
���±�ţ�1004-0609(2007)11-1779-06
��е�Ͻ��Ʊ���ͬCr������W-Cr���Ͻ��ĩ
Ф ��������������绪����־��
(����������ѧ ����ʡ�繤���ϼ����������ص�ʵ���ң����� 710048)
ժ Ҫ��
���û�е�Ͻ��Ʊ�Cr����Ϊ8%��12.5%��20%(��������)������W-Cr�Ͻ�ۣ��Բ�ͬ��ĥʱ���ĩ����X���������������ȷ�����ࡢ�����ߴ缰Ӧ�䣬������ɨ����������۲��ĩ��ò�����ȵı仯��������������û�е�Ͻ������Ʊ���ͬCr����������W-Cr�Ͻ�ۡ�����Cr���������ӣ��Ʊ�����W-Cr�Ͻ��������ĥʱ��Խ��������W-8%Cr��W-12.5%Cr��W-20%Cr��ĩ�������ĥʱ��ֱ�Ϊ72��84��96 h�������ߴ�С��30 nm��������ĥʱ������ӣ������ߴ粻�ϼ�С��Ӧ�������ӣ�ʹ������Cr��W�еĹ��ܶ����ӣ��γ�W�Ĺ��������塣Cr������ͬ��W-Cr��ĩ��ȫ�Ͻ�����4���Ρ�
�ؼ��ʣ�
��ͼ����ţ�TM 201.4���� ���ױ�ʶ�룺A
Preparation of W-Cr nano alloying powders with different Cr contents by mechanical alloying
XIAO Peng, ZHAO Wei-bing, LIANG Shu-hua, FAN Zhi-kang
(Shaanxi Key Laboratory of Electrical Materials and Infiltration Technology,
Xi��an University of Technology, Xi��an 710048, China)
Abstract: The W-Cr nano alloying powders with the composition of W-8%Cr, W-12.5%Cr and W-20%Cr (mass fraction) were prepared by mechanical alloying. The phase structure, grain size and micro-strain of the powders were determined using X-ray diffractometry. The morphology and particle size of the powders were observed and analyzed by scanning electron microscopy. The results show that the W-Cr nano alloying powders can be obtained by mechanical alloying. With the increase of Cr content, the ball milling time should be prolonged in order to get W-Cr alloying powders. The optimum time of ball milling for W-8%Cr, W-12.5%Cr and W-20%Cr powders is 72, 84 and 96 h, respectively. Grain size of the powders is less than 30 nm. With the time of ball milling increasing, the particle size becomes smaller; the extent of micro-strain and distortion of lattice are intensified; and the solution limitation of Cr in W is enlarged. The super-saturated solid solution of W is obtained finally. Although the content of Cr and the time of ball milling are different, the change of W-Cr alloying powders undergoes four stages.
Key words: W-Cr alloying powders; mechanical alloying; Cr content
��е�Ͻ���(MA)����Benjamin����20����70�����Ϊ������������ɢǿ�������Ͻ���¶���չ������һ���Ʊ��Ͻ��ĩ���¼������ü�����һ���ڹ�̬�ºϳ�ƽ���ࡢ��ƽ���������Ĺ��գ����ԴﵽԪ�ؼ��ԭ�Ӽ�ˮƽ�ĺϽ����ø�����ĥ������ͨ��ĥ�ۺ�����ǿ������ã��ⲿ���������ݵ�Ԫ�ط�ĩ�����У���ĩ�����������Ρ����Ѻ��亸����������ϸ����δ��Ӧ�ı��治�ϱ�¶�������������ӷ�Ӧ�ĽӴ����������ԭ�ӵ���ɢ���룬��ʹ��ͬ�ɷּ䷢����ɢ��̬��Ӧ���γɺϽ��[1?2]��
CuW��CuWCr��ͷ���Ͼ����͵绡��ʴ�Ժá����ۺ����ܸߡ�ǿ�ȸߵ��ŵ㣬���Ҿ��нϸߵ��͵�ѹ�����͵͵Ľ������������㷺Ӧ�����Ͷ�·�������������·������սӴ����ͱ�ѹ��ת��������[3?5]��Ŀǰ���������Ǵ�ͷ����ҵ��Ӧ����㷺�ķ���[6?7]��Ȼ���������ս��������Ʊ���ǰ��WCr�Ǽܴ��ڹ��̶ܳȲ�������������Cu��ִ��ҷֲ���̫���ȡ������ս���豸��Ҫ��ܸߡ��ܺĴ��ո��ӵ��� ��[8?9]���о��������ٺϽ��ں���Һ���ս�ʱ�����ܻ���Ҫ��W����������ʵ�֣���ĩ���Ȼ�ǿ��Ӱ�����Ź��̣�ϸС�����ı����ܽϴ����������ŵĽ��У�ͬʱ����ĩ�Ļ��״̬�ͳɷ־��ȳ̶�Ҳ��Ӱ������ս��ܶȣ��ɷ־��ȵķ�ĩ�����״ﵽ�ߵ��ս��� ��[10?11]����ˣ�̽���Ʊ��ɷ־��ȡ����ܶȸ�����ϸС��W-Cr��ĩ���¹��ն��Ʊ������ܶ�W-Cr�Ǽܾ���һ������ʵ���塣���û�е�Ͻ������Ʊ�������ĩ��ʹ��ĩ��Ͼ��ȣ���������ϸ��������ͬʱ�����Ի�սᣬ�����ս��¶ȡ����ڻ�е�ϽĹ��ղ������豸��ѡ��ͬ����ĥ��ĩ�����ܴ��ںܴ������Ȼ�Ժ��ڵ��ս���̲�����ҪӰ�졣��ˣ����߲��û�е�Ͻ�(MA)�Ʊ�W-Cr�Ͻ��ĩ��������������ĥʱ��Բ�ͬCr����W-Cr��ĩ��֯����ò�Լ�����ɵ�Ӱ�졣
1 ʵ��
ѡ��W��(���ȴ���99.8%��ƽ������6 ��m��������С��6��10?4)��Cr��(���ȴ���99.7%��������С��2��10?3��ƽ������100 ��m)��Ϊԭʼ��ĩ������ѡW�ۺ�Cr���Ժ�Cr���ֱ�Ϊ20%��12.5%��8%(��������)�ı������ƣ�����������ˮ�Ҵ���Ϊ���̿��Ƽ�(PCA)���ܷ�װ���в�ͬʱ����ĥ�����W-Cr�Ͻ��ĩ��
�Բ�ͬCr��������ͬ��ĥʱ���ĩ����X��������(XRD)��������ȷ�����ࡢ�����ߴ缰Ӧ��ȣ�����ɨ���������(SEM)�Է�ĩ����ò���й۲졣��Scherrer��ʽd=0.89��/(mcos��)ȷ����ĩ�����ߴ�仯����(ʽ��dΪ�����ߴ磬��Ϊ���߲�������=0.154 2 nm, mΪ�����İ�߿�����Ϊ�����)����Bragg����|?d/d|=1/4ncot�ȷ���������Ӧ��(ʽ��nΪ�����İ�߿�[12])��
2 ��������
2.1 �������
W-Cr��ĩ��������ĥ��ĩ����֯�ṹ���������Ա仯��ͼ1��ʾΪ��ͬCr����W-Cr��ĩ����ͬʱ����ĥ���X���������ס��ڸ�����ĥǰ����W��(110)����������2��Ϊ40.293?����߿�mΪ 0.145 60?��ǿ��IΪ1 543����ͼ1(a)��ʾ������ĥ24 h��W��(110)�����������ͽǶ�ƫ���ҿ�����ǿ�������½�����ĥ48 h��W-Cr��ĩ��(110)���������Ƚ���������������������ʧ������W��(110)����������������У�W-8%Cr��ĩW(110)�����2��=40.303?��m=0.243 80?��I=985��W-12.5%Cr��ĩW(110)�����2��=40.304��m=0.287 6?��I=955��W-20%Cr��ĩW(110)�����2��=40.339?��m=0.242 3?��I=1 111����72 h����ĥ��W-%Cr��ĩCr��������Ѿ���ʧ��W���������������W(110)�����2��=40.285?��m=0.299 5?��I=865��W-12.5%Cr��W-20%Cr��ĩ�ֱ���84 h��96 h��ĥ��Cr���������ʧ��W(110)�����m�ֱ�Ϊ0.293 9?��0.295 1?��I�ֱ�Ϊ805��860��
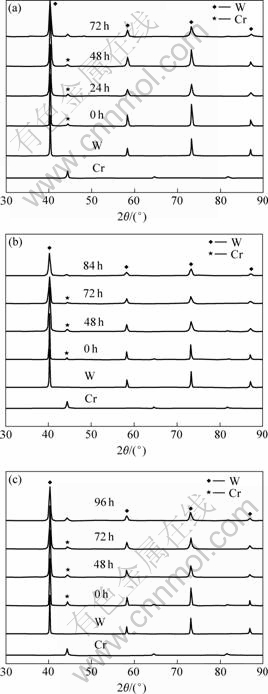
ͼ1 W-Cr��ĩ����ͬʱ����ĥ���XRD��
Fig.1 XRD patterns of W-Cr powders ball milled for different times: (a)W-8%Cr; (b)W-12.5%Cr; (c) W-20%Cr
Cr�������ʧ��ԭ�������2����һ����ΪCr�ľ����Ѿ�ϸ����������������ǿ���½���������ΪCr�������ṹ�����ڡ�Ϊȷ��Cr����ʧ��ԭ��W�ۺ�Cr����ͬ�������£��ֱ���ĥ96 h������һ�����XRD������ͼ2��ʾΪ��ĥ96 h��ͬCr�������W-Cr��ĩ��XRD�ס���ͼ2�ɼ���W-8%Cr��W-12.5%Cr��W-20%Cr��ĩ��Cr(110)������δ��ʧ������������������˵������ϸ��������������Cr�������ȫ��ʧ����Ҫԭ��
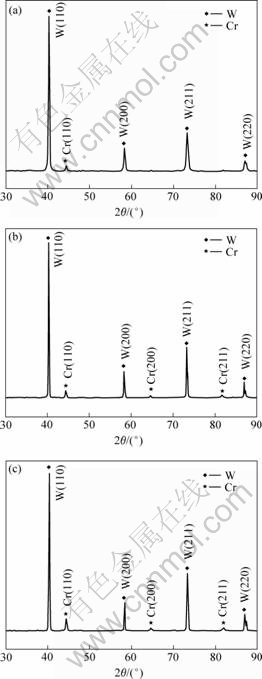
ͼ2 ��ĥ96 h��W-Cr��Ϸ�ĩ��XRD��
Fig.2 XRD patterns of W-Cr mixed powders: (a) W-8%Cr; (b) W-12.5%Cr; (c) W-20%Cr
������ĥʱ����ӳ���������������ܵ��ƻ���ʹ�ò�������ľ������٣��Ӷ��������������͡�Cr����彵��ֱ����ʧ��˵��Cr����W�У��γ�W�Ĺ��������塣
2.2 �����ߴ���Ӧ��
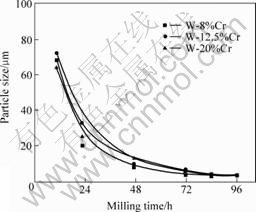
W-Cr��ĩ����ĥ��շѹ�ͼ��е�ǿ��ӹ������в������ҵ����Ա��Σ��������������Ӧ����Ӧ�䣬�ھ������γɴ�����λ�����������ȱ�ݣ�����Ӧ������ӣ�λ���Ĵ������ᣬ�ִ�ʹ��״�ǽṹ�γɣ������¾����ߴ���١�ͼ3(a)��ʾΪ�����ߴ�����ĥʱ��Ĺ�ϵ����ͼ3�ɼ�����ĥ���ڣ������ߴ�����ĥʱ������Ӷ�Ѹ�ټ�С���ﵽ�����������ٶȼ�������ĥ48 h��ﵽ�ȶ��ߴ硣������ĥʱ��������72 h�����ߴ�������䣬���������ӳ���ĥʱ���ϸ��������ʵ�����塣ʵ����������Cr����Ϊ8%��12.5%��20%��W-Cr��ĩ�������ĥʱ��ֱ�Ϊ72��84��96 h�������ߴ�С��30 nm��
ͼ3(b)��ʾΪӦ������ĥʱ��Ĺ�ϵ���ɼ�����ĥ����Ӧ�������ӣ���ĥ����Ӧ�������ȶ�����ĥĩ��Ӧ�������½�������������ĥ���ڣ������ڲ�λ���ܶ����ӣ�������Ӧ�����ߣ�����ʱ�����ߴ�ϴ���Ӧ�����ܺܺõ��ͷţ��Ӷ�������Ӧ������ӡ�����ĥһ��ʱ������ߴ��½�������˵����ĥ�ṩ��������������ʹ����ϸ������ĩ�����Ա����������ȶ��������ڲ�Ӧ������ƽ�⡣�����ӳ���ĥʱ�䣬����ĥĩ�Σ��������γ̶ȵ����ӵ���λ���ܶȽ�һ�����ߵ�һ���̶�ʱ��λ�����Խ���Ӧ���ܵ���̬��ʽ���У����뿪�们������γ�����ƽ̨�����ֶ�����е��¾����ڳ���Ӧ������ʧ����Ӧ�併�͡�

ͼ3 �����ߴ��Ӧ������ĥʱ��Ĺ�ϵ
Fig.3 Relations of W-Cr grain size, micro-strain and milling time: (a) Grain size; (b) Micro-strain
2.3 ��ĩ��������òͼ4��ʾΪ��ĩ��������ĥʱ��ı仯����ͼ4��֪����ͬCr������W-Cr��ĩ������ʱ��仯�����ֳ���ͬ�ı仯���ơ�������ĥʱ������ӣ�W-Cr��ĩ���ȳ������½������ƣ���ĥ48 h��ĩ���������ȶ�����ĥʱ��������ӣ���ĩ���ȱ仯����Լ3 ��m��
ͼ4 ������������ĥʱ��ı仯
Fig.4 Variations of particle size with milling time
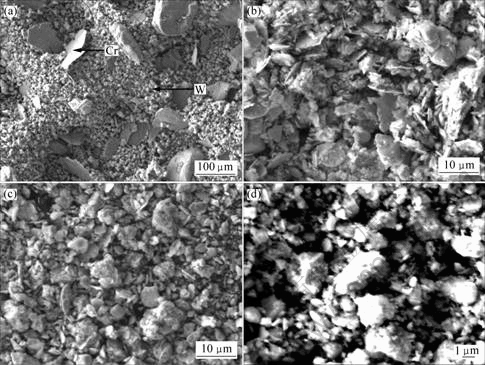
W-Cr��Ϸ�ĩ����ĥ�����У�����ʱ�����ӣ���ĩ����ò��ṹ�����������ı仯��ͼ5��ͼ6��ͼ7��ʾ�ֱ�Ϊ��Cr��8%��12.5%��20%��W-Cr��ĩ����ͬʱ����ĥ���SEM��ò����ͼ5(a)��6(a)��7(a)�ɼ�������ĥǰ��W����Cr�ۿ�����������֣�Cr�۳ʿ�״���ߴ�ϴ�W�۳���ɢ���ο�������ĥ48 h��ĩ�ʲ����ȵı��ο��壬ԭʼCr�Ŀ�״�ṹ�Ѿ������飬�����в���Cr����ڡ���ʱ����ĩ�ı�Ե��ĥ��ij���£��߽DZ��Բ�������氼��ƽ����ͼ5(b)��6(b)��ͼ7(b)��ʾ������ĥ���ڣ���ĩ�����ӹ�Ӳ����λ���������������ᣬ���ڼӹ�Ӳ������Ӧ������ӣ���ĩ�����������½������������ϸ�������Ѻ�Ŀ����ֲ����ظ��亸���ٶ��ѣ�ʹ�ÿ�����Ƭ��ṹ��һ�����ȣ������һ����С�����W-Cr��ĩ���Ӿ��ȣ�����ϸ��״��òΪ������ͼ5(c)��6(c)��7(c)��ʾ������ĥ���ڣ�W-Cr��ĩ��ǿ�Ҳ��ϵı��ζ�Ӳ�������������ѣ���ĩ�ߴ粻��ϸ�����γ�ϸ�ܵ�Ƭ��״�ṹ����ͼ5(d)��6(d)��7(d)���Կ������ڷ�ĩ����ϸ����ͬʱ�������ĩ�ž�����������������ڷ�ĩ�ߴ�ﵽ������������ܺ���������������[13?14]��
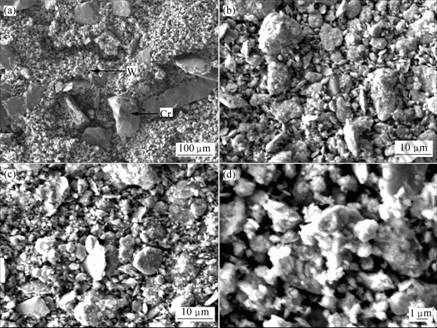
ͼ5 Cr����Ϊ8%W-Cr��ĩ����ͬʱ����ĥ���SEM��ò
Fig.5 SEM images of W-8%Cr powder ball milled for different times: (a) 0 h; (b) 24 h; (c) 48 h; (d) 72 h
ͼ6 Cr����Ϊ12.5%��W-Cr��ĩ����ͬʱ����ĥ���SEM��ò
Fig.6 SEM images of W-12.5%Cr powder ball milled for different times: (a) 0 h; (b) 48 h; (c) 72 h; (d) 84 h
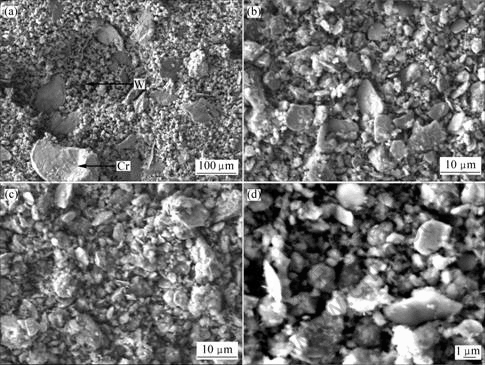
ͼ7 Cr����Ϊ20%��W-Cr��ĩ����ͬʱ����ĥ���SEM��ò
Fig.7 SEM images of W-20%Cr powder ball milled for different times: (a) 0 h; (b) 48 h; (c) 72 h; (d) 96 h
����������������ĥ��ͬCr����W-Cr��ĩ��̬�仯����4���Σ�1) ��е��ϽΣ�2) �ӹ�Ӳ���ͷ�ĩ��������ϸ���Σ�3) ��ĩ������ƽ����Ƭ״�����ϽΣ�4) �������亸��ƽ��Ρ���4���仯�������Եķֽ磬�ڻ�е��Ͻ���ͬ�����ڷ�ĩ�����顢���ѡ�ѹ�Ӳ�״���Լ��亸�����ã�ֻ�Dz�ͬ������ռ��λ��ͬ��
3 ����
1) ���û�е�Ͻ������Ʊ���ͬCr����������W-Cr�Ͻ�ۡ�
2) ��Cr���������ӣ��Ʊ�����W-Cr�Ͻ��������ĥʱ���ӳ���Cr����8%��12.5%��20%��W-Cr��ĩ�������ĥʱ��ֱ�Ϊ72��84��96 h�������ߴ�С��30 nm��
3) ����ĥʱ������ӣ������ߴ粻�ϼ�С��Ӧ�������ӣ�ͬʱCr��W�еĹ��ܶ����ӣ��γ�W�Ĺ��������塣
4) Cr������ͬ����ĥʱ�䲻ͬ��W-Cr��ĩ��е�Ͻ�����4���Σ�����е��͡��ӹ�Ӳ���Ϳ�������ϸ�����ϽͶ����亸ƽ��Ρ�
[1] Benjamin J S. Dispersion strengthened superalloys by mechanical alloying[J]. Metallurgical Transactions, 1970(1): 2943?2951.
[2] Maurich D R, Courtnery T H. The Physics of mechanical alloying: A first report[J]. Metallurgical Transactions A, 1990, 21(2): 289?303.
[3] ���ĸ�, ������. ��ͭ�����ϲ��ϵ��о�����չ[J]. ��ĩұ��ҵ, 2001, 11(3): 45?50.
CHEN Wen-ge, DING Bing-jun. The progress and research of W-Cu matrix composites[J]. Powder Metallurgy Industry, 2001, 11(3): 45?50.
[4] ������, �ϵ½�, �Ʋ���. ��������ͭ���ϲ��ϵ��о���״[J]. ��ĩұ��ҵ, 2003, 13(2): 9?13.
FAN Jing-lian, YAN De-jian, HUANG Bai-yun. Current status of R&D of W-Cu composite materials in China and abroad[J]. Powder Metallurgy Industry, 2003, 13(2): 9?13.
[5] XIAO Peng, LIANG Shu-hua, ZHAO Wei-bing, FAN Zhi-kang. Influence of Cr particle size on the microstructure and electrical properties of CuW60Cr15 composites[J]. Key Engineering Materials, 2007, 334/335: 173?176.
[6] XIAO Peng, LIANG Shu-hua, PENG Qing-yan, FAN Zhi-kang. Microstructure and properties of CuW50Cr25 composite[J]. Key Engineering Materials, 2007, 334/335: 541?544.
[7] ��Ӧ��, ����ƽ, ������, ���ٴ�. ��ͭ���ϲ��ϵ����칤��[J]. ��ĩұ����, 2002, 20(1): 49?51.
TAO Ying-qi, WANG Zu-ping, FANG Ning-xiang, WU Zhong-chun. Manufacture methods of tungsten-copper composites[J]. Powder Metallurgy Technology, 2002, 20(1): 49?51.
[8] CHEN Wen-ge, KANG Zhan-ying, SHEN Hong-fang, DING Bing-jun. Arc erosion behavior of a nanocomposite W-Cu electrical contact material[J]. Rare Metals, 2006, 25(1): 37?42.
[9] Raghu T, Sundaresan R, RamaMohan T R. Synthesis of nanocrystalline copper tungsten alloys by mechanical alloying[J]. Mater Sci Eng A, 2001, A304/306: 438?441.
[10] ���ĸ�, ������, �� ��. ��е�Ͻ��Ʊ�������W-Cu�紥ͷ����[J]. �й���ɫ����ѧ��, 2002, 12(6): 1224?1228.
CHEN Wen-ge, DING Bing-jun, ZHANG Hui. Nanocrystal W-Cu electrical contact material by mechanical alloying and hot pressed sintering[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(6): 1224?1228.
[11] Scaffer G B, Mclormick P G. Mechanical alloying[J]. Materials Science Forum, 1992(16): 91?94.
[12] Sherif EI-Eskandarany M. Structrual evolution of rod milled Cu2O and Ti powder during mechanical solid state reduction[J]. Mater Trans JIM, 1995, 36(2): 182?187.
[13] Ying D Y, Zhang D L. Processing of Cu-Al2O3 metal matrix nanocomposite materials by using high energy ball milling[J]. Mater Sci Eng A, 2000, A286: 152?156.
[14] Wu J M, Li Z Z. Nanostructured composite obtained by mechanically driven reduction reaction of CuO and Al powder mixture[J]. Journal of Alloys and Compounds, 2000, 299: 9?16.
������Ŀ��2006�����пƼ��ƻ�������Ŀ(GG06068)
�ո����ڣ�2007-03-12�������ڣ�2007-08-22
ͨѶ���ߣ�Ф ������ʦ����ʿ�о������绰��029-82312181�����棺029-82312181��E-mail: xiaopeng01@xaut.edu.cn
(�༭ �� ��)
ժ Ҫ�����û�е�Ͻ��Ʊ�Cr����Ϊ8%��12.5%��20%(��������)������W-Cr�Ͻ�ۣ��Բ�ͬ��ĥʱ���ĩ����X���������������ȷ�����ࡢ�����ߴ缰Ӧ�䣬������ɨ����������۲��ĩ��ò�����ȵı仯��������������û�е�Ͻ������Ʊ���ͬCr����������W-Cr�Ͻ�ۡ�����Cr���������ӣ��Ʊ�����W-Cr�Ͻ��������ĥʱ��Խ��������W-8%Cr��W-12.5%Cr��W-20%Cr��ĩ�������ĥʱ��ֱ�Ϊ72��84��96 h�������ߴ�С��30 nm��������ĥʱ������ӣ������ߴ粻�ϼ�С��Ӧ�������ӣ�ʹ������Cr��W�еĹ��ܶ����ӣ��γ�W�Ĺ��������塣Cr������ͬ��W-Cr��ĩ��ȫ�Ͻ�����4���Ρ�
[3] ���ĸ�, ������. ��ͭ�����ϲ��ϵ��о�����չ[J]. ��ĩұ��ҵ, 2001, 11(3): 45?50.
[4] ������, �ϵ½�, �Ʋ���. ��������ͭ���ϲ��ϵ��о���״[J]. ��ĩұ��ҵ, 2003, 13(2): 9?13.
[10] ���ĸ�, ������, �� ��. ��е�Ͻ��Ʊ�������W-Cu�紥ͷ����[J]. �й���ɫ����ѧ��, 2002, 12(6): 1224?1228.
[11] Scaffer G B, Mclormick P G. Mechanical alloying[J]. Materials Science Forum, 1992(16): 91?94.
