
����˲̬�������������������ź�ӳ��ģ��
�����У��Ž�ѫ������ׯ
(��̶��ѧ ��е����ѧԺ������ ��̶��411105)
ժ Ҫ��
ժ Ҫ��Ϊʵ�����������������������ͷ��������������ӹ����ԡ��������빤���ĽӴ�����״���Լ���ά����źŵķ�������һ���������̻���Ϊ7���Ρ�ͨ������ʵ���й����źź����ź������������и��εı仯������������ɢRMS��������ɢ������������ʶ����ȡ����������7�������Ӧ�Ĺ��ʺ����źű仯�����㣬�������������������źŵ�����ӳ��ģ�͡��о������������ģ�Ϳ���0.7%��ʱ����Χ���ҵ������м����������㣬0.05%��ʱ����Χ���ҵ�������ȫ���������㣬1.2%��ʱ����Χ���ҵ������м��г��������Լ�1.1%��ʱ����Χ���ҵ�������ȫ�г������㣬��ˣ�����1.2%���ҵ�ʱ����Χ�ڣ�������������ӹ������й����źź����ź�������������ʱ���ϵ�ͬ��ӳ���ϵ����ģ�Ϳ������������������ź�ӳ������Ľ�һ���о���
�ؼ��ʣ�
����������ӳ��ģ����˲̬�����������ź����������ź���
��ͼ����ţ�TH165+.4 ���ױ�־�룺A ���±�ţ�1672-7207(2010)03-0971-06
Mapping between phases and signals in drilling process based on transient features of signals
ZHOU You-hang, ZHANG Jian-xun, TANG Wen-zhuang
(College of Mechanical Engineering, Xiangtan University, Xiangtan 411105, China)
Abstract: In order to study the machine quality of mass-drilling-production on line, the process of drilling was divided into 7 stages according to the analysis of the force situation, the contacts between the drilling blade and the work piece. Based on the discrete RMS analysis and discrete derivation of signals, transient feature points of power signals and acoustic signals were found through data mining, and the mapping model of drilling process and monitor signals could be built based on these transient characteristics. The results show that when drill tip start to cut in the feature points can be found from power and acoustic signals in the time error of 0.7%, when drill blade totally cut in the feature points can be found in 0.05%, when drill tip start to cut out the feature points can be found in 1.2% and when drill blade totally cut out can be found in 1.1%. So the corresponding changes range of the signals can be drawn out to match 7 stages within 1.2%. The mapping model is also helpful to study the drilling mechanism in different stages further.
Key words: drilling process; mapping model; transient feature; power signal; acoustic signal
����ͬ���������£�����������������������������������ϵͳ������Ч������Ԥ���Ʒ�������ֲ����ɣ�Ѱ����ӹ����ȵ�;���������ƹ��չ��̵���������[1-4]��Ҫʵ���������������������������������������ȱ���ȷ������۹���ӹ�������ָ�ꡣ���������������������ָ����ԣ�����Ϊֹ��������Ч�����������ӹ������������취�Dz�����Ӧ�������豸ֱ�Ӽ��ӹ�����ijߴ羫�ȡ����ξ��Ⱥͱ���ֲڶȵȲ�������������Ϣ����Ȼ����з���������������������������������ϲ�ɨ���Լ���Ӧ��ͷ�������������豸������Щ�����������ձ���Ӧ�ԣ�һֱͣ����ʵ���о��λ�����ض�����ʹ��[5-6]������������Щ�о�����Ϊ���ô�������Ӳ���������������Ĺ�����Ϣ�������ӹ����������������Ϣ�����ϵ�����п���ʵ�ֻ�е���������е����������ӹ������������ͷ���[7-10]�� ���ǣ�Ŀǰ�����������еIJ�ͬ����������źű仯��ӹ��������������Ķ�Ӧ���������������ֱ���о����������м���ź��빤�������Ķ�Ӧ��ϵ��ʮ������[11-15]���������о��з��֣���һ�����������������У����ŵ�����ӹ�����λ�ù�ϵ�ı仯(�絶�����롢�г�)������źŻ����ͻ�䣬��ȡ��������²�ͬ����ź�ͻ���˲̬��������������ź�������������ʱ���ϵ�����ӳ��ģ�ͣ����п����о��������������źŵĶ�Ӧ������Ϊ�ˣ�������������������ӹ����ԣ���һ�������������̷�Ϊ7���Σ�ͨ����������������̵Ĺ����źź��������źţ���ȡ��������Ӧ�������㣬�����ź�������������ʱ���ϵ�����ӳ��ģ�͡�
1 ʵ���еĴ���������ź�
������ʵ�����ݾ��������������£�������lh=12.84 mm����![]() =6.5 mm��������Ϊ3���������Ȧ�=130?�����г���ld=1.6 mm��������f=30 mm/min������ת��r=500 r/min�����ݲ���Ƶ��Ϊ20 kHz��ADת��������ΧΪ-10~10 V���ֱ���Ϊ0.000 05��
=6.5 mm��������Ϊ3���������Ȧ�=130?�����г���ld=1.6 mm��������f=30 mm/min������ת��r=500 r/min�����ݲ���Ƶ��Ϊ20 kHz��ADת��������ΧΪ-10~10 V���ֱ���Ϊ0.000 05��
ʵ������л�õ�2��ӹ��������������ļ���ź����ݼ�ͼ1(��������SR40�����ȷ�ֵ����-65 dB�������źŴ�����HRI221F27�����ȵȼ�Ϊ1)��
��1ͼ�ɿ�����2�������ӹ����̵��ź���������״�ϻ���һ�£������źŲɼ�ʱ��IJ��죬ͼ����״��ʱ������ǰ��ƫ�2���ź��У�����������������ֹͣʱ�������źŲ���ͻ�䡣���������빤��ʱ�����źź����ź������Ա仯��
2 �������̷���
һ�������������ӹ����̳�����������ֹͣ���⣬���������빤���ĽӴ�������״�������¼������Եı�־�㣺��ͷ������ʱ(���������ٶȿ�ʼ�����в�����)�������м�Ӵ�����ʱ(���п�ʼ����)��������ȫ���빤��(������ȫ����)�������м��г�����(������������)��������ȫ�г�����(���в�����)�Լ��˵���(��������������)��
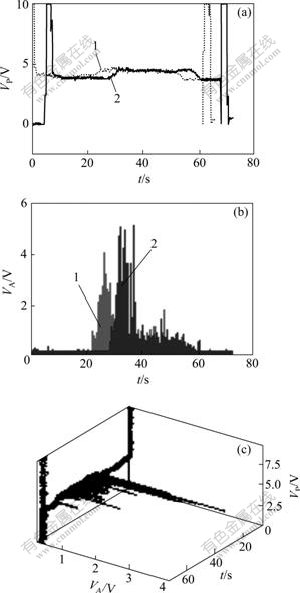
1�����1�����ݣ�2�����2������
(a) �����źŵĵ�ѹ�źŷ�ֵVP��ʱ��Ĺ�ϵ��
(b) �������źŵĵ�ѹ�źŷ�ֵVA��ʱ��Ĺ�ϵ��
(c) ʱ�䡢���������źŵĹ�ϵ
ͼ1 2������ʵ���еĹ����źš����źų����Աȷ����Լ�ʱ�䡢���ʺ����źŵ���άͼ
Fig.1 Preliminary analysis of power signals, acoustic signals and three-dimensional figure of time, power, and acoustic signals
��ͼ1Ҳ�ɳ�����������źŵ���Ӧ�仯��Ϊ�ˣ�������3���������ӹ�Ϊ������һ���������������̷�Ϊ����7���Σ�
(1) ��������(ͼ2(a))���괲������������ٽ������ӽ����ӹ���������������˲�䣬�����ź���1�����Ե�ͻ�䡣
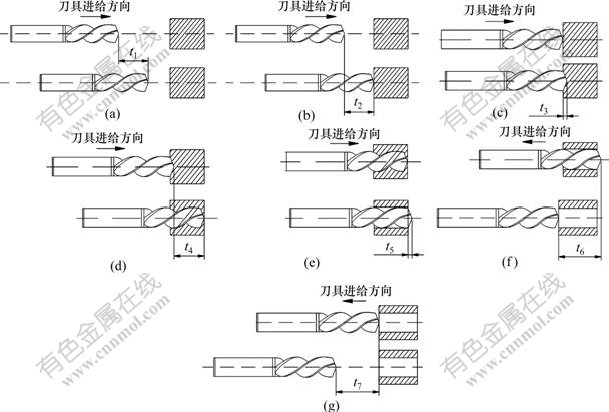
(a) ��������t1��(b) ��ʼ������t2��(c) �����t3��(d) ���t4��(e) ��ͷ�����t5��
(f) �˵���t6��(g) ͣ����t7
ͼ2 �����λ���
Fig.2 Stages of drilling processes
(2) ��������������(ͼ2(b))���ڴ˽Σ����Ṥ��������ʼ�����������мʼ�Ӵ��������ӹ����棬�������м������������²�����ǿ���źţ����⣬���Ṧ���ź�Ҳ��1��ͻ�䣬���Ǽӹ������е�1������Ҫ������������־����Ŀ�ʼ��
(3) �м����빤����(ͼ2(c))���ڴ˽Σ������м�ӽӴ������ӹ����濪ʼ���빤���ڲ��������ź�������������ȫ���빤��ʱ�������źŴﵽ������ź�Ҳ�����Ա仯��
(4) ������(ͼ2(d))���˽��������ӹ�����Ҫ���̣����������������У����Ṧ�ʱ仯�Ƚ�ƽ�ȣ����źű仯�����ԡ�
(5) �������������(ͼ2(e))����������������ɣ��ڴ˽��ڣ����Ṧ�����٣�ͬʱ�����������м��г���������м����״̬�����ı䣬�����͵��ߵ��������û�������ͻ�䣬���źű仯�Ӿ硣
(6) �˵���(ͼ2(f))����������ȫ�г�����ʱ����־�������ɣ������в��빤���Ӵ�ʱ�̣����źŲ���ͻ�䡣
(7) ����ͣ����(ͼ2(g))����ͷ��ת�˵�����������ȫֹͣʱ�������źŽ�ͻ�䵽0��
�����ԣ����������������У���ӹ�������ص���Ҫ��Ϊt3��t4��t5����3����Ҳ��ʵ�ʵ�����̡����ڼ���ź����ҳ���Ӧ�������̵������㣬���ܽ���������������ʱ���ϵ�����ӳ��ģ�͡�
3 ����ź���������������ӳ��ģ��
3.1 ������������ʱ�����
�����1ʵ�����ݽ��з������������ϣ�ʵ����ӹ�ʱ��tjӦΪ��![]() ��
��![]()
![]()
![]() 3.2 s��
3.2 s��![]() s��tj=28.88 s��
s��tj=28.88 s��
3.2 �������̼���ź�������
������������������������ֹͣʱ�������źŵ�ͻ�����ԡ��Թ����źŽ�����Ӧ���˲���������ɢ��(ʽ(1))��������ɢRMS����(ʽ(2))�����ý����ͼ3��
 (1)
(1)
![]() (2)
(2)
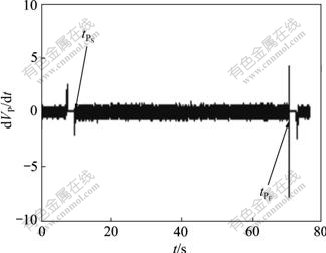
ͼ3 ����ֹͣʱ��������
Fig.3 Feature points of starting and stopping
��ͼ3�У����ҳ�������ֹͣʱ�̵�������ֱ�Ϊ��![]() =9.857 9 s��
=9.857 9 s��![]() =71.036 5 s��
=71.036 5 s��
���ݼ���ź�����������ֹͣ������������ӹ�������ȷ�����ٽ���ʱ���t1��t7�ɴ��ź��к�����ȡ���������а���t2��t3��t4��t5��t6�������źŽ��з������Ӷ��ɼ�����ȡ�����м�Ӵ���������ȫ���빤�����뿪��������ȫ�뿪����ʱ�������źŶ�Ӧ�������㡣
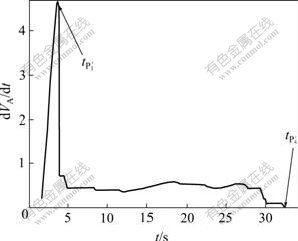
�������м�սӴ������Լ���ȫ�뿪������ʱ�̣����źź����ź�ͻ�䣬�ݴˣ�ͬ���Թ����ź��˲���������ɢRMS�������������ͼ4��
��ͼ4�У������ҵ������ź�ͻ��ʱ�������㣺![]() =3.80 s��
=3.80 s��![]() =32.48 s��
=32.48 s��
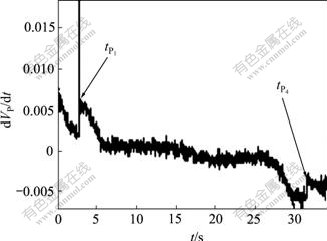
ͼ4 �����м��������ȫ�г�ʱ���
Fig.4 Feature points of drilling blade just cut in and completely cut out workpiece (power signal)
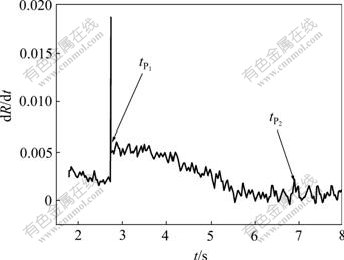
ͬ�����ý�ȡ������źţ������˲��������ۻ���͡�������硢��ϡ����ɵ�ͼ5��
ͼ5 �����м��������ȫ�г�ʱ���
Fig.5 Feature points of drilling blade just cut in and completely cut out workpiece (acoustic signal)
ͬ������ͼ5�У��ɻ����Ӧ�������㣺![]() =3.83 s��
=3.83 s��![]() =32.70 s�����ݹ����źź����ź���ȷ��������
=32.70 s�����ݹ����źź����ź���ȷ��������
�м����롢��ȫ�г�ʱ�������㣬�������ʵ�ʼӹ�ʱ��?t1��?t2��
�����źŷ���ʱ��![]() 28.68 s
28.68 s
���źŷ���ʱ��![]() 28.87 s
28.87 s
���ۼӹ�ʱ��tj=28.88 s�������źŷ��������źŷ�����Ӧ�����ֱ�Ϊ0.69%��0.003 5%��
��������ȫ���빤��ʱ�������źŴﵽ����ݴ��ص㣬�ɽ�ȡ�����ź���ʱ��������![]() ��
��![]() ������ݽ��з�����ͬ��������Ӧ���˲�����ɢRMS��������ɢ���������ȫ���빤����ʱ���
������ݽ��з�����ͬ��������Ӧ���˲�����ɢRMS��������ɢ���������ȫ���빤����ʱ���![]() =7.02 s����ͼ6��ʾ��
=7.02 s����ͼ6��ʾ��
���⣬��������ȫ�г�ʱ�����ڵ��߲����������ź�ͻ�䡣�ݴˣ��ɶԽ�ȡ������źŽ�����Ӧ�ķ���������ҵ�������ȫ�г���ʱ��������![]() =29.49 s����ͼ7��ʾ��
=29.49 s����ͼ7��ʾ��
���ݹ����źź����ź��������м��ڹ������������е�ʱ�������㣬�ɵ�?t3��?t4��
![]() s,
s, ![]() s
s
��2��������ֵ�ӹ�ʱ��tL=3.2 s����ʱ�����ֱ�Ϊ1.17%��0.31%��
��������������������������5�������ӹ�ʵ�����ݽ��з������ҳ����������и��ζ�Ӧ��ʱ�������㣬���1��ʾ�����У�?t1��?t2�ֱ�Ϊ�ù����źź����ź���õ����������ӹ�ʱ�䣬��?t3Ϊt3�ε�ʱ�䣬?t4Ϊt5�ε�ʱ�䣬����Ӧ��?e1Ϊ�����ź������ӹ���ʱ����?e2Ϊ�����������ӹ���ʱ����?e3Ϊ��Ӧ��t3�ӹ���ʱ����?e4Ϊ��Ӧ��t4�μӹ���ʱ����
ͼ6 ������ȫ���빤��������
Fig.6 Feature point of blade completely cut in workpiece

ͼ7 ������ȫ�г�������
Fig.7 Feature point of blade just cut out workpiece
��1 ʵ���������������̸��ζ�Ӧ��ʱ��
Table 1 Corresponding time of different drilling process
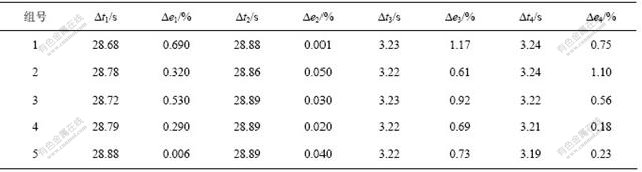
�ɱ�1�ɿ���������ͬ���������£���1.2%���ҵ�ʱ����Χ�ڣ����Բ�������������������ÿ�����������봫�����źŵĶ�Ӧ��ϵ������ʵ������1�鴫������������Ӧ�ĵ�ѹֵU����ӹ�ʱ��t�Ĺ�ϵ��ͼ8��ʾ��
��ͼ8�ɿ������������˼���ź�������������ʱ���ϵĶ�Ӧ��ϵ�����ڴ˻����ϣ��Ϳ��Ը���Ч���ھ������������������������źż�����ϵ����һ���棬Ҳ���Ը��ݴ���������ź��о��������� ������
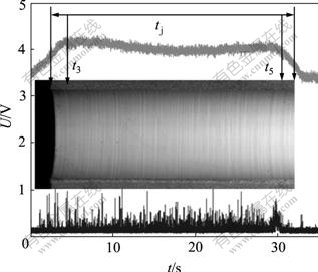
ͼ8 ����ź���������������ӳ��ģ��
Fig.8 Mapping model of monitor signals and drilling process
4 ����
(1) ���������������������빤���ĽӴ�����״���Լ�����źŵ���Ӧ˲̬�仯���ɽ�һ���������������̷�Ϊ7���Ρ�
(2) �Լ���źŽ�����ɢRMS����ɢ�� ��������0.7%��ʱ����Χ���ҵ������м����������㣬0.05%��ʱ����Χ���ҵ�������ȫ���������㣬1.2%��ʱ����Χ���ҵ������м��г��������Լ�1.1%��ʱ����Χ���ҵ�������ȫ�г������㡣
(3) ������ȡ���������������㣬����1%���ҵ�ʱ����Χ�ڣ���������������ź����������̵�ʱ������ӳ��ģ�͡�
�ο����ף�
[1] Gu P. Knowledge-based inspection process planning system for coordinate measuring machines[J]. Journal of Intelligent Manufacturing, 1994, 5(5): 351-363.
[2] ����, ����, ������. ���ڻ������Ⱥ�㷨��Ǧп�ս���̲��������Ż�[J]. �й���ɫ����ѧ��, 2008, 18(6): 1152-1158.
DING Lei, WU Min, CAO Wei-hua. Quantity and quality optimization for lead-zinc sintering process based on hybrid PSO algorithm[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(6): 1152-1158.
[3] ����ʤ, ����. �����Ӿ���������������е�Ӧ��[J]. �ִ����칤��, 2004, 2: 99-101.
LIU Ji-sheng, ZHONG Liang. Applications of machine visual technology in quality control[J]. Modern Manufacturing Engineering, 2004, 2: 99-101.
[4] ����. ������������滮ϵͳ���о�[D]. ����: �廪��ѧ, 2004: 2-8.
QIN Peng. Research on computer aided inspection planning system[D]. Beijing: Tsinghua University, 2004: 2-8.
[5] Zhao H X, Konomel L F. Mechanistic model for spade drills for wood drilling operations. Part 1: Model development[J]. Journal of Manufacturing Science and Engineering, 2003, 125(5): 226-235.
[6] Tsao C C, Hcheng H. Effects of peripheral drilling moment on delaminating using special drill bits[J]. Journal of Materials Processing Technology, 2008, 201: 471-476.
[7] ������, ����ǿ, �����, ��. ���ͻ��������ѹ������������������У��[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2008, 39(3): 566-570.
JIANG Shou-sheng, E Jia-qiang, GONG Jin-ke, et al. Nonlinear intelligent correction of pressure transducer from air intake pipe in gasoline engine[J]. Journal of Central South University: Science and Technology, 2008, 39(3): 566-570.
[8] Singh R, Khamba J S. Comparison of slurry effect on machining characteristics of titanium in ultrasonic drilling[J]. Journal of Materials Processing Technology,2008, 197(2): 200-205.
[9] Toews H G. A study of the influence of superimposed low-frequency modulation on the drilling process[J]. Precision Engineering, 1998, 22: 1-9.
[10] Amor M, Claus W, Franz H. Detection of chatter vibration in a drilling process using multivariate control charts[J]. Computational Statistics & Data Analysis, 2008, 52(6): 3208-3219.
[11] ���汣, �ŵ���, ������. �����ȱ��ε���������[J]. �й���е����, 1999, 10(8): 923-933.
TAO Xiang-bao, ZHANG De-xian, LIU Xiao-lian. On active compensation to the thermal deformations of machine tools[J]. China Mechanical Engineering, 1999, 10(8): 923-933.
[12] Yang J, Yuan J, Ni J. Thermal error mode analysis and robust modeling for error compensation on a CNC turning center[J]. International Journal of Machine Tools and Manufacture, 1999, 39(9): 1367-1376.
[13] JIAN Xun, SHAO Ze-yan. A revised Hilbert�CHuang transformation based on the neural networks and its application in vibration signal analysis of a deployable structure[J]. Mechanical Systems and Signal Processing, 2008, 22(5): 1705-1723.
[14] Jochem C R, Yusuf A. Time domain simulation of tensional-axial vibrations in drilling[J]. International Journal of Machine Tools & Manufacture, 2006, 46(3): 2073-2085.
[15] TANG Hua-ping, TANG Chun-xi, YIN Chen-feng. Optimization of actuator/sensor position of multi-body system with quick startup and brake[J]. Journal of Central South University of Technology, 2007, 14(6): 803-807.
�ո����ڣ�2009-05-27�������ڣ�2009-07-13
������Ŀ����������ѧ�ع���Ա������������������Ŀ(2009-1341); ������Ȼ��ѧ����������Ŀ(50975243)
ͨ�����ߣ�������(1971-)���У�����˫���ˣ���ʿ�������ڣ��������ֻ������о����绰��0731-58292222��E-mail: zhouyouhang@xtu.edu.cn
