
ǥ�����ն�InAg���º��Ͻṹ���������ܵ�Ӱ��
����ʤ���ƹ����������������ң�����
(���ϴ�ѧ ��ĩұ������ص�ʵ���ң����� ��ɳ��410083)
ժ Ҫ��
�����߶�In3Ag���ຸ�������ò������IMC(Intermetallic compound)��ͼ���ǿ�ȵ�Ӱ������о�������ɨ��羵(SEM)������ɫɢ����(EDS)�ֱ��IMC����۽ṹ�ͺ������֯�ɷֽ��й۲�ͷ�����������ѧ��������Ժ���ļ���ǿ�ȣ���ͨ��SEM�۲���Ͽ���ò���о����������IMC������ǥ�����߷�ֵ�¶����߶����ӣ��������ǿ�����ֵ�¶����߶����ͣ�����ģʽΪ���Զ��ѡ�����ʵ�ǥ������Ϊ��ֵ�¶�160 �棬����150 �汣��1 min���ɵõ������������ʪ���ܺá������������ٵĺ��㣬�����Ϊ��In�࣬�ڻ�������ɢ�ֲ���AgIn2������IMC���Ǿ��ȡ����ܵ��ȱ�״�ṹ�����ԼΪ3 ��m���ɷ�ԼΪ(Ag0.8Cu0.2)In2���ڴ������£��������ǿ����ߣ�Ϊ7.24 MPa��
�ؼ��ʣ�
InAg��������ǥ���������仯����������������
��ͼ����ţ�TG425.1 ���ױ�־�룺A ���±�ţ�1672-7207(2011)12-3674-06
Influences of soldering process on structure and shear strength of InAg solder
LIU Wen-sheng, HUANG Guo-ji, MA Yun-zhu, PENG Fen, CUI Peng
(State Key Laboratory for Powder Metallurgy, Central South University, Changsha 410083, China)
Abstract: The influences of different reflowing curves on In3Ag solder joint surface morphology, interfacial IMC(Intermetallic compound) layer and shear strength were studied. Scanning electricity microscope (SEM) and energy dispersive spectrometer (EDS) were used to observe and analyze the IMC layer microstructure and the composition of solder joint. Mechanical testing machine was used to test the shear strength of solder joint, and the shear fractography was measured by SEM. The results indicate that the IMC layer thickness increases and the solder joint shear strength decreases, with the increase of reflowing curve peak temperature; and the fracture mode is ductile fracture. The reflowing curve at 160 �� peak temperature and holding at 150 �� for 1 min is the appropriate soldering process. In this condition, the solder joint with shiny surface, good wettability, less solder flux residue is obtained, and the microstructure of solder joint consists of In-rich phase with a fine dispersion of AgIn2 particles. The IMC layer with a thickness of 3 ��m and component of (Ag0.8Cu0.2)In2 is uniform and dense scallop-like structure. In this condition, the highest shear strength is 7.24 MPa.
Key words: InAg; solder; reflowing; intermetallic compound; shear property
������Ǧ���ϵ�Ӧ��Ҫ�����������ɰ������۵�ߵͷ�Ϊ3����ϵ������(230~350 ��)���ϡ�����(180~230 ��)���Ϻ͵���(��180 ��)����[1]�����У����º������ھ���ǥ���¶ȵ͡���Ԫ�����ƻ�С���ŵ㣬���¶�����Ԫ�������Ӻͷֲ������б��㷺Ӧ�á�In�����º�����Sn��������ȣ�������ʪ�Ժã��۵�ͺ�ƣ�����������ŵ�[2-3]����InAg������LED���ȸ�Ӧ�������о��зdz���Ҫ��Ӧ�ü�ֵ��Chen��[4]����DSC�о���InAg���ϵ��ۻ��̻����ԡ�Reynolds��[5]��InAg�������Ϻ����������ܽ������о���Vianco��[6]���97In-3Ag���º��ϵ�ѹ��Ӧ��Ӧ���������ܽ����о������ڻ���ǥ�������У�������ͭ��֮��ᷢ�����淴Ӧ����IMC�����������о��������[7-9]��IMC��Ժ���ɿ��Ժͺ���ȱ������������Ҫ��Ӱ�졣���ԣ�IMC��ĺ�Ⱥ���ò����Ϊ�����������ܼ���ɿ��Ե�һ�����������ʵ�ǥ������������IMC������ɺ���ò���صĹؼ����������ж�InAg����ǥ�����ߵ��о����б��������������о�����ǥ���������߶�In-Ag����IMC����֯�ṹ����������ܵ�Ӱ�졣
1 ʵ��
1.1 ԭ��
������(99.995%)������(99.95%)������In3Agĸ�Ͻ𣬲�ͨ�����������Ʊ�In3Ag�Ͻ��ĩ��������Ϊ���Ͻ����������˾������
1.2 ʵ�鷽��
��SiCɰֽ��ĥ25 mm��25 mm��0.5 mm(����������)��ͭ�壬������ˮ�Ҵ���ϴ����ȥ�����������Ĥ����In3Ag�Ͻ��ĩ����������������8.5:1.5���Ƴɺ��ࡣ���ֹ�ӡˢ��ʽ������ͨ��ֱ��Ϊ6 mmģ��ӡˢ����ͭ���ϣ����ò�ͬǥ�����ߣ�ʹ�ñ�����������TYR108N-C̨ʽ������������ǥ����
1.3 ���
ʹ����������Ժ������գ��۲��������ò����ͭ���غ������������������������ɽ���������������ĥ���⡢��ϴ�����ɺ�ʹ��HCl+FeCl3������Һ����ˮ�Ҵ��������1:4���Ƴɸ�ʴҺ��ʴͭ�壬��35%HF+10%HNO3+55%H2O(�������)��ʴҺ��ʴ������档����ʴ�������������ձ�������ʽ����JSM-6360LV��ɨ��羵�۲������IMC����ò��
�����������JIS Z 3198-5��Ǧǥ�����鷽��[10], ��������ʾ��ͼ��ͼ1��ʾ������Ϊ��ͭ�壬���ô�ӷ�ʽǥ����ʹ������Instron3369��ѧ��������Ժ��ϼ������ܡ�
����ǿ���ɹ�ʽ![]() ����ó������У�PSΪ�������غɣ�AΪ�Ӻϲ�ʵ�ʲ��������
����ó������У�PSΪ�������غɣ�AΪ�Ӻϲ�ʵ�ʲ��������

ͼ1 ��������ʾ��ͼ
Fig.1 Schematic diagram shear specimens
2 ��������
2.1 ǥ�����ߵ����
�������ǥ������[11](��ͼ2��ʾ)���¿ɷ�Ϊ5���Σ�Ԥ�������������������Һ��������ȴ������Ԥ�������ܼ����¶ȵ������ӷ����ڻ���������������ϴ���弰���۱��������Ĥ���ڻ�����������ͻ����¶��������Ͻ��۵㣬���ֺ����ۻ���������չ��Һ������ֵ�¶�ֱ��Ӱ�쵽����ı��漰������֯�ṹ����ȴ��ͨ��ѡ�ýϿ����ȴ�ٶȷ�ֹ����������ȴ̫��������ڲ���Ӧ��������
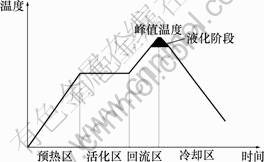
ͼ2 �����������ʾ��ͼ
Fig.2 Ideal temperature curve of reflow soldering
����InAg�Ͻ�����������ص㣬��ʵ����ƻ���ǥ���������£�Ԥ�������������ٶ�Ϊ2 ��/s������ʱ��Ϊ2 min����������¶�Ϊ150 �棬����ʱ��Ϊ1 min�������������ٶ�Ϊ1 ��/s��Һ������ֵ�¶ȷֱ�Ϊ160��170��180��190 �棻��ȴ�������ٶ�Ϊ2 ��/s��
ͼ3��ʾΪ��ǥ�������к��ӻ����Ƶ�ʵ�ʹ������ߡ���ͼ3���Կ�������150 �汣�¶������������������ں������´����������ģ�����������Ԥ�����ߡ�In3Ag�Ͻ��۵�Ϊ141 �棬������ǥ���¶�ͨ�������۵�20~50 �棬ͨ��ʵ�飬�ڷ�ֵΪ150 ��ʱ�������ǥ��������ʵ�������ͷ�ֵ�¶�Ϊ160 �档
2.2 ǥ�����߶Ժ������ͽ�����֯��Ӱ��
ͼ4��ʾΪ����ͬǥ���������ú��������ò��Ƭ����ͼ4���Կ�������ͬ�¶���������������ò���ơ�ͭ�����û�б���ʴ���������������٣�˵���������뺸��������Ⱥ��ʣ��ܺܺõ����ǥ����4���������ú�������չ��ͭ���ϣ�����Ϊ�����Բ�Σ������Ϊ�����������������Χ��С������֡���ͼ4(d)���Կ�������ʱ���õĺ��������С�Ӷ������Һ�����ɫ�����ƣ���Ҫԭ���Ǵ˻������߷�ֵ�¶ȹ��ߣ����º�����淢���˲���������
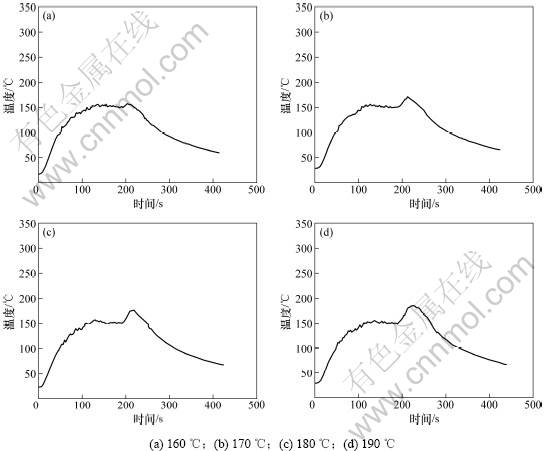
ͼ3 ��ͬ��ֵ�¶�ʵ��ǥ������
Fig.3 Actual curves of reflow soldering at different temperatures
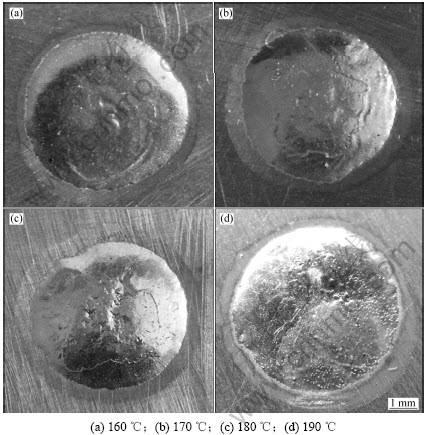
ͼ4 ���������ò��Ƭ
Fig.4 Solder joint surface morphology photos
ͼ5��ʾΪ��ͬǥ���������ú�������֯��SEM��Ƭ����ͼ5���Կ������ں��ϻ����Ϸֲ��ſ���״�Ķ��������������Ϊ��In�࣬���������ΪAgIn2�����ֻ��庸������ɢ�ֲ���ϸСIMC����ߺ��ϵ�������ܺ���ѧ���ܣ�Ҳ������ǿ����ǿ�Ⱥ�Ӳ�ȵ�Ч����
��ͼ5�����Կ��������Ż������߷�ֵ�¶������ߣ�IMC���Ȳ������ӡ���ֵ�¶�Ϊ160��170��180 ���������IMC��Ϊ���ܵ��ȱ�״�ṹ����Ⱦ��ȣ�Ϊ3~8 ��m������ֵ�¶�Ϊ190 ������IMC��Ϻ�ԼΪ12 ��m������Ҳ�ϴִ�IMC�㷢�����ѣ����Ŵ�״���ɴ˿ɵã����ŷ�ֵ�¶ȵ����ӣ�IMC�㾧�����ϳ���������ϸ����������ɴִ����㣬�����̹���������ͭ������IMC��������ϵ����ͬ������������㷢�����ѡ��������¶����ߣ�ԭ����ɢ�������ӣ�����IMC�������и������ԣ�IMC������ԭ�����γɵ�IMC���Ե����������ʹ������Ŵ�״�ֲ���
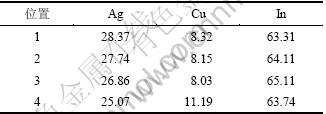
ͨ��EDS������ͼ5��4������IMC�ɷ����1��ʾ���ɼ���4�������ijɷ־�Ϊ(Ag��Cu)In2��ͼ5(a)��1���Ag��Cu��InԪ�����ʵ�����Ϊ28.37��8.32��63.31���ɷ�ԼΪ(Ag0.8Cu0.2)In2������3��IMC���ʵ�����Ҳ������������о�������IMC��ĺ����������ѧ���߳�������״����������Ҫ����ɢ���ƿ��ƣ��ҷ���Arrhenius����[12]��
![]() (1)
(1)
���У�DΪ��ɢϵ����D0Ϊ��ɢ������QΪ�����ܣ�RΪ���峣����TΪ����ѧ�¶ȡ�
��ǥ�������У�Cu�����ϵ�Cuԭ�ӻ���ɢ��Һ̬��In3Ag�����У��������е�Inԭ��Ҳ�ᷴ����ɢ��Cu�����У����ᷢ����Ӧ�γ�IMC����IMC�����ԭ����ɢϵ��Ӱ�졣D0��Q��R������ͬ��ɢ��ϵ��Ϊ���������������¶�T���ߣ���ɢϵ��D��������ͬʱ���£��¶�Խ�ߣ�ԭ����ɢ����Խ��Ӧ���ɵ�IMC����ҲԽ��
2.3 ���ϺϽ�������ܷ���
ͼ6��ʾΪ��ͬǥ���������ú��ϺϽ��������ǿ��-λ�����ߡ���ͼ6���Կ�����InAg�Ͻ��ϼ���Ӧ����ǥ����ֵ�¶����ߣ�������½����ơ���ֵ�¶�Ϊ160 ���ǥ���������������ļ���Ӧ�����ԼΪ7.24 MPa����ֵ�¶�Ϊ170 ���180 �����������ļ���Ӧ���൱���ֱ�Ϊ6.29��6.52 MPa����190 ���������������ļ���Ӧ�������½���ֻ��4.32 MPa���ҡ�ͼ7��ʾΪ��ֵ�¶�Ϊ160 ��ʱ�������жϿ���òSEM��Ƭ����ͼ7���Կ������Ͽڴ��ڴ��������ѣ����һ������Եļ��л��ƴ����ڣ�����In3Ag�Ͻ���ж��ѷ�ʽΪ���Զ��ѣ���������[13]���ᵽ��InAg�Ͻ���ѷ�ʽһ�¡�
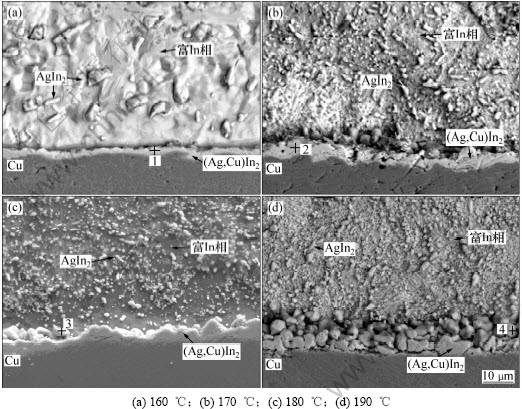
ͼ5 ���������òSEM��Ƭ
Fig.5 SEM images of solder joint interface
��1 ����IMC��ijɷ�(ԭ��������)
Table 1 Composition of solder joint IMC layer %
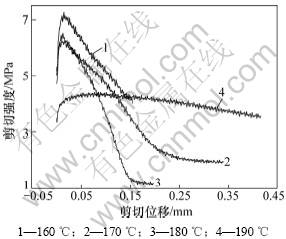
ͼ6 ���ϼ�������ǿ��-λ������
Fig.6 Strength-displacement curves of solder shear test
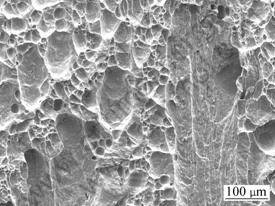
ͼ7 160 �������������жϿ�SEM��Ƭ
Fig.7 SEM image of solder shear fractography at 160 ��
��ͼ5���Կ�������ֵ�¶ȷֱ�Ϊ160��170��180 �� 3������IMC�㶼�����ܣ���170 ���180 ������IMC��Ƚϴ�ʹ�����������ܽ�160 �����������½�����190 ���������ڷ�ֵ�¶���ߣ���IMC��ĺ����4�����������ģ�IMC����ò��160��170��180 ���������ܵ��ȱ�״ϸ��������ɴִ���Ŵ�״�����ṹ��ʹ����������ܼ����½�����ȻIMC�۵�ߡ�ǿ�ȸߣ���������ߺ���ǿ�ȣ���������IMC����ṹ�Գ��Եͣ����Դִ��IMC�ṹ�ή�ͺ��Ͻ�����ǿ�ȣ�������IMC���뺸�ϻ���Ӵ��������������ˣ��������ƻ�[14]�����IMC������ں����ܼ���Ӧ�������У��ִ��Ҷ��ѵ�IMC��ή�ͺ���������ܡ���ˣ����ܾ����Һ��С��IMC�㣬����ߺ��ϺϽ�ļ������ܡ�
3 ����
(1) ��ֵ�¶�Ϊ160 ���ǥ���������ú������Ϻã������������������������٣�����ֵ�¶�Ϊ190 ������������������ڷ�ֵ�¶ȹ��ߣ��亸�������ֽ����ص���������
(2) In3Ag���ϻ���Ϊ��In�࣬�ڻ�������ɢ�ֲ��ſ���״��AgIn2��IMC��ɷ�Ϊ(Ag0.8Cu0.2)In2��IMC���������Ҫ����ɢ���ƣ�������ǥ�����߷�ֵ�¶����߶����ӡ���ֵ�¶�Ϊ160��170��180 ���������IMC��Ϊ���ܵ��ȱ�״�ṹ����Ⱦ��ȣ�Ϊ3~8 ��m����190 ��������IMC��Ϊ�Ŵ�״���Һ��Ϊ12 ��m��
(3) ���ϺϽ����ǿ����ǥ�����߷�ֵ�¶����Ӷ����ͣ�������ʽΪ���Զ��ѡ���ֵ�¶�160 ��ǥ���������������ļ���ǿ����ߣ�Ϊ7.24 MPa����ֵ�¶�190 ��ǥ���������������ļ���ǿ����ͣ�Ϊ4.32 MPa��
�ο����ף�
[1] �쿥, ��ǿ, �ָ�, ��. Sn-Biϵ�е�����Ǧ���ϼ��䷢չ����[J]. ���ӹ��ռ���, 2009, 30(1): 1-4.
XU Jun, HU Qiang, LIN Gang, et al. Low temperature lead-free solder and its developing tendency[J]. Electronics Process Technology, 2009, 30(1): 1-4.
[2] Lau J H, Wong C P, Lee N C, et al. Electronics manufacturing with lead-free, halogen-free, and conductive-adhesive materials[M]. New York: Mc Graw Hill, 2003: 4-13.
[3] Glazer J. Metallurgy of low temperature Pb-free solders for electronic assembly[J]. International Materials Reviews, 1995, 40(2): 65-93.
[4] Chen S W, Lin C C, Chen C M. Determination of the melting and solidification characteristics of solders using differential scanning calorimetry[J]. Metallurgical and Materials Transactions A, 1998, 29(7): 1965-1972.
[5] Reynolds H L, Kang S H, Morris J W, et al. The creep behavior of In-Ag eutectic solder joints[J]. Journal of Electronic Materials, 1999, 28(1): 69-75.
[6] Vianco P T, Rejent J A, Fossum A F, et al. Compression stress-strain and creep properties of the 52In-48Sn and 97In-3Ag low-temperature Pb-free solders[J]. Journal of Materials Science: Materials in Electronics, 2007, 18(1/2/3): 93-119.
[7] ������, ������, ʷҫ��. �����仯�����SnAgCu/Cu �����ƻ���Ϊ��Ӱ��[J]. ��еǿ��, 2005, 27(5): 666-671.
LI Xiao-yan, YAN Yong-chang, SHI Yao-wu. Influence of IMC on the interface failure of tin-silver-copper solder joints[J]. Journal of Mechanical Strength, 2005, 27(5): 666-671.
[8] Li G Y, Chen B L. Formation and growth kinetics of interfacial intermetallics in Pb-free solder joint[J]. IEEE Transactions on Components and Packaging Technologies, 2003, 26(3): 651-658.
[9] Yoon J W, Lee Y H, Kim D G. Intermetallic compound layer growth at the interface between Sn-Cu-Ni solder and Cu substrate[J]. Journal of Alloys and Compounds, 2004, 381: 151-157.
[10] ������, ������, ����, ��. JIS Z 3198 ��Ǧǥ�����鷽�����������[J]. ���ӹ��ռ���, 2004, 25(2): 47-54.
WANG Chun-qing, LI Ming-yu, TIAN Yan-hong, et al. Review of JIS Z 3198: Test method for lead-free solders[J]. Electronics Process Technology, 2004, 25(2): 47-54.
[11] �����. Sn-Ag-Cuϵ��Ǧ����������Ż��������о�[D]. ����: ����������ѧ���Ͽ�ѧ�빤��ѧԺ, 2008: 19-21.
LIU Hong-bing. The improvement and performance analysis of Sn-Ag-Cu lead-free solder paste[D]. Xi��an: Xi��an University of Technology. School of Materials Science and Technology, 2008: 19-21.
[12] Liu Y M, Chuang T H. Interfacial reactions between In10Ag solders and Ag substrates[J]. Journal of Electronic Materials, 2000, 29(11):1328-1332.
[13] Chuang T H, Jain C C, Wang S S. Intermetallic compounds formed in In-3Ag solder BGA packages with ENIG and ImAg surface finishes[J]. Journal of Materials Engineering and Performance, 2009, 18(8): 1133-1139.
[14] ����, ¬��, ����, ��. ����0.1% Ce ��Sn-3.0Ag-0.5Cu ������ͭ�����Ľ����仯�����Ӱ��[J]. �й�ϡ��ѧ��, 2007, 25(6): 707-712.
LIU Qiong, LU Bin, LI Hui, et al. Effect of Adding 0.1%Ce into Sn-3.0Ag-0.5Cu solder alloy on its microstructure and intermetallic compounds with Cu substrate[J]. Journal of the Chinese Rare Earth Society, 2007, 25(6): 707-712.
(�༭ �Կ�)
�ո����ڣ�2010-12-20�������ڣ�2011-04-15
������Ŀ�����Ҿ���������Ŀ����(JPPT-115-2-1057)
ͨ�����ߣ�������(1975-)���У�����פ�����ˣ������ڣ����µ��Ӳ��ϡ����۽������ϵ��о����绰��0731-88877825��E-mail��zhuzipm@csu.edu.cn
ժҪ����Բ�ͬ�����������߶�In3Ag���ຸ�������ò������IMC(Intermetallic compound)��ͼ���ǿ�ȵ�Ӱ������о�������ɨ��羵(SEM)������ɫɢ����(EDS)�ֱ��IMC����۽ṹ�ͺ������֯�ɷֽ��й۲�ͷ�����������ѧ��������Ժ���ļ���ǿ�ȣ���ͨ��SEM�۲���Ͽ���ò���о����������IMC������ǥ�����߷�ֵ�¶����߶����ӣ��������ǿ�����ֵ�¶����߶����ͣ�����ģʽΪ���Զ��ѡ�����ʵ�ǥ������Ϊ��ֵ�¶�160 �棬����150 �汣��1 min���ɵõ������������ʪ���ܺá������������ٵĺ��㣬�����Ϊ��In�࣬�ڻ�������ɢ�ֲ���AgIn2������IMC���Ǿ��ȡ����ܵ��ȱ�״�ṹ�����ԼΪ3 ��m���ɷ�ԼΪ(Ag0.8Cu0.2)In2���ڴ������£��������ǿ����ߣ�Ϊ7.24 MPa��
