

Microstructure and properties of laser micro welded joint of TiNi shape memory alloy
GONG Wei-huai1, CHEN Yu-hua1, 2, KE Li-ming1
1. National Defense Key Disciplines Laboratory of Light Alloy Processing Science and Technology,
Nanchang Hangkong University, Nanchang 330063, China;
2. State Key Laboratory of Advanced Welding and Joining,Harbin Institute of Technology, Harbin 150001, China
Received 3 September 2010; accepted 24 February 2011
Abstract:
Butt welding of 0.2 mm-thick TiNi shape memory alloy sheet (SMA) was carried out using impulse laser, and tensile strength, fracture morphology, microstructure and phase change behaviour of welded joint were studied. The results show that using impulse laser can realize good butt welding of TiNi SMA sheet, tensile strength of welded joint is 683 MPa, which achieves 97% of that of cold rolled base metal, and the fracture mode of welded joint is ductile type as well as base metal. The welded joint can be divided into four zones
Key words:
TiNi shape memory alloy; laser micro welding; microstructure; properties; phase transformation behavior;
1 Introduction
TiNi shape memory alloy (SMA) is a new kind of functional material with good shape memory effects (SME), super elasticity (SE) and good bio-compatibility [1-4], so it is used in many fields such as medical device, instruments, aviation, space-flight, atomic energy and ocean development [5-6]. However, successful applications of any novel material not only hinge up on its inherent characteristics, but also depend on solving problems of welding technologies [7]. But, only a few welding techniques for joining NiTi alloys have been reported in literature up to now. Tungsten inert gas (TIG) welding causes marked degradation in the mechanical properties of the joint due to an extended heat affected zone [8]. XU et al [9] studied the welding ability of 2 mm-thick TiNi SMA by high energy plasma beam method, good formation of weld is obtained and the tensile strength of welded joint reaches 750 MPa which is 62.2 % of that of the parent metal and the fracture appears in the center of weld. XUE et al [10] realized resistance brazing of 2.5 mm��1.2 mm TiNi SMA wire with an numerical control alternating current resistance welding machine and CuNi filler. Laser welding is one of the most important joining techniques for this class of materials because appropriate control of the process parameters can ensure good reproducibility of the results. HSU et al [11] joined 2 mm-thick TiNi SMA with CO2 laser and studied the SME and corrosion of welded joint. TUISSI et al [12] and FALVO et al [13] investigated the effects of the laser Nd:YAG welding on the functional properties of the NiTi SMA. The results show that the two-way shape memory effect is partially preserved in the welded material; however, higher values of plastic strain with respect to the unwelded material, were observed. GUGEL et al [14] realized joining of thin pseudoelastic NiTi wires (100 ��m) with an Nd:YAG laser and studied the performance of the joints in static tensile tests and their functional fatigue. The results showed that the welded joints reach about 75% of the ultimate tensile strength of pure NiTi wires. YAN et al [15] investigated the electrochemical behaviors of laser-welded Ti-50.6%Ni SMA and the base metal in 0.9% NaCl solution by electrochemical techniques such as corrosion potential measurement, linear and potentiodynamic polarization. The results indicate that the laser-welded NiTi alloy is less susceptible to pitting and crevice corrosion than the base metal.
However, previous studies on the welding of TiNi SMA are mainly to TiNi wire or thick TiNi sheet above 1.5 mm in thickness. But the welding of ultra-thin TiNi SMA sheet has bright prospect in the field of medical device, aviation and space-flight. The authors of this work have realized butt welding of 0.2 mm-thick TiNi SMA sheet using impulse micro laser [16]. The aim of this work is to investigate the microstructure and properties of 0.2 mm-thick TiNi SMA sheet welded joint.
2 Experimental
0.3 mm-thick TiNi SMA (Ti49.4Ni50.6 in mole fraction, %) was used as the base metal in this investigation. The sheets were produced by coldrolling with a thickness reduction of about 22%. In order to remove the surface layer of oxide produced during the coldrolling process, the TiNi sheets were degreased with propanone and soaked for 15 min in the mixture solution of hydrofluoric acid and nitric acid, and then washed with clear water and weathered. After these treatments, the width of the sheets was 0.2 mm. The dimensions of the welding specimens were 0.2 mm��40 mm��60 mm.
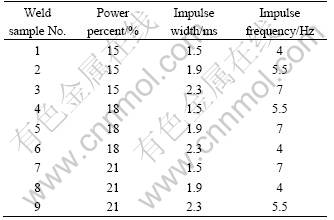
The welding process was carried out using a Nd:YAG laser source(SL-80, made in Italia, average power is 80 W). In order to protect the welding zone, a special clamping fixture was built to protect both frontal surface and back surface of the welded joint. After preliminary experiment, nine groups of experiment parameters shown in Table 1 were carried out. For all experiments, the spot diameter, welding rate and argon flow rate were fixed at 0.3 mm, 0.3 mm/s and 5 L/min, respectively.
After welding, tensile samples of every group of welding parameters were made by spark cutting and tensile properties of welded joint were tested on a tensile testing machine (INSTRON 5540). Scanning fracture morphology of tensile sample was observed with electronic microscope (Quanta 200). Metallographic specimen was made along cross direction of the welded joint and etched with mixture acid solution of HF and HNO3. The microstructure and element distribution were studied with metallographic microscope (4XB-TV).
Table 1 Welding parameters for laser micro welding of 0.2 mm-thick TiNi SMA
The welded joint and base metal were annealed at 500 ��C in vacuum for 1 h, and the SMA of annealed welded joint and annealed base metal was tested by DSC measurements which were performed using a SEIKO in temperatures ranging from -60 to 200 ��C under a controlled cooling and heating rate of 10 ��C/min.
3 Results and analysis
3.1 Tensile properties and fracture morphology
Tensile strength values of the nine groups of experiment parameters are shown in Table 2. When power percent is 21%, pulse frequency is 4 Hz, and pulse width is 1.9 ms (welded sample No. 9), the welded joint has the best tensile strength of 683 MPa, which is 97% of the strength of base metal.
Table 2 Tensile strength of laser micro welded joint of 0.2 mm-thick TiNi SMA with different welding parameters
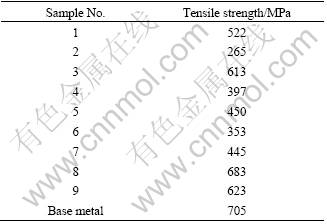
Figure 1 shows the stress��strain curve obtained from the welded joint of weld sample No.9. The curve indicates that high tensile strength of the welded joint could be gained by laser micro welding. The fracture strain of the welded joint is 5.8% which achieves 95% of that of the base metal. It is of interest to note that the stress��strain curve is smooth and continuous at all the strain rates.
All the nine groups of welded samples failed at the welded seam edge near HAZ among which an example is shown in Fig. 2. The welded joints show basically similar features on the fracture surfaces, typical SEM micrographs of the fracture surface of the welded sample and banse metal can be seen from Fig. 3. Cup-like dimple rupture is the main feature of the fracture surface of base metal (Fig. 3(a)), representing ductile type of fracture mode, the fracture surface shows a combination of both equiaxed and shear dimples. The fracture mode of welded joint is also ductile type but the fracture surface is different with base metal, there are no obvious dimples (Fig. 3(b)).
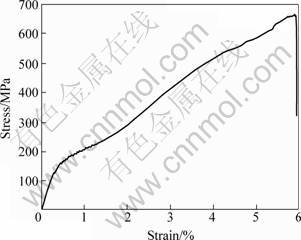
Fig. 1 Stress��strain curve of welded joint
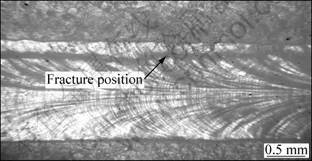
Fig. 2 Typical fracture position of tensile test sample of welded joint
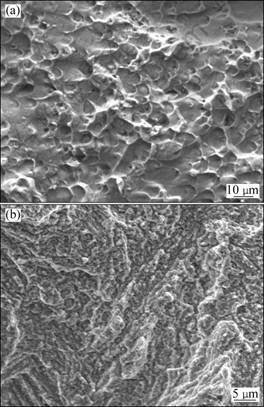
Fig. 3 Typical SEM micrographs of tensile fracture surface of base metal (a) and welded joint (b)
3.2 Microstructure of welded joint
Figure 4 shows the macro patterns of the surface and cross section of the welded sample No.8 in Table 1which has good shaping and best tensile strength. In Fig. 4(a), the surface formation of welded seam is good and the macro pattern is uniform ripple. Figure 4(b) shows the macro pattern of cross section of welded joint. The welded joint can be divided into four zones which are welded seam center zone, edge zone on the upper surface of welded seam, edge zone on the lower surface of welded seam and base metal zone as marked 1, 2, 3 and 4 in Fig. 4(b).
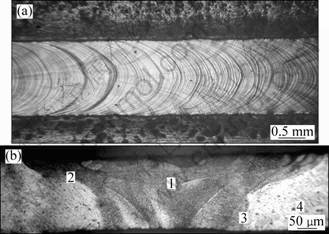
Fig. 4 Surface pattern (a) and cross section pattern (b) of welded joint in sample No. 8
Figure 5 shows the microstructure in the four zones of the welded joint. The microstructures of welded seam center are fine equiaxed crystals (Fig. 5(a)) and the microstructures of both lower surface and upper surface edge zones are columnar crystals. There is almost no obvious coarse grain heat-affected zone at the edge between welded seam and base metal. The directivity of columnar crystals of edge zone on the upper surface of welded seam (Fig. 5(b)) is stronger than that of edge zone on the lower surface of welded seam (Fig. 5(c)). The microstructure of base metal zone is as-rolled structure and the grains are coarse and heterogeneous (Fig. 5(d)).
Because the energy density of laser welding is large and the affection time on the welded joint is very short, only minute zone on the welded joint is heated and the cooling velocity of welded joint is quick, so the coarse grain heat-affected zone is not obvious. Temperature gradient in the welded seam center is the smallest which promotes the refining of the grains in the welded seam center because the heat conductivity of TiNi SMA is small. Temperature gradient near the fusion-line is the largest which promotes the production of columnar crystals because the base metal and the clamping fixture cool the heat-affected zone.
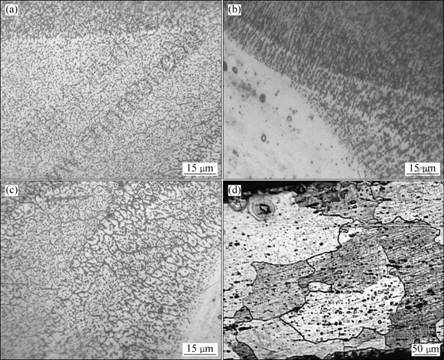
Fig. 5 Microstructures of cross section of welded joints: (a) Welded seam center zone; (b) Edge zone on upper surface of welded seam; (c) Edge zone on lower surface of welded seam; (d) Base metal
3.3 Phase transformation behavior of welded joint
The essence of SME of TiNi SMA is the thermo elastic martensitic transformation, so the phase transformation order and temperature of both annealed TiNi shape memory alloy base metal and laser micro welded joint were tested by DSC, and the results are shown in Fig. 6. It can be seen from Fig. 6(a), there is a phase transformation heat release peak during the heating process of base metal, which indicates that transformation from martensite phase (B2) to austenite phase (B19��) occurs. There is no R phase transformation during the heating process of base metal. During the cooling process, a phase transformation heat release peak also occurs nearby 43.81 ��C before the transformation from austenite phase to martensite phase, which indicates that transformation from B19�� phase to R phase ocurs. At 60.75 ��C, transformation from R phase to B2 phase occurs.
The DSC curve of annealed welded joint is little different with the annealed base metal. There are two phase transformation heat release peaks during the heating process, which indicates two-step phase transformation of B2��R and R��B19�� occurs. During the cooling process, also two-step phase transformation of B19���B2 and R��B2 occurs. The points of R phase transformation and martensite phase transformation drift compared with the annealed base metal because of the new phases such as Ti3Ni4 precipitated in the welded joint.
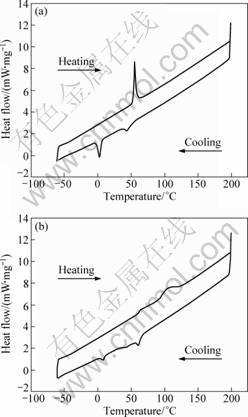
Fig. 6 DSC curves of annealed base metal (a) and annealed welded joint (b)
As a whole, the phase transformation process of the annealed welded joint is basically similar to the annealed base metal, which indicates there is no obvious loss of SME.
4 Conclusions
1) Good butt welding of 0.2 mm-thick TiNi shape memory alloy sheet can be realized by laser micro welding, and the surface formations of welded seam and the cross section of welded joint are good. The welded joint can be divided into four zones. Microstructure of base metal zone is as-rolled structure and the grains are coarse and heterogeneous. Microstructures of welded seam center zone are fine equiaxed crystals and the microstructures of both lower surface and upper surface edge zone are columnar crystals.
2) Tensile strength of welded joint is 683 MPa, which achieves 97% of that of cold rolled base metal, the fracture mode of welded joint is ductile type as well as base metal.
3) When welded joint is annealed in vacuum after welding, the phase transformation process is basically similar to the annealed base metal.
References
[1] KAZUHIRO O, REN Xiao-bing. Recent developments in the research of shape memory alloys [J]. Intermetallics, 1999(7): 511-520.
[2] SHINODA T, TAKESHI T, TSUCHIYA H. Functional characteristics of friction welded near-equiatomic TiNi shape memory alloy [J]. Transactions of the Japan Welding Society, 1991, 22(2): 30-36.
[3] YAN Xiao-jun, YANG Da-zhi, LIU Li-ming. Microstructures and properties of laser spot-welded joint of superelastic NiTi alloy wire [J]. The Chinese Journal of Nonferrous Metals, 2005, 15(1): 19-23. (in Chinese)
[4] MAN H C, CUI Z D, YUE T M. Corrosion properties of laser surface melted NiTi shape memory alloy [J]. Scripta Materialia, 2001, 45: 1447-1453.
[5] HIROSE A, ARAKI N. Welding TiNi shape memory alloys [J]. Metals, 1989(8): 61-68.
[6] OGATA Y, TAKATUGU M, KUNIMASA T, UENlSHl K, KOBAYASHI K F. Tensile strength and pseudo-elasticity of YAG laser spot melted Ti-Ni shape memory alloy wires [J]. Materials Transactions, 2004, 45(4): 1070-1076.
[7] QIU X M, LI M G, SUN D Q, LIU W H. Study on brazing of TiNi shape memory alloy with stainless steels [J]. Journal of Materials Processing Technology, 2006, 176: 8-12.
[8] IKAI A, KIMURA K, TOBUSH H. TIG welding and shape memory effect of TiNi shape memory alloy [J]. Journal of Intelligent Material Systems and Structures, 1996, 7: 646-655.
[9] XU Yue-lan, CHENG Zhi-fu, FAN Xiao-long. Plasma beam welding of shape memory alloy [J]. Transactions of the China Welding Institution, 2006(12): 26-29. (in Chinese)
[10] XUE Song-bai, LV Xiao-chun, ZHANG Hui-wen. Resistance brazing technology of TiNi shape memory alloy [J]. Transactions of the China Welding Institution, 2004, 25(1): 1-4. (in Chinese)
[11] HSU Y T, WANG Y R, WU S K. Effect of CO2 laser welding on the shape memory and corrosion characteristics of TiNi alloys [J]. Metallurgical and Materials Transactions A, 2001(3): 69-576.
[12] TUISSI A, BESSEGHINI S, RANUCCI T. Effect of Nd:YAG laser welding on the functional properties of the Ni49.6at%Ti[J]. Materials Science and Engineering A, 1999, 273-275: 813-818.
[13] FALVO A, FURGIUELE F M, MALETTA C. Functional behaviour of a NiTi-welded joint: Two-way shape memory effect [J]. Materials Science and Engineering A, 2008, 481-482: 647-650.
[14] GUGEL H, SCHUERMANN A, THEISEN W. Laser welding of NiTi wires [J]. Materials Science and Engineering A, 2008, 481-482: 668-671.
[15] YAN Xiao-jun, YANG Da-zhi, LIU Xiao-peng. Electrochemical behavior of YAG laser-welded NiTi shape memory alloy [J]. Transactions of Nonferrous Metals Society of China, 2006, 16(3): 572-576.
[16] CHEN Yu-hua, KE Li-ming, HUANG Yong-de, XU Shi-long. Laser butt welding of TiNi shape memory alloy sheet [J]. Transactions of the China Welding Institution, 2010, 31(8): 37-40. (in Chinese)
TiNi��״����Ͻ�Ƭ�������ӽ�ͷ����֯����
���1������1, 2��������1
1. �ϲ����մ�ѧ ��Ͻ�ӹ���ѧ�뼼�������ص�ѧ��ʵ���ң��ϲ� 330063��
2. ��������ҵ��ѧ �ִ������������������ص�ʵ���ң������� 150001
ժ Ҫ���������弤��ʵ����0.2 mm��TiNi��״����Ͻ�ĶԽӺ����о��˺��ӽ�ͷ�Ŀ���ǿ�ȡ�������ò����֯�������̡�������������弤���ܹ�ʵ�ֱ�Ƭ״TiNi��״����Ͻ�����öԽӺ������ӽ�ͷ�Ŀ���ǿ�ȿɴ�683 MPa��Ϊ����̬ĸ�ĵ�97%���Ͽ���ò��ĸ�����ƣ���Ϊ���Զ��ѡ����ݾ����ߴ������֯�IJ�ͬ����ͷ�ɷ�Ϊ4����������������ΪϸС�ĵ��ᾧ���������ԵΪ��״����֯���Ժ��ӽ�ͷ���к����˻����������������˻�̬TiNi��״����Ͻ�Ľӽ���
�ؼ��ʣ�TiNi��״����Ͻ𣻼������ӣ���֯�����ܣ������Ϊ
(Edited by LI Xiang-qun)
Foundation item: Project (200804) supported by State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology, China
Corresponding author: CHEN Yu-hua; Tel: +86-791-3863023; E-mail: ch.yu.hu@163.com
DOI: 10.1016/S1003-6326(11)60970-9
