
DOI��10.19476/j.ysxb.1004.0609.2018.02.01
�Ʊ�������HCCMˮƽ������ͭ������֯����ѧ���ܵ�Ӱ��
���»������ǣ�л����
(�����Ƽ���ѧ �²��ϼ����о�Ժ������ 100083)
ժ Ҫ��
���������������(HCCM)ˮƽ�����Ʊ������ߴ�70 mm��10 mm(���ȡ����)����ǿ����ȡ����״����֯�Ĵ�ͭ�������о����ղ����Դ�ͭ��������֯��������������ѧ���ܵ�Ӱ�졣�����������ͭҺ�����¶�1250 �棬���Ͷ��¶�1100~1150 �棬��ȴˮ����600 L/h�����������ٶ�20~80 mm/min�����¿����Ʊ�������ֲڶȵ͡���������������ǿȡ����֯��������ѧ���ܵĴ�ͭ�������俹��ǿ��Ϊ137~141 MPa���Ϻ��쳤��Ϊ45.1%~61.7%�����������ٶȵ����ӣ�HCCMˮƽ�������Ʊ���ͭ��������֯���������ӣ������ߴ��С�����Ͷ��¶�����ʱ��������״����֯�ľ������ƽֱ������������ѧ�����������ٶȺ����Ͷ��¶ȵ�Ӱ���С������HCCMˮƽ�������������¶�Ϊ1150 ��ʱ�Ʊ��Ĵ�ͭ�����ı���ֲڶ�С��0.3 ��m���������ϳ���ֱ�ӽ��к�����ӹ�����Ϊ��չͭ����������������յ춨������
�ؼ��ʣ�
ͭ������������������ˮƽ��������״����֯��
���±�ţ�1004-0609(2018)-02-0213-10���� ��ͼ����ţ�TG245���� ���ױ�־�룺A
�߾��ȴ�ͭ���ĺͲ����ǵ��ӡ�ͨѶ���ҵ硢����������㷺Ӧ�õĹؼ�����[1-5]�����������Ʊ��ӹ��ѶȺܴ�Ŀǰ��������������ܹ�����[2, 6]���߾��ȴ�ͭ���ĺͲ��ĵ�����������Ҫ�����֣�һ���Ǵ�ͳ�İ���������-����-����-�߾�������-�˻���������[5, 7]����һ����ˮƽ��������-�߾������������� ��[8-9]����ͳ������-�������յ��ŵ��Ǵ��ĵ���֯���ܣ���Ҫ������������Ҫ����ϳ�棬���ƹ�����Ҫ����˻����ϴ���������̳����ܺĽϴɲ��ʽϵ͡�ˮƽ����-�������յ��ŵ��ǹ��������������̣��ܺĽ���[10-11]����Ҫ������ͭ�������ܶȽϵͣ����ײ������ɺͼ��ӣ��Ҿ��з���Ĵ�ֱ���������״����֯�����°���ļӹ����ܽϲ�ӹ���������Ҫ�����м��˻����ϴ[12-13]��������˵��ˮƽ����-�����������ھ��ж����̸�Ч�����ƣ������ŷ�չ�ķ�����ν��Ŀǰˮƽ�������ڵ����⣬ʹ�����������֯�����ܡ�ȡ�������(���������췽��)�����̸��������ǹ�ע�Ľ�������������ܵͳɱ��ĸ߾��ȴ�ͭ���ĺͲ��ĵĹؼ�����������������Ŷӿ�����һ�����͵������������(Heating-cooling combined mold, ���HCCM)ˮƽ��������[14]�����øü����ɹ��Ʊ��˸߱�������������ǿ����ȡ����֯��ͭ��ͭ�Ͻ������Ȼ��ϳ����м��˻�ֱ�ӽ������������μӹ���ʵ���˲�ֱͬ��ͭ��ͭ�Ͻ�ܲĵĶ����̸�Ч�Ʊ�[15-20]���ü���Ϊ����߾��ȴ�ͭ����������ڵ����������ṩ��ȫ�µ�˼·���ܷ���������Ʊ��������İ�����ϣ�Ȼ��ֱ����������Σ���Ч�Ʊ��߾��ȴ�ͭ���Ļ�����Ҫ��һ���о�����Ҫ���⡣
�������߲���HCCMˮƽ�����Ʊ��˾���ǿ����ȡ����״����֯�Ĵ�ͭ�������о��˹ؼ����ղ����Դ�ͭ����������֯��������������ѧ���ܵ�Ӱ�졣
1 ʵ��
1.1 ʵ���豸������
��ʵ���в��ñ�����ͭΪԭ�ϣ�ʹ���������Ƶ�HCCMˮƽ�����豸�Ʊ��������豸�빤��ԭ��ͼ��ͼ1��ʾ�����豸���ۻ��ͱ���ϵͳ�����ͼ���ϵͳ����ȴϵͳ��ǣ��������ɡ�HCCMˮƽ�������ص��������������ε����������Ͷ�(���)�����Ͷ�(���)��ɣ����ͶζԽ������ͽ���Һ���м��ȱ��£�ʹ���¶ȸ��ڽ����۵㣬��ͨ�����Ͷε�ǿ����ȴ���ã�Һ̬�������̳��Σ����봫ͳ����������ͬ��HCCM����Ҫ��Һ̬�����Ĺ�Һ����λ�ò�Ӧ�������У���������������Ͷκ����Ͷ�֮�������ͨ��ǿ�Ƽ��Ⱥ�ǿ����ȴ��ʹ���������������̹�Һ����ǰ���γɸߵ��¶��ݶȺ�ƽֱ�Ľ�����״�����ǿȡ�����֯�������������ˮƽ����ʵ������������£���������ͭ�����ۻ��������ۻ�����������װ�öԱ����������м��ȱ��£�����������װ��ᾧ����ģ���ڶ�ס����Һ�ij��ڣ����ۻ������е�ͭ�ۻ����ﵽ�趨�¶Ⱥ�ͭҺ���뱣���������ڽᾧ������ȴ���������̲��������˶˲�ճ����һ�𣻿�������װ�ã������͵����Ͷν��м��ȣ����������������Ͷ�(���)�¶ȴﵽʵ���趨�¶�ʱ������ǣ�������������̵İ�������ǣ�������͡���ʵ������У���ͨ���������������¶ȡ����ͼ����¶Ⱥ������ٶȵȣ��о��Ʊ���������������Ӱ�졣
1.2 ���ղ���
ͨ�������������������ˮƽ����ʵ�������Ҫ���������Ʊ����������������¶ȡ����Ͷμ����¶ȡ����Ͷ���ȴˮ�����������ٶȵȡ��ڱ�������ǰ�����õĹ��������ϣ���϶��ʵ��Ľ��������˲���HCCM ˮƽ���������Ʊ�70 mm��10 mm�������Ʊ������������Ʊ������������1���С�

ͼ1 �����������ˮƽ�����Ʊ�ͭ����ԭ��ͼ
Fig. 1 Schematic diagram of heating-cooling combined mold horizontal continuous casting for fabricating pure copper slab
��1 HCCMˮƽ�����Ʊ���ͭ������ʵ�鹤�ղ���
Table 1 Experimental processing parameters of HCCM horizontal continuous casting for fabricating pure copper slab

1.3 ��֯�����ܷ���
��ʵ�����Ʊ��ĺ����ߴ�Ϊ70 mm��10mm(���ȡ����)�Ĵ�ͭ��ķֱ���н�����֯�۲졢X���������������ѧ���ܲ��Լ���������������Ϊ�˱�����֯�Ƿ���ȣ��ڰ������ȷ���1/2��1/4�ͱ߲�ȡ���۲���࣬��ͼ2��ʾ���ֱ�۲����������������1��2��3���Լ������4��5����ʴ��Ϊ���Ȼ�������(����)ˮ��Һ�����FeCl3��HCl��H2OΪ5 g:10 mL: 90 mL�����ñ���ֲڶ���������ͭ������±����������������и��ذ������ȷ�����ȡ30 mm��15 mm��10 mm(����������)����������Dektak150���������Dz��������±���ֲڶȡ��ذ������ȷ���ȡ�����Ʊ�������������GB/T228�涨�ķ����������ܲ���������Ͻ��д�ͭ��ĵ�������ѧ���ܲ��ԡ���ͭ�����IJ�ȡ22 mm��20 mm��3 mm(����������)����Ʒ����ȡ���������������������ƽ�У�����������2000��ɰֽ�⣬Ȼ���þƾ���ϴ�����ò�³��D8 DISCOVER��X���������Ƕ�������Ľ���ȡ�������֯���ⶨʱ����Cu K�����䣬�ܵ�ѹΪ35 kV���ܵ���Ϊ40 mA������{111}��{200}��{220}��ͼ������ú��2����ȡ��ֲ�����(ODF)����ͼ��ʾ��
2 ��������
2.1 ���ղ�����������֯��Ӱ��
2.1.1 �����ٶȶԴ�ͭ����������֯��Ӱ��
ͼ3��ʾΪ�������ۻ��������¶Ⱦ�Ϊ1250 �桢���Ͷ��¶�Ϊ1150 �桢��ȴˮ����Ϊ600 L/hʱ����ͬ�����ٶ�ʱ������������ò��Ƭ��
��ͼ3���Կ��������������ղ������ֲ��䡢�����ٶ�Ϊ20 mm/minʱ�������������״����֯�����ִ�����״���Ŀ��Ȳ����ƽ���ߴ�ԼΪ7.9 mm����������״����֯���������һ���ļнǣ��н����ֵԼΪ15�㣬��߲�Խ�����н�Խ�������ٶ�Ϊ40 mm/minʱ��������״�������Ŀ��ȱ�С��ƽ���ߴ��Ϊ2.4 mm��������������������ļнǷ�Χ��С�����˰����߲��ٲ�������ľ�����������һ���нǣ��������ּ���������ƽ�С��������ٶȵ���60 mm/minʱ����״�������Ŀ��Ƚ�һ����С��1.2 mm���ң�����������״����ȡ��������ƽ�С������ذ������淨���ȶ�����̹��̵ĸ��ţ���״�����紦��ʼ���־��״�������ƽ���������ٶ����ӵ�80 mm/minʱ�����������������֯�п�ʼ����ռ��һ��������ϸС�ĵ��ᾧ�����־�������������ʾ�����������������ƣ�������֯��ƽ����������ԼΪ1.0 mm��Ϊ���о������ڲ���֯����ò���Դ�ͭ�������ȷ���1/2λ�á�1/4λ�úͽӽ��߲��ݽ��漰��������֯�����˽���۲죬�����ͼ4��ͼ5��ʾ��
��ͼ4���Կ������������ٶ�Ϊ20 mm/minʱ�������ڲ�����״�������ִܴ��������ݽ���ֻ����һ�����������Ӵ�ͭ�������IJ����߲�����״�������Ŀ�����С�������������в���Լ10 mm��С���߲���Լ1.6 mm������������ļн���0���ΪԼ7�㡣���ͼ5(a)���Կ����������ٶ�Ϊ20 mm/minʱ�������ľ�����״��Ҫ���������������������������ᴩ�������±���İ���״����������ڳ�Բ���εľ������٣����ֲ��ڲ�߲�λ�á�
�������ٶ����ӵ�40 mm/minʱ����״���������ȱ�С���ϲ����²��ľ�����С����ϴ�������Գ���ľ������ȿɴ�Լ5 mm���������ݽ���ľ�������ԼΪ2.5 mm������������нǴ��Ϊ8�㣻���ͼ5(b)���Կ�������ʱ�����ľ�����״����Ϊ�ϰ벿Ϊ����״����״��������������Ϊ20 mm/minʱ��ȣ������Ŀ��ȸ�С���°벿Ϊ����λ�ӽ�Բ�ε���״����
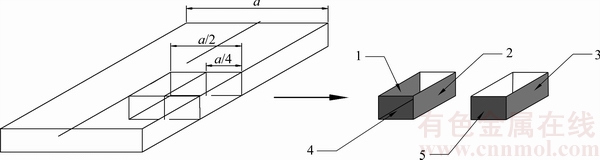
ͼ2 ����ȡ������
Fig. 2 Schematic diagram of sampling location in fabricated slabs
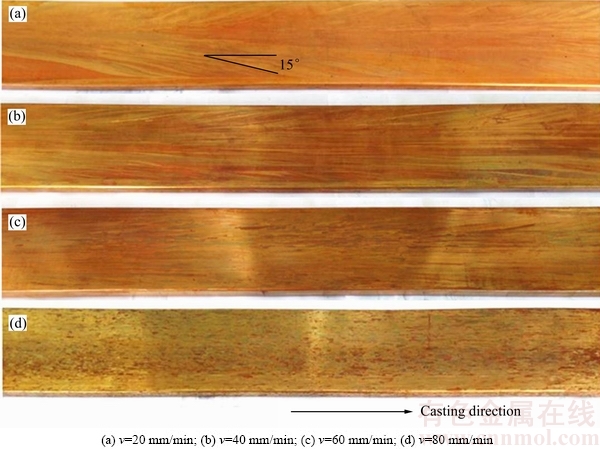
ͼ3 ��ͬ�����ٶ�ʱHCCMˮƽ������ͭ�����ĺ����ò(�ᾧ��ˮ����Ϊ600L/h)
Fig. 3 Appearance of pure copper slabs fabricated by HCCM horizontal continuous casting at various casting speeds (Cooling water flow of crystallizer: 600 L/h)
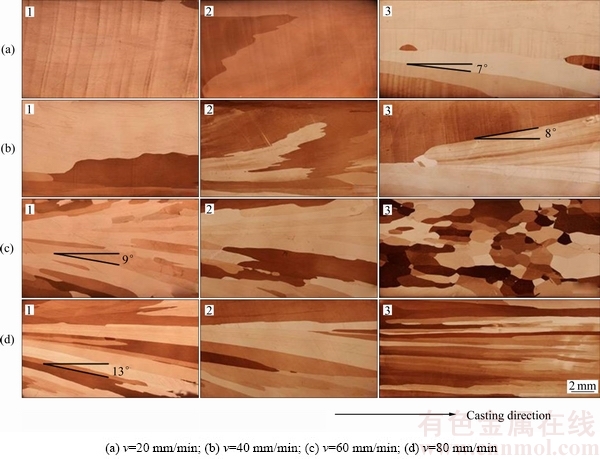
ͼ4 ��ͬ�����ٶ��°����������������������֯
Fig. 4 Microstructures of section of pure copper slabs in casting direction at various casting speeds (1, 2, 3 are number of profiles shown in Fig. 2, respectively)
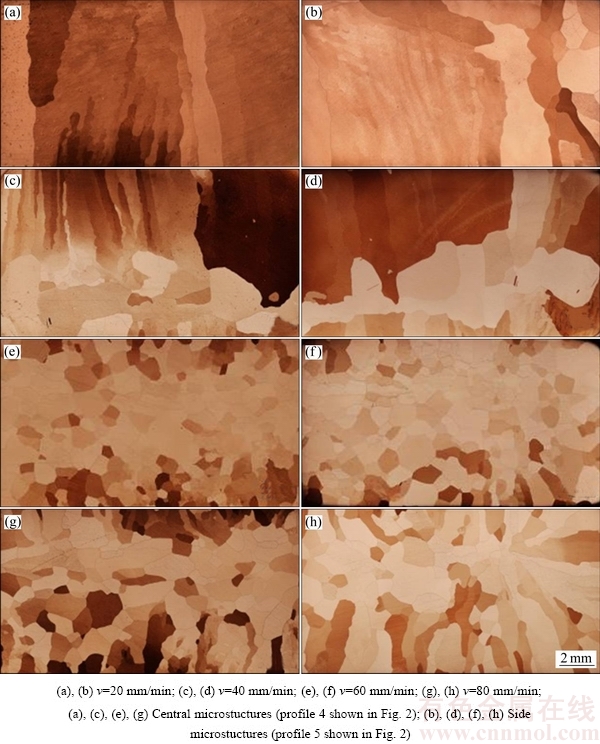
ͼ5 ��ͬ�����ٶ��°�������������֯
Fig. 5 Microstructures of cross section of pure copper slabs at various casting speeds
�������ٶȽ�һ��������60 mm/minʱ����ͼ4��ͼ5���Կ�����������״�Ѿ���ȫת��Ϊ�������״�ӽ��������ε���״������С�ȽϾ��ȣ�ԼΪ0.5~2 mm����֯ȡ������Ȼ���ã�����ȡ��������֮�����н�Ϊ9�㣻����������ϲ�ͬ��λ�ľ�����״����С��
�������ٶ����ӵ�80 mm/minʱ���ڰ��������±��濪ʼ���ֽ϶�ľ����κ�(��ͼ3)����Щ����Ѹ�ٷ�չΪ�����������һ���нǵ���״�������н�ԼΪ13�㣻�������IJ���״���������ȳߴ��С��0.5~1 mm����ͼ4��ͼ5���Կ������������ٶ����ӣ������ϰ�����֯�����Եõ��������ơ�
���������ٶȵ����ӣ���λʱ��ͨ���ᾧ�����ߵ��������ӣ����������ٶ��������Ҳ��֮���Ӷ���������ʱ���κ������ӣ������ߴ��С�������ٶ�����һ��ֵʱ���������̵Ĺ�Һ����λ���ӽ����ͣ����̽���ǰ�صĴ����Ѿ������ϸ�ƽ������������������������һ���нǣ���˻���ְ��������κ���������Щ������������֮�����һ���ļнǡ����⣬����HCCM ˮƽ������ʽ�Ʊ���ͭ����ʱ������ˮƽ���������ܵ��������õ�Ӱ�죬���°����²���ᾧ���Ӵ���Ϊ���ܣ���ȴǿ�Ƚϴ����Ե������ٶȽ�Сʱ���Կ������Եؾ������±����κ˵��������²��ľ����ߴ��С���ϲ������ִ��������ٶ�����ʱ�����±���Ĵ��Ȳ������Լ�������˰���������Ͼ����ľ��������ӡ�
2.1.2 ���Ͷμ����¶ȶԴ�ͭ����������֯��Ӱ��
ͼ6��ʾΪ�����������ղ������䡢�����ٶ�Ϊ40 mm/minʱ���������Ͷμ����¶ȵı仯������HCCMˮƽ���������Ʊ��Ĵ�ͭ��ı�����������֯�Ϳ���1/2�������IJ�����֯��
ͼ6(a)���Կ����������Ͷμ����¶�Ϊ1150 ��ʱ������������״��������ϸС����״��ƽ����������Ϊ2.4 mm����״��������������������н����ԼΪ6�㡣�������¶ȵ�1100 ��ʱ������������״���ľ��������������ӣ�ԼΪ4 mm����״����������������н����ӵ�Լ15�㡣��ͼ6(b)��(d)�е�����֯��Ƭ���Կ����������Ͷ��¶�Ϊ1100 ��ʱ���������ݽ�����֯Ϊ���Ƚ϶̵���״���������Ͷ��¶�������1150 ��ʱ����ͭ�����ݽ�����״�����ȸ�����״�����Խϳ��������ڽϸ��¶�ʱ����״����òӦΪ��Ƚ�С������״��֯��
����HCCMˮƽ���������Ʊ���ͭ��ģ����������ղ������ֲ��䣬���ı����Ͷμ����¶�ʱ��������֯��Ҫ���Һ�����λ�á��¶��ݶȺ�����ʱ���κ�״���йء���HCCMˮƽ���������У�Ϊ�˵õ�ǿȡ�����״����֯��һ������ƹ�Һ���������Ͷκ����Ͷ�֮��Ĺ��������������γɽϸߵ��¶��ݶȣ����ǿ��ƽ����������ͱ����κˡ��ڱ�֤���̹�Һ����λ�ô��ڹ������������£������Ͷμ����¶Ƚϸ�ʱ�������������ƾ��������ͱ����κˣ��Ӷ������֯��ȡ���ԣ��������̹�Һ����ǰ�ص��¶��ݶ�����Ҳ�����������״����֯������ȡ��ȡ�
2.2 ���ղ����Դ�ͭ��ı���������Ӱ��
ͼ7��ʾΪ�����Ͷ��¶ȷֱ�Ϊ1150��1100 ��ʱ�����������ٶȵ����ӣ�HCCMˮƽ�������������±���ֲڶȵı仯�����
2.2.1 �����ٶȶԴ�ͭ��������������Ӱ��
��ͼ7��֪���������ٶ�Ϊ20 mm/minʱ�����������±���ֲڶȾ�С��0.28 ��m���������ٶȽ�һ������40 mm/minʱ�������ı���ֲڶ������½�������ֲڶȵ�ֵΪ0.2 ��m���ң��������ٶ�Ϊ60 mm/minʱ���±���ֲڶȾ����ֵ��ԼΪ0.55 ��m��������������������ƽ������̹�Һ���������������Ͷ�֮�䣬���Ʊ���������֯Ϊǿ������״��ʱ����������������������������ٶȵ�Ӱ�첻���ԡ�
2.2.2 ���Ͷ��¶ȶԴ�ͭ��������������Ӱ��
��ͼ7��֪���������ٶ�Ϊ20~80 mm/min�������£������Ͷμ����¶ȴ�1100 ����ߵ�1150 ��ʱ���ڲ�ͬ�����ٶ��£������ϡ��±���Ĵֲڶ������Ͼ������½������������õ���ߡ���������Ҫָ�����ǣ��ڱ��о��������ٶȺ����Ͷ��¶ȷ�Χ�ڣ����Ʊ���ͭ�����ı����������ϸߣ�Raֵ��������0.8 ��m��
�ڴ�ͳͭ������������У�ͭ������ӹ�ǰ������Ҫ����˫��߾�ϳ�棬ϳ���ı���ֲڶ�Ϊ1.6~3.2 ��m���ң�����������֪������HCCMˮƽ�������������¶�Ϊ1150 ��ʱ�Ʊ��Ĵ�ͭ�����ı���ֲڶ�ֵ��0.3 ��m���£���˲���HCCMˮƽ�����Ʊ��Ĵ�ͭ�����ڽ��к�����ӹ�֮ǰ�������ϳ�档�������ͨ���������������Ĵ�ͭ���(120 ��m[21])�����������кܴ����ߡ�����ζ�Ų���HCCMˮƽ������Ϻ���ֱ�������ӹ�������չһ��ͭ����������������ա�
2.3 �Ʊ������Դ�ͭ�����ѧ���ܵ�Ӱ��
2.3.1 �����ٶȶԴ�ͭ������ѧ���ܵ�Ӱ��
ͼ8��ʾΪ�������Ʊ��������䣬�����ٶ�20~80 mm/min�������£�����HCCMˮƽ���������Ʊ���ͭ���������¿���ǿ�ȺͶϺ��쳤�ʡ�
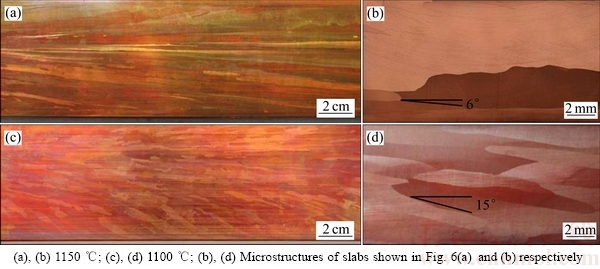
ͼ6 ��ͬ���Ͷμ����¶���HCCMˮƽ����ͭ�������������֯������������֯
Fig. 6 Appearance and microstructure of longitudinal section of pure copper slabs fabricated by HCCM horizontal continuous casting at various heating-mold temperatures

ͼ7 ���Ͷ��¶ȶ�������ֲڶ�ֵ��Ӱ��
Fig. 7 Effect of heating-mold temperature on surface roughness values (Casting speed varied from 20 mm/min to 80 mm/min)
��ͼ8���Կ������������ٶ���20 mm/min��ߵ�80 mm/minʱ�������Ŀ���ǿ�ȳ������²������ơ������ٶ�Ϊ20 mm/minʱ������ǿ��Ϊ137 MPa���Ϻ��쳤��Ϊ61.7%���������ٶ�������40 mm/minʱ����Ŀ���ǿ�Ƚ�����131 MPa���Ϻ��쳤�ʽ��͵�48.1%����������һ�����������ٶ�40 mm/minʱ�����ں�ȷ�������С�ܲ����ȣ������ϱ������״�������ִ����±������״������ϸС(��ͼ4��ͼ5)����������ι����и����ֵı��β������ȣ��Ӷ����¿���ǿ�Ⱥ��쳤�ʾ��ϵͣ���һ���棬�������ٶ�Ϊ20 mm/minʱ����֯Ϊȡ���ԺܸߵĴִ����״���������٣�������ι�����λ�������ܵ����谭�����٣�����쳤�ʽϸߣ����������ٶ�Ϊ40 mm/minʱ������϶࣬����쳤���½����������ٶ�����60 mm/minʱ����֯�����ԽϺã�����״����ƽֱ����˶Ϻ��쳤��Ҳ�ϸߣ��ﵽԼ45%��ͬʱ���ڸ������ٶ�����״���ľ����Ƚ�ϸС��������ǿ�ȵõ�һ���̶���ߣ��ﵽԼ141 MPa���������ٶ����ӵ�80 mm/min������ǿ�����м��ͣ�ԼΪ138 MPa�����Ϻ��쳤���������ߣ��ﵽ52.8%����ͼ4��ͼ5���Կ�������Ȼ�����������ٶ��¾�����С���������ٶ�Ϊ80 mm/minʱ��������ͬ��λ����״��������Ƚ�ƽֱ��ȡ������Ը��ã���˶Ϻ��쳤�ʽϸߡ�������Ч�ʺͲ�Ʒ����������60~80 mm/minʱ�DZȽϺ����������ٶȡ�

ͼ8 �����ٶȶԴ�ͭ�������¿���ǿ�ȺͶϺ��쳤�ʵ�Ӱ��
Fig. 8 Effect of casting speed on tensile strength and elongation after fracture of pure copper slabs at room temperature
2.3.2 ���Ͷμ����¶ȶԴ�ͭ������ѧ���ܵ�Ӱ��
ͼ9��ʾΪ�ڲ�ͬ���Ͷ��¶��²���HCCMˮƽ�����������Ʊ���ͭ�����Ŀ���ǿ�ȺͶϺ��쳤�ʡ���ͼ9��֪���������¶�Ϊ1100 ��ʱ��ȣ������������ٶ�Ϊ20 mm/minʱ�����Ͷ��¶�Ϊ1150 �����Ʊ��İ�������ǿ�Ƚϸߣ��쳤��Ҳ�ϴ�֮�⣬�����������ٶ��µĿ���ǿ�Ⱥ��쳤�ʾ��Ե͡��������ٶ�Ϊ20 mm/minʱ�Ŀ���ǿ���Ըߺ��쳤�ʽϴ�������Ϊ��1150 ��ʱ���Ʊ���������״�������ߴ�ϴ������ƽֱ���������ٶȷֱ�Ϊ40��60��80 mm/minʱ����ͬ���Ͷ��¶������Ʊ��İ�������ǿ�ȵIJ�ֵΪ15 MPa��5 MPa��2.7 MPa������Ӧ�����ٶ�ʱ�ĶϺ��쳤������ֱ����0.03%��2%��1.5%����ˣ���������ֵ���Կ����������ϣ����Ͷ��¶�Ϊ1150 ���1100 ��ʱ���Ʊ��Ĵ�ͭ�����쳤�ʺͿ���ǿ�����ƻ�����ͬ����״����ͭ�������쳤�ʼ�����ͬ�������Ͷ��¶�Ϊ1150 �����Ʊ��Ĵ�ͭ��������ǿ��С���������ڽ��ͺ������μӹ��ı��ο�����˵�����Ͷ��¶�Ϊ1150 ��ʱ���Ʊ��Ĵ�ͭ������ѧ���ܽϺá�

ͼ9 ���Ͷ��¶ȶԴ�ͭ������ѧ���ܵ�Ӱ��
Fig. 9 Effect of heating-mold temperature on tensile strength and elongation after fracture of pure copper slabs at room temperature
2.4 �����ٶȶԴ�ͭ����ȡ���Ե�Ӱ��

ͼ10 ��ͬ�����ٶ��¶�Ӧ�ľ���ȡ��ODF���2����ͼ
Fig. 10 Constant ��2 profile of grain orientation ODF at different casting speeds
ͼ10��ʾΪ���Ͷ��¶�1150 ��ʱ��ͬ�����ٶ������Ʊ��Ĵ�ͭ�����ľ���ȡ��ֲ�����(ODF)���2 ����ͼ����ͼ10���Կ������������ٶ�Ϊ20 mm/minʱ����֯ȡ��Ϊ{hkl}<001>(������������Cu�����������������Ϊ[001]����������Ϊ[001]����)����ͼ10(a)��֪��������ľ�����������������״����֯��ȡ���ܶ�Ϊ31.48��������״����֯���к�ǿ������ȡ��̶ȡ��������ٶȷֱ������40 ��60��80 mm/min ʱ(�ֱ��ͼ10(b)��10(c)��10(d))����֯ȡ���Խӽ�{hkl}<001>��ȡ���ܶȷֱ�Ϊ30.58��27.24��25.52���������������Ծ�������ȡ�����֯������֯��ȡ��̶����������������һ�����ԭ������Ϊ�ڽϵ������ٶ��°����ľ������٣������ͱ����κ˵ľ������٣������Ͼ�����ȡ��ȱȽ�һ�£����ͼ3��ͼ4�ĺ�ۺ�����֯��֪�������ٶ���ߣ���������������ӣ���������ı����κ˾������࣬���¾�����ȡ��������½���
3 ����
1) ��ͭҺ�����¶�1250 �桢���Ͷ��¶�1100~1150 �桢��ȴˮ����600 L/h�����������ٶ�20~80 mm/min�����¿����Ʊ�������ֲڶȵ͡���������������ǿȡ����֯��������ѧ���ܵĴ�ͭ�������俹��ǿ��Ϊ137~141 MPa���Ϻ��쳤��Ϊ45.1%~ 61.7%��
2) ���������ٶȵ����ӣ�HCCMˮƽ�������Ʊ���ͭ��������֯���������ӣ������ߴ��С�����Ͷ��¶�����ʱ��������״����֯�ľ������ƽֱ������������ѧ�����������ٶȺ����Ͷ��¶ȵ�Ӱ���С��
3) ����HCCMˮƽ�������������¶�Ϊ1150 ��ʱ�Ʊ��Ĵ�ͭ�����ı���ֲڶ�С��0.3 ��m���������ϳ���ֱ�ӽ��к�����ӹ�����Ϊ��չͭ����������������յ춨������
REFERENCES
[1] MAHNOOSH S, MOHAMMAD R T. Nano-grained copper strip produced by accumulative roll bonding process[J]. Materials Science and Engineering A, 2008, 473(1/2): 28-33.
[2] ������, ������, �ž���. ͭ�����ϵ��о���״�뷢չ[J]. �ȴ���, 2012, 27(6): 14.
LIU Dong-hui, LIAO Yu-min, ZHANG Jing-en. Research status and development of copper foil[J]. Heat Treatment, 2012, 27(6): 14.
[3] ������, ��ҫȺ, ���. ͭ��ͭ�Ͻ��ܴ�����������[M]. ����: ұ��ҵ������, 2009: 1-8.
LAN Li-ya, LI Yao-qun, YANG Hai-yun. Production technology of precision copper and copper alloy strip[M]. Beijing: Metallurgical Industry Press, 2009: 1-8.
[4] �� ��. IC ��װ��ͭ�Ͻ����߿�ܼ�����[J]. �������װ, 2003, 3(5): 33-37.
LONG Le. Copper alloy lead frame and its material used for packaging[J]. Electronics & Packaging, 2003, 3(5): 33-37.
[5] ������, ����ؾ, �����. ͭ�Ͻ����ļӹ�����[M]. ����: ��ѧ��ҵ������, 2009: 155-158.
LIU Pei-xing, LIU Hua-ding, LIU Xiao-tang. Processing technology of copper alloy plate and strip[M]. Beijing: Chemical Industry Press, 2009: 155-158.
[6] ��ͮͮ, Ԭ��ʤ. �й�ͭ����ӹ���ҵ�г���״����[J]. ���ӹ�, 2012(6): 33-37.
WANG Tong-tong, YUAN Fu-sheng. Market analysis on copper plate and strip processing industry in China[J]. Aluminum Fabrication, 2012(6): 33-37.
[7] �Ծ���. ѹ��ͭ���ķ�չ��״���䷢չ����[J]. �Ϻ���ɫ����, 2012, 33(2): 96-99.
ZHAO Jing-song. Development status and trends of rolled copper foil[J]. Shanghai Nonferrous Metals, 2012, 33(2): 96-99.
[8] ������, �� ��, ��һ��, �ܺ곬, ���Ʒ�, ���ɽ, ����־. Cu-1.0Cr�������ϲ��ϵ�ˮƽ�������̼���֯[J]. �������켰��ɫ�Ͻ�, 2005, 25(9): 562-566.
LEI Peng-fei, HU Rui, WANG Yi-chuan, KOU Hong-chao, YIN Yun-fei, LI Jin-shan, FU Heng-zhi. Horizontal continuous casting process and structure of Cu-1.0Cr in-situ composite[J]. Special Casting & Nonferrous Alloys, 2005, 25(9): 562-566.
[9] �ƹ���, лˮ��, ����, ������, Ϳ˼��. KFCͭ�Ͻ���ĵ����������о�[J]. ϡ�н���, 2005, 29(2): 228-231.
HUANG Guo-jie, XIE Shui-sheng, CHENG Zhen-kang, RUN Xiao-dong, TU Si-jing. Study on fabrication process of KFC copper alloy strip[J]. Chinese Journal of Rare Metals, 2005, 29(2): 228-231.
[10] ���, ������, ������, Ф����. ���߿�� Cu-Fe-P �Ͻ�ļӹ������о�[J]. �ȼӹ�����, 2005, 34(1): 23-26.
YANG Hou-chuan, WANG Dong-feng, KONG Li-du, XIAO Qi-min. Study on processing technology of Cu-Fe-P alloy used for lead frame[J]. Hot Working Technology, 2005, 34(1): 23-26.
[11] LU De-ping, WANG Jun, ZENG Wei-jun, LIU Yong, LU Lei, SUN Bao-de. Study on high-strength and high-conductivity Cu-Fe-P alloys[J]. Mater Sci Eng A, 2006, 421: 254-259.
[12] CAO H, MIN J Y, WU S D, XIAN A P, SHANG J K. Pinning of grain boundaries by second phase particles in equal-channel angularly pressed Cu-Fe-P alloy[J]. Mater Sci Eng A, 2006, 431: 86-91.
[13] ������. ͭϵ�Ͻ����߿�ܲ��ϵ���������չ������[J]. �Ϻ���ɫ����, 1998, 19(2): 49-52.
GONG Shou-peng. Production, development and domestication of copper alloys materials used for lead frame[J]. Shanghai Nonferrous Metals, 1998, 19(2): 49-52.
[14] л����, ÷��, ���»�, ��ѩ��. һ�ְ�ͭ�ܲ������������ˮƽ�����������豸: �й�, ZL201010501407[P]. 2010-4.
XIE Jian-xin, MEI Jun, LIU Xin-hua, LIU Xue-feng. A horizontal continuous casting technology and equipment for fabrication of cupronickel tube: China patent, ZL201010501407[P]. 2010-4.
[15] MEI J, LIU X H, XIE J X. Microstructure and mechanical properties of BFe10 cupronickel alloy tubes fabricated by a horizontal continuous casting with heating-cooling combined mold technology[J]. International Journal of Minerals Metallurgy and Materials, 2012, 19(4): 339-347.
[16] ÷ ��, ���»�, л����. BFe10��ͭ�ܲ������������ˮƽ���������¶ȳ�ģ��[J]. �й���ɫ����ѧ��, 2012, 22(5): 1430-1439.
MEI Jun, LIU Xin-hua, XIE Jian-xin. Solidification temperature field simulation of BFe10 cupronickel tube during heating-cooling combined mold continuous casting[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(5): 1430-1439.
[17] ÷ ��, ���»�, �����, л����. ����ȡ����֯BFe10-1-1 �ܲ������ӹ���������֯��֯�������ܵı仯[J]. �й���ɫ����ѧ��, 2012, 22(9): 2529-2538.
MEI Jun, LIU Xin-hua, JIANG Yan-bin, XIE Jian-xin. Evolution of microstructure, texture and mechanical properties of BFe10-1-1 tube with microstructure along axial orientation during cold-rolling[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(9): 2529-2538.
[18] MEI J, JIANG Y B, LIU X H, XIE J X. Liquid-solid interface control of BFe10-1-1 cupronickel alloy tubes during HCCM horizontal continuous casting and its effect on the microstructure and properties[J]. International Journal of Minerals Metallurgy and Materials, 2012, 20(8): 748-758.
[19] MEI J, LIU X H, XIE J X. Microstructure and mechanical properties of BFe10 cupronickel alloy tubes fabricated by a horizontal continuous casting with heating-cooling combined mold technology[J]. International Journal of Minerals Metallurgy and Materials, 2012, 19(4): 339-347.
[20] XIE J X, MEI J, JIANG Y B, LIU X H. Heating-cooling combined mold horizontal continuous casting of BFe10-1-1 alloy tube and its cold formation[C]// The 12th IUMRS International Conference in Asia, Bussan, Korea, 2012.
[21] ������, ������, ��͢��, ������, �Ž���, ����. ��ų���ˮƽ������ͭ�ܱ�����������֯���ܵ�Ӱ��[J]. �й���ɫ����ѧ��[J]. 2004, 14(12): 2060-2063.
LI Xin-tao, LI Qiu-lin, LI Ting-ju, SONG Yan-qin, ZHANG Jin-li, JIN Jun-ze. Numerical simulation and experimental research of heat transfer coefficient in electromagnetic continuous casting of hollow billets[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(12): 2060-2063.
Effect of preparation parameters of HCCM horizontal continuous casting on microstructure and properties of pure copper slab
LIU Xin-hua, JIN Jian-xing, XIE Jian-xin
(Institute for Advanced Materials and Technology, University of Science and Technology Beijing, Beijing 100083, China)
Abstract: Pure copper slabs with strongly-oriented columnar crystal and 70 mm in width and 10mm in thickness were fabricated by heating-cooling combined mold(HCCM) horizontal continuous casting, and the effects of processing parameters on the microstructure, surface roughness and properties of pure copper slabs were investigated. The results show that pure copper slabs with low surface roughness value and crystal orientation along the casting direction and excellent mechanical properties can be fabricated by HCCM horizontal continuous casting under processing parameters of copper melt temperature 1250 ��, heating mold temperature 1100-1150 ��, cooling water flow600 L/h, and casting speed 20-80 mm/min. The tensile strength and elongation after fracture of these copper slabs are in range of from 137 to 141 MPa and from 45.1% to 61.7%, respectively. Increasing casting speed would lead to more uniform structure and finer grain, and the grain boundary of columnar crystal would be more straighter when the temperature of heating-mold rose. However in the whole casting speed and temperature of heating-mold has little influence on the tensile strength and elongation after fracture. The surface roughness value of pure copper slab fabricated by HCCM horizontal continuous casting at the temperature of heating-mold of 1150 �� is less than 0.3 ��m, which shows that the slab could be directly used to form by rolling without scalping process and be the basis of developing new compact process method of copper strip.
Key words: pure copper slab; heating-cooling combined mold; horizontal continuous casting; columnar crystal
Foundation item: Project(2011BAE23B03) supported by the National Support Program of the 12th Five-year Plan
Received date: 2016-10-25; Accepted date: 2017-02-20
Corresponding author: XIE Jian-xin; Tel: +86-10-62332254; E-mail: jxxie@ustb.edu.cn
(�༭ ������)
������Ŀ�����ҡ�ʮ���塱�Ƽ�֧�żƻ�������Ŀ(2011BAE23B03)
�ո����ڣ�2016-10-25�������ڣ�2017-02-20
ͨ�����ߣ�л���£����ڣ���ʿ���绰��010-62332254��E-mail: jxxie@ustb.edu.cn
ժ Ҫ�����������������(HCCM)ˮƽ�����Ʊ������ߴ�70 mm��10 mm(���ȡ����)����ǿ����ȡ����״����֯�Ĵ�ͭ�������о����ղ����Դ�ͭ��������֯��������������ѧ���ܵ�Ӱ�졣�����������ͭҺ�����¶�1250 �棬���Ͷ��¶�1100~1150 �棬��ȴˮ����600 L/h�����������ٶ�20~80 mm/min�����¿����Ʊ�������ֲڶȵ͡���������������ǿȡ����֯��������ѧ���ܵĴ�ͭ�������俹��ǿ��Ϊ137~141 MPa���Ϻ��쳤��Ϊ45.1%~61.7%�����������ٶȵ����ӣ�HCCMˮƽ�������Ʊ���ͭ��������֯���������ӣ������ߴ��С�����Ͷ��¶�����ʱ��������״����֯�ľ������ƽֱ������������ѧ�����������ٶȺ����Ͷ��¶ȵ�Ӱ���С������HCCMˮƽ�������������¶�Ϊ1150 ��ʱ�Ʊ��Ĵ�ͭ�����ı���ֲڶ�С��0.3 ��m���������ϳ���ֱ�ӽ��к�����ӹ�����Ϊ��չͭ����������������յ춨������
[2] ������, ������, �ž���. ͭ�����ϵ��о���״�뷢չ[J]. �ȴ���, 2012, 27(6): 14.
[3] ������, ��ҫȺ, ���. ͭ��ͭ�Ͻ��ܴ�����������[M]. ����: ұ��ҵ������, 2009: 1-8.
[4] �� ��. IC ��װ��ͭ�Ͻ����߿�ܼ�����[J]. �������װ, 2003, 3(5): 33-37.
[5] ������, ����ؾ, �����. ͭ�Ͻ����ļӹ�����[M]. ����: ��ѧ��ҵ������, 2009: 155-158.
[6] ��ͮͮ, Ԭ��ʤ. �й�ͭ����ӹ���ҵ�г���״����[J]. ���ӹ�, 2012(6): 33-37.
[7] �Ծ���. ѹ��ͭ���ķ�չ��״���䷢չ����[J]. �Ϻ���ɫ����, 2012, 33(2): 96-99.
[9] �ƹ���, лˮ��, ����, ������, Ϳ˼��. KFCͭ�Ͻ���ĵ����������о�[J]. ϡ�н���, 2005, 29(2): 228-231.
[10] ���, ������, ������, Ф����. ���߿�� Cu-Fe-P �Ͻ�ļӹ������о�[J]. �ȼӹ�����, 2005, 34(1): 23-26.
[13] ������. ͭϵ�Ͻ����߿�ܲ��ϵ���������չ������[J]. �Ϻ���ɫ����, 1998, 19(2): 49-52.
[14] л����, ÷��, ���»�, ��ѩ��. һ�ְ�ͭ�ܲ������������ˮƽ�����������豸: �й�, ZL201010501407[P]. 2010-4.
