
���±�ţ�1004-0609(2016)-05-0980-08
����TC4��ĩ���������Ʊ�����������϶Ԫ�ؿ���
���������� �գ�̸ Ƽ���� ����������
(������ɫ�����о�Ժ ������ײ��Ϲ����ص�ʵ���ң����� 710016)
ժ Ҫ��
����ˮ��ͭ�����������ߴ�������������Ʊ�����Ʒ������TC4�Ͻ��ĩ����ʯī�����ܵ��ڱ���Y2O3����ˮ�Ҵ���ȵ�Ϳ�Ͻ���Ϳ�����������������ĩ��϶Ԫ�ص�Ӱ�죬�ܽ���������ĩ�ļ�϶Ԫ����Դ�����ƽ��飬���Բ�ͬ���ȷ�ĩ������֯���б��������������ʯī�������ڱ�����Ϳ�������£�������ĩ��̼�����ϴ��������ڱڵ�Y2O3Ϳ������Ч����̼���ѺϽ���Ⱦ�ķ��գ���ĩ��϶Ԫ�غ������������ļ�С�����������ϴ��ĩ�ı���Ϊ��״����֯����С�ߴ��ĩ����⻬�������Խᾧ��֯�����ڿ������̵�ԭ�������ϴ��ĩ���ڲ���Ҫ�ɦ����������״�������������ɣ�С������ĩ���ڲ���֯����ϸ����ȫ��Ϊ����״�İ�״�� ��֯��
�ؼ��ʣ�
��ͼ����ţ�TF122���� ���ױ�־�룺A
�����Ѽ��ѺϽ��ĩ���������Ժá��������١����ʺ����͵��ŵ㣬�Ǹ����ܷ�ĩұ���Ѽ��ѺϽ������������ӹ�����Ҫ����ԭ��[1-2]�������������ա����졢��������Դ������������ҽ�õ���ҵ�Ը����ܷ�ĩұ���Ѽ��ѺϽ��㲿�����������ɱ�������ͬʱ����3D��ӡ����Ϊ���������Ϳ��ٳ���װ�������ռ���(����������졢������ѡ���ۻ�����)����˷��ٷ�չ[3]����ĩұ���Ѽ��ѺϽ�ӭ������ʷ�Եķ�չ�������纽�չ�ҵ�ĺ��շ������㲿����������ҵ�иߵ���������ѹTiAl���ֵȲ������ѺϽ�ҽѧ���Ի�ֲ����Ȳ�Ʒ��Ϊ��ĩұ���Ѽ��ѺϽ��㲿��[2-6]��
Ŀǰ�������ѺϽ��ĩ���Ʊ�������Ҫ������ո�Ӧ������������(VIGA)����������ת�缫��(PREP)������������[7-10]�����У������������Ʊ������η�ĩ���д��ȸߡ��ɱ���Ե������������͡����ζȸߡ�ϸ���յ��ʸߵ��ŵ㡣��ˣ�����������Ŀǰ�Ʊ������ѺϽ��ĩӦ����㷺�ļ���֮ һ[1-2, 11]���������Ʒ�װ����ͨ��ʹ�õ�����װ�ã�����������������Һ�����������������²��������������������ھ��иߵ���ϵ�������µ����ԣ�ʯī�ѳ�Ϊ�����������Ʒ�װ���еĵ����ܲ��ʵ���Ҫѡ��֮һ��Ȼ����ʯī�����ܵ�ʹ���ձ����һ�����⣬���ڸ������ѺϽ�Һ�������������ڲ�ʱ������ʯī����̼����Ӧ�����յ��³�Ʒ��ĩ̼����������ӣ��⽫����Ӱ���ĩ���ۺ����ܣ���Ӱ������ѺϽ��ĩ������Ϊ���ԡ����ȵ�[2-11]�������[12]������[13]�������������ֱ��Ʊ���������Ti3Al��TiAl3��TiAl�Լ�Ti-6Al-4V(�ƺ�ΪTC4)�Ͻ��ĩ�����Ը�������ĩ���漰�ڲ�������֯�����˱������о���ͬ������ĩ������ɡ���ȴ���ʼ�̼�����ȼ�϶Ԫ�صĺ����Լ�������ĩ�ڲ������γ�ԭ���ǣ������й����������������о��У���û��һ���о���ϵͳ��ʾ�������Ʊ��ѺϽ��ĩ�ļ�϶Ԫ��(����̼����)��Դ��Ҳû����������京��������ֶλ��ʩ��Ȼ������϶Ԫ�ص���Դ���������Ʋ��������ѺϽ��ĩ������������Ҫ����Ϊ�Ż��������ѺϽ��ĩ���Ʊ������ṩ��Ҫ�о���ʹ�����塣
��ˣ��������ߴӹ�ҵ�����ж��������ѺϽ��ĩ��ʵ���������������ˮ��ͭ�����������ߴ�������������Ʊ����˸�Ʒ������TC4�ѺϽ��ĩ���������߲����Ը�����������TC4��ĩ���漰�ڲ�������֯����϶Ԫ�غ��������˱��������ҽ���������ʯī�������ڱڽ����˷�̼��Ϳ������������Ϳ��ǰ���Ʊ��ķ�ĩ��϶Ԫ�غ������жԱ����������ϵͳ�������Ʊ������з�ĩ��϶Ԫ����Ⱦ����Դ�����������ز��������յĿ����Խ�������Ⱦ���յĽ��顣
1 ʵ��
ʵ�����TC4�Ͻ����Ϊԭ�ϣ��仯ѧ�ɷ����1���С����������Ʊ���ĩ������ͼ1��ʾ�����ȣ����Ͻ����װ��ˮ��ͭ�����У�����ǰ�������Һ������ҷֱ���г����(��ն�ԼΪ1.0��10-2 Pa)���ٽ�����ո�Ӧ��������ԭ���ۻ������������г��������������������ܼ��ȣ��������ײ��Ľ�����ȫ�ۻ���������������������֮�������ѹ������ѺϽ�Һ���������ײ����뵼���ܣ����ӵ����������������ң���Һ������������ѹ�����ڴ�ʱ�������ߴ���������������������������Ľ���Ϊ�ߴ����(����Ϊ4 N)�������¶�ԼΪ1740 �棬����ѹ��Ϊ3~7 MPa��������ĩ�����������װ�������ĩ�ռ����У�����ȴ��ĩȡ����
���ڱ���ʵ�����ڸ��»����½��У�Ϊ�˷�ֹʯī�����ܶ��ѺϽ������Ⱦ����Y2O3��ĩ����ˮ�ƾ���һ��������Ϻ���Ϳ����ʯī�������ڱڣ���ʯī���ѺϽ�Һ�����и��룬�Ӷ���ֹ�������ѺϽ�ʯī��̼����Ⱦ�������������������ڵ����������̺��TC4�ѺϽ���ȡ���������������������������(EDX)���������������Ʊ��IJ�ͬ������ĩ�ļ�϶Ԫ�غ������������δ��Ϳ��Y2O3Ϳ���ʯī�����ܽ�������ʵ��Ľ�����жԱȡ�
��1 TC4ԭ���ϵĻ�ѧ�ɷ�
Table 1 Chemical composition of TC4 raw bar (mass fraction, %)

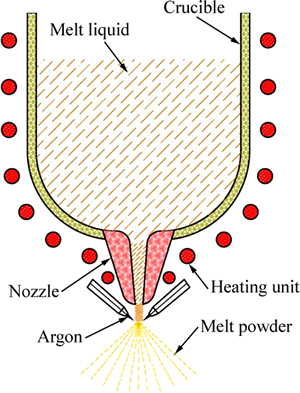
ͼ1 �������Ʊ���ĩʾ��ͼ
Fig. 1 Schematic diagram of gas atomizing
������ɸ�ַ������Ʊ��ķ�ĩ�������ȷּ�����Leco-600�����������Dzⶨ��ĩ���������ɷ֣�����PC600̼���Dz��Է�ĩ��̼����������ɨ���������(SEM)�۲첻ͬ������ĩ�����ı�����ڲ�����֯��
2 ���������
2.1 ʯī�����ܶԷ�ĩ��Ӱ��
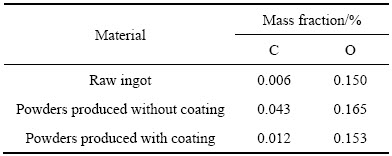
��ʯī�������ڱ�ͿĨY2O3Ϳ�ϵ�Ŀ���ǣ�Ϊ���ڸ����·�ֹ����TC4Һ����ʯī������Ӧ�Ӷ�����̼��Ⱦ���������߶ԱȲ�ͬ���������Ʊ���ĩ�ļ�϶Ԫ�غ��������������ڱ�������Y2O3Ϳ���������������Ʒ�ĩ��϶Ԫ�غ����ĶԱȡ�������⣬TC4ԭ���ϼ�����ͨ�۵�̼�����������2���С��ӱ�2�пɿ���������������õ���TC4��ĩ��϶Ԫ�غ�������ԭ���ϵĸߣ�˵���������̶Է�ĩ��һ���̶ȵ���Ⱦ�����⣬����Y2O3Ϳ���Ʊ���TC4��ĩ��̼���������ֱ�Ϊ0.012%��0.153%(��������)��Ȼ�����ڵ������ڱ�û��Y2O3Ϳ�������£����Ʊ���ĩ�ļ�϶Ԫ�غ�������ǰ�߸ߣ�����̼����(0.043%����������)��ǰ�߸߳�����2.6������������TC4����Һ������ʯī������ʱ������ʯī�ڸ����·�����Ӧ������TiC�Ȳ��ͬʱ���ѺϽ���Һ��ˢ�������ڱڣ���̼Ԫ�ش����ѺϽ�Һ���У����������ؾ�������������ĩ��̼�������ӣ���������TC4��ĩ��Ʒ�ʡ�Ȼ�����ڵ������ڱڵ�Y2O3Ϳ���ڸ���������Ч����ֹ�ѺϽ�Һ����ʯī������̼����Ӧ���Ӷ������������TC4��ĩ��̼������
��2 ԭʼ���ϼ�����TC4��ĩ�ļ�϶Ԫ�غ���
Table 2 Interstitial component of raw material and gas-atomized powders
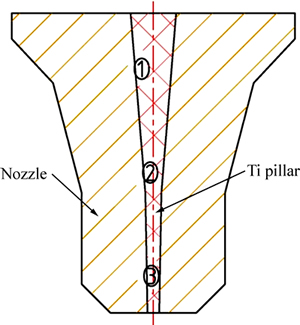
ͼ2 �����ܽṹ����Ʒȡ��ʾ��ͼ
Fig. 2 Nozzle structure and schematic diagram of TC4 samples
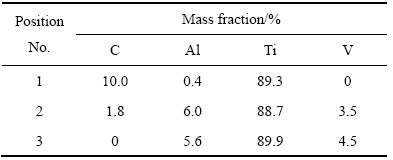
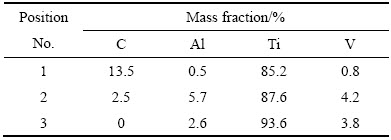
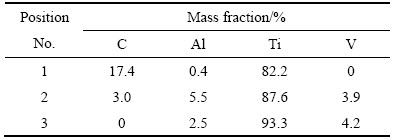
Ϊ��֤ʵʯī��������TC4�ѺϽ��̼����Ӧ�����߽�������������ȴ��ĵ�����(û��Ϳ��Y2O3Ϳ��)�в�����TC4�ѺϽ���ȡ�������ԺϽ�����3��λ�ý���ȡ�����ֱ�Ϊ����1��2��3(��ͼ2)(���������и�3��������¶������������������ȴ���ʸ��Ҳ��)��Ȼ���3����Ʒ(��ƷA��B��C)�ĺ��������֯�ṹ��SEM��EDX���б���(��ͼ3)����ͼ3(a)~(c)����3~5�пɼ���TC4�ѺϽ�����ʯī�����ܽӴ��ı��������̼�㣬̼������TC4�ѺϽ����ı��浽���IJ��ϼ�С������������ʱҺ�������Ͻ��������̼������������������1��3�������ӡ����ʾ�����������У�����TC4�ѺϽ�Һ����ʯī�����ܽӴ�ʱ������ӣ��Ͻ������̼Խ�࣬����Һ�����º�����������ȴ��������ĩ��һ���̶ȵ�̼��Ⱦ����ˣ���ʯī�������ڱ���Y2O3����ˮ�Ҵ���ȵ�Ϳ�Ͻ���Ϳ�����Դ����̼���ѺϽ�ķ�Ӧ������̼����Ⱦ���Ӷ�����������ĩ��̼����������ѱ�ʵ����֤ʵ(����2)��
2.2 TC4��ĩ��϶Ԫ�ص���Դ������
�����ѺϽ��ĩ���ԣ���϶Ԫ�غ����������ܵ�Ӱ�켫Ϊ��Ҫ�����м�϶Ԫ����Ҫ��������̼Ԫ��[14]������������������TC4�ѺϽ��ĩ�ļ�϶Ԫ����Դ���Թ��������4�����棺ԭ����(����1)���������̡���������ȴ���̡��������߽�����������������ȴ����3���Ƕȷ������ǣ�������ͷ�ĩ��Ⱦ�Ĵ�ʩ�� ���顣
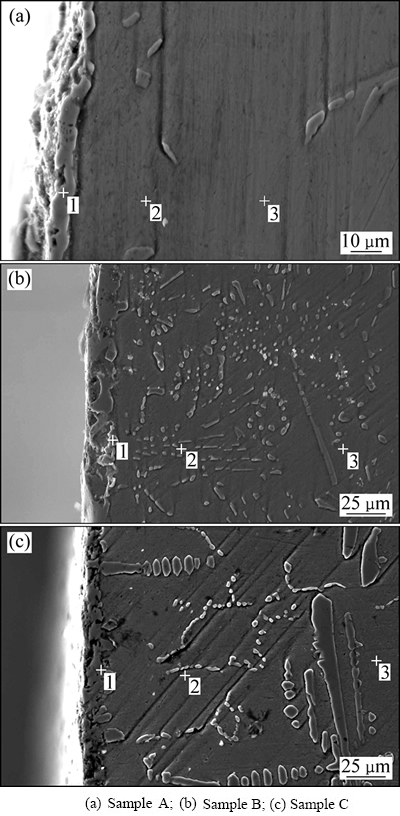
ͼ3 ͼ2������������������TC4 �ѺϽ������������֯
Fig. 3 Cross-sectional microstructures of TiC4 pillar retained in cooled nozzle after atomizing in Fig. 2
��3 ͼ3(a)�в�ͬλ�õ�������
Table 3 Energy spectrum analysis of different positions in Fig. 3 (a)
��4 ͼ3(b)�в�ͬλ�õ�������
Table 4 Energy spectrum analysis of different positions in Fig. 3 (b)
��5 ͼ3(c)�в�ͬλ�õ�������
Table 5 Energy spectrum analysis of different positions in Fig. 3 (c)
��������װ���У������ѺϽ�һ�����������������������������У�����������һ��ͨ����Ӧ��Ȧ������������ѺϽ���м����ۻ����ٽ�������������ֱ�ӱ���ԭ�������װ�ýӴ����Ӷ���Ч�����ѺϽ���Ⱦ�ķ��ա�Ȼ�����������߲��õ�ˮ��ͭ��������(�������������)Ҳ���Ա������������ѺϽ���Һ�ĽӴ������ø�Ӧ��Ȧ���������ѺϽ�ͬ��Ҳ�ܼ�����Ⱦ�����������У���������¶ȹ��ߡ���նȹ��ͻ�����ʱ�������ԭ����Խ���ױ����������磬��TC4�ѺϽ�������¶�һ�µ�����£��ֱ�����0.5 h��1 h�������������TC4ͨ�۵��������ֱ�Ϊ0.153%��0.168%(��������)������˵������ʱ��Խ�����ѺϽ���Һ�ڸ����±������ļ���Խ�ߡ����ǣ���������¶ȹ��ͣ������ںϽ�Ԫ�ص��ܽ⼰���塢��������ų���ͬʱҲ�ή������Һ���������ԣ����ң��������ʱ����̣�Ҳ�ᵼ�ºϽ�ɷֵIJ����ȡ���ˣ�ѡ����ʵ������¶Ⱥ�����ʱ�䣬���ڿ����ѺϽ���Һ�Լ���ĩ������������Ҫ�����⣬��װ��ǰ��Ӧ�����������������������ʵ����롣���ԣ����ѺϽ�������Σ�����ʱ�䡢�����¶��Լ���նȵ����ض����ѺϽ��ĩ�ļ�϶Ԫ�ؿ����ؼ� ���á�
����ǰ�Ƚ������ܼ��ȣ��������ײ����ѺϽ���ȫ�ۻ�ʱ��������������������֮�������ѹ������ѺϽ�Һ���ӵ����ܵײ����������γ������ȶ���Һ�������ߴ����������Һ������ѹ���������������飬�������ڱ���������ԭ���γ�����Һ�Ρ�������װ���е����ܵIJ���ͨ����ʯī���մ����֡����У�ʯī���ʵĵ����ܵ����Ժã�������ʱ�������(��ͼ1)��������ѺϽ�����Һ�������ȶ��ԣ�������ѺϽ����̼��Ⱦ�����⣬�մɵ����ܵĵ����Խ�ʯī�Һ�������ȶ�����Խϲ����̼��������Ⱦ�ή�͡���������ѡȡʯī��Ϊ�����ܲ��ʣ�ͬʱ���ڵ������ڱ�Ϳ��Y2O3Ϳ�㣬�Ӷ���Ч�����ѺϽ���Һ��̼���ķ��գ���Ч������2�����⣬���������������ѺϽ���Һ����������ֱ�ӽӴ���������������������õ���������Լ��������ڵ���նȶ����ѺϽ���Һ���ʺ�������Ӱ�졣��ˣ����ѺϽ������Σ������ܲ��ʵ�ѡȡ����������Ĵ��ȡ���������ն�Ҳ����Ӱ�쵽�ѺϽ��ĩ�ļ�϶Ԫ�غ�����
�ѺϽ�����Һ�����������������γ�Һ�β�������ȴ�ɷ�ĩ����������ĩ�ռ����С��ù��̶���������յı����½��У��������ڷ�ĩ�����ռ�����ʱ��ͨ���¶Ƚϸ�(��200 ��)�������ĩ�ڲ��ܵõ���ʱ��ȴ������£���ʹ��������ձ�������ĩҲ��������������Ⱦ�����о��У�������װ���ķ�ĩ�ռ������װ��ˮ��ѭ���ܵ�����������ĩ���м�ʱ�ͱ�Ҫ�Ľ��£��Ӷ���һ�����ͷ�ĩ�����Ŀ����ԡ���ˣ���ĩ�Ŀ�����ȴҲ�ǿ��Ƽ�϶Ԫ����Ⱦ����Ҫ���ء�
2.3 ��ͬ������ĩ������֯
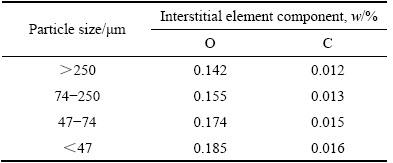
������������ĩ�����ȴ�С��Ҫ���������ṹ���(������)����������ѹ����������������ֱ����С������Һճ�ȵ��ۺ����ص�Ӱ��[15-16]�������������У�����Һ���ܵ����������ij�������壬�γ�ϸС���۵Ρ���Щ�����۵����ڱ������������ã����½������о����γ���������ƣ�����Ʊ��Ľ�����ĩ��������Ϊ��[4, 10-11]��С�ߴ��۵εı����������γɵĽ�����ĩ���ζ�Խ�ߣ���Ҳ����������ĩ��һ����ͬ����[10-13, 17-19]����6����Ϊ�������Ʊ��IJ�ͬ����TC4�ѺϽ��ĩ�ļ�϶Ԫ�غ����Աȡ��ӱ�6�пɼ�����ĩ����������̼���������ŷ�ĩ�����ļ�С�������磬����ĩ��������250 ��mʱ��������̼�����ֱ�Ϊ0.142%��0.012%(��������)�����ǵ�������С������47 ��mʱ����ĩ������̼������ֱ�����0.185%��0.016%(��������)���ɼ�����ĩ������������������Ӱ���Ϊ���ԡ���������С������ĩ�ıȱ���ϴ���ˣ�����ڴ�������ĩ���ԣ���������������ʻ��������Ⱦ���Ӷ����¼�϶Ԫ�غ���Ҳ�ϴ�
��6 ��ͬ����������TC4��ĩ�ļ�϶Ԫ�غ���
Table 6 Interstitial elements components of gas-atomized powders with different particle sizes
ͨ��ɨ��羵���������Ʊ��IJ�ͬ����(��250 ��m��74~150 ��m����47 ��m)TC4�ѺϽ��ĩ�ı��漰�ڲ�����SEM��������ͼ4��ʾΪ�����ȷ�ΧTC4�ѺϽ��ĩ������ò��SEM��ͼ4�пɿ�������ͬ����TC4�Ͻ��ĩ��������Ϊ���������ϴ�IJ��ַ�ĩ���С����ǡ�����(��ͼ4(a))���ҶԱ�ͼ4(b)��(f)��֪����ĩ����ԽС�������Խ�⻬�����⣬��ͼ4(b)�пɿ����������ϴ��ĩ�ı������Ϊ����ijʽ��Ƶ��Ứ��״�İ�״֦����֯�����ǣ�����ͼ4(d)��(f)�����ŷ�ĩ�����ļ�С�������������֯Խϸ������ɲ�ͬ������ĩ������ò�����ԭ����Ҫ����ȴ���ʵIJ���[2, 4, 10]�����ڷ�ĩ����ԽС����ȴ������Խ�ߣ�����ȴ���ʹ���ʱ���ͻ���ɽᾧ���̵����ƣ�����γ��ᾧ��֯�Ĺ⻬���档Ȼ�����ߴ�ϴ��������ȴ������Խϵͣ���������ϴ�������������������죬�Ӷ�ʹ�ô�������ĩ����⻬�Ƚϲ�[11, 17-18]����ͼ4(b)��ʾ��ͬʱ���������������У���ߴ������۵����������ȴ�ٶȽ�������ˣ��۵������̹����У�������ٶȺ켣�ܵ�������������ˢ��˫�����ã��������Ѿ����̵�С�ߴ����������ײ���γ�ճ�������[10-13, 17-19]����ɴ��������𤸽�����ǡ�����������(��ͼ4(a))��
��������ĩ�������ڲ���֯�ȷ�ӳ�Ͻ������״̬��Ҳ�������̹����кϽ�Ľᾧ�ͳ���״��[7, 19]��ͼ5��ʾΪ��ͬ����TC4��ĩ������SEM��ĩ�ڲ�����֯��Ҫ����Ϊ��״����״����״3�־�����ò������������Ŀ����ڲ���Ҫ��ϸ��״������������Լ���״�������(��ͼ5(b))������Ҫ������TC4�ѺϽ��ĩ������ȴʱ�����������Ħ���ͨ������ɢ������ת��Ϊ���������ṹ�Ħ��࣬�����������״̬����״��������������֯[2,11]����С�ߴ�ķ�ĩ����֯�;�������ϸ��������Ϊ������״�İ�״����֯�ҽ�Ϊ��ʵ����ĩ��ߴ�ļ�С������ȴ�ٶȼӿ죬��֯�;������Եõ�ϸ�����Ҳ��ַ������γ�ϸС������[2](��ͼ5(d)��(f))��
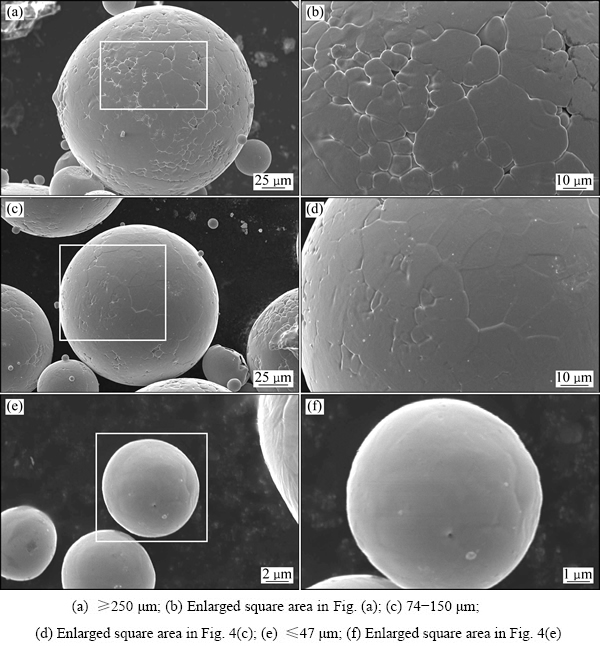
ͼ4 ��ͬ����������TC4�ѺϽ��ĩ�ı�����ò
Fig. 4 Surface morphologies of gas-atomized TC4 powders with different particle sizes
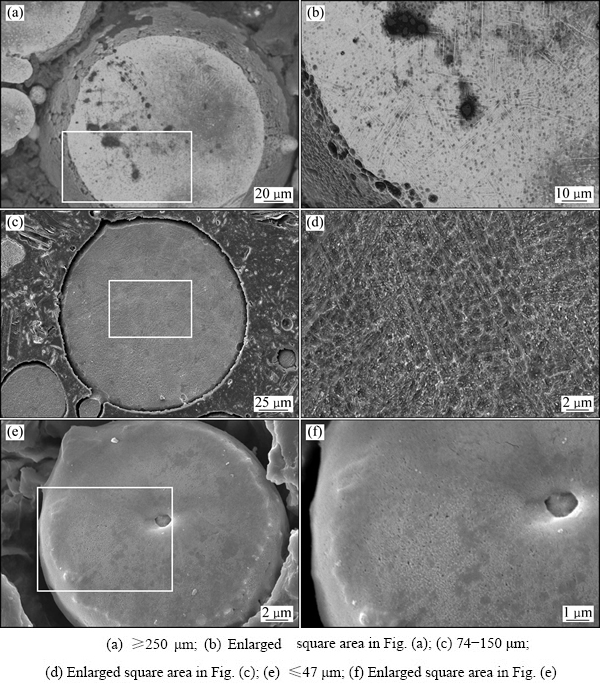
ͼ5 ��ͬ����������TC4�Ͻ��ĩ���ڲ���֯
Fig. 5 Cross-sectional microstructures of gas-atomized TC4 powders with different particle sizes
3 ����
1) ʯī�������ڱڵ�Y2O3Ϳ���ڸ���������Ч��ֹ�ѺϽ�����Һ����ʯī�����ܵ�̼����Ӧ���Ӷ�����������ĩ̼������
2) TC4�ѺϽ��ĩ�ļ�϶Ԫ�غ������������ļ�С������������ĩ�ı���Ϊ��״����֯���������������Ե�����ƽ���������ۼ���С�ߴ��۵εĽᾧ���̱����ƣ��γ������Խᾧ��֯�Ĺ⻬���档
3) ������TC4�ѺϽ��ĩ�ڲ��ɦ��������ϸ��״�������������ɡ���������ȴ���ʹ��죬С�ߴ��ĩ��������ϸ�������Ҳ��ַ�����
REFERENCES
[1] ��ѧ��, �� ��. ����������������ȡ�Ѻ��ѺϽ��ĩ [J]. ��ĩұ��ҵ, 2000, 10(3): 18-22.
LIU Xue-hui, XU Guang. The Ti and its alloy powder made by inert gas atomization[J]. Powder Metallurgy Industry, 2000, 10(3): 18-22.
[2] �� ��, �� ��, Ԭ ��, ������, �� ��, �Ź���. �������Ti-6Al-4VԤ�Ͻ��ĩ���Ʊ��������о� [J]. ���Ϲ���, 2010(z1): 307-311.
LIU Na, LI Zhou, YUAN Hua, XU Wen-yong, ZHANG Yong, ZHANG Guo-qing. Process and properties of argon gas atomized Ti-6Al-4V pre-alloyed powders[J]. Journal of Materials Engineering, 2010(z1): 307-311.
[3] ¬����, ��ӳ�. ��������(3D��ӡ)������չ[J]. ��е�������Զ���, 2013, 42(4): 1-4.
LU Bing-heng, LI Di-chen. Development of the additive manufacturing (3D printing) technology[J]. Machine Building & Automation, 2013, 42(4): 1-4.
[4] FISCHMEISTER H F, OZERSKII A D, OLSSON L. Solidification structure of gas-atomized high-speed steel powders[J]. Powder Metallurgy, 1982, 25(1): 1-9.
[5] RABIN B H, SMOLIK G R, KORTH G E. Characterization of entrapped gases in rapidly solidified powders[J]. Materials Science and Engineering A, 1990, 124: 1-7.
[6] WEGMANN G, GERLING R, SCHIMANSKY F R. Temperature induced porosity in hot isostatically pressed gamma titanium aluminide alloy powders[J]. Acta Materialia, 2003, 51: 741 L. 752.
[7] TOURRET D, REINHART G, GANDIN C A, ILES G N, DAHLBORG U, CALVO-DAHLBORG M, BAO C M. Gas atomization of Al-Ni powders: Solidification modeling and neutron diffraction analysis[J]. Acta Materialia, 2011, 59: 6658 L. 6669.
[8] USLAN I, SARITAS S, DAVIES T J. Effects of variables on size and characteristics of gas atomised aluminium powders[J]. Powder Metallurgy, 1999, 42(2): 157-163.
[9] GERLING R, LEITGEB R, SCHIMANSKY F P. Porosity and argon concentration in gas atomized ��-TiAl powder and hot isostatically pressed compacts[J]. Materials Science and Engineering A, 1998, 252: 239-247.
[10] ������, �Ź���, �� ��, Ԭ ��, ������, �� ��, �� ��. ����������ºϽ��ĩ��������֯����[J]. ��ĩұ����, 2011, 29(2): 93-97.
GAO Zhen-jiang, ZHANG Guo-qing, LI Zhou, YUAN Huan, XU Wen-yong, ZHANG Yong, LIU Na. Microstructure characteristics of superalloy powders during rapid solidification prepared by argon atomization[J]. Powder Metallurgy Technology, 2011, 29(2): 93-97.
[11] �� ��, �� ��, Ԭ ��, ������, �� ��, �Ź���. ������TiAl�Ͻ��ĩ���Ʊ�������[J]. �����о�ѧ��, 2011, 23(2): 537-540.
LIU Na, LI Zhou, YUAN Hua, XU Wen-yong, ZHANG Yong, ZHANG Guo-qing. Fabrication and characterization of gas atomized TiAl alloy powders[J]. Journal of Iron and Steel Research, 2011, 23(2): 537-540.
[12] �� ��, ������, �� ��, ��׳��, �����, ���촺. ��������Ti3Al���Ͻ�Ŀ���������ᾧ��ò[J]. �����о�ѧ��, 1995, 9(3): 228-232.
XU Rui, CUI Yu-you, LI Dong, HU Zhuang-lin, XU Da-ming, LI Qing-chun. Characteristics and crystallization morphology of Ti3Al powders by gas atomization[J]. Chinese Journal of Materials Research, 1995, 9(3): 228-232.
[13] �� ��, �����, л����, ��һ��. ���������������Ʊ�TiAl3��ĩ������[J]. �й���ɫ����ѧ��, 2010, 20(S1): s253-s256.
LIU Xin, LUO Jie-wen, XIE Huan-wen, CAI Yi-xiang. Characteristics of TiAl3 powder prepared by inert gas atomization[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(S1): s253-s256.
[14] BANERJEE D, WILLIAMS J C. Perspectives on titanium science and technology[J]. Acta Materialia, 2013, 61: 844-879.
[15] ����ʤ, �� ��, ������, �� ��, ������, ���г�. �����������������Ʊ�SnAgCu�Ͻ��ĩ���Ե�Ӱ�� [J]. �й���ɫ����ѧ��, 2009, 19(6): 1074-1079.
LIU Wen-sheng, PEN Fen, MA Yun-zhu, CUI Pen, CHEN Shi-qi, LIU You-chang. Process conditions of aerosol preparation SnAgCu alloy powder properties[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(6): 1074-1079.
[16] ������, ���»�. ����ṹ���ղ���������п�����ȵ�Ӱ��[J]. �й���ɫ����ѧ��, 2001, 11(5): 852-857.
CHEN Wen-mi, WAN Xin-hua. The nozzle structure and the influence of process parameters on the atomized zinc powder particle size[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(5): 852-857.
[17] ���IJ�, �ֳɳ�, ����ܽ, ��߷�, �ƻ���. ����������Ʊ�FGH96���ºϽ��ĩ������������֯[J]. ��ĩұ����Ͽ�ѧ�빤��, 2011, 16(5): 671-677.
HU Wen-bo, JIA Chen-chang, HU Ben-fu, TIAN Gao-feng, HUANG Hu-bao. Solidification microstructure of FGH96 superalloy powder prepared by argon gas atomization[J]. Materials Science and Engineering of Powder Metallurgy, 2011, 16(5): 671-677.
[18] �� ��, �Ź���, ������, Ԭ ��, Ҧ��ƽ, ��ʯ��, ������. ����������ºϽ��ĩ���Ʊ�������֯������[J]. �й���ɫ����ѧ��, 2005, 15(2): 335-338.
LI Zhou, ZHANG Guo-qing, ZHANG Yi-fei, YUAN Hua, YAO Rui-ping, XU Shi-bin, TIAN Shi-fan. Structures and properties of argon gas atomized superalloy powders[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(2): 335-338.
[19] �」��, �ܸ���, �� ��, ���촺. ������ι����������۵ε�������Ϊ[J]. �����������ɫ�Ͻ�, 2002(3): 1-3.
SUN Jian-fei, CAO Fu-yang, SHEN Jun, LI Qing-chun. The injection forming process of atomized droplet solidification behavior[J]. Special Casting & Nonferrous Alloys, 2002(3): 1-3.
Characterization of spherical TC4 powders by gas atomization and its interstitial elemental control
ZHAO Shao-yang, CHEN Gang, TAN Pin, WANG Jian, LIU Xiao-qing
(State Key Laboratory of Porous Metal Materials,
Northwest Institute for Nonferrous Metal Research, Xi��an 710016, China)
Abstract: The spherical TC4 alloy powders were produced by gas atomization using water-cooled copper crucible and argon gas with high purity. The Y2O3 layer was coated onto the inner wall of the graphite nozzle. The interstitial level of the gas-atomized powders with various particle sizes was analyzed to investigate the effect of coating. The sources of interstitial content for gas-atomized powders were also discussed and related suggestions for its control were provided. Besides, the microstructures of gas-atomized powders with various particle sizes were also characterized in terms of surface morphology and cross-sectional structures. The results show that the Y2O3 coating can effectively prevent the gas-atomized powders from carbonization by graphite nozzle as comparing with or without coating. The interstitial component of the gas-atomized TC4 powders increases with the particle size decreasing. The surface of coarse powders exhibits the cellular structure with equiaxed grains. However, the fine powders achieve smooth surfaces and can not be observed any crystallization. Because of rapid solidification, both �� cells and acicular martensite ���� phases are observed in the internal area of coarse powders, while only honeycomb cellular structure is demonstrated with refined grains in fine powders.
Key words: TC4 alloy; gas atomization; coating; spherical powder
Foundation item: Project (2014KTZB01-02-04) supported by Shaanxi Science and Technology Co-ordination and Innovation Project, China
Received date: 2015-07-08; Accepted date: 2015-12-26
Corresponding author: CHEN Gan; Tel: +86-29-86231095; E-mail: mychgcsu@163.com
(�༭ ����)
������Ŀ������ʡ�Ƽ�ͳ�ﴴ�¹��̼ƻ���Ŀ(2014KTZB01-02-04)
�ո����ڣ�2015-07-08�������ڣ�2015-12-26
ͨ�����ߣ��� �գ�����ʦ����ʿ���绰��029-86231095��E-mail��mychgcsu@163.com
ժ Ҫ������ˮ��ͭ�����������ߴ�������������Ʊ�����Ʒ������TC4�Ͻ��ĩ����ʯī�����ܵ��ڱ���Y2O3����ˮ�Ҵ���ȵ�Ϳ�Ͻ���Ϳ�����������������ĩ��϶Ԫ�ص�Ӱ�죬�ܽ���������ĩ�ļ�϶Ԫ����Դ�����ƽ��飬���Բ�ͬ���ȷ�ĩ������֯���б��������������ʯī�������ڱ�����Ϳ�������£�������ĩ��̼�����ϴ��������ڱڵ�Y2O3Ϳ������Ч����̼���ѺϽ���Ⱦ�ķ��գ���ĩ��϶Ԫ�غ������������ļ�С�����������ϴ��ĩ�ı���Ϊ��״����֯����С�ߴ��ĩ����⻬�������Խᾧ��֯�����ڿ������̵�ԭ�������ϴ��ĩ���ڲ���Ҫ�ɦ����������״�������������ɣ�С������ĩ���ڲ���֯����ϸ����ȫ��Ϊ����״�İ�״�� ��֯��
[1] ��ѧ��, �� ��. ����������������ȡ�Ѻ��ѺϽ��ĩ [J]. ��ĩұ��ҵ, 2000, 10(3): 18-22.
[3] ¬����, ��ӳ�. ��������(3D��ӡ)������չ[J]. ��е�������Զ���, 2013, 42(4): 1-4.
[16] ������, ���»�. ����ṹ���ղ���������п�����ȵ�Ӱ��[J]. �й���ɫ����ѧ��, 2001, 11(5): 852-857.
[19] �」��, �ܸ���, �� ��, ���촺. ������ι����������۵ε�������Ϊ[J]. �����������ɫ�Ͻ�, 2002(3): 1-3.
