
���±�ţ�1004-0609(2010)S1-s0257-03
Ti-22Al-24Nb-1Mo O��Ͻĵļӹ�������
¬ ���� ������ ��
(�й���ѧԺ �����о��������� 110016)
ժ Ҫ��
������һ�ֲ���b������������2+B2���������������Ĺ���������������Ti-22Al-24Nb-1Mo O��Ͻ�0.1 mm�ĵĹ��չ��̡��о������˻���ܴ����ԺϽ���֯���������ܵ�Ӱ�졣����������˻��Ͻ���֯�ɵ���O��+B2����ɣ�����O��(�������)Լ50%�����ܺ�Ͻ���֯����������O/��2��+B2����ɣ��������ȴ������մ����Ͻ���ܻ�����õ������������ܡ�
�ؼ��ʣ�
O��Ͻ���Ti-22Al-24Nb-1Mo�������������ȴ�����
��ͼ����ţ�TG 166.5���� ���ױ�־�룺A
Processing and properties of Ti-22Al-24Nb-1Mo orthorhombic alloy foil
LU Bin, WANG Yong, YANG Rui
(Institute of Metal Research, Chinese Academy of Sciences, Shenyang 110016, China)
Abstract: A technology of rolling of Ti-22Al-24Nb-1Mo orthorhombic alloy foil was introduced, which is blooming in b field, rolling in ��2+B2 field and cold rolling by 4-high reverse cold roll mill. The effects of heat treatments on the microstructure and tensile mechanical properties of the orthorhombic alloy foil were also discussed. The results show that the equiaxed O phase and B2 phase microstructures with 50% (volume fraction) O phase are obtained by annealing treatment; a little equiaxed O/��2 phase and B2 phase microstructures form by solution treatment. The room temperature tensile properties of foil by annealing or solution treatment are well.
Key words: orthorhombic alloy; Ti-22Al-24Nb-1Mo; foil; cold roll; heat treatment
O��Ͻ���20����90������ڷ�չ������һ������TiAlϵ�����仯������и�ǿ�����͡�����俹������ȱ�������Լ������������Ե����õ��ۺ����ܡ�O��Ͻ���Գ�ʱ�乤����650~750 �棬��ʱ��Ӧ����800~900 �棬����������������������ȶ˲������������֮һ[1]�����⣬����O��Ͻ���SiC��ά�������ԽϺã�������������Զ����3%����������������ѺϽ�������Ļ�����ϣ���ΪĿǰ���������ѻ����ϲ���(TMCs)�����ѡ��[2-3]���ӹ�0.1 mm����ɴٽ����ڸ����ѻ����ϲ��Ϸ����Ӧ��[4]�����ԣ�����O��Ͻ�0.1 mm���ѳ�Ϊ������Ҫ�Ŀ��⡣
�������߽�����һ�ּӹ�0.1 mm�� Ti-22Al- 24Nb-1Mo O��ϽĵĹ��գ����������ȴ�����������֯���������ܵ�Ӱ�졣
1 ʵ��
�����ò��ϲ�������Ժĵ绡¯�������Ͻ�(d280 mm)�Ļ�ѧ�ɷ�(��������,%)Ϊ��11.4 Al��40.7 Nb��1.7 Mo��0.1 O��0.03 N��0.002 H������Ti��������ˮѹ�������������B2/b���������40 mm�����������2+B2�����������ɺ�1.5 mm�İ�ģ��پ�d650 mm��550 mm�Ĺ����������������ɺ�0.1 mm�IJ��ģ�����չΪ380 mm�����Ʒ�����Ƭ��ͼ1��ʾ����Ʒ����������ȡ����������ȴ�������AG-10T��������������ϲ����������ܣ���JSM-5600��ɨ��羵�Ϲ۲�Ͻ�����֯��ò��
2 ��������
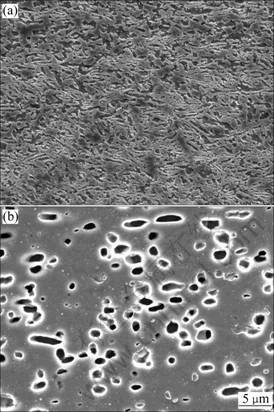
����ʱ���봿�Ѻ�Ti-6Al-4V�Ͻ����[5-7]��Ti-22Al-24Nb-1Mo�Ͻ�ı��ο����ϴֿ��������γɵ������������ڱ��ι����е��α���������̫��Ӧ����50%������2+B2�����ȼӹ��úϽ���֯�ɵ����2��+B2����ɣ�B2�ຬ���ߣ�����һ���̶��ϱ�֤������������ӹ�����[8-9]�������ڸúϽ��е�Al�����ϸߣ��Һ��н����������Ե�MoԪ�أ�ʹ�Ͻ��ǿ��ƫ�߶����Խϵ�[10]�����ͺϽ����ӹ����ܣ���������ĵ�����ѧ�������1��ʾ�����Ц�5Ϊ����ǿ�ȣ���bΪ����ǿ�ȣ���Ϊ�ӳ��ʡ����ԣ�����ӹ�ʱ����(��+��)/�ºϽ���ȣ��úϽ�ı��ο����ϴ��������������α�����Ҳ������ӦС��15%��
ͼ1 0. 1 mm��Ti-22Al-24Nb-1Mo���ĺ����Ƭ
Fig.1 Macroscopical photograph of Ti-22Al-24Nb-1Mo foil with thickness of 0.1 mm
��1 ��ͬ�ȴ���������1.5 mm��Ti-22Al-24Nb-1Mo�������������������
Table 1 Room temperature tensile properties of Ti-22Al- 24Nb-1Mo hot rolled plate with thickness of 1.5 mm by different heat treatments
�����Ϸ������Կ��������ڸúϽ������������ϲʵ�����������������Ӽӹ����κ��м��˻����������������е��м��˻��¶ȵ�ѡ����Ϊ��Ҫ[4]�����˻��¶�ѡ���ڦ�2+B2����ʱ�������˻�������������⣬����˻�����¶Ⱥ����ٵ�����[11]��������˲��á����˻��¶�ѡ����O+B2����ʱ��ͬ�����������ٵ����⡣�˻������B2���л�����O�࣬ʹǿ�����ߣ����ο����������Խ��ͱ��������½���Ҳ���˲��á��������߲�����һ��������ȴ�����������ؽ����������⡣
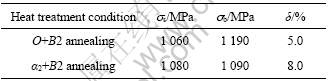
һ���IJ�Ʒ��Ϊ�˻���ܴ�����Ʒ���֡��˻��ر����ٽᾧ�˻����ʹO����ٽᾧ�������̶ȵ�������ӹ���������Ӧ�����Ӷ���ߺϽ�����ԣ�Ϊ������ӹ��������ṩ��ӹ�������ͼ2(a)��ʾΪ�Ͻ�0.1 mm���ľ��˻����������֯����ͼ2(a)�п��Կ������Ͻ���֯�ɵ���O��+B2����ɣ�����O�ຬ��ԼΪ50%���ֵ�O���Ѿ��������ٽᾧ��ֻ�и�����������״������������ںϽ�ı��������ͣ���ӹ�ʱ�����ۻ��������������Դ洢�㹻�ı����ܣ�ʹ�����˻�����з�����ȫ�ٽᾧ�����ܴ����Ĵ����¶�һ��ϸߣ����ٽϴ����ںϽ���֯�б����������ԽϺõ�B2�࣬�Ӷ���ߺϽ�����ԡ�ͼ2(b)��ʾΪ�Ͻľ����ܴ����������֯����ͼ2(b)���Կ����������ܴ����Ͻ���֯�ɵ���O/��2��+B2�����(��ɫΪ��2�࣬��ɫΪO�࣬����ΪB2��)�����У�O/��2�ຬ�����٣��Ҿ��ѵ��ữ��
ͼ2 ��ͬ�ȴ����ƶȵ�Ti-22Al-24Nb-1Mo��������֯
Fig.2 Microstructures of Ti-22Al-24Nb-1Mo foil by different heat treatments: (a) Anneal treatment; (b) Solution treatment
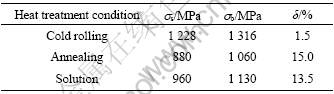
��2����Ϊ��ͬ�ȴ���������Ti-22Al-24Nb-1Mo�Ͻĵ������������ܡ��ɱ�2��֪������̬���ĵ�ǿ����ߣ�����������δ������Ӧ����ɵġ����ٽᾧ�˻�Ͻ�ǿ�Ƚ��ͣ�����������ߣ��ۺ��������á������ܴ��������˻�̬��ȣ��Ͻ�ǿ����ߣ�����δ���Խ��͡������˻���ܴ�����һ����ɡ���˵�����������ȴ������վ��ܻ�����õ������������ܡ� �����ڸ����������ܺ�����һЩ���ܣ�����������ͻ�Ȼ����һ���о���
��2 ��ͬ�ȴ���������0.1 mm��Ti-22Al-24Nb-1Mo���ĵ�������������
Table 2 Room temperature tensile properties of Ti-22Al- 24Nb-1Mo foil with thickness of 0.1 mm under different conditions
3 ����
1) ��ȻTi2AlNb��Ti-22Al-24Nb-1Mo�Ͻ���ο����ϴ��������ϲ��ͨ���������ι��պ��˻��ƶȿ��Լӹ����ϴ��չ��0.1 mm���ġ�
2) Ti-22Al-24Nb-1Mo �Ͻľ��˻����ܴ����Ͻ���֯��ͬ���˻��Ͻ���֯��Լ50%����O��+B2����ɣ����ܺ�Ͻ���֯����������O/��2��+B2����ɣ��Ͻ�������������ܾ����á�
REFERENCES
[1] PENG Ji-hua, MAO Yong, LI Shi-qiong, SUN Xun-fang. Microstructure controlling by heat treatment and complex processing for Ti2AlNb based alloys [J]. Material Science and Engineering A, 2001, 299(1/2): 75-80.
[2] CHRISTOPH L, MANFRED P. Titanium and titanium alloys [M]. Weinheim: Wiley-VCH Verlay Gmbh & Co KGaA, 2003: 59-62.
[3] ������, �����, PETERS P W M. ����ǿ�ѻ����ϲ��Ͻ������ǿ�ȵ�FEM����[J]. ϡ�н��������빤��, 2002, 31(6): 445-448.
ZENG Wei-dong, ZHOU Yi-gang, PETERS P W M. FEM modeling of interfacial shear strength in SiC-fibe reinforced titanium matrix composites [J]. Rare Materials and Engineering, 2002, 31(6): 445-448.
[4] ������. ���������ﲭ�ļӹ�[J]. �ѹ�ҵ��չ, 1998, 15(6): 29-30.
HAN Ming-chen. Process of TiAl intermetallics foil [J]. Titanium industry Progress, 1998, 15(6): 29-30.
[5] CHEN Fuh-kuo. CHIU Kuan-hua. Stamping formability of pure titanium sheets [J]. Journal of Materials Processing Technology, 2005, 170(1/2): 181-186.
[6] RODNEY B, GERHAND W, COLLINGS E W. Materials properties handbook: Titanium alloys [M]. Materials Park: ASM International, 1994: 594-598.
[7] LIANG X B, LI S Q, CHENG Y J, ZHANG J W. Flow stress behavior and deformation characteristics of Ti-22Al-25Nb alloys at elevated temperature [J]. Materials Science Forum, 2005, 475/479: 825-828.
[8] SHANKAR H, PRASAD N E, SINGH A K, NANDY T K. Low temperature flow behaviour of B2 intermetallic phase in Ti-Al-Nb system [J]. Materials Science and Engineering A, 2006, 424(1/2): 71-76.
[9] RHODES C G, SMITH P R, HANUSIAK W H, SHEPARD M J. Microstructural evolution in wire-drawn Ti-22Al-26Nb powder [J]. Metallurgical and Materials Transaction A, 2000, 31(11): 2931-2941.
[10] TANG F, HAGIWARA M. Effect of compositional modification on ductility of B2 phase in Ti-Al-Nb intermetallic alloy [J]. Journal of Materials Research, 2002, 17(10): 2611-2614.
[11] LUO D, CUI Y Y, YANG R. Effects of cooling rate on the microstructure and room temperature tensile properties of orthorhombic Ti-22Al-21Nb-1Ta-1W alloy [J]. Materials Science Forum, 2005, 475/476/477/478/479: 817-820.
(�༭ ����ɭ)
ͨ�����ߣ�¬ �绰��024-23971961��E-mail: blu@imr.ac.cn
