
���±�ţ�1004-0609(2010)03-0463-06
Al2O3�մ���5A05���Ͻ�ļ��ǥ������
�츻�ң�����ϼ���뼪�ţ��� ӱ������ǿ
(��������ҵ��ѧ �ִ������������������ص�ʵ���ң������� 150001)
ժ Ҫ��
����Al-Si-Mgǥ�Ϻ����ƹ���������Mg�۷�����ʵ�ֻ�ѧ����Al2O3�մ���5A05���Ͻ�����ǥ�����ӣ�����������ʱ�估�����¶ȶԽ�ͷ����ṹ�Ϳ���ǿ�ȵ�Ӱ�졣��������������¶�570 �棬����ʱ��15 minΪ��ѹ��ղ�������ʱ��ͷ����ṹΪAl2O3/Ni(����)/Al3Ni2(����)/Al3Ni+Mg2Si(����)/��(Al)+Mg2Si(����)/5A05����ͷ�Ŀ���ǿ��Ϊ25 MPa�����ű���ʱ����ӳ���Ni��䱡��Al3Ni2��֯�ı仯����Al3Ni+Mg2Si��֯������ҳʷ�ɢ���ƣ�������ʱ���ӳ���50 minʱ��Al3Ni+Mg2Si��ȫ������ҵ���״����С��һ�Ŀ�״�ֲ����ҿ���5A05���Mg2Si��ʧ�������¶ȶԽ�����֯�ṹ��Ӱ���뱣��ʱ���Ӱ�����ƣ���ͷ������ʽΪ���Զ��ѡ�����ͷ��ǿ�Ƚϵ�ʱ�����ѷ��������Ͻ��Ħ�(Al)+Mg2Si����������ͷ��ǿ�Ƚϸ�ʱ�����ѷ����ڶ�Ni��+������(���������)��
�ؼ��ʣ�
Al2O3�մ�����ѧ���������ǥ��������ṹ������ǿ����
��ͼ����ţ�TG454���� ���ױ�ʶ�룺A
Process of indirect brazing alumina to 5A05 Al alloy
XU Fu-jia, ZHANG Li-xia, FENG Ji-cai, WANG Ying, WANG Ke-qiang
(State Key Laboratory of Advanced Welding Production Technology, Harbin Institute of Technology,
Harbin 150001, China)
Abstract: Vacuum brazing of Al alloy and electroless nickel plated alumina was carried out with Al-Si-Mg brazing alloy and Mg powder in home-made technical hood. Effects of brazing temperature and holding time on the interface structure and shear strength of joints were analyzed. The experimental results show that the interface structure is Al2O3/Ni(��zone)/Al3Ni2 (��zone)/Al3Ni+Mg2Si(�� zone)/��(Al)+Mg2Si(�� zone)/5A05 when the brazing temperature is 570 �� and holding time is 15 min. The maximum shear strength of joints is up to 25 MPa. As the holding time prolongs, Ni layer becomes thin, Al3Ni zone changes little and Al3Ni+Mg2Si zone becomes thick and dispersed. When the holding time is 50 min, Al3Ni+Mg2Si zone becomes scattered and Mg2Si near 5A05 alloy disappears. The effect of brazing temperature on the joints is similar to that of holding time. The fracture mode of joints is brittle. When the shear strength of joints is lower, the joints fracture near ��(Al)+Mg2Si on Al alloy side. When the shear strength of joints is higher, the joints fracture on Ni+interface (��zone and �� zone).
Key words: Al2O3 ceramic; electroless nickel plating; vacuum brazing; interface structure; shear strength
Al2O3�մɾ��и�ǿ�ȡ���Ӳ�ȡ����¡�����ʴ����ĥ�Լ���Ե���ܺõ����ܣ���һ����ǰ;�Ľṹ���ϣ������ں��ա����졢���������ܡ������͵��ӵ������ù㷺Ӧ�á����մɲ��Ϲ��е�Ӳ�Ժʹ���ʹ�����Լӹ������죬��Ҫ���������������ʵ������������ϵĻ���[1?4]���������Ͻ���ܶ�С�������� �ԡ������ԡ��������Ժ������Ժõ��ŵ㣬��ˣ�Ӧ�÷dz��㷺�����ܽ�Al2O3�մ������Ͻ���������������Գ�ַ������Ǹ��Ե��ŵ㣬����Al2O3�մɺ�����Ӧ�÷�Χ[5]��
Al2O3�մ������Ͻ��ǥ�������ѵ����ڶ����ڻ�ѧ���͡��۽ṹ���������ܺ���ѧ���ܵȷ�����ڽϴ���죬��֮���Ͻ���۵�͡���������Ĥ���ܸ����ߵ�ǥ����������Ӱ��[6?10]��Ŀǰ������Al2O3�մ������Ͻ��ǥ�����ӵ��о������dz��١����ڶ��ߵ�ֱ����������ʵ�֣���ˣ���ѧ�߲��ü��ǥ������[11?13]��Al2O3�մ������Ͻ�������ӣ�������Zn��ǥ��ʵ�ֶ��ߵĹβ�ǥ�����������������У�ֻ�Խ�ͷ�Ľ�����֯���з�������δ�Խ�ͷ��ǿ�ȵ����ܽ�������[14]��
Ϊ�ˣ��������߲��û�ѧ����������Al2O3�մɱ������Ԥ��������Ȼ����Al-Si-Mgǥ�ϡ����ƹ���������Mg�۷�����ʵ��Al2O3�մ���5A05���Ͻ����ǥ�����ӡ�����ɨ��羵��X������������Ǻ��������ǵ��о�����ʱ�估ǥ���¶ȶԽ�ͷ����ṹ��������ʽ��Ӱ�죬���Խ�ͷ�Ŀ���ǿ�Ƚ��в��ԡ�
1 ʵ��
���õ�Al2O3�մ��Ǿ���ѹ�ս����õģ��䴿��Ϊ95%(��������)���ڽ��л�ѧ����ǰ�����ȣ���J5060?1����Բ�и�������гɳߴ�Ϊ7 mm��3 mm��3 mm��С�顣Al2O3�մɵĻ�ѧ������������һ��Ϊ��ǰ���������͡��ֻ��������������ԭ����ѧ���������Ͻ��ƺ�Ϊ5A05�������ѧ�ɷ����1���С�5A05���Ͻ�Ĺ�Һ��������Ϊ568~630 �档�����и���Ͻ�ĸ���и��8 mm ��8 mm��5 mm�Ľ���������15 mm��8 mm��5 mm�ļ���������
��1 5A05���Ͻ�ı���ѧ�ɷ�
Table 1 Chemical composition of 5A05 aluminium alloy (mass fraction, %)

��ǥ��ǰ������ѧ�����մɽ�������ȴ����������Ͻ�ĸ�ļ�Al-Si-Mgǥ�Ͼ�1000��ˮɰɰֽ��ĥ���ñ�ͪ��ϴ��ɣ����10% NaOH��Һ��ϴ2~5 min��ˮϴ��30% HNO3��Һ�ۻ�1 min��ˮϴ��Ȼ�����õ�����������������Mg�۵Ĺ������У������ǥ��¯�н��к���(¯�ڵ���ն�С��1��10?4 Pa)�����õ�ǥ���¶ȷֱ�Ϊ550��560��565��570��580 �棬����ʱ��ֱ�Ϊ5��15��30��50 min������ɨ��羵S?4700(SEM)�Խ�ͷ���������֯��ò���й۲죬�����EDS�������Ǻ�X���������ǽ��з��������õ������ܲ��������(Instron model 1186)�Խ�ͷ�ij��¿���ǿ�Ƚ��в��ԡ�
2 ���������
2.1 ǥ����ͷ�Ľ�����֯����
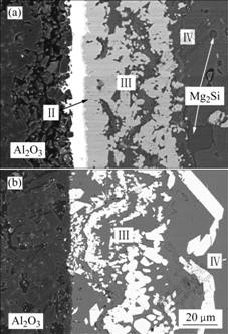
ͼ1��ʾΪǥ���¶�570 �桢����ʱ��15 minʱ��ͷ������֯����ͼ1(a)�ɼ�����Ni����Al2O3ĸ�ĵġ�����ЧӦ�����ԣ���ϽϺã���ʱ��ͷ����Ϊ4����Ӧ����Ϊ����˵������Ni����������������Ni��Ľϱ���Ӧ������Ϊ����������5A05��ķ�Ӧ������Ϊ����������֮��ķ�Ӧ��Ϊ��������ͼ1(b)�ɼ���������ҪΪ������dz��ɫ��֯�����Ƚ���2 ��m���ң������������Ļ�ɫ��֯����ɢ�ֲ������ɫ��״��֯���ɣ�����ȽϿ���ԼΪ30 ��m���ң���������֯��5A05���Ͻ�ĸ�ĵĽϽӽ��������Ƕ��С�Ŀ�״��֯��

ͼ1 �����¶�570 �桢����ʱ��15 minʱAl2O3-5A05���Ͻ�ǥ����ͷ������֯
Fig.1 Microstructures of joints brazed at 570 �� for 15 min: (a) SEM image of joint; (b) Higher magnification of (a)
Ϊȷ������Ӧ�����Ԫ�طֲ�����ͼ1(a)�к��߾������������������ɨ�裬�����ͼ2��ʾ��
��ͼ2��֪��ǥ����ʣ�������Ķ�Ni�㣬AlԪ����Ҫ�ֲ��ڢ����������͢�����NiԪ�غ����ڢ�������ʼ�½���������ʱ���京���ﵽ��͡��������������ҪԪ��ΪAl��Ni�����ǵ�ɨ�����߳��ִ����˳������ơ�����Ƕ�ڢ��������ɫ��״��֯�м���û����2��Ԫ�أ���Mg��SiԪ���ڴ˴����ַ�ֵ���������д�����AlԪ�أ�������������Mg��SiԪ�أ�NiԪ�غ�������Ϊ�㣬����Ϊ��(Al)��Ϊ��һ��ȷ������Ŀ��������࣬�Խ�ͷ����������������������������2���С�
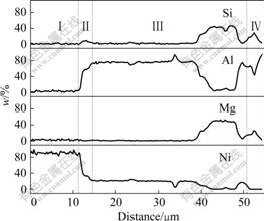
ͼ2 Al2O3-5A05���Ͻ�ǥ����ͷ����ɨ��Ԫ�طֲ�ͼ
Fig.2 Element scanning distribution of joints along black line in Fig.1(a)
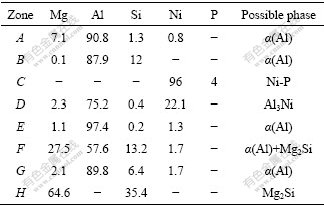
��2 ��ͷ������ҪԪ�سɷּ����ɵĿ�����
Table 2 Chemical compositions of elements and possible phases for joints
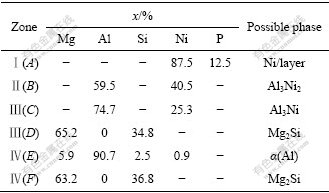
��ͼ2�ͱ�2��֪������Al2O3ĸ�ĵĢ�����Ni���ں��д�����NiԪ�ؼ�������PԪ�ء�������Ҫ��Al��Ni 2��Ԫ����ɣ������ͼ������Ϊ����������֯����ΪAl3Ni2�ࡣ������Ҫ����2���࣬һ���Ǵ�����dz��ɫ�࣬������Ϊ�����ΪAl3Ni����һ��Ϊ��Ƕ�����е����ɫ��״�࣬��������������京��Mg��Si 2��Ԫ�أ������ͼ��������������Mg2Si��������Ϊ�Ǧ�(Al)����F��С��״��֯������������Ϊ�����п�����Mg2Si��
ͼ3��ʾΪ�����͢�����XRD�ס���ͼ3�ɿ��������ڢ����dz��ܣ�XRD��������������������Ģ�����֯���ڣ�����XRD���֤����ͷ��Al3Ni2��Al3Ni��Mg2Si����ڡ�������������ͷ�Ľ���ṹΪAl2O3/��Ni(����)/Al3Ni2(����)/Al3Ni+Mg2Si(����)/ ��(Al)+Mg2Si(����)/5A05��
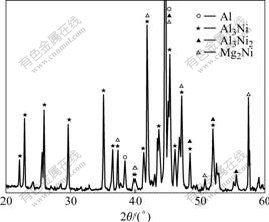
ͼ3 Al2O3-5A05���Ͻ�ǥ����ͷ�������͢�����XRD��
Fig.3 XRD pattern of zones ��and �� for joints
2.2 ǥ�����淴Ӧ����
ͨ������������֪����ͷ�Ľ�����֯��Ҫ������������Ϊ������Al-Ni��Ԫ��ͼ��֪Al��Ni���γ�AlNi��Al3Ni��Al3Ni2��AlNi3 4�ֻ������������ѧ��ʽ[15]������4�ֻ�����ı����ɼ���˹������(?G��)��ͼ4��ʾ����������������������?G����С���㣬��ˣ��ڽ�����������ɡ�ͨ��?G��ԽС�Ļ����Խ�����ɡ�ͼ4����Al3Ni2��?G����С����ǥ�������У�Al-Si-Mgǥ���ۻ�����̬Ni���ۻ��� ǥ���ܽ⣬���ű���ʱ����ӳ����ܽ⼰���淴Ӧ�Ӿ磬����ȴ�����У������������������Ni�ܽ������ޣ�Al��Ϊ���㣬��ˣ��ڽ�ͷ������Al3Ni2��Al3Ni�����ɣ�����Al3Ni2����������
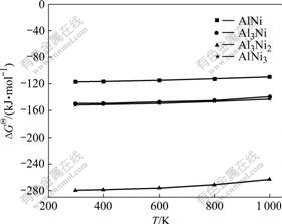
ͼ4 4������������ı����ɼ���˹���������¶ȵĹ�ϵ
Fig.4 Relationships between standard Gibbs free energies and temperatures of four kinds of Al-Ni compounds
2.3 ���ղ����Խ�ͷ��֯��Ӱ��
ǥ���¶ȶԽ�ͷ������֯��Ӱ����ͼ5��ʾ����ͼ5(a)��֪�������¶���550 ��ʱ��ǥ�ϵ��ۻ�Ч�����ã����淴Ӧ����֣��ر����ڢ���������Ľ��紦��Mg2Si��С��״��ɢ�ֲ��ڢ�����ǿ�����ã�ʹ��ͷ�����ܵõ���ߡ��������¶�Ϊ580 ��ʱ(��ͼ5(b))��ǥ�ϵ��ۻ�Ч����ã����淴Ӧ���֣�����Al�����Al3Ni��ɫ��֯���խ����������ɢ�ֲ������(Al3Ni2)��֯�仯����Mg2Si����ɢ��С����״�����۳ɴ��ֲ��ڢ���������Ľ��紦�����ǿ�Ĵ��Խ����˽�ͷ�����ܡ�

ͼ5 ǥ���¶ȶ�Al2O3-5A05���Ͻ�ǥ����ͷ������֯��Ӱ��
Fig.5 Effects of brazing temperature on microstructure of joints: (a) 550 ��, 15 min; (b) 580 ��, 15 min
ͼ6��ʾΪ�����¶�Ϊ570 �棬����ʱ��ֱ�Ϊ30 min��50 min�Ľ�ͷ�Ľ�����֯��Ƭ����ͼ6(a)��֪��������ʱ��Ϊ30 minʱ������(Ni��)�䱡������(Al3Ni2)��仯��������(Al3Ni)����������ʷ�ɢʽ������������ʱ��Ϊ50 minʱ(��ͼ6(b))������
ͼ6 ����ʱ���Al2O3-5A05���Ͻ�ǥ����ͷ������֯��Ӱ��
Fig.6 Effect of holding time on microstructure of joints: (a) 30 min, 570 ��; (b) 50 min, 570 ��
(Ni��)��ʧ������(Al3Ni��)��ȫ������ҵ���״����С��һ�Ŀ�״�ֲ����ҿ���5A05���Mg2Si��ʧ������ԭ�����ű���ʱ����ӳ������淴Ӧ����ʱ��ϳ��������Ni������淴Ӧ��Mg2Si����ɢ��С����״�����۳ɴ��״�ֲ��ڢ�������Ľ��紦����������Ni�㱻��ȫ���ĵ�����Ni����Al2O3�մ�֮��ġ�����ЧӦ����ʧ����ͷ���������½���
2.4 ���ղ����Խ�ͷ���ܵ�Ӱ��
ͼ7��ʾΪ����15 min��ǥ���¶ȶԽ�ͷ�ļ���ǿ�ȵ�Ӱ�졣��ͼ7�ɿ���������ǥ���¶����ߣ���ͷ�Ŀ���ǿ�������ߺͣ���ǥ���¶�Ϊ570 ��ʱ����ͷ�����ǿ�ȴﵽ25 MPa��
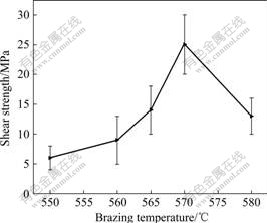
ͼ7 ǥ���¶ȶ�Al2O3-5A05���Ͻ�ǥ����ͷ�ļ���ǿ�ȵ�Ӱ��
Fig.7 Effect of brazing temperature on shear strength of joints
ͼ8��ʾΪǥ���¶�570 ��ʱ������ʱ��Խ�ͷ�ļ���ǿ�ȵ�Ӱ�졣��ͼ8�ɿ�������ͷ�ļ���ǿ���汣��ʱ����ӳ���������С��������ʱ��Ϊ15 minʱ����ͷ����ǿ�ȳ������ֵ��25 MPa��
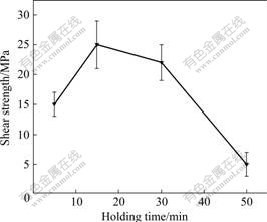
ͼ 8 ����ʱ���Al2O3-5A05���Ͻ�ǥ����ͷ�ļ���ǿ�ȵ�Ӱ��
Fig.8 Effect of holding time on shear strength of joints
ͼ9��ʾΪ�����¶�Ϊ570 �桢�ֱ���5 min��15 min�Լ������¶�Ϊ580 �桢����15 min�������ĶϿ���ò����3����Ϊ�Ͽڸ�����������������������ͼ9(a)��֪��������ʱ��Ϊ5 minʱ��������ʽ���ڴ��Զ��ѡ��ֱ��ͼ��2�������������������(����3)��֪��A��B��������д�����AlԪ�أ�˵����ʱ����λ��Ӧ��λ�����Ͻ�������Ľ��洦��
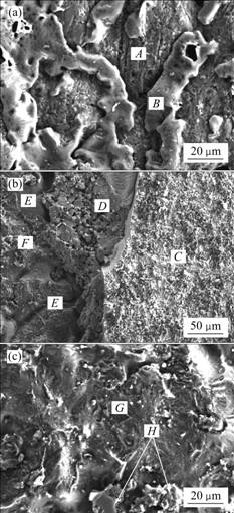
ͼ9 Al2O3-5A05���Ͻ�ǥ����ͷ�ĶϿ���ò
Fig.9 Morphologies of fractures: (a) 5 min, 570 ��; (b) 15 min, 570 ��; (c) 580 ��, 15 min
��3 �Ͽڵ����������
Table 3 EDS analyses results of fracture surface
������ʱ���ӳ���15 minʱ����ͼ9(b)��ʾ����ͷ������4�������۲죬��ʱ�Ķ���Ҳ���ڴ��Զ��ѡ����������������C��Ϊ����Ķ�Ni�㣬D �����ڵĿ�����ΪAl3Ni�������E�����д�����AlԪ�أ�F����ҪΪ��(Al)+Mg2Si����ˣ�˵������һ���ַ����ڶ����㣬һ���ַ����ڽ���ķ�Ӧ���ڡ�
ͼ9(c)��ʾΪ�����¶�580 �桢����15 min�ĶϿ�����ò����ͼ9(c)�ɿ�����������ʽΪ���Զ��ѣ��Ͽ���ò��ʾ����2��������ѡ��Ը�������������������ֶϿں��д�����״Mg2Si���ƶϴ�ʱ����Ӧ�÷����ڿ������Ͻ��Ģ����ڡ�
3 ����
1) ����Al2O3��5A05���Ͻ�ļ�ǥ���������¶�570 �桢����ʱ��15 minΪ���ǥ�����ղ�������ʱ��ͷ����ṹΪ��Al2O3/Ni(����)/Al3Ni2(����)/Al3Ni+Mg2Si(����)/��(Al)+Mg2Si(����)/5A05����ͷ�ļ���ǿ����ѣ��ﵽ25 MPa��
2) ���������¶ȵ����ߺͱ���ʱ����ӳ�����ͷ������ǿ�ȳ�����������С�ı仯���ƣ����������¶ȵ����ߣ�Al3Ni��֯��ɢ�ֲ���С����״��Mg2Si�ۼ����ֲ��ڢ�����������紦�����ű���ʱ����ӳ���������֯�仯����������֯��������ҳ�ɢʽ������������ʱ���ӳ���50 minʱ��������֯��ȫ������ҵ���״����С��һ�Ŀ�״�ֲ����ҿ���5A05���Mg2Si����ʧ��
3) ��ͷ�Ķ�����ʽ���ڴ��Զ��ѣ��ڲ�ͬ��ǥ�����ղ����£���ͷ�Ķ���λ����Ҫ��Ϊ2�֣�����ͷǿ�Ƚϵ�ʱ�����ѷ��������Ͻ��Ħ�(Al)+Mg2Si�����������״����Mg2Si�ľۼ����׳�Ϊ��ͷ����������ͷǿ�Ƚϸ�ʱ�����ѷ����ڶ�Ni��+��������
[1] ������, ׯ����. ǥ���ֲ�[M]. ��һ��. ����: ��е��ҵ������, 1998.
Zhang Qi-yun, Zhuang Hong-shou. Brazing directory[M]. 1 st ed. Beijing: China Machine Press, 1998.
[2] KSIAZEK M, SOBCZAK N, MIKULOWSKI B, RADZIWILL W, SUROWIAK I. Wetting and bonding strength in Al/Al2O3 system[J]. Materials Science and Engineering A, 2002, 324: 162?167.
[3] ������, ������, �μ���, Ԭ����. Si3N4�մ������ĻԹ�ǥ��[J]. ̫ԭ������ѧѧ��, 2000, 31(3): 243?245.
Zhang Yong-qing, Zhao Peng-sheng, Ren Jia-lie, Yuan Er-ming. Glow discharge brazing of Si3N4 to aluminum[J]. Journal of Taiyuan University of Technology, 2000, 31(3): 243?245.
[4] ��С��, ����ǿ, ���ǫ, ������. Al�����Ӵ���Ӧǥ������ѧ����[J]. �й���ɫ����ѧ��, 2001, 11(6): 1017?1019.
QIU Xiao-ming, YIN Shi-qiang, SUN Da-qian, CHEN Zhi-ming. Thermodynamical analysis on Al eutectic reaction brazing[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(6): 1017?1019.
[5] KSIAZEK M, MIKULOWSKI B. Bond strength and microstructure investigation of Al2O3/Al/Al2O3 joints with surface modification of alumina by titanium[J]. Materials Science and Engineering A, 2008, 495: 249?253.
[6] �� ��, ���Ը�. ����Ԫ��þ�����Ͻ����ǥ����ͷ���ܵ�Ӱ��[J]. ����ѧ��, 2007, 28(7): 61?64.
Liang Ning, Shen Yi-fu. The effect of active element Mg on the characterization of aluminum alloy vacuum brazing joints[J]. Transactions of the China Welding Institution, 2007, 28(7): 61?64.
[7] ZHANG Gui-feng, ZHANG Jian-xun, PEI Yi, LI Si-yu, CHAI Dong-lang. Joining of Al2O3p/Al composites by transient liquid phase (TLP) bonding and a novel process of active-transient liquid phase (A-TLP) bonding[J]. Materials Science and Engineering A, 2008, 488: 146?156.
[8] �ŵ¿�, ���˺�, ӦƮƮ. Al2O3�մɱ��滯ѧ�������ռ����������[J]. ����ѧ��, 2007, 28(1): 69?72.
Zhang De-ku, Wang Ke-hong, Ying Piao-piao. Electroless nickel plating on Al2O3 ceramics and it��s bonding in low temperature[J]. Transactions of the China Welding Institution, 2007, 28(1): 69?72.
[9] ��ʵ��, ����, �ź���, ����, �ⰮƼ, �μ���. ����ȴ�����Al2O3�մɻ�ѧ��Ni-PĤ������ǥ����ͷ��Ӱ��[J]. �����ȴ���, 2007, 32(6): 75?78.
Wang Shi-min, Zou Gui-sheng, Zhang Hai-bo, Bai Hai-lin, Wu Ai-ping, Ren Jia-lie. Effects of vacuum heat treatment on the electroless Ni-P plating on Al2O3 ceramics and the joint between plated Al2O3 ceramics and metal[J]. Transactions of Metal Heat Treatment, 2007, 32(6): 75?78.
[10] KOBASHI M, NINOMIYA T, NKANETAKE, CHOH T. Effect of alloying elements in the brazing sheet on the bonding strength between Al2O3 and aluminum[J]. Scripta Materialia, 1996, 34(3): 415?420.
[11] MICHALSKI J, WEJRZANOWSKI T, GIERLOTKA S, BIELINSKI J, KONOPKA K, KOSMAC T, KURZYDLOWSKI K J. The preparation and structural characterization of Al2O3/Ni-P composites with an interpenetrating network[J]. Journal of the European Ceramic Society, 2007, 27: 831?836.
[12] ������, ������, �μ���. ��ѧ����Si3N4�մ������ǥ����ͷ��ǿ���о�[J]. �й���е����, 1999, 10(7): 825?828.
ZHANG Yong-qing, ZHAO Peng-sheng, REN Jia-lie. Study on strength of brazed joint of chemically Ni-plated Si3N4 to metal[J]. China Mechanical Engineering, 1999, 10(7): 825?828.
[13] ����, �ⰮƼ, �μ���, ����ɽ. �����մɽ�ͷ�ĺϽ���Al/Ni/Al���ϲ�����Si3N4�մ�[J]. ���ϵ���, 2000, 14(4): 61?63.
Zou Gui-sheng, Wu Ai-ping, Ren Jia-lie, Peng Zhen-shan. Alloying of heat resistant ceramic joints��Bonding of Si3N4 ceramics using Al/Ni/Al multilayer[J]. Materials Review, 2000, 14(4): 61?63.
[14] ������, �뼪��, ��ռ��, ������, ��־ͮ. Al2O3�մ���Al�ĵ������ӹ���[J]. ����, 2000(10): 9?12.
Liang xu-wen, feng ji-cai, DONG Zhan-gui, WANG Da-yong, SHEN Zhi-tong. Low temperature bonding of alumina ceramic to Al[J]. Welding and Joining, 2000(10): 9?12.
[15] ��Ӣ��, �����. ��������ѧ�����ֲ�[M]. ����: ������ѧ������, 1993: 177?230.
LIANG Ying-jiao, CHE Yin-chang. Inorganic thermodynamics handbook[M]. Shenyang: Northeastern University Press, 1993: 177?230.
������Ŀ��������Ȼ��ѧ����������Ŀ(50705022)����������ҵ��ѧ�����Ŷ�֧�ּƻ�������Ŀ
�ո����ڣ�2009-05-04�������ڣ�2009-10-19
ͨ�����ߣ�����ϼ�������ڣ���ʿ���绰��0451-86418146��E-mail: zhanglxia@hit.edu.cn
ժ Ҫ������Al-Si-Mgǥ�Ϻ����ƹ���������Mg�۷�����ʵ�ֻ�ѧ����Al2O3�մ���5A05���Ͻ�����ǥ�����ӣ�����������ʱ�估�����¶ȶԽ�ͷ����ṹ�Ϳ���ǿ�ȵ�Ӱ�졣��������������¶�570 �棬����ʱ��15 minΪ��ѹ��ղ�������ʱ��ͷ����ṹΪAl2O3/Ni(����)/Al3Ni2(����)/Al3Ni+Mg2Si(����)/��(Al)+Mg2Si(����)/5A05����ͷ�Ŀ���ǿ��Ϊ25 MPa�����ű���ʱ����ӳ���Ni��䱡��Al3Ni2��֯�ı仯����Al3Ni+Mg2Si��֯������ҳʷ�ɢ���ƣ�������ʱ���ӳ���50 minʱ��Al3Ni+Mg2Si��ȫ������ҵ���״����С��һ�Ŀ�״�ֲ����ҿ���5A05���Mg2Si��ʧ�������¶ȶԽ�����֯�ṹ��Ӱ���뱣��ʱ���Ӱ�����ƣ���ͷ������ʽΪ���Զ��ѡ�����ͷ��ǿ�Ƚϵ�ʱ�����ѷ��������Ͻ��Ħ�(Al)+Mg2Si����������ͷ��ǿ�Ƚϸ�ʱ�����ѷ����ڶ�Ni��+������(���������)��
