
Trans. Nonferrous Met. Soc. China 22(2012) 3012-3020
Characteristics of microstructure and performance of laser-treated electroless Ni-P/Ni-W-P duplex coatings
LIU Hong1,2, GUO Rong-xin3, LIU Zhu2
1. Light Industry Equipment Advanced Manufacturing and Measurement & Control Technology Laboratory, School of Mechanical and Automobile Engineering, Shandong Polytechnic University, Ji��nan 250353, China;
2. Corrosion and Protection Centre, School of Materials, The University of Manchester, Manchester, M60 1QD, UK;
3. Zibo Institute of New Materials, Zibo 255040, China
Received 28 November 2011; accepted 25 September 2012
Abstract:
Characteristics of microstructures of electroless Ni-P/Ni-W-P duplex coatings were investigated using SEM/EDX and XRD analysis techniques. Microhardness and wear behaviour of the coatings before and after laser crystallization were evaluated by measurements of hardnesses of coating surface and cross-section, and by unlubricated friction and wear experiments. The results indicate that it is possible to prepare electroless Ni-P/Ni-W-P duplex coatings by sequential immersion in two different plating baths. After laser crystallization, the microstructures of electroless Ni-P/Ni-W-P duplex coatings present the characteristics of higher degree of crystallization and larger grain size for outer layer Ni-W-P than inner Ni-P, but outer layer has a higher hardness. The wear resistance of laser-treated duplex coatings in a given process parameter conditions is superior to the as-plated ones. Laser treatment was performed directly in air without argon protection, which provides the possibility for application of industrialized production.
Key words:
electroless plating; Ni-P/Ni-W-P duplex coating; laser treatment; adhesive wear; nanocrystallization;
1 Introduction
Electroless plating nickel has received attention as a hard coating in industrial applications due to its high hardness, uniform thickness as well as excellent corrosion and wear resistance. The electroless Ni-P deposit is a supersaturated alloy in as-deposited state, and can be strengthened by precipitation of nickel phosphide crystallites by suitable heat treatment. However, the hardness of Ni-P film degrades during excessive annealing due to grain coarsening. An alternative to Ni-P coating is the ternary alloy coating with the addition of a third element to the binary Ni-P system. The ternary Ni-M-P alloy, where M is typically a transition metal such as W, Co, Mn, Re and Mo, has superior properties compared with the binary Ni-P alloy, and therefore, its applications could be extended [1-4].
In recent years, multilayer and graded coatings have received much attention as they could provide considerable improvement in the desired characteristics of the coatings. Electrodeposition is a proven technique to prepare multilayer and graded coatings [5-7]. Since the composition of the individual layers could be altered easily by varying the concentration of the metallic ions, current density, speed of agitation, etc, much work on multilayer and graded coatings was explored using the electrodeposition technique. However, electroless plating is possible to prepare graded coatings by sequential immersion in two or more electroless plating baths. In earlier work, electroless Ni-P/Ni-B [8] and Ni-P/ Ni-W-P duplex coatings [9] as well as electroless Ni-P graded coatings [10] had been prepared and their corrosion resistance had been investigated, but little attention has been given to the wear behavior of electroless plated multilayer and graded coatings. It is known that in order to further enhance the properties of electroless plating coatings, post-heat treatment, i.e. annealing, is often required. Post-heat treatment of electroless Ni-P coatings is normally carried out in a furnace. In a furnace treatment, coated components have to be wholly heated up to a high temperature required for about 1 h. PAPACHRISTOS et al [11] have confirmed the loss in gradient nature of the coating during heat-treatment of electrodeposited Ni-W-P graded deposits at 400-600 ��C because diffusion of Ni as well as P will occur in the graded coatings. The concept of graded electroless coating is valid only under as-plated condition.
Compared with a conventional furnace treatment, laser surface treatment has been widely accepted as a means for improvement in wear, corrosion resistance and other properties of various coatings, and exhibited enormous advantages to surface treatment. MATSUKAWA et al [12] demonstrated an application of a pulsed Nd:YAG laser beam to electroless amorphous Ni-P coating and investigated the effect of such laser treatment on wear and corrosion properties. KONG et al [13] reported that improvement of wear resistance of electroless Ni-P alloy film treated by carbon dioxide laser was due to precipitation of Ni3P and enhancement of adhesion bonding between the coating and substrate. In addition, it has been demonstrated that it is possible to use high power diode laser treatment to achieve nanocrystallisation of electroless Ni-W-P amorphous coating for improvement of corrosion performance [14]. However, up to now, no report has been found on the wear and corrosion performance of electroless plated multilayer and graded coatings after laser treatment. The advantages of laser surface treatment include short processing time and precise control over surface properties by proper selection of laser processing parameters. More importantly, laser treatment can readily achieve selective treatment of multilayer and graded coatings, and be expected to obtain superior performance without the loss in multilayer and gradient nature of the coatings.
In this work, an attempt to develop the Ni-P/ Ni-W-P duplex coating deposited on mild steel by sequential immersion in two different electroless plating baths was performed. The main contribution of this work is to provide microstructural information of the duplex coatings before and after laser heat treatment, in terms of degree of crystallization, phase transformation, grain size and microstrain by quantitative XRD technique. A parallel work in this study is to elucidate the wear characteristics of the duplex Ni-P/Ni-W-P coating related to their properties and structures. Wear mechanism related to the properties and structures of the duplex Ni-P/Ni-W-P coatings is also discussed.
2 Experimental
In the present study, first, the Ni-P alloy was deposited on the mild steel used as substrate, and then Ni-W-P alloy (as outer layer) was deposited on Ni-P alloy (as inner or intermediate layer). The two bath compositions and operating conditions used for preparing Ni-P and Ni-W-P duplex coatings are given in Table 1. The dimensions of each sample were 15 mm��15 mm with 1.1 mm in thickness. Detail procedure of the plating process can be found in Ref. [14]. The duplex coatings were prepared by sequential immersion in the two respective plating baths for 1 h in order to gain similar thickness of individual Ni-P and Ni-W-P layers. In addition, the single Ni-W-P coating was also prepared for the XRD analysis. During plating, the pH and temperature of the plating baths were maintained at ��0.2 and �� 1 ��C, respectively.
Table 1 Compositions and operating conditions of plating baths of elecroless Ni-P/Ni-W-P duplex coatings

A laserline 1.5 kW continuous-wave diode laser with a rectangular beam dimensions of 2.5 mm��3.5 mm was used to scan along the short edge, over the coated surface directly in air without argon protection. Laser scanning velocity was varied from 6 mm/s to 10 mm/s, with a fixed power level of 150 W. It was observed that when the velocity was 6 mm/s, the surface was melted for the Ni-W-P coating; while the velocity was 8 mm/s, the surface was melted for the Ni-P coating. Because laser heat can form a temperature gradient along the cross-section, the scanning velocities of 8 and 10 mm/s were selected without causing surface melting for the Ni-P/Ni-W-P duplex coating.
In order to evaluate characteristics of microstructure and property of the duplex coatings after laser treatment, inside and outside need to separate. The outer layer Ni-W-P coating was analyzed using the single Ni-W-P coating; for the inner layer Ni-P coating, first outer layer Ni-W-P coating was sputtered off with an ion beam thinner to expose inner layer Ni-P coating and then the analysis was performed. The separated two parts were marked as outer layer Ni-W-P and inner layer Ni-P coating, respectively. The electroless Ni-P and Ni-W-P coatings, both in as-plated and laser-treated conditions, were assessed by X-ray diffraction (XRD) using Philips diffractometer with monochromatic Cu K�� radiation, respectively. The peaks of XRD patterns were fitted using Philips APD software after subtracting the background to obtain the integrated intensities of individual phases, amorphous, nickel and Ni3P phases, and to further calculate the volume fractions, represented by Iamor/Itotal, INi/Itotal and INi3P/Itotal. The above details were described in Ref. [15]. The degree of crystallization, grain size and microstrain of individual phases from the XRD profiles were estimated for individual coatings. The surface morphologies and the cross-sectional micrographs of electroless duplex coatings before and after laser treatment were obtained using an EVO50 scanning electron microscope (SEM). Energy dispersive X-ray spectroscopy (EDX) attachment was used to determine the elemental compositions of the duplex coatings.
Microhardness of the coating was measured using Leitz Wetzlar tester with a Vickers diamond indenter under a load of 0.98 N (100 g) for 15 s. The measurement of the surface hardness was made across the surface perpendicular to the scanning direction, to cover the regions within the treated tracks as well as the overlapped ones. Microhardness was determined by the average value at least 10 measurements. Cross-sectional microhardness was measured using a nanoindenter XPTM (Nano instruments) with a Berkovich diamond. The maximum load applied was 50 mN, and the distance between any two neighboring indentations was 5 ��m, counting 10 indentations along the cross section. The unlubricated friction and wear experiments, for individual Ni-P and Ni-W-P coatings before and after laser treatment were performed under the ambient laboratory condition (22 ��C, 45% relative humidity) using a wear tester with a high carbon-high chromium steel ball of 4 mm in diameter and HRC65 in hardness as a counterpart. Wear time was limited at 30 min at a normal load of 20 N and a rotational speed of 200 r/min (with the circular track of diameter of 5 mm). Examination of the width and morphology of the worn track was made with Reichert & Jung (Leica) polyvar microscope and SEM microscope. The specific wear rate in this investigation is defined as follows:
v=V/(FS) (1)
where v is the specific wear rate, V is the volume, S is the sliding distance, and F is the load. The wear loss of volume is
 (2)
(2)
where w is the track width, t is the coating wear, and d is the circumference diameter, here d=5 mm.
3 Results and discussion
3.1 Compositions and morphologies
Compositional analysis of the as-plated coatings using EDX showed that the outer layer consisted of Ni-3.9%W-13.3%P in mass fraction, while the inner layer consisted of Ni-9.3%P. Based on the previous work by LUO et al [16], the internal stress of electroless Ni-P deposit decreased with the increase in phosphorus contents. The internal stress of the high phosphorous deposit containing P higher than 9.0% is either neutral or compressive, whereas that of the lower phosphorous deposit is tensile. Excessive tensile stress can cause warping in addition to cracking and reduction in fatigue strength. Excessive compressed deposit can result in blister, warping or cause the deposit to separate from the substrate. Therefore, suitable phosphorous content can lead to a lower internal stress, and improve the bonding between coating and substrate. It can be inferred from this that the phosphorous content of 9.3% is appropriate for the Ni-P coating as intermediate layer. For each layer coating, the plating thickness is around 15 ��m, as shown in Fig. 1. It can be seen from the morphology of the cross-section of the double Ni-P/Ni-W-P coating that the interface between the two deposits is clear.
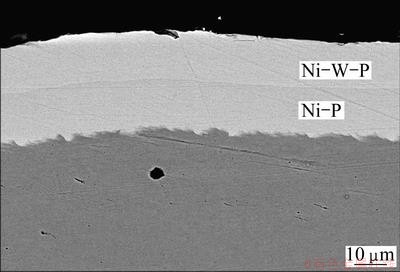
Fig. 1 SEM image of cross-section of electroless Ni-P/ Ni-W-P duplex coating
Figure 2 shows the surface morphologies of the Ni-W-P/Ni-P duplex coating before and after laser treatment. The as-plated Ni-W-P and Ni-P coatings are rather compact without visible defects such as porosity, and present typical cauliflower-like nodules morphology (Figs. 2(a) and (b)). After the Ni-W-P deposit was treated by laser at the scanning velocities of 8 and 10 mm/s, the change seems to be unconspicuous (Figs. 2(c) and (d)).
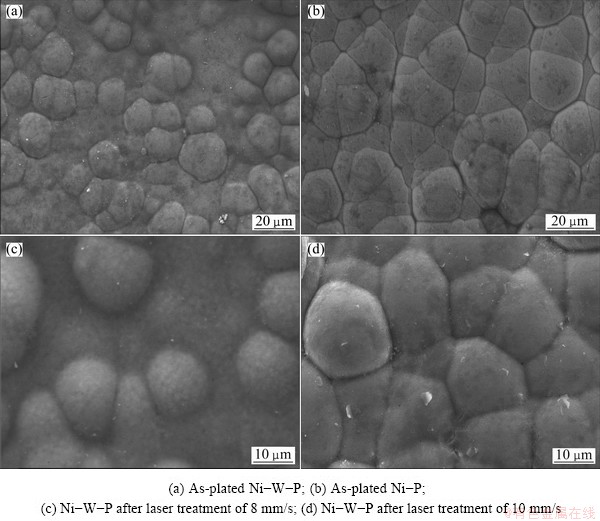
Fig. 2 SEM images of Ni-P/Ni-W-P duplex coatings before and after laser treatment
3.2 Effect of laser crystallization on microstructure
Figure 3 shows the comparison of the XRD patterns of the Ni-P and Ni-W-P duplex coating before and after the laser treatment. The X-ray diffraction profiles in the as-plated state from the region of (111) reflection of nickel are amorphous with a wide angular range of 35��-55�� (2��) for either inner layer Ni-P or outer layer Ni-W-P coatings (see Fig. 3(a)). Similar observation for the electroless Ni-12%P and Ni-2.5%W-8.5%P coatings was made by PALANIAPPA and SESHADRI [17]. Quantitative XRD analysis reveals that the Iamor/Itotal values of the as-plated Ni-P and Ni-W-P coatings are 88.8% and 90.4%, respectively, as shown in Table 2. This implies that there is incomplete amorphous phase of 11.2% or 9.6% in amorphous Ni-P alloy or Ni-W-P alloy. LIN and HEI [18] demonstrated that there are a few of one-dimensional tiny pieces with a size of 0.6-0.8 nm parallel to each other.
Table 2 Degrees of crystallization of Ni-P/Ni-W-P duplex coating before and after laser treatment
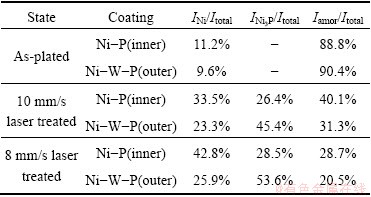
In the laser treatment state, the increase in the laser scanning velocity corresponds to the decrease in the temperature while all the other laser operating conditions are kept constant. XRD patterns in Figs. 3(b) and 3(c), whether the outer layer Ni-W-P or inner layer Ni-P at 8 and 10 mm/s, shows precipitation of not only Ni phase but also Ni3P phase in amorphous matrix after laser crystallization, and all Ni (111), (200) and (220) peaks of the Ni-W-P coating were shifted to lower angle compared with those of the Ni-P coating, which accords with XRD patterns of furnace-annealed Ni-P and Ni-W-P coatings by TIEN et al [19]. The reason that the peaks shifted to low angle was the result of the tungsten dissolving into the nickel matrix, leading to the lattice expansion of nickel. With the increase in laser scanning velocity from 8 mm/s to 10 mm/s, reflection peaks of both Ni and Ni3P from the duplex coating become broadened in the diffraction patterns, the Iamor/Itotal values corresponding to individual coatings increase, from 20.5% to 31.3% for the outer layer Ni-W-P and from 28.7% to 40.1% for inner layer Ni-P (see Table 2). Obviously, the laser-treated double coating is in incomplete crystallization. Incomplete crystallization was also reported in Refs. [20,21] for electroless Ni-P (3%-16%) deposits treated by continuously heating at the rates of 5 ��C/min and 40 ��C /min from 300 ��C to 500 ��C, respectively, whereas a complete crystallization was only achieved at 800 ��C. The increase in degree of crystallization of outer layer relative to inner layer is mainly due to the temperature gradient of laser heating along the cross-section. In addition, it is worth noting that the volume fraction of Ni phase is larger than that of Ni3P phase after the laser treatment for the Ni-P alloy with phosphorus content of 9.3%; whereas for the Ni-W-P coating with phosphorus content of 13.3%, the ratio (INi3P/Itotal) of Ni3P phase is larger than the ratio (INi/Itotal) of Ni phase in the crystallized coating. The similar phenomenon during continuous heating for Ni-(10-14)%P coatings was found by KEONG et al [21]. Such a result indicates that the precipitation of Ni3P phase is dominant during the heat treatment crystallization of high phosphorus content coatings.
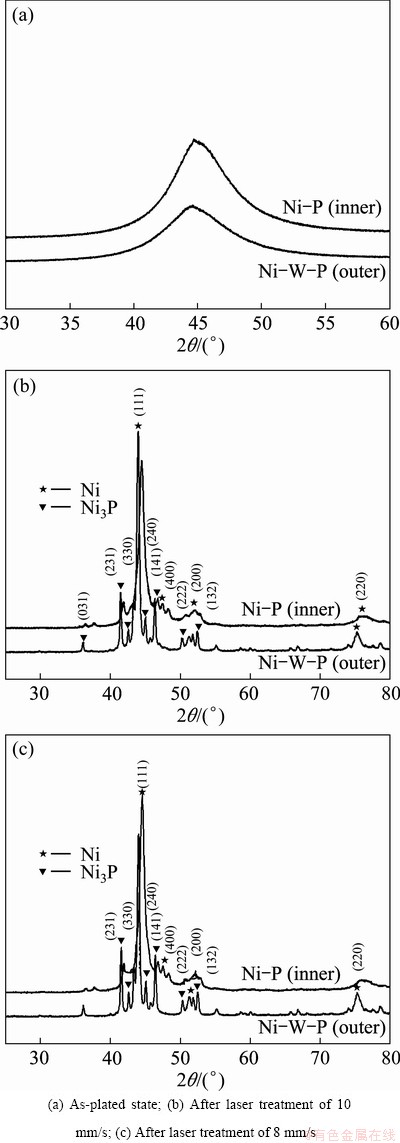
Fig. 3 Comparison of XRD patterns of Ni-P/Ni-W-P duplex coatings before and after laser treatment at different scanning velocities
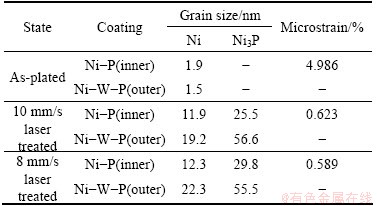
The grain sizes and microstrains of Ni-P/Ni-W-P duplex coating before and after laser treatment are listed in Table 3. It can be seen that the grain sizes of Ni corresponding to the as-plated Ni-P and Ni-W-P coatings are 1.9 nm and 1.5 nm, respectively. Ni grain in amorphous alloy is composed of several tiny pieces which are parallel to each other, and continuously distribute in amorphous matrix [18]. In both the Ni-P and Ni-W-P, the grain size of Ni3P phase exceeds that of Ni phase after laser treatment. Similar phenomenon was found by LI et al [22] at about the temperature (350 ��C) of the crystallization reaction of Ni3P phase for electro-brush plating amorphous Ni-P coating annealed by a furnace. A reasonable explanation might be that at such a temperature the system free energy just meets the Ni3P phase transformation requirement in driving force which was not enough to provide the Ni phase to grow, and precipitated Ni3P lattice parameters were larger than Ni lattice parameters [22]. Therefore, it can be deduced from the characteristics of grain sizes of both phases in the case of laser treatment that laser-induced crystallization just corresponds to the process at the near temperature of precipitation of Ni3P phase, although the reaction can occur at a temperature higher than 350 ��C due to laser rapid heating. Furthermore, it is clearly visible that for the laser-heated duplex coating, higher temperature of outer layer than inner layer leads to larger grain sizes of both phases for outer layer Ni-W-P than inner layer Ni-P, and grain sizes of both phases decrease with the increase of the scanning velocities from 8 to 10 mm/s (see Table 3).
Comparison of the microstrains of the Ni-P inner coating before and after laser-treatment reveals that there is higher microstrain in the as-plated Ni-P coating than in the laser-treated coating, while the reduction of microstrain after laser surface treatment indicates a reduction of residual stress in the coating. The residual tensile stress in the laser-treated coating was decreased or changed to compressive stress [13]. This suggests that there is probably better bonding between the laser-treated Ni-P coating and substrate. In addition, the variation of the laser scanning velocity from 10 mm/s to 8 mm/s (corresponding to increase in temperature) leads to the decline of microstrain (see Table 3), which is consistent with the result reported by GUO et al [23] that the microstrain of electroless Ni-P plating during continuously heating decreased with the increase in temperature.
Table 3 Grain sizes and microstrains of Ni-P/Ni-W-P duplex coatings before and after laser treatment.
3.3 Effect of microstructure on performance
The values of microhardness and rate of wear for the Ni-P/Ni-W-P duplex coating before and after laser-treatment are tabulated in Table 4. It can be seen that the microhardness of Ni-P coating is lower than that of Ni-W-P coating whether in as-plated state or in laser-treated state. In as-plated state, a major contribution to the increased hardness is the solid solution strengthening of nickel by tungsten in the ternary alloy deposit [24], and there is higher level of microstrain in the nickel matrix of electroless nickel deposit due to supersaturation of phosphorus. In the heat treated state, precipitation of fine Ni crystallites and hard intermetallic Ni3P particles occurs, which act as the barriers for the dislocation movement, thereby increasing the hardness further [25]. In general, the contribution of Ni3P phase to hardness of coating is the most effective. However, it is worth noting that after the laser crystallization, there is smaller grain size of Ni3P phase in Ni-P inner layer than Ni-W-P outer layer, whereas the hardness of Ni-W-P coating is higher than that of Ni-P coating. The main reason for this behaviour might be the higher degree of crystallization and larger INi3P/Itotal of the Ni-W-P coating than the Ni-P coating, and the additional solid solution strengthening of tungsten co-deposition to the matrix. In addition, it is also observed in Table 4 that for both the Ni-P and Ni-W-P coatings, peak hardness is attained at the scanning velocity of 8 mm/s instead of 10 mm/s. It further confirms the dominant contribution of Ni3P phase to hardness and a synergistic effect along with the crystallization degree of coating.
Table 4 Microhardness and wear resistance of Ni-P/Ni-W-P duplex coating before and after laser treatment
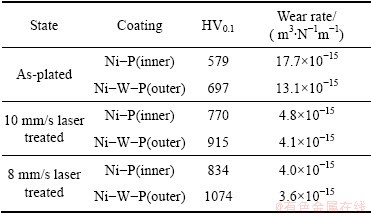
Figure 4 shows the result of continuous stiffness measurement in which the hardness is expressed as a function of indentation depth (displacement into surface), i.e. variation of hardness from coating surface to substrate along cross-section. It can be seen that for the laser-treated Ni-P/Ni-W-P duplex coating, the hardness gradient presents a trend of declining from outer Ni-W-P to inner Ni-P except for indentation number 1 which may be outside the coating. The result indeed mutually supports the comparison of surface hardness of Ni-W-P (outer) and Ni-P (inner) in Table 4.
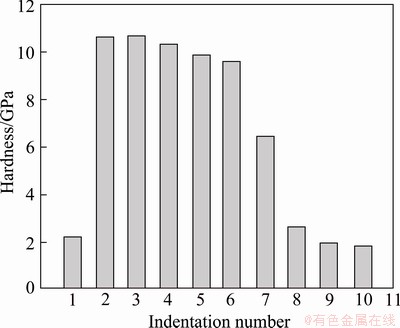
Fig. 4 Variation of hardness of Ni-P/Ni-W-P duplex coatings at scanning velocity of 10 mm/s along cross-section
Wear rates in all cases are in conjunction with the hardness values, as shown in Table 4. Generally, higher hardness corresponds to better wear resistance. In as-plated state, the increased hardness by the solid solution strengthening of tungsten to nickel matrix results in more resistance to wear in Ni-W-P coating than Ni-P coating, which is confirmed by SEM observation of wear tracks of the Ni-P/Ni-W-P duplex coating shown in Fig. 5. After laser treatment, it can be seen that the lowest wear rate of the Ni-P/Ni-W-P duplex coating appears at the scanning velocity of 8 mm/s, corresponding to the peak hardnesses of the Ni-P and Ni-W-P coatings, respectively.

Fig. 5 SEM images of wear tracks of as-plated Ni-P coating (a) and as-plated Ni-W-P coating (b)
To understand the mechanism of wear in the coatings, the wear track patterns were studied using optical and scanning electron microscopy. These pictures are shown in Figs. 5 and 6. The mechanism of wear of electroless Ni-P deposit depends on the attractive force that operates between the nickel atoms from the coating and iron atoms from the counter steel ball (hardened high carbon-high chromium steel). Adhesive wear is characterized by the transfer of material from one surface to the other which may later be removed as wear debris [26,27]. For as-plated Ni-P and Ni-W-P coatings, a higher mutual solubility between alloys and the steel ball, i.e. substantial attractive forces between nickel atoms and iron atoms leads to their adhesive wear behaviour and higher wear rate. It can be seen that there are some pits left on the Ni-P coating surface in Fig. 5(a), but unconspicuous on Ni-W-P coating surface in Fig. 5(b), due to lower hardness of the former than the latter. The rate of adhesive wear is influenced by several factors, such as degree of adhesion between the interacting surfaces, and the rate of formation of surface oxide film besides hardness [28]. Heat treatment process transforms amorphous nickel to crystalline nickel and nickel phosphides, Ni3P. These phosphides have low mutual solubility with iron, resulting in an incompatible surface with the steel ball, thereby drastically decreasing the wear rate. In contrast to the as-deposited coatings, the laser-treated Ni-P and Ni-W-P coatings after wear test exhibit a bright and smooth finish with fine grooves along the sliding direction, an indication of mild adhesive wear seen in Fig. 6. Mild adhesive wear is likely to occur if the materials are hard and/or have a low mutual solubility and/or a surface oxide film of low adhesion is maintained [27]. After laser crystallization, the wear resistance of Ni-W-P outer layer alloy is superior to Ni-P inner layer alloy (see Fig. 6(c)), because relatively large size of the Ni3P phase present in Ni-W-P coating than in Ni-P coating is favorable to increasing contacting the area between the Ni3P particles and the steel ball during wear, thereby reducing the resultant adhesive action between friction pairs. Likewise, better wear resistance of the laser-treated Ni-P/Ni-W-P duplex coating at 8 mm/s than 10 mm/s (see Figs. 6(a) and (b)) can be explained by the characteristic of microstructure, the higher ratio (INi3P/Itotal) and larger size of Ni3P phase, and the more crystallization degree of coating as mentioned above.
From this study a very good correlation between the hardness values and wear rates and structural aspect for electroless Ni-P/Ni-W-P duplex coating before and after laser treatment has been observed. The result provides practical value for selecting reasonable laser technology parameters to improve wear resistance of the Ni-P/Ni-W-P duplex coating.
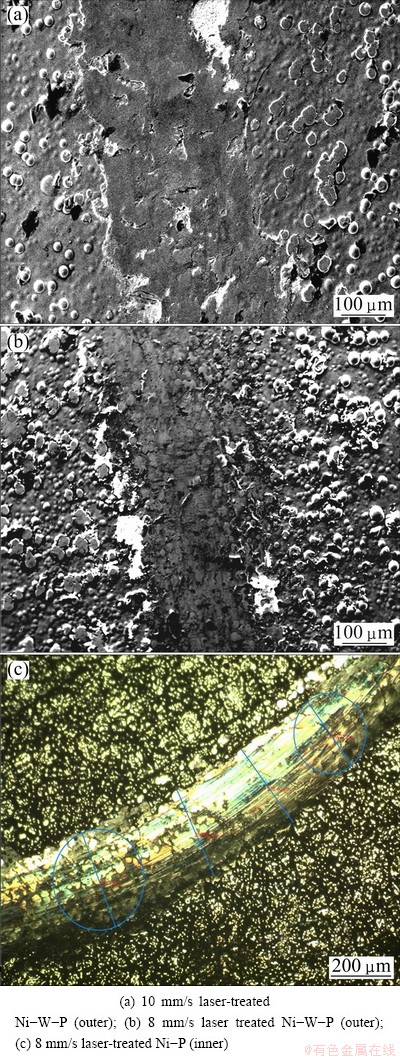
Fig. 6 Comparison of wear tracks of Ni-W-P outer and Ni-P inner coatings after laser treatment
4 Conclusions
1) It is possible to prepare electroless Ni-P/Ni-W-P duplex coating by sequential immersion in two different electroless plating baths. The electroless Ni-P/Ni-W-P duplex coating is uniform and the compatibility between the two layers is good.
2) After laser crystallization, the microstructure of electroless Ni-P/Ni-W-P duplex coating presents the characteristics of higher degree of crystallization and larger grain size for Ni-W-P outer layer than Ni-P inner layer.
3) The wear resistance of the Ni-P/Ni-W-P duplex coating after the laser heat treatment is superior to that of the as-plated one, and the Ni-P coating with high phosphorus content is suitable to be used as the intermediate layer between the Ni-W-P coating and substrate for improving wear resistance. Mild adhesive wear mechanism prevails in the laser-treated coating when subjected to wear test against hardened steel material. The adhesive wear behaviour is mainly influenced by the grain size and number of Ni3P phases and the degree of crystallization of duplex coatings besides hardness.
References
[1] ZHANG B W, HU W Y, ZHANG Q L, QU X Y. Properties of electroless Ni-W-P amorphous alloys [J]. Materials Characterization, 1996, 37: 119-122.
[2] LU G J, ZANGARI G. Corrosion resistance of ternary Ni-P based alloys in sulfuric acid solutions [J]. Electrochimica Acta, 2002, 47: 2969-2979.
[3] WANG L P, GAO Y, XU T, XUE Q J. A comparative study on the tribological behavior of nanocrystalline nickel and cobalt coatings correlated with grain size and phase structure [J]. Materials Chemistry and Physics, 2006, 99: 96-103.
[4] TSAI Y Y, WU F B, CHEN Y I, PENG P J, DUH J G, TSAI S Y. Thermal stability and mechanical properties of Ni-W-P electroless deposits [J]. Surface and Coatings Technology, 2001, 146-147 (9-10): 502-507.
[5] MIYAKE T, KUME M, YAMAGUCHI K, AMALNERKAR D P, MINOURA H. Electrodeposition of Cu/Ni-P multilayers by a single bath technique [J]. Thin Solid Films, 2001, 397: 83-89.
[6] MUNZ R, WOLF G K, GUZMAN L, ADAMI M. Zinc/manganese multilayer coatings for corrosion protection [J]. Thin Solid Films, 2004, 459: 297-302.
[7]  KERNER Z S, BAKONYI I. Electrodeposition of Co-Cu-Zn/Cu multilayers: Influence of anomalous codeposition on the formation of ternary multilayers [J]. Electrochimca Acta, 2004, 49: 3613-3621.
KERNER Z S, BAKONYI I. Electrodeposition of Co-Cu-Zn/Cu multilayers: Influence of anomalous codeposition on the formation of ternary multilayers [J]. Electrochimca Acta, 2004, 49: 3613-3621.
[8] SANKARA NARAYANAN T S N, KRISHNAVENI K, SESHADRI S K. Electroless Ni-P/Ni-B duplex coatings: Preparation and evaluation of microhardness, wear and corrosion resistance [J]. Materials Chemistry and Physics, 2003, 82(3): 771-779.
[9] CHEN X M, LI G Y, LIAN J S. Deposition of electroless Ni-P/Ni-W-P duplex coatings on AZ91D magnesium alloy [J]. Transactions of Nonferrous Metals Society of China, 2008, 18: s323-s328.
[10] SANKARA NARAYANANA T S N, BASKARANB I, KRISHNAVENI K, PARTHIBANC S. Deposition of electroless Ni-P graded coatings and evaluation of their corrosion resistance [J]. Surface and Coatings Technology, 2006, 200: 3438-3445.
[11] PAPACHRISTOS V D, PANAGOPOLOUS C N, WAHLSTROM U, CHRISTOFFERSEN L W, LEISNER P. Effect of annealing on the structure and hardness of Ni-P-W multilayered alloy coatings produced by pulse plating [J]. Materials Science and Engineering A, 2000, 279 (1-2): 217-230.
[12] MATSUKAWA K, KATAOKA M, MORINUSHI K. The effect of pulsed laser annealing on wear and corrosion properties of electroless Ni-P plating [J]. Tribology Transactions, 1994, 37: 573-581.
[13] KONG De-jun, ZHANG Yong-kang, CHEN Zhi-gang, ZHANG Lei-hong, LU Jin-zhong. Effects of laser heat treatment on properties of Ni-P alloy film by chemical deposition [J]. Chinese Journal of Lasers, 2007, 34(6): 871-875. (in Chinese)
[14] LIU H, VIEJO F, GUO R X, GLENDAY S, LIU Z. Microstructure and corrosion performance of laser-annealed electroless Ni-W-P coatings [J]. Surface and Coatings Technology, 2010, 204: 1549-1555.
[15] LIU H, GUO R X, VIEJO F, LIU Z. Comparison of microstructure and residual stress characteristics of electroless Ni-W-P coatings annealed with a laser and a furnace [J]. Surface and Coatings Technology, 2012, 206: 2380-2387.
[16] LUO S F, GU M Y, HU W H. Relationship of properties of electroless Ni-P deposits with phosphorus content and heat treatment [J]. Journal of Shanghai Jiao Tong University, 1997, 31(4): 98-103. (in Chinese)
[17] PALANIAPPA M, SESHADRI S K. Friction and wear behavior of electroless Ni-P and Ni-W-P alloy coatings [J]. Wear, 2008, 265: 735-740.
[18] LIN S Z, HEI Z K. The structures of electrodeposited alloy of nickel-phosphorus system [J]. Acta Physica Sinica, 1984, 33(3): 302-308. (in Chinese)
[19] TIEN S K, DUH J G. Thermal reliability of electroless Ni-P-W coating during the aging treatment [J]. Thin Solid Films, 2004, 469-470: 268-273.
[20] KEONG K G, SHA W, MALINOV S. Crystallization and phase transformation behaviour of electroless nickel-phosphorus deposits with low and medium phosphorus contents under continuous heating [J]. Journal of Materials Science, 2002, 37: 4445-4450.
[21] KEONG K G, SHA W, MALINOV S. Crystallisation kinetics and phase transformation behaviour of electroless nickel-phosphorus deposits with high phosphorus content [J]. Journal of Alloys and Compounds, 2002, 334: 192-199.
[22] LI Z M, QIAN S Q, WANG W, LIU J H. Effects of heat-treat temperature on microstructure of electro-brush plating Ni-P coatings [J]. Acta Metallurgica Sinica, 2010, 46(7): 867-872. (in Chinese)
[23] GUO Z, KEONG K G, SHA W. Crystallisation and phase transformation behaviour of electroless nickel phosphorus platings during continuous heating [J]. Journal of Alloys and Compounds, 2003, 358: 112-119.
[24] PALANIAPPA M, SESHADRI S K. Hardness and structural correlation for electroless Ni alloy deposits [J]. Journal of Materials Science, 2007, 42: 6600-6606.
[25] KUMAR P S, NAIR P K. Studies on crystallization of electroless Ni-P deposits [J]. Journal of Materials Processing Technology, 1996, 56(1-4): 511-520.
[26] STAIA M H, CASTILLO E J, PUCHI E S, LEWIS D B, HINTERMANN H E. Wear performance and mechanism of electrless Ni-P coating [J]. Surface and Coatings Technology, 1996, 86-87: 598-602.
[27] GOULD A J, BODEN P J, HARRIS S J. Phosphorus distribution in electroless nickel deposits [J]. Surface Technology, 1981, 12(1): 93-102.
[28] HARRIS S J, OVERS M P, GOULD A J. The use of coatings to control fretting wear at ambient and elevated temperatures [J]. Wear, 1985, 106: 35-52.
�������ѧ����Ni-P/Ni-W-P˫�Ʋ������֯����������
�� ��1,2��������3�� �� ��2
1. ɽ���ṤҵѧԺ ��е����������ѧԺ���Ṥװ���Ƚ��������ؼ���ʵ���ң����� 250353��
2. Corrosion and Protection Centre, School of Materials, The University of Manchester, Manchester, M60 1QD, UK;
3. �Ͳ����²����о������Ͳ� 255040
ժ Ҫ������SEM/EDX��XRD�������������о��˻�ѧ����Ni-P/Ni-W-P˫�Ʋ㼤�⾧��ǰ�������֯��������ͨ������ͽ����Ӳ�Ȳ����Լ���Ħ��ĥ��ʵ��������˫�Ʋ��Ӳ�ȼ���ĥ�ԡ���������������ֲ�ͬ�Ķ�Һ���������������Ʊ���Ni-P/Ni-W-P˫�Ͻ�Ʋ㡣���⾧��������ѧ����Ni-P/Ni-W-P˫�Ʋ���ֳ����Ni-W-P���ڲ�Ni-P���ߵľ����̶ȼ�����ľ����ߴ磬�������и��ߵ�Ӳ�ȡ��������˫�Ʋ��ڸ����ļӹ������£�����ĥ�����ڶ�̬�Ʋ�ġ��������ֱ���ڿ����н��ж�����Ҫ�����������Ϊ��ҵ��Ӧ���ṩ�˿����ԡ�
�ؼ��ʣ���ѧ������Ni-P/Ni-W-P˫�Ʋ㣻�������ճ��ĥ�𣻾���
(Edited by YANG Hua)
Foundation item: Project (ZR2011EMM014) supported by the Natural Science Foundation of Shandong Province, China
Corresponding author: L1U Hong; Tel: +86-531-88523981; E-mail: hongshuoxin@163.com
DOI: 10.1016/S1003-6326(11)61564-1
Abstract: Characteristics of microstructures of electroless Ni-P/Ni-W-P duplex coatings were investigated using SEM/EDX and XRD analysis techniques. Microhardness and wear behaviour of the coatings before and after laser crystallization were evaluated by measurements of hardnesses of coating surface and cross-section, and by unlubricated friction and wear experiments. The results indicate that it is possible to prepare electroless Ni-P/Ni-W-P duplex coatings by sequential immersion in two different plating baths. After laser crystallization, the microstructures of electroless Ni-P/Ni-W-P duplex coatings present the characteristics of higher degree of crystallization and larger grain size for outer layer Ni-W-P than inner Ni-P, but outer layer has a higher hardness. The wear resistance of laser-treated duplex coatings in a given process parameter conditions is superior to the as-plated ones. Laser treatment was performed directly in air without argon protection, which provides the possibility for application of industrialized production.
