch of plunger ring briquetting mold
2.1 ģ�ͽ�������Ԫ����
���ͻ�ģ�߳��Ͳ�λ��ģ�Ͱ�ģ��ɣ�������������ڰ�ģǻ�������������ÿһ������ģ����ԭ����ͬ����ȡ��ģ��ģ��1/100��Ϊ���������Խ�����ά����ģ�͡����1����[17-18]��ȡ80 ��ʱ����������������ݡ�
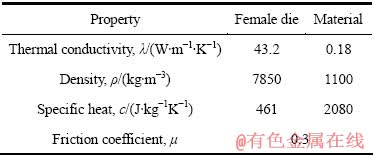
��1 80 ��ʱ��������
Table 1 Property of materials at 80 ��
����ѡ��SOLID90��ʮ�ڵ������嵥Ԫ���з������õ�Ԫ����ά�˽ڵ�ʵ�嵥Ԫ��SOLID70�ĸߴ���ʽ����������ά��̬��˲̬�ȷ��������ʮ�ڵ�ӵ��һ���¶��κ������ʵ��¶�Э����״���ɺܺ���Ӧģ����ά�������߽߱硣�������ܷ�����ʵ�����ɻ��������ǵ����ʱ�Բ��������Բ���ȡֵ���߽缰��ʼ�����ȵĴ�����ѡȡ��ģ��ģ1/100��Ϊ����ģ�ͣ�����ʵ�ʼӹ��е��ǡ�Բ�ǵȽ����˼���������ͼ3��ʾ��ģĦ��������Ԫ����ģ�͡�
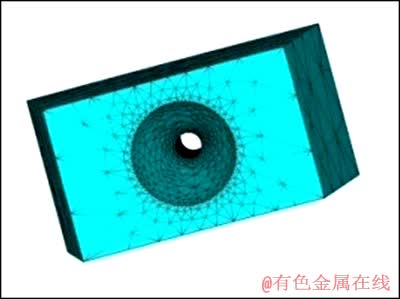
ͼ3 ��ģĦ��������Ԫ����ģ��
Fig. 3 Friction heat finite element analysis model of female die
2.2 �����ַ��̼��߽�����ȷ��
��������ѡ����ά����̬������Դ����ģ�ͽ�����������ʽ�����ʻ�ģ���ͻ���ģĦ�����¶ȳ�������ά����̬�ַ���Ϊ
 (5)
(5)
ʽ�У�TΪ�¶ȣ��棻��Ϊ�ȴ���ʱ�䣬s��
��ģ�ڱ���Ħ�������ȶ���������������߽���������ʽ(1)~(5)����������ܶ�qw����ģ����ɢ����Ҫ����ͬ�ʽ������������д������ȣ���������ϵ��һ��43.2 W/(m2����)����ģ������Ӵ���Ҫ���ȷ�ʽ�Ƿ�����ȼ��������ȣ��˴�ͳһ�����ȿ��ǣ����ڶ���߽������������ϵ��ͨ��3~15 W/(m2����)������ȡ����ֵ12 W/(m2����)����ϵͳ��ʼ�¶�Ϊ25 �档
2.3 Ħ���Ȳ�������
1) ͼ4��ʾΪ��ģת��Ϊ160 r/minʱ��ģ��90��150��180��200 min 4��ʱ��Ħ�����¶ȳ��ֲ�״̬ͼ����ͼ4��֪������һʱ�̣����Ͱ�ģ����λ�¶����뷢��Ħ��������������ʼ�С���ơ�����Ҫ���߽����ʩ��������ʹ����ģ���ڲ����ݹ����У�����ÿһԪ��������һ���������Ԫ����������ߣ��������¶����ߣ���һ��������ݣ���ģ�͵�����Ԫ��������������غ㶨�ɡ����ɿ�����ͼ4(a)~(d)�г��Ͱ�ģ�¶���˳�������ߵģ����湤��ʱ���ӳ���ģ�¶������ߣ�����Ҫ����Ħ���Ȳ��ϲ�������ɢ���ٶ��������Ե�ʡ�
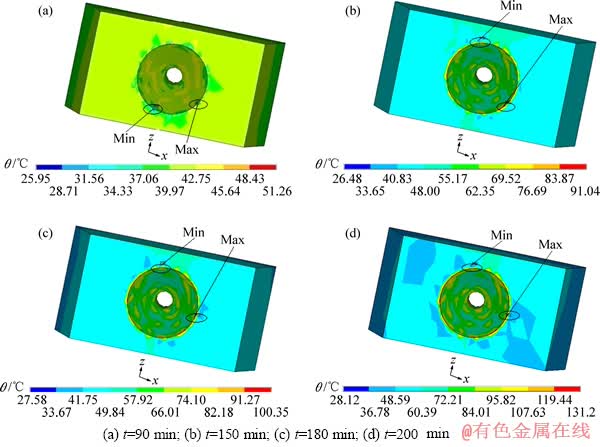
ͼ4 ��ģ��ͬ����ʱ���¶ȳ�ͼ
Fig. 4 Temperature field chart of female die at four typical operating times

ͼ5 ��������Ͳ�ڡ���ڼ���ģ����¶��湤��ʱ��仯����
Fig. 5 Temperature change curves of internal (a), exterior (b) surface of bushing and shape holding tube and external surface (c) of female die
2) ͼ5��ʾΪ��ģ�г�������Ͳ�ڱڡ���ڼ���ģ��ڸ����¶��湤��ʱ��仯���ɡ���ͼ5(a)�ɿ�������ģ��������Ͳ�ڱ��¶��湤��ʱ��仯���ɣ�����120 min(72��102 s)�ڣ�����70 �����£�δ������ľ���������㣬��120~185 min(72��102~ 111��102 s)ʱ�����¶ȱ�����70~110 ��֮�䣬����ľ���ر����������¶ȷ�Χ�ڣ���ʱ���ϳ���������ߣ������ڴﵽľ���������¶���ʱ�ϳ�(��120 min)��ʹ���ͻ�����������Խϳ�ʱ������������ϳ��������������ϳ����������岻�á�
3) ͼ5����ӳ�˰�ģ�����ڡ���ڼ���ģ����湤��ʱ�������ͬ���¶ȱ仯���ߡ���ͼ5�е����߿�֪����ͬһʱ��(��120��102 s)����ģ�����ڱ�(ͼ5(a))�����(ͼ5(b))����ģ���(ͼ5(c))���ߵ��¶ȷ����Dz�ͬ�ģ���°�ģ��ͬ��λ�γ��²������Ӧ�������а�ģ�����ڱںͰ�ģ�������²��γ���144��102 sʱ�̣���138 ��(��32~170 ��)�����ⲻ���Բ�����ƣ�ͣ��ɱ�֤ģ����������ͼ5(a)��(c)��֪�������ڱڼ���ģ����湤��ʱ��ӳ����¶�����������С���ģ�����Ҫ��Ħ������������������ɢ�ȹ�����Ի�����Ե�ʣ������ʵ��Ħ��ɢ�Ȼ�����ģ�ͽ�������ʵ�ʡ�
3 ȷ��ģת��
3.1 ģ�����
��ģ���ͻ��ڲ�ͬģת�������£����Ͱ�ģ�����ߵ��¶��Dz�ͬ�ģ������ģ����n1=180 r/min��n2=240 r/min��n3=300 r/min 3�ֲ�ͬת�٣���ȡ��60min��240min����ʱ�̰�ģ���ס���ģ���¶ȳ��ֲ�״̬�ֱ���ͼ6��ʾ��
3.2 ģת��ȷ��
���ݰ�ģ�¶ȳ�(��ͼ6)����ģ������¶ȱ仯����(��ͼ7)�ۺϷ�����֪������ģ������60 minʱ����ģ�ڱ��¶���ģת��Ϊn3=300 r/min״̬ʱ���ȳ���70 �桢��106 ��(��ͼ6(e))����ʹ�������ȴ�ľ���������¶ȣ���������240 minʱ����ģ�¶�Ҳ��300 r/min��״̬�£�����������260 �棬������300 minʱ����ģ�¶Ƚӽ�300 ��(ͼ6(f)��ͼ7(c))����ʹ�¶����߹��죬�׳������ϵĽ�������Ӱ�����������������ģת��n1=180 r/minʱ����ģ�¶��ڹ���150 min��Ŵ�70 ��(ͼ6(a)��ͼ7(a))���ڴ��ڼ����ϳ�����������������������������Բ��ģת��n2=240 r/minʱ����ģ�¶��ڳ��ͻ�����60~300 minʱ���ڱ�����70~175 ��֮��(��ͼ6(c)��(d)��ͼ7(b))����ʹ��ģ�ڱڽϳ�ʱ���������ľ���������¶ȷ�Χ�ڣ�ʹ���ϳ���������ԽϺ����ȶ����ۺ������ȽϿ���ȷ����n2Ϊ���ģת�١�

ͼ6 ��ͬģת���°�ģ��ͬ����ʱ���¶ȳ�ͼ
Fig. 6 Temperature field chart of female die at two typical operating times in three punch rotating speeds
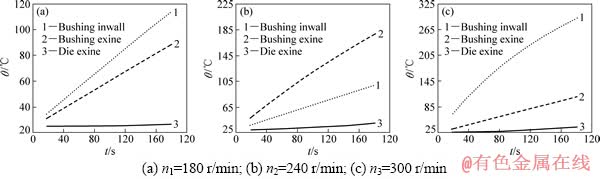
ͼ7 ��ͬģת���°�ģ�¶��湤��ʱ��ı仯����
Fig. 7 Temperature history of female die at three rotating speeds of punch
4 ����
1) ��������ʽ���ͻ�Ħ�������������ܶ�qw�����ϡ�ģ�߲��ϡ������ʵ������йأ��ʵ�ѡȡ������������ľ���شﵽ�����¶�����ʱ�䣬��֤�����������
2) �������밼ģ֮�������Ħ����ʹ��ģ����λ���ߵ��¶Ȳ�ͬ�������γ��²�С��������Ӧ����С����֤���Ͱ�ģ������
3) ���о�����������ʽ�����ʳ��ͻ������������У���ģ�¶��湤��ʱ���������ģת�����ӳ����������ƣ���ȡģת��n2=240 r/minʱ����ģ�ڱ��¶������ٶȽ�Ϊ����������������ľ�������������������ϸߡ�
REFERENCES
[1] ŷ��˫ƽ, ������, ������, ����ˮ, �Ϻ���. �����ʹ������ȼ�ϻ�ģ���ͼ����о���չ[J]. ��������Դ, 2011, 29(1): 14-18.
OU YANG Shuang-ping, HOU Shu-lin, ZHAO Li-xin, TIAN Yi-shui, MENG Hai-bo. The research progress in biomass annular mould forming for fuel technology[J]. Renewable Energy Resources, 2011, 29(1): 14-18.
[2] MANI S, TABI L G, SOKHANSANJ S. Effects of compressive force, particle size and moisture content on mechanical properties of biomass pellets from grasses[J]. Biomass and Bioenergy, 2006, 30(7): 648-654.
[3] ������. ���������ʹ�����ͻ����о��Ļ�ģƣ����������[D]. ����: ɽ����ѧ, 2010: 1-84.
WU Yun-yu. Fatigue life study of loop die basic on biomass pelletizing mechanism[D]. Jinan: Shandong University, 2010: 1-84.
[4] KALIYAN N, MOREY R V. Natural binders and solid bridge type binding mechanisms in briquettes and pellets made from corn stover and switch grass[J]. Bioresearch Technology, 2010(101): 1082-1090.
[5] �ź��, ����ƽ, �� ��, ����ǿ. ��������ѹ����ģ��Ħ���ȷ���[J]. ũҵ����ѧ��, 2011, 27(9): 58-62.
DU Hong-guang, DONG Yu-ping, WANG Hui, GUO Fei-qiang. Analysis of friction heat formed in biomass cold briquetting mold[J]. Transactions of the CSAE, 2011, 27(9): 58-62.
[6] ������, ����ƽ. ��������ѹ�����¶ȳ���ֵģ��[J]. ��������Դ, 2004(2): 23-25.
GAO Ming-wang, DONG Yu-ping. Numerical simulation of temperature field of biomass thermal compression[J]. Renewable Energy Resources, 2004(2): 23-25.
[7] DEVI L, PTASINSKI K J, JANSSEN F J J G, van PAASEN S V B, BERGMAN P C A, KIEL J H A. Catalytic decomposition of biomass tars: Use of dolomite and untreated olivine[J]. Renewable Energy, 2005, 30(4): 565-587.
[8] KALIYAN N, MOREY R V. Factors affecting strength and durability of densified biomass products[J]. Biomass and Bioenergy, 2009, 33: 337-359.
[9] ������, ���ʼ�, ����ƽ. ����ANSYS�Ľո�������������ͷ������[J]. ũҵ��еѧ��, 2009, 40(12): 130-134.
SUN Qi-xin, ZHANG Ren-jian, DONG Yu-ping. Simulation analysis of compressing molding under general condition for straw biomass based on ANSYS[J]. Transactions of the Chinese Society for Agricultural Machinery, 2009, 40(12): 130-134.
[10] YUMAK H, UCAR T, SEYIDBEKIROGLU N. Briquetting soda weed (salsola tragus) to be used as a rural fuel source[J]. Biomass and Bioenergy, 2010, 34(5): 630-636.
[11] ��ʥ��, �����, ��Ⱥ��, �� ɭ, �� ��, ������. �ݸ˼�ѹʽ�����ʳ��ͻ��Ż����������[J]. ũҵ��еѧ��, 2010, 41(7): 96-100.
LIU Sheng-yong, YANG Guo-feng, YANG Qun-fa, WANG Sen, HUA Lei, WANG Xiao-dong. Optimal design and experiment of screw briquetting biomass fuel machine[J]. Transactions of the Chinese Society of Agricultural Machinery, 2010, 41(7): 96-100.
[12] ������, ����ˮ, �Ϻ���, ������, ������. ģ��ʽ�����ʿ���ȼ�ϳ��ͻ���������[J]. ũҵ��еѧ��, 2010, 41(12): 121-125.
HUO Li-li, TIAN Yi-shui, MENG Hai-bo, ZHAO Li-xin, HOU Shu-lin. Parameters experiment of biomass pellet mill performance[J]. Transactions of the Chinese Society of Agricultural Machinery, 2010, 41(12): 121-125.
[13] SAEED MOAVENI. Finite element analysis: Theory and application with ANSYS[M]. New Jersey��Prentice Hall, 1999.
[14] KALIYAN N, MOREY R V. Factors affecting strength and durability of densified biomass products[J]. Biosystems Engineering, 2009, 33(3): 337-359.
[15] ������, ������, ����ƽ. �����ʼ�ѹ�����еľ�ˮѹӦ��[J]. ��������Դ, 2006(2): 28-31.
TANG Ai-jun, MA Hai-long, DONG Yu-ping. Hydrostatic pressure in biomass briquetting process[J]. Renewable Energy, 2006(2): 28-31.
[16] ��ʫ��. Ħ��ѧԭ��[M]. ����: �廪��ѧ������, 1990: 296.
WEN Shi-zhu. Principles of tribology[M]. Beijing: Tsinghua University Press, 1990: 296.
[17] ��ά��, �� ��, Ҧ���գ������ʵ���ϵ���IJⶨ����[J]. ũҵ����ѧ��, 1996, 12(3): 38-41.
YI Wei-ming, GUO Chao, YAO Bao-gang. Measurement methods of heat conduct coefficient of biomass[J]. Transactions of the CSAE, 1996, 12(3): 38-41.
[18] ������. ľ�ľ�����ϵ���������Ƶ�[J]. ���\�����豸, 2010, 8(6): 271-276.
ZHOU Mei-xiang. Theoretical derivation on wood thermal diffusivity in radial direction[J]. Drying Technology and Equipment, 2010, 8(6): 271-276.
(�༭ ����)
������Ŀ�����ҡ�ʮ���塱�Ƽ�֧�żƻ�����(2012BAD30B0205)
�ո����ڣ�2013-03-14�������ڣ�2014-03-10
ͨ�����ߣ����ʤ�����ڣ���ʿ���绰��010-62338141��E-mail��sgyzh@bjfu.edu.cn
ժ Ҫ��Ϊ�о���������ʽ�����ʻ�ģ���ͻ�Ħ�����ԣ����ô���ѧԭ����������ģ��ѹ�����ص㣬��42CrMo��Ϊ��ģ���ϣ��������ͻ���ģĦ���ȷ�����ѧģ�ͣ�������Solidworks��ANSYS���������ϳ������а�ģĦ���Ƚ����¶ȳ���ֵģ�����鼰���ݶԱȷ����������������ģ�¶��湤��ʱ�����ӳ��������ƣ�����ĥ��������Ͳ�ڡ���ڼ���ģ������¶������ٶȲ�ͬ����ģ�¶�������ģת�ٱ仯���仯�����ڱ��¶���ģת�ٴ�240r/minʱ���������������ľ��������״̬��ͨ������ģ�߲��ϡ����ϡ������ʵ�������أ�����Ч��������ľ���ش������¶�ʱ�䣬������ϳ���������
[3] ������. ���������ʹ�����ͻ����о��Ļ�ģƣ����������[D]. ����: ɽ����ѧ, 2010: 1-84.
[5] �ź��, ����ƽ, �� ��, ����ǿ. ��������ѹ����ģ��Ħ���ȷ���[J]. ũҵ����ѧ��, 2011, 27(9): 58-62.
[6] ������, ����ƽ. ��������ѹ�����¶ȳ���ֵģ��[J]. ��������Դ, 2004(2): 23-25.
[9] ������, ���ʼ�, ����ƽ. ����ANSYS�Ľո�������������ͷ������[J]. ũҵ��еѧ��, 2009, 40(12): 130-134.
[15] ������, ������, ����ƽ. �����ʼ�ѹ�����еľ�ˮѹӦ��[J]. ��������Դ, 2006(2): 28-31.
[16] ��ʫ��. Ħ��ѧԭ��[M]. ����: �廪��ѧ������, 1990: 296.
WEN Shi-zhu. Principles of tribology[M]. Beijing: Tsinghua University Press, 1990: 296.
[17] ��ά��, �� ��, Ҧ���գ������ʵ���ϵ���IJⶨ����[J]. ũҵ����ѧ��, 1996, 12(3): 38-41.
[18] ������. ľ�ľ�����ϵ���������Ƶ�[J]. ���\�����豸, 2010, 8(6): 271-276.
