
���±�ţ�1004-0609(2011)11-2751-06
���Ͻ���ѹ�����ι��ɼ�����
�� ��1, ������2, �� ��1, ������1
(1. ������������ѧ ���Ͽ�ѧ�빤��ѧԺ�������� 150040��
2. ��������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ�������� 150001)
ժ Ҫ��
Ϊ�˽�ʾ�ͼ�Ԥ�����з�����ѹ�����εĻ�������������Ԫģ�⼰���飬��7075���Ͻ���ѹ�����̽��з������о����������Է�����ѹ������������Ϊ��Ӱ����ɡ�������������ŷ������߶ȵ�����ѹ�����β������������������ؾ����������������࣬��ѹ�����κ����������Ϊ�ĸ��ӳ̶�Ҳ��֮����ͨ������ʵ���������֤��������ģ�����ǺϽϺã�Ϊ���Ӷͼ�Ԥ�������յ��ƶ��ṩ���������ݡ�
�ؼ��ʣ�
��ͼ����ţ�TG316 ���� ���ױ�־�룺A
Deformation rule and mechanism in compress process of aluminium alloy square ring
LI Feng1, XU Yong-chao2, LI Chao1, LIU Xiao-jing1
(1. College of Materials Science and Engineering, Harbin University of Science and Technology,Harbin 150040, China;
2. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China)
Abstract: In order to reveal the mechanism of the square ring compression of the pre-forging billet. The numerical simulation and experiment were employed to analyze the compression of square ring with 7075 aluminium alloy. The effect of deformation condition on the metal flow behaviour of aluminium alloy during the square ring compression was analyzed. The results show that with increasing the height-diameter ratio, the uniformity of deformation increases markedly, the metal outside flow along the radial increases significantly, and the complex degree of metal flow behavior also increases evidently. The results agree well with one of the numerical simulation. This provides a theoretical reference for the investigation of pre-fabricated billet technology.
Key words: aluminium alloy; square ring; compression; numerical simulation
��������Գ�����������ļӹ�����֮һ��Ҳ�Ǹ��Ӷͼ�������Ԥ�������������õ���Ҫ�ӹ����������ԣ������о�����������ɶԸ��Ӷͼ����εĹ��շ�������ṩ��������[1]��
Բ����Բ����ֵı�������Ϊѹ�����Σ�����ѧ�߶Դ�չ���������о�[2-5]������ѹ�����ι����ж�Բ��ʩ���ض����ⲿԼ��������������ʹԲ��ѹ�������н����ı���������Ϊ������Ӧ�ĸı�[6]����3�ִ�ͳ��СԲ��ѹ������ʱ�������δ�ʩ�ĶԱ��о��������������ѹ����С���ε�Ч����Ϊ���ԣ��ںܴ�̶���������Լ����εľ����ԣ�����ʵ�����������Ǻ�[7]�����Լ���״�����߽Ӵ��������IJ�ͬ��Բ����Բ��ѹ���IJ�������[8-11]��HAMZAH��STAHLBERG[12]ͨ����Բ����ƽ���ѹ�����ι��̵�ģ���о���������Ħ�������ͱ��γ̶���ͬ�������£����Ÿ߾��ȵ�����Բ���⾶���������Σ��ھ��ı���������Ϊ3��[12]��Ħ������Ӱ��Բ��ѹ�����ι����з������λ�÷ֲ���ROBINSON��ARMSTRONG[13]ͨ����Բ��ѹ�����ι��̵������������ʾ��ʹ�ò�ͬ��ʱ��ѹԲ������״�仯���ɣ�����ȷ���˲�ͬ������ʱ����Ӧ��Ħ�����������ó��������������ͽ����ı��ο�����ͨ���Աȿ�֪������ʱ���ŷ������߶ȵļ�С��������������Բ���ھ������������������ڴ�ͳԲ��ѹ�����εĽ������ʹ��Բ����ѹ����ȣ�������������Բ�����ھ����������Ը�һЩ[14]��
���Ͽ�֪��Ŀǰ�о�������Բ����Բ���ȼ���״[15]���������⼸�α�����ѹ����Ϊ���о����ʼ�������������ϲ��㣬���������Է�����ѹ������Ϊ����ͨ����ֵģ���о��˹��������Խ�������������Ӱ�죬��������֤������
1 ʵ��
1.1 ����Ԫģ�ͽ���
��������Ԫ����DEFORMTM-3D�Գ��ι��̽���ģ�⡣Ϊ�˼��ٵ�Ԫ����������������ٶȺ�ʱ�䣬��ȡ���ϵ�1/4��Ϊģ���о��������������嵥Ԫ�����Ͻ�����ɢ���ڼ����������ʱ��������������������ػ����Ա�֤����ľ��Ⱥ������ԡ��ضԳ���ķ����ٶ�Ϊ�㣬����Ԫģ����ͼ1��ʾ��
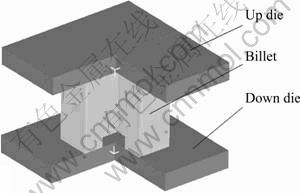
ͼ1 ����Ԫģ��ʾ��ͼ(3/4)
Fig.1 Schematic diagram of finite element model(3/4)
ģ������в�����ģ�ߵı��Σ���������Ϊ�����壻����ѡ��7075���Ͻ���Ϊ���������ģ�Ͳ��ϡ�
1.2 ģ�ⷽ��
�о�������Ϊ��߳�24 mm���ڱ߳��ֱ�Ϊ8��10 mm���ֹ��ķ�������ѹ�����ι�����Ӱ�췽�������ε����غܶ࣬Ϊ�˱����о���ģ������У����ı䷽�μ��ĸ߶ȣ��ֱ�ȡΪ10��15��20 mm�������������IJ���ֵ�����ֲ��䣬�Խ��жԱȷ�����ѹ�����εij����ٶ�Ϊ1 mm/s���¶�Ϊ���¡�
2 ��������
2.1 ����������״�仯����
ͼ2��ʾΪ��߳�Ϊ24 mm���ڿױ߳�Ϊ10 mm�ķ������ڲ�ͬ�߶���ѹ�����������Աȡ�
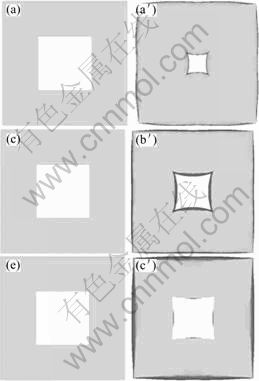
ͼ2 ��ͬ�߶ȷ�����ѹ�����������Ա�(�ڱ߳�10 mm)
Fig.2 Comparison of compression deformation of square rings with different heights (inner width 10 mm): (a), (a��) 10 mm; (b), (b��) 15 mm; (c), (c��) 20 mm; (a) 15 step; (a��) 35 step; (b) 15 step; (b��) 35 step; (c) 15 step; (a��) 35 step
��ͼ2(a)��(a��)���Կ�����������ѹ�����κ�������˫���Σ��ڲ�Ϊ�������Ρ�����ѹ���������������˫�ı������Ƹ�Ϊ�������ڲ�����һ����С���ɴ˿ɼ���ѹ�������н����ؾ��������ı������Ƹ�Ϊ�������߶�����Ϊ15 mmʱ(��ͼ2(b)��(b��))������ѹ��������������༰�ڿı���������ǰ�����ƣ����ڿ����������������ͣ��ɴ˿�֪�������ؾ������������Լ�С�����߶�����20 mmʱ������ѹ��������������߳������ı������ƣ���ͼ2(c)��(c��))��ʾ���ڿ����������һ�����ͣ����ؾ���������������������
�ɴ˿�֪������������߳�Ϊ24 mm���ڿױ߳�Ϊ10 mmʱ���������ϸ߶ȵ����ӣ�������ѹ����������������������˫����ת��Ϊ�������Σ������ؾ����������������������ڿ����������������͡�
��߳�Ϊ24 mm���ڿױ߳�Ϊ8 mm�ķ���������ͬ���ϸ߶��·�������ѹ�����������Ա���ͼ3��ʾ��
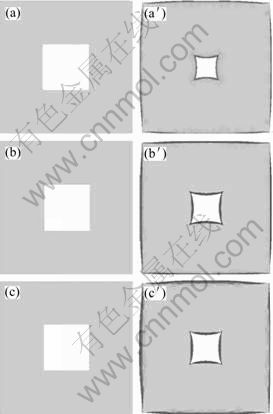
ͼ3 ��ͬ�߶�ѹ�����������ĶԱ�(�ڱ߳�8 mm)
Fig.3 Comparison of compression deformation of square rings with different heights (inner width 8 mm): (a) 15 step, 10 mm; (a��) 35 step, 10 mm; (b) 15 step, 15 mm; (b��) 35 step, 15 mm; (c) 15 step, 20 mm; (c��) 35 step, 20 mm
��ͼ3(a)��(a��)���Կ�����������ѹ�������������������α��Ρ�����ѹ�����ļ�����������ߵĹ��α��θ������������ڿ�������С����˿�֪��ѹ�������б������ؾ���ı��ηֲ���ԽϾ��ȡ����߶�Ϊ15 mmʱ����ͼ3(b)��(b��)��ʾ������ѹ������������������������α������������ڿ���Ȼ�ʵ����Σ�����������С����ѹ��������ʱ����������������������Ƹ����������ڿ���������Խ��ͣ���֪��ʱ�����ؾ�����������Լ�С�����߶�������20 mmʱ����ͼ3(c)��(c��)��ʾ������������������α������Ƹ����������ڿ����������һ�����ͣ������ؾ���ı�����Ϊ��Լ�������������о������������������߳�Ϊ24 mm���ڿױ߳�Ϊ8 mmʱ���������ϸ߶ȵ����ӣ�ѹ�������з�����ߵ������ı������Ƹ������ԣ�ͬʱ�����ؾ��������ı����������������ؾ�����ڿױ��������١�
2.2 ��ЧӦ������
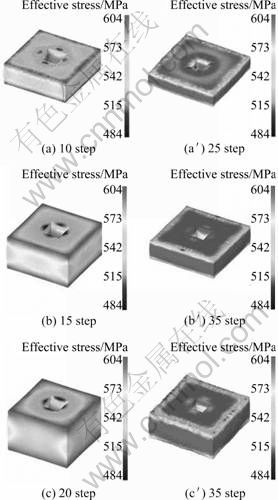
ͼ4��ʾΪ��߳�Ϊ24 mm���ڿױ߳�Ϊ10 mm�ķ������ڲ�ͬѹ�������е�ЧӦ���ֲ��Աȡ�
��ͼ4(a)���Կ�����ѹ����Ϊ10��ʱ�������е�ЧӦ����ֵ��ֲ��ڷ���������±��⼰�ڿ��в����ô���ʼ�������Ա��Ρ������洦�����ڿ��������ЧӦ����ֵ��С�����ǰ�߷������Ա�������ͺ�����ѹ��������������������ЧӦ���ֲ��ڷ�����ߡ��ڿ��в������¶��濿���ڿ״�����ЧӦ����Сֵ��ֲ��ڷ�����ߵ������⡣�ɴ˿�֪������ѹ�������������������������ת�ƣ��ڲ�����Ҫ�������м䲿λ�����������ϸ߶�Ϊ15 mmʱ����ͼ4(b)��ʾ��ѹ����Ϊ15��ʱ������������ЧӦ���ֲ��ڷ���������������ڿ��в�����ЧӦ����Сֵ��ֲ������¶��濿���ڿ״�����ѹ��������35��ʱ�������е�����ЧӦ���ֲ��ڷ�����ߵ��в��Լ����¶�����ڿ����Ĵ�����ЧӦ��Сֵ��ֲ��ڷ�����ߵ������⡣���Աȿ�֪������ѹ����������������������в�����ת�Ʋ���������߳��־��ȵķֲ������¶�������Ľ�����������Ҳ���ԣ����ڱ��в��������������Լ����������ϸ߶�������20 mm����ͼ4(c)��ʾ��ѹ����Ϊ15������ЧӦ���ֲ�������ǰ�ߴ�����ͬ�������ֵ������594 MPa����ЧӦ����ֵ��С����ֲ���ǰ�߷ֲ���ͬ������Сֵ������329 MPa����ѹ��������35��ʱ������������ЧӦ���ֲ��ڳ������ľ���������˿�֪����ʱ�������������Ա��Σ��������ߴ����ڲ��в��������������ѡ�

ͼ4 ��ͬѹ�������в�ͬ���ϸ߶�ʱ��ЧӦ���ֲ��Ա�(�ڱ߳�10 mm)
Fig.4 Comparison of equivalent stress distribution of square rings (inner width 10 mm): (a), (a��) 10 mm; (b), (b��) 15 mm; (c), (c��) 20 mm
��߳�Ϊ24 mm���ڿױ߳�Ϊ8 mm�ķ��������ڲ�ͬѹ�������е�ЧӦ���ֲ��Ա���ͼ5��ʾ��
��ͼ5(a)��(a��)���Կ��������ϸ߶�Ϊ10 mmʱ��ѹ����Ϊ10������ЧӦ���ϴ�ֵ�Էֲ��������ߺ��ڿ��в�����ЧӦ����Сֵ�ֲ����ڶ����Ͽ����ڿ״�����ѹ��������25���������е�ЧӦ���ϴ�ֵ�ֲ��������ڿ��в��������ڿ״����������������Ա��Σ���ЧӦ����Сֵ�ֲ��ڷ����������ߴ�����֪��ЧӦ���ֲ��仯�������£�����ѹ�����������������������ת�ƣ��ڱ�����Ҫ�������м䲿�ֲ����������ϸ߶�Ϊ15 mm����ͼ5(b)��(b��)��ʾ��ѹ����Ϊ15�����������е�ЧӦ���ֲ�������ǰ�����ƣ�����ֵ�������ߡ����ɶԱȿ�֪��ЧӦ���ֲ��仯�������£�����ѹ��������������������в�����ת�ƣ������������ı����������������ڲ��в����ı���������Ƽ������߶�������20 mm����ͼ5(c) ��(c��)��ʾ���������е�ЧӦ���ֲ��������£��������������չΪ�������˲��������Ա��������������ڲ��в����Ա�����������С��
ͼ5 ��ͬѹ�������в�ͬѹ���߶�ʱ��ЧӦ���ֲ��Ա�(�ڱ߳�8 mm)
Fig.5 Comparison of Equivalent stress distribution (inner width 8 mm): (a), (a��) 10 mm; (b), (b��) 15 mm; (c), (c��) 20 mm
2.3 ����������Ϊ
��߳�Ϊ24 mm���ڿױ߳�Ϊ10 mm�ķ�������ѹ�����ι������ٶ�ʸ�����ֲ��Ա���ͼ6��ʾ��
��ͼ6(a)���Կ�����ѹ����Ϊ10����������������������ٶ�ֵ��С����˲�������������죬���������ڲ��ٶ�ʸ���ֲ���������ƣ���ͬһƽ�����ڲ�����ֵҪ����������ࡣѹ����������25��(��ͼ6(a��))�����Ͻ���������������������ߣ�����������ٶȳ��ķֲ���þ��ȣ�����ѹ������н�������������ѹ�������ӣ������ؾ������������ͼ6(b)��(b��)��ʾ�ֱ�Ϊ������߶�15 mm��20 mmʱ���ٶ�ʸ���ֲ��Աȡ���ѹ������Сʱ(��ͼ6(b)��(c))�б��γ��ڣ����ٶ�ʸ���ķֲ����ɴ�����ǰ�����ƣ�����ͬһƽ�������������Ҳ�����Ծ��ȣ�������ѹ������������(��ͼ6(c)��(c��))�����ٶ�ʸ���ķֲ���߶�10 mmʱ��һ�����죬������������ٶ�ֵ��Ϊ���ϵ��µݼ������Ʒֲ���
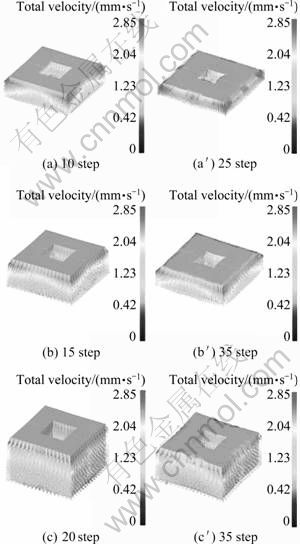
ͼ6 �ٶ�ʸ���ֲ��Ա�(�ڱ߳�10 mm)
Fig.6 Comparison of velocity field distribution (inner width 10 mm): (a), (a��) 10 mm; (b), (b��) 15 mm; (c), (c��) 20 mm
ͼ7��ʾΪ��߳�Ϊ24 mm���ڿױ߳�Ϊ10 mm�ķ�������ѹ�����ι������ٶ�ʸ�����ֲ��Աȡ�
��ͼ7(a)��ʾ����ѹ����Ϊ10�������������ٶ���������Ϊ��������ϲ�������������ٶ�ֵ��Ϊ���ϵ��µݼ����������ڲ��ٶȷֲ���������ƣ�ѹ����������25��(��ͼ7(a��))�����Ͻ���������������������ߣ�������ٶ�ʸ���ֲ������Ծ��ȣ���ѹ������н����������ͬһƽ���ڲ�ֵ��С����ࡣͼ7(b)��(c)��ʾ�ֱ�Ϊ�������߶�Ϊ15��20 mmʱ�ٶȳ��ֲ��Աȡ���ѹ������Сʱ�����ٶ�ʸ���ķֲ����ɴ�����߶�10 mmʱ��ͬ����ѹ�����������߶�15 mm�ı���������ٶ�ʸ��ֵ��Ϊ���ϵ��µݼ����ɷֲ������ٶȳ�����Ծ��ȷֲ������ٶ�ʸ����ֵ��С��������������������Ի�����

ͼ7 �ٶ�ʸ���ֲ��Ա�(�ڱ߳�8 mm)
Fig.7 Comparison of velocity field distribution (inner width 8 mm): (a), (a��) 10 mm; (b), (b��) 15 mm; (c), (c��) 20 mm
3 ʵ����֤
��ʵ������1 000 kN��ѹ���ܲ���������Ͻ��еģ�ͨ������̨����ѹ����λ�ơ��ٶȵȡ����ðٷֱ��۲⻬���г̼������������ѹ������������������ģ����ͬ��
ͼ8��ʾΪ��߳�24 mm���ڱ߳��ֱ�Ϊ8��10 mm�ķ������ڲ�ͬѹ������ʵ�����Աȡ�
���Աȿ�֪������ѹ���������ӣ������ѹ������������Ծ��ȣ�������״�仯�������ԣ������������������ѹ������һ�£���߳�24 mm���ڱ߳�8 mm�ķ�����������ѹ���������ӣ��ڲ�����Ե��������α��Σ����Ҳ���ֳ���Ϊ�����������Σ�������ڱ߳�10 mm�ķ�������������״�ı仯���������������ؾ���ı������������
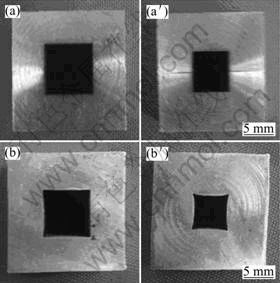
ͼ8 ѹ������Ա�
Fig.8 Comparison of compression results: (a), (a��) Blank; (b), (b��) After deformation; (a), (b) Outer width 24 mm; (a��), (b��) Outer width 24 mm, inner width 10 mm
4 ����
1) ������ѹ�����ι����У����Ÿ߾������ӣ������ؾ�����������С�������������Ľ�������������
2) �����γ̶���ͬʱ��������ѹ�����ι����н����������ӳ̶������ϸ߶ȵ����Ӷ��Ӵ�
3) ���������ڱ߳���С��������������߾��ȼ�С�������������ϵı��������٣������ϵı����������ӣ�������������Խ����ѹ�����������¶������״�仯Խ�����ԡ�
REFERENCES
[1] �� ��. �����ģ���̽�������ģʽ�����������о�[D]. ��������ҵ��ѧ, 2007.
LI Feng. Deformation modes and flow behaviour of metal in die forging process of disk components[D]. Harbin: Harbin University of Science and Technology, 2007.
[2] MUNGI M P, RASANE S D, DIXIT P M. Residual stresses in cold axisymmetric forging[J]. J Mater Process Technol, 2003, 142(1): 256-266.
[3] LIU Z B, NIE M S, WANG L D. A new theory for upsetting a cylinder between flat platens[J]. Chinese Journal of Mechanical Engineering, 1992, 5(4): 297-303.
[4] ������, ������, �� ��, ������, �˶�÷. ��ͨƽ����ָ�Բ�������Ӧ�����۵�ģ��[J]. �й���е����, 2005, 16(1): 74-77.
LIU Zhu-bai, NI Li-yong, LIANG Chen, LIU Guo-hui, DENG Dong-mei. Simulation of tensile stress theory of conventional upsetting between flat plates for high cylindrical forgings[J]. China Mechanical Engineering, 2005, 16(1): 74-77.
[5] ղ��Ȼ, ����Ԫ, ������. ��Բ������ֹ��������Ա��η����ͷ�չ��̽��[J]. ���Թ���ѧ��, 1999, 6(2): 82-85.
ZHAN Yan-ran, ZHANG Zhong-yuan, WANG Zhong-ren. Study of production and development of plastic deformation in the upsetting process of a cylinder[J]. Journal of Plasticity Engineering, 1999, 6(2): 82-85.
[6] SCHLEMMER K L, OSMAN F H. Differential heating forming of solid and bi-metallic hollow parts[J]. J Mater Process Technol, 2005, 162/163: 564-569.
[7] ��ǰ��, ���߳�. ��С��ֹ��εĴ�ʩ������Ԫģ�����[J].�ϲ����չ�ҵѧԺѧ��: ��Ȼ��ѧ��, 2004, 18(1): 34-38.
SUN Qian-jiang, WANG Gao-chao. Measures of decreasing drum shape and simulation analysis of FEM in the upsetting process[J]. Journal of Nanchang Institute of Aeronautical Technology: Natural Science, 2004, 18(1): 34-38.
[8] MEINERS F, R?HR S, SCHMIDT-JURGENSEN R. Extension of forming limits in forging of less ductile light weight metals by means of superimposed hydrostatic pressure[C]//Advanced Technology of Plasticity, 2002: 37-42.
[9] KUGLER D, MOON T J. A technique for compression testing of composite rings[J]. Composites A, 2002, 33: 507-514.
[10] YEH Wei-ching, WU Ming-chang. A variational upper-bound method for analysis of upset forging of rings[J]. J Mater Process Technol, 2005, 170(1/2): 392-402.
[11] LIU Gang, WANG Li-liang, YUAN Shi-jian, WANG Zhong-ren. Compressive formability of 7075 aluminum alloy rings under hydrostatic pressure[J]. Transactions of Nonferrous Metals Society of China, 2006, 16(4): 1103-1109.
[12] HAMZAH S, STAHLBERG U. A study of pore closure in the manufacturing of heavy rings[J]. J Mater Process Technol, 1998, 84(1/3): 25-37.
[13] ROBINSON T, OU H, ARMSTRONG C G. Study on ring compression test using physical modeling and FE simulation[J]. J Mater Process Technol, 2004, 153/154: 54-59.
[14] HUNG Jung-chung, TSAI Yu-chung, HUNG Ching-hua. Frictional effect of ultrasonic-vibration on upsetting[J]. Ultrasonics, 2007, 46(3): 277-284.
[15] HASAN S, JAHAN R. On the measurement of friction coefficient utilizing the ring compression test[J]. Tribology International, 1999, 32(6): 327-335.
(�༭ ������)
������Ŀ��������ʡ��ʿ�������������������Ŀ(LBH-Q10065)��������������Ƽ������˲Ż���������Ŀ(2010RFQXG021)
�ո����ڣ�2010-02-25�������ڣ�2011-07-11
ͨ�����ߣ��� �壬�����ڣ���ʿ���绰��0451-86392501��E-mail: hitlif@126.com
ժ Ҫ��Ϊ�˽�ʾ�ͼ�Ԥ�����з�����ѹ�����εĻ�������������Ԫģ�⼰���飬��7075���Ͻ���ѹ�����̽��з������о����������Է�����ѹ������������Ϊ��Ӱ����ɡ�������������ŷ������߶ȵ�����ѹ�����β������������������ؾ����������������࣬��ѹ�����κ����������Ϊ�ĸ��ӳ̶�Ҳ��֮����ͨ������ʵ���������֤��������ģ�����ǺϽϺã�Ϊ���Ӷͼ�Ԥ�������յ��ƶ��ṩ���������ݡ�
