
����SHS�մɸ��ϸֹ����ƵĿ���
������ɫ�����о���Ժ,�Ϻ���ɽ������˾,�Ϻ���ɽ������˾,������ҵ��������о���,�����Ƽ���ѧ ����100088 ,�Ϻ�201900 ,�Ϻ�201900 ,��ͷ014034 ,����100083
ժ Ҫ��
�ܽ��˽�����������SHS�մɸ��ϸֹ��մɲ����γɵ��������ͼ����γɻ������մɲ����ƿ��Ʒ���ȡ�õĽ�չ����Ӧ���ֹܵ�ѹ����������SHS�մɸ��ϸֹ��մɲ�������Ƶ�������Ҫԭ�� , �������մɲ����Ƶ��γ� , ����ѡ�ú��ʵĹ����䷽ , �ؼ�Ҫ���и��½δӹ������ϸ�����մɸ��ϸֹ��������ȴ����
�ؼ��ʣ�
����;�����Ӹ��ºϳ�;�մ�Ϳ��;�ֹ�;����;
��ͼ����ţ� TB39
�ո����ڣ�2001-10-10
Control of Ceramic Crack Formation of Ceramic-Lined Composite Pipe Made by Centrifugal-SHS Process
Abstract��
According to the cooling hologram of centrifugal SHS ceramic lined composite pipe (C SHS CLCP) put forward by the author, the crack types and their formation mechanisms of the ceramic layer of C SHS CLCP during the cooling process were schematically discussed. On the basis of the above results, effects of metallurgical and processing factors on the crack formation of C SHS CLCP were analyzed in detail, and the progress of control technologies in recent years to diminish the ceramic crack failure was summarized. It was pointed out that the thermal stress and the compression pressure of the substrate pipe are the two main causes to the formation of cracks in the ceramic layer. In order to diminish the ceramic crack damage, it is very important to control the cooling rate not only of the ceramic layer but also of the substrate pipe except appropriate compounding during the moderate and high temperature stages.
Keyword��
Centrifugal; SHS (self propagating high temperature synthesis) ; Ceramic coating; Pipe; Crack;
Received�� 2001-10-10
����SHS��, ��һ���Ʊ��մ�Ϳ���ڳĸ��ϸֹܵĸ��¼���, �ֲ����������漼�������ڳ����ڱ�Ϳ���մɲ��ȱ�㡣���� SHS (Self-propagating High-temperature Synthesis) ��Ӧ��������������, ���ڹܼ���ԲͲ�������ڱ�Ϳ���Ϻ��մɲ�, ʹ֮�������õ���ʴ����ĥ�����ȵ����ܡ�Ŀǰ�����õķ�Ӧ��Ҫ�������ͷ�Ӧ, ��Ҳ���������ȷ����乤��ԭ��Ϊ:���������ת�ܼ��ڵķ�Ӧ���������������¾��ȷֲ��ڹ����ڱ�, ��ȼ��Ӧ��ʹ֮����SHS���ȷ�Ӧ, �� Fe2O3+2Al��Al2O3+2Fe, �ۻ��IJ������������������ܶȲ�����ֲ�, �ܶ�С���մ��γ�Ϳ������ڲ�
���� SHS ���Ʊ��մɸ��ϸֹܾ����豸���ռ������ʸߡ��ɱ��͵��ŵ㡣Ȼ��, �մɲ��ײ�������, ���й��մɲ������γɻ�������Ʒ�����о����dz��١����Ľ��ڴ˻�����, �ۺ���������о��ɹ�, ������ SHS �մɸ��ϸֹ��մɲ���������͡��γɻ�����Ӱ�������Լ���Ӧ�Ŀ��Ƽ�����һ������
1 �մɲ��������ͼ����γɻ���
�ձ�ѧ���������������SHS�մɸ��ϸֹ��մɲ��������������, �������ƺ�ѹ����, �����Ƶij�������һЩ���Եķ���, ��ȱ��ϵͳ��Ӧ�������Ƴ������
ͼ��t0Ϊ��Ӧ���ʱ��;t1Ϊ�մ��������ʱ��;t2, t3�ֱ�Ϊ�մ��ڲ����̿�ʼ������ʱ��;t2��Ϊ�մ�����¶Ȼ���ʱ��;t4Ϊ�ֹܴﵽ����¶�ʱ��;t5Ϊ������������ʱ��; t6Ϊ�մ��ܴ�ת��ʱ��;t7Ϊ�մ�������²�����ʱ��;t8Ϊ�ֹ� (������) ��ʼѹ���մɲ�ʱ��;t9Ϊ���Ϲܴﵽ����ʱ��;twΪ�մ������Ӧ������ʱ��;��c, ��i�ֱ�Ϊ�մ��������۵�;��DΪ�մɻ�ֹ� (������) �ľ������������մɲ��Ӧ����������Ӧ������Ϊ��ʾ��ͼ��, ��������c, ����t, ����p �ֱ�Ϊ���������մɲ��������Ӧ������Ӧ�����մɲ��ֹܸ�ѹ�ȶ�������ѹӦ����ͼ���������ͷʾ�����մɲ���������ͼ����γɵ��¶����䡣1, 2, 3, 4, 5�ֱ�����������ơ�����ʧ�����ơ���Ӧ�����ơ��������ơ�ѹ���ƻ�ѹ���ơ���ͼ1���Կ���, �մɲ����и��½���Ҫ������������Ӧ���Լ�����ֹ�������ͬ������ľ���������, �ڵ��½���Ҫ����ֹ�ѹ�ȶ�����ļ�Ӧ�����Ȳ���Ӧ�����á�
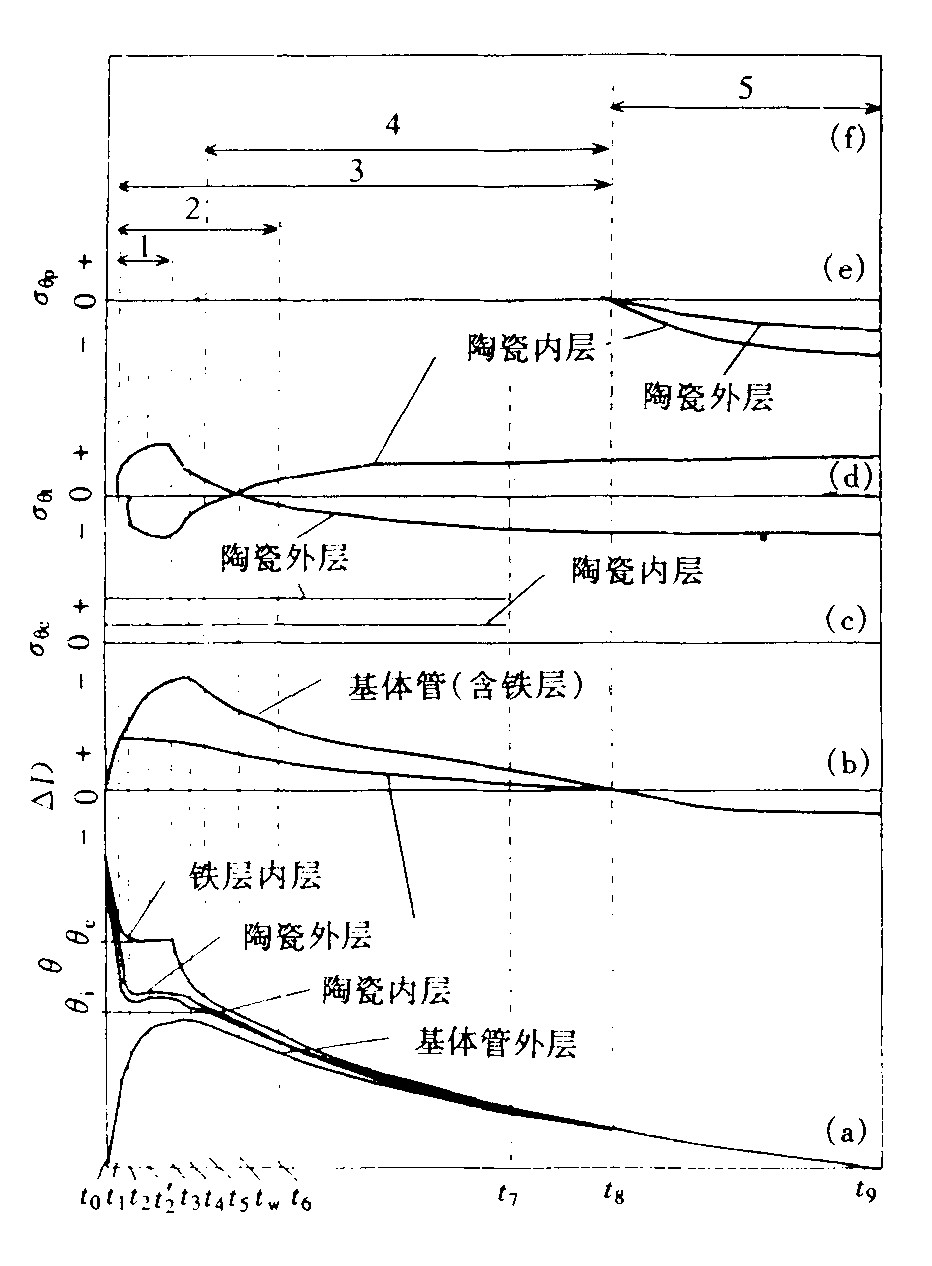
ͼ1 ����SHS�մɸ��ϸֹ���ȴȫϢͼ
Fig.1 Cooling hologram for ceramic-lined composite pipe made by Centrifugal-SHS process
(a) �¶ȳ�; (b) ��������; (c) �����������Ӧ����; (d) ��Ӧ�������Ӧ����; (e) �ֹ�ѹ���������Ӧ����; (f) ��������
�մ���������ʱ�����Ѿ���֯���ϳ�֦���Ǽ�, ���屾���ı��ο�ǿ�ҷ�չ, �����д��Һ��ȴ��������, ������������Ӧ��������������Ӧ��������, ������ǰ�����γ��������ơ�����������, ������������ǰ��, ���������������ڳɳ���֦����, �����ڹ�����, ��Ҫ���ڲ����ȵ����Ա���, �п����γ�һ����ҺĤ�ص�����, ��֮Ϊ����ʧ�����ơ�����Ӧ������������Ƴ�Ϊ��Ӧ�����ơ����������̺�, ����ֹ�һͬ�仯������������, �����մɲ������ƽ�Ľ�����մɲ�����������������������γ��谭, ���������մɲ������������ھ���ʹ�մɲ㲻��������������������Ƴ�Ϊ�������ơ�
�����մɲ�����������, �����������γɵ���ѧԭ��, ���Խ����Ϊ����:�����ơ�ѹ���ƺ�ѹ���ơ�������������Ӧ�������, ��Ӧ����������Ӧ��, Ҳ�������������;�����, ����Ӧ��ռ������λ�����, �����Ƶ���̬����, ��չ����, �մ��з�϶���ޱ��䡣ѹ���������մɲ��ܵ��ֹ�ѹ�ȹ���Ӷ���ѹӦ������ļ�Ӧ�������²�����, ����Ӧ�����մɲ��ڱ����뾶���45��Ľ����ϴﵽ��ֵ, ����ѹ����һ��ʡ�V���β۵���ʽ������������չ, �մ����ر��䡣���������ѹ���Ƹ���, ������̬���������ƺ�ѹ���Ƶ�����, ����϶�ͱ��������ڡ�������Ϊ, ѹ���������մɲ������Ѿ��½��ܶ൫��Ȼ�ϸ�ʱ������, �и��½�ʱ�մ��Ѿ�����������, ���½�ʱ�ֹܸܵ�ѹ��������, ���е��ڲ���ѹ����ʱ��ѹ����, �����մɲ������ֱ��䡣�ɼ�, ѹ�����ǽ��������ƺ�ѹ����֮��Ĺ�����̬�����, ������ȴ���ʵ����, �մɲ���������ͽ����η���ѹ���ơ������ơ�ѹ���ơ������Ƶ�ת����ѹ���Ƶ������ʾ������ȴ���ʱ仯�մɲ��������͵Ķ�̬ת������, Ϊ���ղ����Ŀ���ָ���˷���
���մɲ�����̺���ȴ������, �մɳ��ܵ�Ӧ��������һ���ܴ�ķ�Χ�ڷ����仯���մɲ��Ƿ��������, ȡ������Ӧ���������������ֵ��min�ĶԱȹ�ϵ������Ҫ����ϵ�����ϵ�����մɲ��¶ȳ����ԡ��������Լ��������й�, ����min����Ҫȡ���ڲ������ԡ��ܵ�˵��, �մ� (Al2O3) ���ϵ������α�����������, ����������SHS���չ�����, ��Ȼ�մɲ���һ�ȴ��ڼ��ߵ��¶�, ��������ȴ����̫��, �༴Ӧ�����ʺܴ�, ���Բ����������α���Ҳ�ͺ����ޡ������մɲ��ײ������Ƶı���ԭ��Ӱ������SHS�մɸ��ϸֹ��γ����Ƶ����غܶ�, ��Ҫ��ұ�����غ�������������, ����Դ˽��з�����
2 Ӱ���մɲ������γɵ�����
2.1 ұ������
2.1.1 ��ѧ�ɷ�������¶������С
��С�մɵ���Ч�ᾧ�¶�������Tf, ������С�����¶�������TB, ��Ҳ�������������Ƶ��γ������� Fe2O3+2Al��Ӧ��ϵ, ���dz�����SiO2����ʯ�Ȳ���������մɲ�����ܶȡ����������˵��۵�Һ��, �ӳ�����Tf, �༴�ӳ���Һ̬�մɵ�����ʱ��, ��ʹ�մɲ�����ܶ����, �����ɵ��⽫ʹ�մɵ���������Ӵ�
2.1.2 ��ѧ�ɷ��뾧���״̬
����������۵ڶ���ʱ, �����չ��Һ̬Ĥ, ����������������, ������ƫ�����ʳ���״��������չʱ, ���������½�����������SiO2�Ȳ������ɵĵ��۵������չ��ҺĤ, ������������������
2.1.3 �����ϡ�����
���������������۵ڶ�������������һֱ����, ���Ǵ��ڼ�ֵ����, ͨ�����������ĵ��۵���, ���Զ��������������ֲ����á�����SiO2���������Ƶú�, �մ�Ҳ�ɲ��ѡ�
2.1.4 ��ѧ�ɷ�����֯��̬
ϸС�ĵ��ᾧ�ȴִ����֦���Ŀ�������ǿ, ����һ����Ҫ��ֹ֦���ֻ�, һ����Ҫ������ᾧ������������ɹ������Ӱ����ֽᾧ�Լ��ᾧ����֯�Ĺؼ�������֮һ, ������ɹ���ȴ�С����ֲ��Ļ��������ǽᾧʱ����渽��Һ��������Ũ�ȼ�ʵ���¶ȷֲ���״�������, һЩ�������Ӽ���ͨ��Ӱ������Ԫ�ص�ƫ���̡�Һ�������ʷ���ϵ��, ���Խᾧ��ľ�����ò����Ӱ�졣
2.1.5 ��ѧ�ɷ������ǿ�Ⱥ�����
ʵ���Ϸ��ֶ���մ�ǿ�����������Խ�����ָ���Ĺ����½���Ryskewitsh ���һ���鹫ʽ
��=��0exp (-np) (1)
ʽ��nΪ���ļ�������, n�ķ�ΧΪ5��7, pΪ�����������, ��0Ϊp=0ʱ��ǿ�ȡ������˵, ������ԼΪ10%ʱ, ǿ�Ⱦ��½���û�п�϶���ϵ�һ�롣������С�Ŀ�϶�����ձ��, �����Ƕ���SHS�մɸ��ϸֹ���˵, �մɲ��϶�ʻ�Ҫ��, ��ǿ��Ӧ���͡�����մɲ�����ܶȶ���ǿ�ȵ���������Ը�������, ���������ܸ�ǿ�մ�����ը��, ������ʹ�����������������, Ӧ�����մɲ����ʵ��Ŀ�϶��, ���Ҹ�Ϊ��Ҫ����Ӧ���ƿ�϶�ijߴ�ֲ�, ����ʹ֮ϸС��ɢ, �ۻ����Ƽ�˵�����, ͬʱ�ּ�С������ȱ�ݳߴ硣
ͨ�������������������մɱ����Ķ������ԡ�����ͨ������ ZrO2, �����������ͻ���Ӧ���յ�����ͻ��Ȼ������ Al2O3 �մɵ�����
2.1.6 ��ѧ�ɷ��������Բ���
Ϊ��ֹ�������ƺ˵��γ�, Ҫ����Ͼ��нϸߵ�ԭʼǿ�ȡ��ȵ��ʺ�����ɢϵ��, �Լ��ϵ͵�������ϵ���͵���ģ��, ���������Щ������ԸĽ�������, ���ʹ�մɲ㱾����Ϊ�ݶȲ���, �����ܽ���, ����������Ӧ���Ļ���, ��������������������, ���������ܶȲ�ͬ�����ڳ��ݶȷֲ�, ��������ܻ��Ϊ����SHS�մɸ��ϸֹܼ���ǰ;��һ����չ����
2.2 ��������
��������ͨ��Ӱ���մɲ�����ٺ�ĸ�ܵ�������״̬�����մɲ������γɲ������á�
2.2.1 �Ϲܱȡ�Ϳ�Ϻ�Ⱥ�Ԥ���¶�
��������ҪӰ���մɲ����ȴ�ٶ�, �Ƿdz��ؼ��Ĺ������ء���ν�Ϲܱ� (Rw) , ��ָ���ȼ�����ĸ������֮�ȡ���һ���̶���, Rwֵ�Ĵ�С�������մɸ��ϸֹ���ȴ�Ŀ���, �ȵ������ü������������Ҫȷ��Щ��������ģͲ����������SHS�մɸ��ϸֹ�ʱ, Ϳ�ϲ�����֧�Ź̶�ĸ�ܵ�����, ���һ��н�ĸ�ܵ���������ݵ�����, ����Ϳ�Ϻ�ȦĵĴ�СҲӰ�����մɸ��ϸֹ����ٵĸߵ�, ��Խ��, ���մɸ��ϸֹ���ȴԽ����Ϳ�Ϻ�Ⱥ�Ԥ���¶�ͬ��Ҳ�Ǻܹؼ��Ĺ������ء�
���մɲ������γɻ�������, ����������������ѹ���ƻ�ѹ�����ڹ��տ�������ì�ܵ�, ���մɲ���ȴ�ٶ�Խ��, �������γ�����ԽС, ������ĸ�ܵ������������Ӵ������½�ĸ�ܶ��մɲ��ѹ��������, ����ѹ���ƻ�ѹ���Ƴ��ֵ������Խ�����, �Ϲܱȡ�Ϳ�Ϻ�Ⱥ�Ԥ���¶�����������Ҫ������ƥ�䡣
2.2.2 ��ȴ����
���������������ز�������ȫ�����մɲ�����ʱ, Ҫ����һ������ȴ�����ſɴﵽĿ�ġ���:���ٹ���ʱ����ͣ�����´���, �������ٹ���ʱ��ģͲ���з���ȡ�
2.2.3 �����豸����
���Ļ��Ķ�ƽ����Ҫ��, �������մɲ������������;�����ڸֹ�������Ҫ�ֲ�����, ������Ϊ�մ���ȴ�ܿ�, ������������¶Ȳ�����δ��ȫʵ�־�������, �մɺ����׳������λ�б�����ơ�����, ĸ�ܵİ�װҲҪ��ϸ, ����ƫ��ʹ�մɲ㿪�ѡ�
2.2.4 �������ⳡ����
ͨ��������������ⳡ���õȷ�ʽ��Һ̬�մɺ���Һ���������̹���ʩ��Ӱ��, ʹ��֦���黯, ������ᾧ���������, ����ƾ���ᾧ����, ������մɵĿ������ܡ�
3 ���ƿ��Ƽ���
������������, Ϊ�����մɲ����Ƶ��γ�, Ӧ��Ҫ�ӳɷ���ƺ��տ������������֡����潫�ܽ����������������SHS�մɸ��ϸֹ��մɲ����ƿ��Ʒ���ȡ�õĽ�չ��
3.1 ��ȡ���ʵĹ����䷽
��ȡ���ʵ��䷽, ��С�մɵ������¶�����, ����մɻ����ǿ���Ժı��������Բ�����, ������մɱ����Ŀ������κ˺���չ��������
3.1.1 ����TiO2
����Ŀǰ����մɲ�����ܶ�һ��������ӵ��۵�Һ�����ķ���, ����ǡǡ�������մɵ���������, ���������о�������TiO2��������������, ����TiO2��, �մɲ���Ҫ�ɦ�-Al2O3, FeAl2O4�ͼ�������Fe4 (TiO4) 3�����, �մɲ����֯��ò��ͼ2 (a) ��ͼ2 (b) ��ͼ2 (a) ����Ԫ�ص���ֲ��ɼ�, ��Ԫ��������������Al2O3����, ������FeAl2O4��һͬ�ֲ���Al2O3�ľ��紦������TiO2����Al2O3�γ��û�������, Ti4+�ļ�λ��Al3+�ĸ�, ���������Al2O3�����ȱλ, ȱλ�������ʵ��������������������ڻ״̬, �������ʵ�Ǩ����ɢ;ͬʱ, Ti4+�ڸ����»���������, ��ΪTi3+, ��һ�������˾����ȱ�ݶ���˾���, �Ӷ����ٽ����ս�, �ɰ��ս��¶Ƚ���1600��
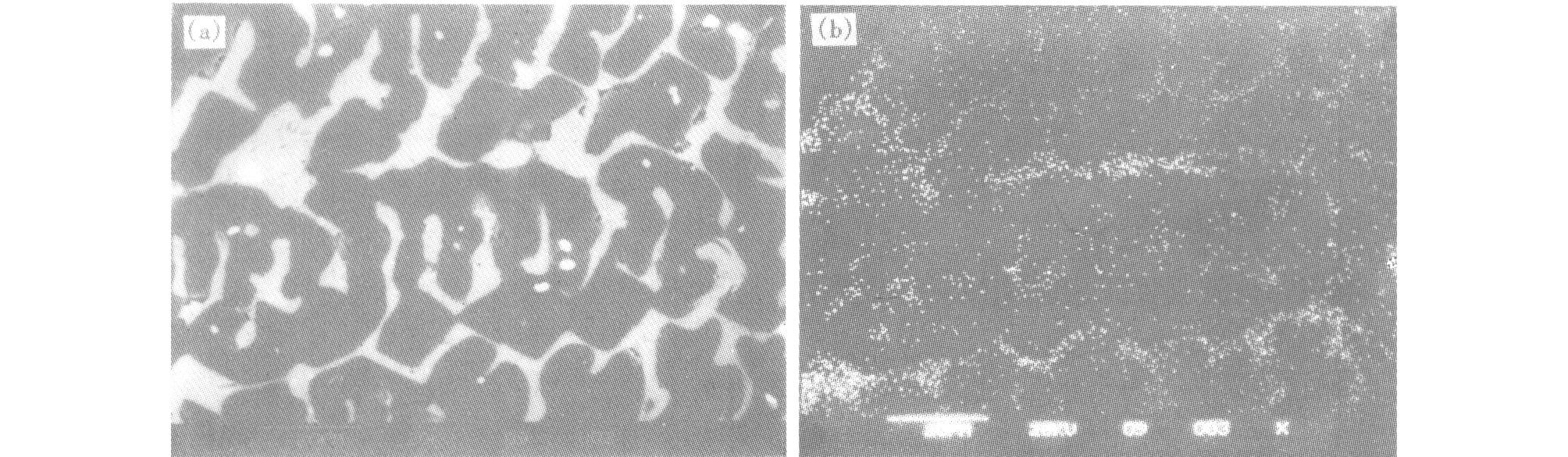
ͼ2 ����TiO2���մɲ���֯
Fig.2 Microstructure of exterior ceramic layer with addition of TiO2
(a) ���; (b) TiԪ����ֲ�
3.1.2 ���� ZrSiO2
���� ZrSiO4 ʱ, �մɲ���Ҫ����-Al2O3��FeAl2O4 �ͺ������� m-ZrO2 �����, ����������ͼ3�а���������״����״����Ҫ���, ���ڸ���Ŀ���̫С, ����̽����������ϴ�, �Ի���ɷ���Ӱ��, ������֪����Ӧ��ZrO2 �ࡣ�ɼ�, ZrO2��Ҫ������״����״�����طֲ���Al2O3�ľ������FeAl2O4�ľ��ڡ�ZrO2������ZrSiO4���·ֽ⡣
������֪, ZrO2��1150������Ҫ������б (m) ?�ķ� (t) �Ŀ������, ������3%��5%������仯����ZrO2��ɢ���մɻ�����, ���������ܵ�����, ����������¶������ƫ�ơ���ZrO2����С������ʹ����¶�ƫ�Ƶ���������, ��t-ZrO2һֱ�� �ֵ�����, ���մɻ����оʹ�������䵯��ѹӦ����, ���������ܵ��������������Ӧ��, ���ZrO2���������Խ��, �Ŵ���t-ZrO2��m-ZrO2ת�������ZrO2�����ߴ�ϴ�, ��������¶ȴ��ڳ�������, ���մ���������֮ǰ, t-ZrO2���Է���ת��Ϊm-ZrO2�������е�������ͽ���ZrO2������֮���յ���������, ����ZrO2����Ҳ���γ�����
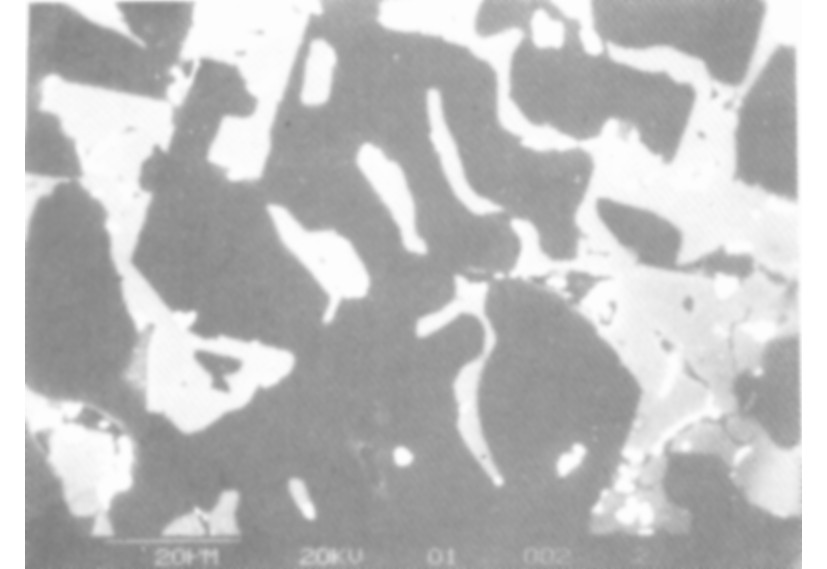
ͼ3 ����ZrSiO4���մɲ���֯
Fig.3 Microstructures of ceramic layer with addition of ZrSiO4
3.1.3 �������Ӽ�
�����о����������Ӽ��� SiO2
����
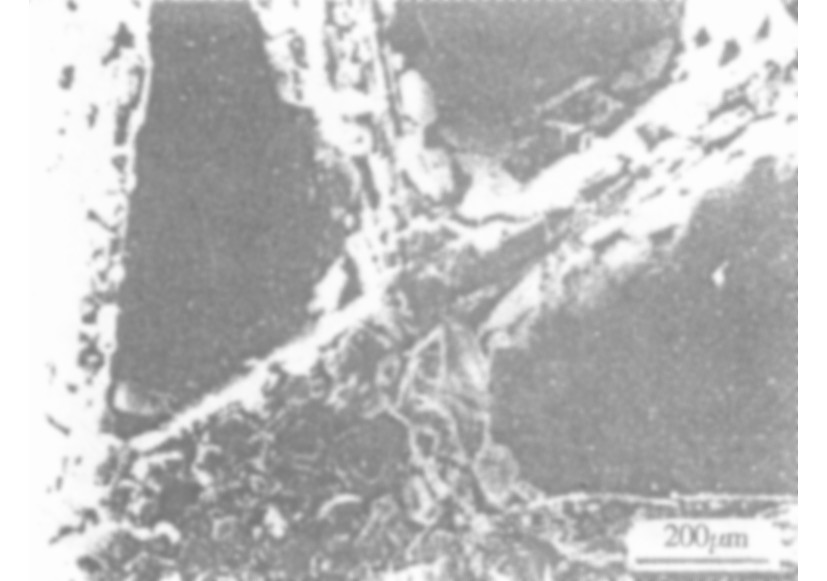
ͼ4 �մɲ����״�ṹ
Fig.4 Network of ceramic layer
3.2 ѡ�ú����Ĺ��տ��Ƽ���
ѡ��������䷽���������Ʋ����н�ǿ��Ч��, Ȼ�����մɸ��ϸֹ���ȴȫϢͼ���Կ���, �մɲ����ƵIJ����빤��������ϵ���С����, ���ղ����Ŀ��Ʒdz��ؼ���ʵ�ʿ�������Ҫ�Ĺ��ղ�����Ҫ���Ϲܱȡ�Ϳ�Ϻ�ȡ�Ԥ���¶Ⱥ��������ȡ�
����
����֮��, ��Ӧѡ�ø߶�ƽ���Ե����Ļ��Ϳ��ƺ�ĸ�ܵİ�װ��λ�����ڸ���ʱ�մɲ���������ڼ�϶, ���Ļ������ƽ���Բ��û�ĸ�ܰ�װƫ��, ����, ��ᵼ���մɲ�������ơ�
��֮, һ����, ͨ��ѡ����ʵĹ����䷽�����մɲ�������¶����䡢��֯��̬�����ܶȡ�ǿ���Ժ������Բ�����, ������մɲ�Ŀ�������;��һ����, ͨ���ƶ������Ĺ����ƶ����Ϲܱȡ�Ԥ���¶ȡ�����ת�ٵ�, ���Ƹ��ϸֹ��������ȴ�����Լ�����������Ӧ��, �Լ����մɲ����ƵIJ����������Ϲ����մɲ��������͡��γɻ�����Ӱ�����غͿ��Ƽ����ȷ�����о����Կ���, ������Ӧ���и��½ο����մɲ����ƵIJ�����ѹ���ƻ�ѹ���ƾ����ڵ��½βų���, ���������ԭ�����ڸֹܶ��մɲ��ѹ��������, �������ƴ�ѹ�����Ĵ�С, ֻ�����и��½ο��Ƹֹܵ��¶� (������) ������, �������������մɲ���ֹܵ�������ͬ������, ����Ҳ��Ҫ���и��½ο��Ƹֹܵ�����״̬���ܵ�˵��, ��Ӧ���ֹܵ�ѹ�������մɲ�������Ƶ�������Ҫԭ��, �������մɲ�������γ�, �����մɸ��ϸֹ����� (���ǽ����մɲ�) ��������Ϊ�ؼ���
4 ����
1.����SHS�մɸ��ϸֹ��մɲ����Ƶ��������������ơ�����ʧ�����ơ���Ӧ�����ơ��������ơ�ѹ���ƻ�ѹ���Ƶȶ���, �����������γɵ���ѧԭ��, ���Խ����Ϊ����:�����ơ�ѹ���ƺ�ѹ���ơ�ѹ�����ǽ��������ƺ�ѹ����֮��Ĺ�����̬, ��ʾ������ȴ���ʱ仯�մɲ��������͵Ķ�̬ת������, Ϊ���ղ����Ŀ���ָ���˷���
2.Ӱ������SHS�մɸ��ϸֹ��γ����Ƶ�������Ҫ��ұ�����غ������������档��ѧ����ͨ��Ӱ���մɵĴ����¶����䡢�����״̬����֯��̬�����۵��ຬ���������Բ���������ǿ�Ⱥ����ԵȽṹ�����ܲ���, ���մɲ����Ƶ��γɲ��������Ե�Ӱ��;����������ͨ��Ӱ���մɵ���ȴ�ٶȺ�ĸ�ܵ�������״̬, ���մɲ���������ҪӰ�졣
3.��Ӧ���ֹܵ�ѹ����������SHS�մɸ��ϸֹ��մɲ�������Ƶ�������Ҫԭ��, �������մɲ����Ƶ��γ�, ����ѡ�ú��ʵĹ����䷽, �ؼ�Ҫ���и��½δӹ������ϸ�����մɸ��ϸֹ��������ȴ���ʡ�
�����
[1] ��OdawaraO .USPatent, 4363832.1982, 12, 14
[2] ��Odawar aO.J.Am.Ceram.Soc., 1990, 73 (3) :629
[3] �����ﷲ, ������, ������.����, 1995, 30 (10) :33
[4] ��Od awaraO, Ikeu chiJ.J.Ipn.Inst.Met., 1985, 49 (9) :801
[5] ��С��ԭ��, ����ר������ (A) , ��6286172
[6] ��������, ����, �֡��ε�.��һ���й�ȼ�պϳ�ѧ���������ļ��人:�人��ҵ��ѧ������, 1994142
[7] ������, ������, ������.��1994ȫ����ĩұ��ѧ���������ļ�, 1994586
[9] �������, �ű�ƽ, �����ǵ�.�������Ͽ�ѧ�빤��, 1999, 22 (5) :15
[10] �������, �ű�ƽ, ������.������ѧ��, 1999, 27 (2 ) :178
[11] ��KingeryWD.�廪��ѧ���ǽ������Ͻ�������.�մɵ���.����:�й�������ҵ������, 1982
[12] �����崿.�մɲ��ϵ���ѧ����.����:��ѧ������, 1987
[13] ��ף����.�������ȷ���ȡ�մɳĹܵ�ʵ���о�:[˶ʿѧλ����].����:�����Ƽ���ѧ, 1993
[1] ��OdawaraO .USPatent, 4363832.1982, 12, 14
[2] ��Odawar aO.J.Am.Ceram.Soc., 1990, 73 (3) :629
[3] �����ﷲ, ������, ������.����, 1995, 30 (10) :33
[4] ��Od awaraO, Ikeu chiJ.J.Ipn.Inst.Met., 1985, 49 (9) :801
[5] ��С��ԭ��, ����ר������ (A) , ��6286172
[6] ��������, ����, �֡��ε�.��һ���й�ȼ�պϳ�ѧ���������ļ��人:�人��ҵ��ѧ������, 1994142
[7] ������, ������, ������.��1994ȫ����ĩұ��ѧ���������ļ�, 1994586
[9] �������, �ű�ƽ, �����ǵ�.�������Ͽ�ѧ�빤��, 1999, 22 (5) :15
[10] �������, �ű�ƽ, ������.������ѧ��, 1999, 27 (2 ) :178
[11] ��KingeryWD.�廪��ѧ���ǽ������Ͻ�������.�մɵ���.����:�й�������ҵ������, 1982
[12] �����崿.�մɲ��ϵ���ѧ����.����:��ѧ������, 1987
[13] ��ף����.�������ȷ���ȡ�մɳĹܵ�ʵ���о�:[˶ʿѧλ����].����:�����Ƽ���ѧ, 1993
