

Effect of Mg-based spherical quasicrystal on microstructures and mechanical properties of ZA54 alloy
ZHANG Jin-shan(�Ž�ɽ)1, ZHANG Yong-qing(������)1, ZHANG Yan(�� ��)1,
XU Chun-xiang(������)1, WANG Xiao-ming(������)2, YAN Jie(�� ��)2
1. College of Materials Science and Engineering, Taiyuan University of Technology, Taiyuan 030024, China;
2. CSR Qishuyan Locomotive and Rolling Stock Technology Research Institute Co. Ltd., Changzhou 213011, China
Received 23 September 2009; accepted 30 January 2010
Abstract:
To improve the strength, toughness and heat-resistance of magnesium alloy, the microstructure and mechanical properties of ZA54 alloy reinforced by icosahedral quasicrystal phase (I-phase) particles were studied. Except ��-Mg, ��-phase and ��-phase, MgZnYMn I-phase particles can be obtained in ZA54-based composites by the addition of icosahedral quasicrystal-contained Mg-Zn-Y-Mn master alloy. The introduction of MgZnYMn I-phase into ZA54 alloy has great contribution to the refinement of matrix microstructures and the improvement of mechanical properties. When the addition of Mg-based spherical quasicrystal master alloy is up to 3.5% (mass fraction), the macro-hardness of ZA54-based composites is increased to HB 68. The impact toughness of composites reaches the peak value of 18.3 J/cm2, which is about 29% higher than that of ZA54 mother alloy. The highest tensile properties at ambient and elevated temperatures with master alloy addition of 2.5% (473 K) are also obtained in ZA54-based composites with 3.5% (mass fraction) Mg-Zn-Y-Mn master alloy addition. The ultimate tensile strength of composites at ambient and elevated temperatures are 192.5 MPa and 174 MPa, which are 23.4% and 33.8% higher than that of ZA54 mother alloy, respectively. The improved mechanical properties are mainly attributed to the pinning effect of I-phase on grain boundaries.
Key words:
magnesium alloy; spherical quasicrystal particles; ZA54 alloy; composite strengthening; heat-resistance;
1 Introduction
Recently, AZ91 and AM system magnesium alloys are the most widely used die casting magnesium alloys, which possess predominant castability and mechanical properties. However, they cannot be used at elevated temperatures beyond 393 K due to the low melting point (710 K) of intermetallic ��-Mg17Al12 phase. When the service temperature exceeds 393 K, the grain boundary of ��-Mg17Al12 phase in Mg-Al system alloy will suffer from softening and cannot act the effect of restraining grain boundaries slipping, which makes alloys have low creep resistance. In 1970s, it was reported that, for Mg-Al alloys with definite content of Al, Zn can be used as the main additional alloying element, and the alloys exhibit much better creep properties compared with the traditional Mg-Al alloys. At the same time, Mg-Al alloy containing high content of Zn element possesses good castability and mechanical properties at ambient temperature[1-5]. In this work, in view of characteristic of low interface energy and thermodynamics stability of I-phase, ZA54-based quasicrystal-reinforced composites were prepared by adding Mg-based spherical quasicrystal master alloy, in order to improve the mechanical properties of the newly-designed ZA54 alloy and extend the application field of ZA54 alloy[6-8].
2 Experimental
The nominal and practical compositions of ZA54 mother alloy are displayed in Table 1[9]. It was prepared by melting a mixture of high purity Mg (99.8%), Al (99.8%) and Al-4%Be, Al-10%Mn master alloy in a resistance furnace. After melting the above raw materials at 750 ?C, the spherical quasicrystal-containing Mg-Zn-Y-Mn master alloy[10-12] was added into ZA54 alloy melt and the melts were held for homogenization. After 20 min, the alloy melts were refined by adding refining flux. Later, the melts were poured into various metal molds to form relevant samples. The microstructure and composition of different phases in alloy were investigated with scanning electron microscope (SEM, JSU-6700F) equipped with electron dispersive spectroscope (EDS). Phase identification was analyzed by X-ray diffractometry (XRD, Y-2000) using monochromatic Cu K�� radiation. Macro-hardness, impact toughness and tensile properties were examined by HB-3000A sclerometer, JB-150B compact testing machine and DNS10 multipurpose testing machine, respectively.
Table1 1 Chemical composition of mother alloy ZA54 (mass fraction, %)

3.1 Microstructures of Mg-Zn-Y-Mn spherical quasicrystal master alloy
The optical micrograph and X-ray diffraction pattern of Mg-Zn-Y-Mn (MZYM) quasicrystal master alloy are displayed in Fig.1[9]. According to the X-ray diffraction pattern (Fig.1(b)), the microstructure of as-cast MZYM master alloy mainly consists of I-phase,
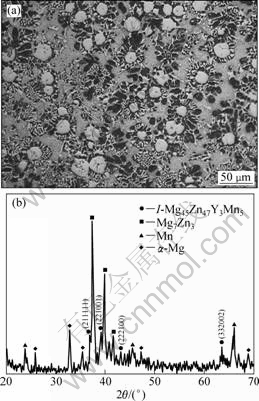
Fig.1 Optical microstructure (a) and XRD pattern (b) of as-cast MZYM
Mg7Zn3 phase, ��-Mg phase and single matter manganese. Fig.1(a) exhibits optical micrograph of as-cast MZYM master alloy. It is shown clearly that the definite addition of Mn into Mg-Zn-Y quasicrystal alloy can change the formation and growth processes of quasicrystal during solidification, obtaining thermodynamically stable and homogeneously distributed spherical Mg45Zn47Y3Mn5 quasicrystal phase. Moreover, compared with petal-like quasicrystal in Mg-Zn-Y alloy, spherical quasicrystal particles in Mg-Zn-Y-Mn alloy have smaller average size and larger desirable quantity. As shown in Fig.1(a), the gray matrix, dark dendrite phase and spherical particles are identified as Mg7Zn3 phase, ��-Mg phase and Mg45Zn47Y3Mn5 quasicrystal phase, respectively.
3.2 Effect of Mg-Zn-Y-Mn master alloy on microstructures of ZA54 alloy
The X-ray diffraction patterns of as-cast ZA54 alloy without and with the addition of MZYM master alloy are given in Fig.2. As shown in Fig.2(a), the as-cast microstructure of ZA54 mother alloy consists of ��-Mg, ��-phase and ��-phase. Whereas, for ZA54-based quasicrystal-reinforced composites (ZA54+3.5% MZYM), new diffraction peaks for quasicrystal phase appear, which indicates that the microstructure of ZA54-based composites consists of ��-Mg, ��-phase, ��-phase and Mg45Zn47Y3Mn5 quasicrystal phase, as shown in Fig.2(b).

Fig.2 XRD patterns of as-cast alloys: (a) ZA54; (b) ZA54+3.5%MZYM
Fig.3 shows the optical micrographs of ZA54 alloys added with different contents of MZYM master alloy. The grain size of alloys decreases continuously and the volume fraction of grain boundary phases (��-phase, ��-phase) increases with the increasing amount of MZYM master alloy. The grain boundary phases change from network to isolated nub. The finest grain size is obtained when the addition reaches 3.5%. Moreover, the strip-like ��-phase is sharply destroyed and the nub-like ��-phase becomes smaller. The broken network ��-phase and small nub-like ��-phase are homogenously distributed in the matrix, as shown in Fig.3(d). There exists an optimal addition for quasicrystal as a strengthening phase for ZA54 alloy. When the addition of MZYM master alloy surpasses 3.5%, the grain size of matrix begins to coarsen. The excessive addition of MZYM master alloy causes the segregation of ��-phase and Mg45Zn47Y3Mn5 I-phase (as shown in Fig.3(f)).
Quasicrystal phase particles are homogeneously distributed in the matrix or near the grain boundary phases. In the solidification process, I-phase particles congregate at the front of growing interface and block the diffusion of Zn and Al atoms, which restrains the growth of Mg and ��-phase, finally the microstructure of alloy is refined. The addition of MZYM master alloy causes the formation of more ternary phases and results in the transformation of ��-phase into ��-phase through peritectic reaction. Meanwhile, the existence of I-phase particles favors for the primary growth of ��-phase and ��-phase, which causes the increase of ��-phase and ��-phase in ZA54-based composites[13].
3.3 Effect of Mg-Zn-Y-Mn master alloy on mechanical properties of ZA54 alloy
Fig.4 shows the typical macro-hardness and impact toughness curve of the investigated alloys. It is shown that the addition of MZYM master alloy can notably increase the macro-hardness of ZA54 alloy. The highest macro-hardness value is obtained in ZA54 alloy with 5.5% MZYM master alloy. The improvement of macro-hardness of ZA54 alloy is attributed to the introduction of I-phase particles, which is homogenously distributed in alloy matrix. The micro-hardness of I-phase particles is about HV 557, which is much higher than that of matrix and grain boundary phases. The existence of high-hardness I-phase particles has quite positive effect on the improvement of macro-hardness of ZA54 alloy[14-15].
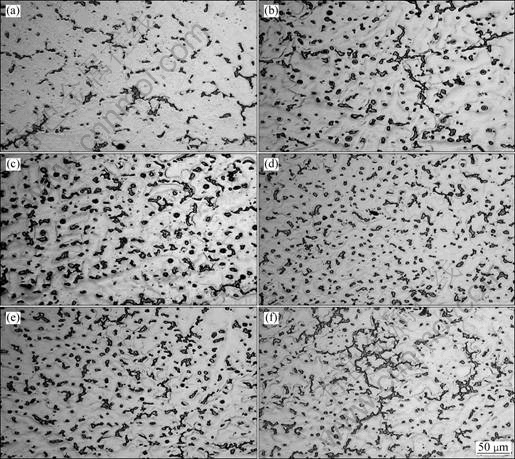
Fig.3 Microstructures of as-cast ZA54-based composites with different addition amounts of MZYM: (a) ZA54; (b) ZA54+1.5%MZYM; (c) ZA54+2.5%MZYM; (d) ZA54+3.5%MZYM; (e) ZA54+4.5%MZYM; (f) ZA54+5.5%MZYM
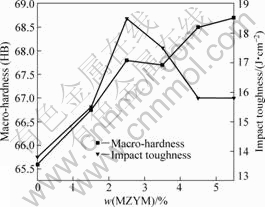
Fig.4 Dependence of macro-hardness and impact toughness of ZA54 alloy on MZYM content
From Fig.4, it can be seen that the impact toughness of ZA54 alloy is obviously increased after the addition of MZYM master alloy. When the addition of master alloy is up to 2.5%, the impact toughness reaches the maximum value of 18.3 J/cm2, which is about 29% higher than that of ZA54 mother alloy. However, the impact toughness decreases gradually with the MZYM master alloy addition beyond 2.5%. This phenomenon is mainly attributed to the segregation of I-phase and precipitate phases at grain boundaries. With the too much addition of MZYM master alloy, I-phase particles and precipitate phases agglomerate to form clusters at grain boundaries, which reduces the bonding strength and increases stress at grain boundaries. These grain boundaries are apt to rupture during plastic deformation. Therefore, the excessive addition of MZYM master alloy results in the decrease of impact toughness of ZA54 magnesium alloy.
Fig.5 shows the ultimate tensile strength (UTS) of the investigated alloys at room temperature (RT) and elevated temperature (473 K). It can be seen that the UTS at RT of ZA54 alloy is improved with MZYM master alloy addition. The UTS at RT of ZA54 alloy with 3.5% MZYM master alloy reaches 192.5 MPa, which is increased by about 23.4% compared with ZA54 mother alloy. From Fig.5, it can also be found that the UTS of ZA54 alloy at 473 K is improved greatly with MZYM master alloy addition. When the addition of MZYM is 3.5%, the UTS at 473 K reaches the maximum value of 174 MPa, which is nearly 33.8% higher than that of ZA54 mother alloy.
3.4 Strengthening and toughening mechanism of Mg-Zn-Y-Mn master alloy on ZA54 alloy
To obtain magnesium alloys with high strength and toughness, it is indispensable to add the reinforcing phase into magnesium alloys. Meanwhile, the optimization and stability of interface structure between the reinforced phase and the matrix is the key to promote mechanical properties of Mg-based composites and to obtain optimal comprehensive performance.
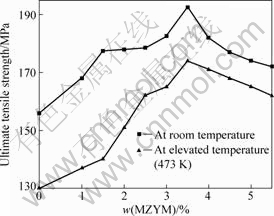
Fig.5 Relationship between tensile property of ZA54 alloys at room temperature and elevated temperature and MZYM content
The solidification microstructure of ZA54 magnesium alloy reinforced by Mg45Zn47Y3Mn5 I-phase particles under normal casting condition is fine. As reinforcing phase, I-phase particles are distributed in the ��-Mg matrix or around ��-phase, with smaller particle size than that fabricated by other methods. Due to the low surface energy of quasicrystal phase as well as similarity between the quasicrystal phase and the alloy matrix, excellent wetting of the quasicrystal phase with the matrix can be obtained. Therefore, the spherical quasicrystal phase has less rending effect on the matrix; and the degree of stress concentration in the matrix is much low. The Mg45Zn47Y3Mn5 I-phase particles prevent the diffusion of Al and Zn elements and result in fine grain size of ��-Mg matrix and bone-like morphology of ��-phase with granulation tendency.
Fig.6(a) shows the SEM micrograph of ZA54 magnesium alloy. Fig.6(b) shows the EDS analysis results of point A in Fig.6(a), verifying the existence of quasicrystal particles. It can be seen from Fig.6(b) that there is no interfacial reaction between the quasicrystal particle and the ��-Mg matrix and no brittle phase existing at the interface, suggesting high interface bond strength. Therefore, both the strength and toughness of ZA54 alloy are obviously improved. These quasicrystal particles can stably pin the grain boundary and effectively prevent the migration of ��-phase at grain boundary even at elevated temperature of 673 K. The dispersively distributed I-phase particles can prevent dislocation movement, exhibit the dispersion strengthening effects and finally improve heat resistance of ZA54 magnesium alloys. It is essential for magnesium alloys to own excellent mechanical properties under elevated environmental temperature. High strength of the alloy is mainly attributed to strengthening effects of the quasicrystal phase with high volume fraction. Low interface energy of the quasicrystalline phase can restrict its coarsening, promote the formation of stable interface between the I-phase particles and matrix, and restrict grain growth of the matrix during the deformation at elevated temperature. High hardness as well as high strength of ZA54 magnesium alloys is mainly attributed to the stable interface between the quasicrystal phase and the matrix. Therefore, ZA54-based quasicrystal- strengthened composites with high strength and toughness as well as high heat resistance can be obtained[16].
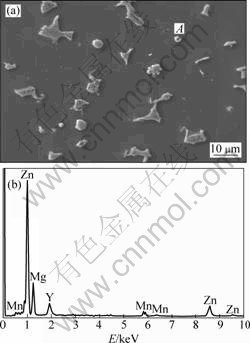
Fig.6 SEM morphology (a) and EDS spectrum (b) of ZA54+3.5%MZYM
Except the strengthening effect of ��-phase and ��-phase, the appearance of quasicrystal particles, which have higher hardness and thermal stability than ��- and ��-phase, plays a more important role in the strengthening effect on ZA54 alloy. It can be seen from the as-cast microstructure that the homogeneously distributed quasicrystal particles play a significant role in strengthening of grain boundary. During the deformation processes, dislocations with high density are created around the quasicrystal particles, which obviously promote the strength of alloy.
Like other metals, the heat-resistance of magnesium alloys is not only dependent on the softening power of matrix but also the thermal stability of secondary reinforced phase particles. The stable secondary reinforced phase particles, which are homogenously distributed in matrix, will restrain grain boundary sliding and dislocation movement at elevated temperatures, ensuring better heat-resistance property. ��-phase is the main strengthening phase in ZA54 magnesium alloy. However, the strengthening effect of ��-phase can only work at low service temperature range (<150 ?C). The ��-phase has poor thermal stability at elevated temperature owing to its low melting-point of 535 ?C. The hardness of ��-phase decreases gradually (by 50%-60%) at the service temperature beyond 200 ?C. After the addition of MZYM quasicrystal master alloy into ZA54 alloy, the dispersively distributed dystectic quasicrystal phase particles can effectively pin grain boundary and restrain its slipping, which is helpful for promoting elevated temperature properties. When the service temperature rises, ��-phase begins to coarse, soften and lose strengthening effect, but the quasicrystal phase particles with high thermal stability can still prevent slipping of grain boundary phases, finally the elevated temperature properties of ZA54-based composites are improved[17-18].
4 Conclusions1) The solidification microstructure of ZA54-based quasicrystal-reinforced composites (ZA54 alloy with various additions of MZYM master alloy) consists of ��-Mg, ��-phase, ��-phase and I phase. Much finer grain size of ��-Mg matrix is achieved and the morphology of ��-phase transforms from continuous nets into discontinuous nets or even particles after the addition of MZYM master alloy into ZA54 magnesium alloy.
2) Both room and elevated temperature (200 ?C) tensile strengths of ZA54 alloy are obviously improved after adding MZYM master alloy. When the addition is 2.5% (mass fraction), the value of impact-toughness reaches 18.3 J/cm2, which increases by 29%. While the addition amount reaches 3.5%, the tensile strength of composites at ambient and elevated temperatures are 192.5 MPa and 174 MPa, which are 23.4% and 33.8% higher than that of ZA54 mother alloy, respectively. Moreover, the thermal stability of ZA54 magnesium alloy is improved.
References[1] VOGEL M, KRAFT O, DEHM G, ARZT E. Quasi-crystalline grain-boundary phase in the magnesium die-cast alloy ZA85 [J]. Scripta Materialia, 2001, 45(5): 517-524.
[2] WANG Ying-xin, GUAN Shao-kang, WANG Jian-qiang. Effect of RE on microstructures of Mg-8Zn-4Al-0.3Mn magnesium alloys [J]. The Chinese Journal of Nonferrous Metals, 2003, 13(3): 616-621. (in Chinese)
[3] ZHANG Z, COUTURE A, LUO A. An investigation of the properties of Mg-Zn-Al alloys [J]. Scripta Materialia, 1998, 39(1): 45-53.
[4] EI-SAEID E Y, PEREZ-CASTELLANOS J L. Effect of the strain rate and temperature on the mechanical behaviour of a Mg-5%Zn alloy reinforced with SiC particles [J]. Journal of Materials Processing Technology, 2003, 143/144: 856-859.
[5] BOURGEOIS L, MENDIS C L, MUDDLE B C, NIE J F. Characterization of quasicrystalline primary intermetallic particles in Mg-8%Zn-4%Al casting alloy [J]. Philosophical Magazine Letters, 2001, 81(10): 709-718.
[6] ZHANG Z, TREMBLAY R, DUBE D. Microstructure and creep resistance of Mg-10Zn-4Al-0.15Ca permanent moulding alloy [J]. Materials Science and Technology, 2002, 18(4): 433-437.
[7] ZHANG Z, TREMBLAY R, DUBE D. Microstructure and mechanical properties of ZA104 (0.3-0.6Ca) die-casting magnesium alloys [J]. Materials Science and Engineering A, 2004, 385(1/2): 286-291.
[8] YANG Ming-bo, PAN Fu-sheng, LI Zhong-sheng, SHEN Jia. Effect of mass ratio of Zn to Al on as-cast microstructure and solidfication behaviour of Mg-Zn-Al ternary magnesium alloys [J]. The Chinese Journal of Nonferrous Metals, 2008, 18(7): 1191-1198. (in Chinese)
[9] WANG Xiao-ming. Strengthening of Mg-Al-Zn alloy with high toughness and study on its microstructure and mechanical properties [D]. Taiyuan: Taiyuan University of Technology, 2008: 41-60. (in Chinese)
[10] ZHANG Jin-shan, DU Hong-wei, LIANG Wei, XU Chun-xiang, LU Bin-feng. Effect of Mn on the formation of Mg-based spherical icosahedral quasicrystal phase [J]. Journal of Alloys and Compounds, 2007, 427(1/2): 244-250.
[11] ZHANG Jin-shan, PEI Li-xia, DU Hong-wei, LIANG Wei, XU Chun-xiang, LU Bin-feng. Effect of Mg-based spherical quasicrystals on microstructure and mechanical properties of AZ91 alloys [J]. Journal of Alloys and Compounds, 2008, 453(1/2): 309-315.
[12] ZHANG Jin-shan, PEI Li-xia, TIAN Ai-huan, WANG Xiao-ming, LU Bin-feng, XU Chun-xiang, LIANG Wei. Effect of Mg-based spherical quasicrystals on microstructure and mechanical properties of ZA85 alloy [J]. Key Engineering Materials, 2007, 353/358: 1267-1270.
[13] SINGH A, WATANABLE M, KATO A, TSAI A P. Microstructure and strength of quasicrystal containing extruded Mg-Zn-Y alloys for elevated temperature application [J]. Materials Science and Engineering A, 2004, 385(1/2): 382-396.
[14] SINGH A, NAKAMURA M, WATANABLE M, KATOo A, TSAI A P. Quasicrystal strengthened Mg-Zn-Y alloys by extrusion [J]. Scripta Materialia, 2003, 49(5): 417-422.
[15] VOGEL M, KRAFT O, DEHM G, ARZT E. Quasicrystalline grain-boundary phase in the magnesium die-cast alloy ZA85 [J]. Scripta Materialia, 2001, 45(5): 517-524.
[16] BAE D H, LEE M H, KIM K T, KIM W T, KIM D H. Application of quasicrystalline particles as a strengthening phase in Mg-Zn-Y alloys [J]. Journal of Alloys and Compound, 2002, 342(1/2): 445-450.
[17] BLOOM P D, BAIKERRIKAR K G, OTAIGBE J U, SHEARES V V. Development of novel polymer quasicrystal composite materials [J]. Materials Science and Engineering A, 2000, 294/295/296: 156-159.
[18] ABE E, TSAI A P. Quasicrystal-crystal transformation in Zn-Mg-Rare-Earth alloys [J]. Physical Review Letters, 1999, 83(4): 753-756.
(Edited by YANG Bing)
Foundation item: Project(50571073) supported by the National Natural Science Foundation of China; Projects(2009011028-3, 2007011067, 20051052) supported by the Natural Science Foundation of Shanxi Province, China
Corresponding author: ZHANG Jin-shan; Tel: +86-351-6018208; E-mail: jinshansx@tom.com
DOI: 10.1016/S1003-6326(09)60278-8
