
���±�ţ�1004-0609(2008)08-1498-06
���ͭ�۸���ѹ�Ƴ���
�����ң���ѡ�ԣ������壬�����������
(�����Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ �½������Ϲ����ص�ʵ���ң����� 100083)
ժ Ҫ��
�о����ͭ�۸���ѹ�Ƴ��ι��գ�̽�ֳ��������ѹ�ƴ����������ܶȡ������������ģ����Ӱ�졣������������������Ϊ6 076 Jʱ�������������ܶȴﵽ���Ϊ8.42 g/cm3������ܶ�ԼΪ95%�������������ͬʱ����������ѹ���Ʊ��������������ܶȽϵ���ѹ�Ƶĸ���ǰ�ߵ���ģ���ϵ͡�����ѹ�ƹ����У���������������������Ӷ���������ģ���ϵͣ�����45~90 kN֮��仯��
�ؼ��ʣ�
���ͭ��������ѹ���������ܶ������������ģ����
��ͼ����ţ�TB 44���� ���ױ�ʶ�룺A
High velocity compaction of electrolytic copper powder
WANG Jian-zhong, QU Xuan-hui, YIN Hai-qing, ZHOU Sheng-yu, YI Ming-jun
(State Key Laboratory for Advanced Metals and Materials, School of Materials Science and Engineering, University of
Science and Technology Beijing, Beijing 100083, China)
Abstract: The high velocity compacting process of electrolytic copper powder was studied. The effects of impact energy and impact times on the green density, the maximal impact force and the withdraw force of specimen were investigated. The results indicate that the maximum of green density is 8.42 g/cm3 and its relative density is about 95% when the impact energy is 6 076 J. The green density of specimen fabricated by two impacts is better and the withdraw force is lower than that of specimen fabricated by single impact when the whole impact energy is identical. During the compaction the maximal impact force is increased with impact energy increasing, while the withdraw force is lower and changes between 45 kN and 90 kN.
Key words: electrolytic copper powder; high velocity compaction; green density; maximal impact force; withdraw force
�Ʊ����ܶȡ���ǿ�Ⱥ߾��ȷ�ĩұ����Ʒ�Ƿ�ĩұ��ҵ�ķ�չ������о��ص㣬�����Ʒ���ܻ��̶Ƚ����ٽ������ܵĸĽ����Ӵ�ͳ�����ܻ�;����������ѹ���ա���ĩ���졢�ȵȾ�ѹ����ѹ�ȼ�������������ȱ��[1?2]��������ѹ�Ƽ��������Ƿ�ĩұ��ҵѰ��ͳɱ����ܶȲ����Ʊ���������һ����ͻ�ƣ���ͻ����Ŀǰ��ĩұ��ľ����ԣ��Ǵ�ͳ��ĩѹ�Ƴ��μ�����һ�ּ���ʽ���ӵĽ��[3?4]��
����ѹ��(High velocity compaction�����HVC)������H?gan?s��˾��2001��6���Ƴ���һ���¼����������ԭ��[3, 5?9]��ͨ��Һѹ�����Ĵ�ͷ����ǿ�ҳ�������ںܶ�ʱ����(20 ms����)���������ͨ��ѹģ���ݵ���ĩ�Ͻ������ܻ�����ͷ�������ͳ��˲����ٶȾ����˳�������Ĵ�С����ϵ����ܻ��̶ȡ�Һѹ�����Ĵ�ͷ������5~1 200 kg��ѹ����ͷ�ٶȸߴ�2~30 m/s����20 ms�ڶԷ�ĩ���и��ܳ��ѹ�ƣ�300 ms�ڿɽ��еڶ���ѹ�ơ���ͷ����г�ʵ�ּ�������ƣ���ͨ������ѡ��dz��ӽ��ij�����������ų������
Ŀǰ�����ڶԸ���ѹ�Ƽ������о��������Σ�������Ȼ�Ըü���������һЩ�о�������Ҫ����������[11?14]������ַ�[15]�;ۺ���[16?17]�ȣ�����ͭ�۵��о����٣������ǹ��ڳ��ι����г����������������������ܶȼ���ģ����֮������ϵ���о�����û����ر�����Ϊ�ˣ��������߲��õ��ͭ��Ϊԭ�ϣ��������ι����еĹ��ղ��������о������ڻ������֮������ڹ�ϵ���Ӷ�Ϊ����ʵ���ṩһЩ�������ݡ�
1 ʵ��
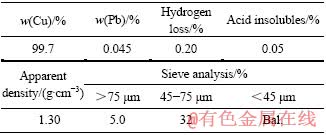
ʵ��ԭ�ϣ����з�ĩ�²���(����)����˾�����ĵ��ͭ�ۣ�����Ϊ��75 ��m����ĩ���Ժ�����ò�ֱ����1��ͼ1��ʾ��
��1 ���ͭ������
Table 1 Characteristics of electrolytic copper powder

ͼ1 ���ͭ����ò
Fig.1 Image of electrolytic copper powders
ʵ���豸���Ͼ�ϣ��?�������ܻ�е����˾������HYP35?7���ٳ������ѹ������ͼ2��ʾ��

ͼ2 HYP35?7���ٳ������ѹ��
Fig.2 Image of machine of HYP35?7
2 ���������

��ʽ(5)��֪��������������г�֮��Ϊ���Թ�ϵ����ͼ3��ʾ��

ͼ3 ������������г�֮��Ĺ�ϵ
Fig.3 Relationship between impact energy and stroke length
����ѹ��ʱ�ij���ٶ���ָ��ͷ����ģ���һ�νӴ�ʱ���ٶȡ����������غ㶨�ɣ�

��ʽ(6)��֪��v =![]() ����ˣ�����ѹ��ʱ�ij���ٶ������г�֮��������߹�ϵ����ͼ4��ʾ��
����ˣ�����ѹ��ʱ�ij���ٶ������г�֮��������߹�ϵ����ͼ4��ʾ��
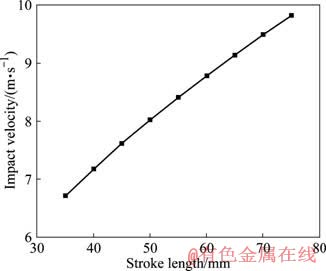
ͼ4 ����ٶ������г�֮��Ĺ�ϵ
Fig.4 Relationship between impact velocity and stroke length
ͼ5(a)��ʾΪ����ѹ��ʱ�������ܶ���������֮��Ĺ�ϵ����ͼ5(a)��֪�����ų�����������ӣ������ܶ�����ߡ��������������3 472 Jʱ�������ܶ����ӽϿ죻�������������3 906 Jʱ�������ܶ����ӽ����������������3 472~3 906 J֮��仯ʱ�������ܶ����ӷ��Ƚ�С��������������ӵ�6 076 Jʱ�������ܶȴﵽ���Ϊ8.42 g/cm3������ܶ�ԼΪ95%��

ͼ5 �����ܶ���������֮��Ĺ�ϵ
Fig.5 Relationships between green density and impact energy: (a) Single impact; (b) Two impacts
������������ԭ������ǣ�����ѹ����һ��ѹ�ƹ����У���ͷҪ���ײ����ģ�塣���������������ģ��ʱ����ͷ��һ�����ٶ�ײ����ģ���ͷ��ʧ�������������ǰ������ģ����һ�����ٶȲ����봸ͷ�����˶�����ĩ��������������ģ���������ʹ���ٶ��½����봸ͷ�ٴνӴ����ٴλ�ø��ٶȲ����봸ͷ�����˶�����˷���ֱ����ͷ������ȫ�����ľ����ڴ˹����У����ͭ���ܵ��˶��ѹ�ƣ������ܶ���εõ����[17]��
���ͭ������֦״��ĩ(��ͼ1)������֮����ڽ϶��϶��ͬʱ���ͭ�۽��������Ա��ν����ס�����������ϵ�(����3 472 J)ʱ��ѹ�ƹ����з�ĩ������Ҫ�Գ���ͱ��η�ʽ�������ܻ�����һ�������ܶ��������������Ӷ����߽Ͽ졣������������ӵ� 3 472~3 906 Jʱ�������ܶ����ӷ��Ƚ�С�����ڷ�ĩ��������������κ����ӹ�Ӳ������һ�������ܵ��谭������ʱ�ij�������ֲ�����ʹ��֦״��ĩ�����黯�����ǵ����������������ʱ�������ܶ��������������ڷ�ĩ����֮����˳���ͱ����⣬���������黯��ͬʱ��ĩ����֮�����ڸ�����ײ��Ħ���γ��亸������֮���γɲ���״��ϡ�
ͼ5(b)��ʾΪ����ѹ��ʱ�������ܶ���������֮��Ĺ�ϵ����ͼ5(b)��֪�����ų�����������ӣ������ܶ�����ߡ����ܳ��������ͬʱ����һ�γ������Ϊ868 Jѹ�Ƶ������������ܶȸ��ڵ�һ�γ������Ϊ1 736 Jѹ�Ƶ���������ԭ������ǣ�һ���棬����һ�γ�������ϵ�(868 J)ʱ����ĩ����֮��ij���ͱ��ν��еýϳ�֣�ͬʱ��ĩ����֮��ľ��������ܹ��ݳ���������һ�γ������Ϊ1 736 Jʱ�����ڳ��������������ʱ��̣���ĩ����֮�������������塣��һ���棬����ĩ������һ�γ������Ϊ1 736 Jѹ�ƺ��Ѿ���Ϊ�ܶ�Ϊ7.06 g/cm3������(��ͼ5(a))����Ȼ��ڶ��γ�������ϵͣ����dz�����������еĴ����ٶ���ߣ�������������ʱ�����̡�ͬʱ���������ģ��Ӵ�ʱ����������ĵ��������ӣ��Ӷ�ʹ�������յij���������٣��������ܶ� �ϵ͡�
ͼ6��ʾΪ��ͬѹ�ƴ����Ʊ��������������ܶ���������֮��Ĺ�ϵ����ͼ6��֪�����ܳ��������ͬʱ������ѹ�Ƶ������ܶȽϵ���ѹ�Ƶĸߡ��������ų�����������ӣ�����֮��IJ�ֵ����С���������ڵ���ѹ��ʱ���������һ���������ڷ�ĩ�����ϣ�����ʱ��̣���ĩ����֮������岻�ܳ����ݳ���ͬʱ����֮��ij���ܳ�ֽ��У���ĩ����֮����ܽ����γɻ�е��ϡ�������ѹ��ʱ��������������������ڷ�ĩ�����ϣ���һ��ѹ���൱��Ԥѹ������������������ã�ʹ�÷�ĩ������Ϊ����һ���ܶȵ������������еĵڶ���ѹ��ʹ�÷�ĩ����֮������γɻ�е����⣬�������γɺ��ϣ��Ӷ����������������ܶȽ�һ����ߡ�

ͼ6 �����ܶ���������֮��Ĺ�ϵ(��ͬѹ�ƴ���)
Fig.6 Relationships between green density and impact energy for single impact and two impacts (E1=1 736 J)
ͼ7(a)��ʾΪ����ѹ��ʱ�������������ģ����������֮��Ĺ�ϵ����ͼ7(a)��֪������ѹ�ƹ����У�����������ų�����������Ӷ��������������ڳ���������ٶ����ų�����������Ӷ����������¡�����ѹ�ƹ����У���ģ����Խϵͣ�����45~90 kN֮��仯��Ϊ���������5.24%~ 16.11%����Ҳ���֤���˸���ѹ�Ƽ���������ģ���ϵ͵��� ��[18]��

ͼ7 �����������ģ����������֮��Ĺ�ϵ
Fig.7 Relationships between maximal impact force, withdraw force and impact energy: (a) Single impact; (b) Two impacts, E1= 868 J and E1=1 736 J
ͼ7(b)��ʾΪ����ѹ��ʱ�������������ģ����������֮��Ĺ�ϵ����ͼ7(b)��֪�����ų�����������ӣ���������������ܳ��������ͬʱ����һ�γ������Ϊ868 Jѹ�Ƶ���������������ϵ�һ�γ������Ϊ1 736 Jʱ���Ըߡ��������ڵ�һ�γ�������ϵ�ʱ�������ĵڶ��γ�������ϸ����¡�
��ͼ7(b)�л����Կ��������ܳ��������ͬʱ����һ�γ������Ϊ868 Jѹ�Ƶ���������ģ���ϸ�һЩ������������������ĵڶ��γ�������ϸߣ�ʹ�������ľ����Ժ�Ч���Ӷ�����������ģ��ģ��֮���Ħ�����������¡�
ͼ8��ʾΪ��ͬѹ�ƴ����Ʊ��������������������ģ����������֮��Ĺ�ϵ����ͼ8��֪�����ų�����������ӣ�����������������������ͬʱ������ѹ��ʱ����������ϵ���ѹ�Ƶĸߡ�������������ѹ��ʱ����һ��ѹ��ʹ�÷�ĩ��Ϊ����һ���ܶȵ������������еڶ���ѹ��ʱ��������ܵ����谭��С�������ٶ��������¡�

ͼ8 �����������ģ����������֮��Ĺ�ϵ(��ͬѹ�ƴ���)
Fig.8 Relationships between maximal impact force, withdraw force and impact energy for single impact and two impacts (E1= 1 736 J)
��ͼ8�л����Կ����������������ͬʱ������ѹ��ʱ����ģ���ϸߡ���ԭ������ǣ�һ���棬����ѹ��ʱ�������ܶȽ�����ѹ�Ƶĵͣ�ʹ�õ���ѹ�Ƶ������ĸ߶Ƚϸߣ���һ���棬����ѹ��ʱ�������������������ʱ�������ѹ��ʱ�Ķ̣�ʹ�������ڲ������˽ϴ����Ӧ�������������ľ����Ժ�Ч����������ģ��ģ��֮���Ħ��������
3 ����
1) ����ѹ�ƹ����У�������������г�֮������Թ�ϵ��������ٶ������г�֮��������߹�ϵ��
2) ���������Ϊ6 076 Jʱ�������������ܶȴﵽ���Ϊ8.42 g/cm3������ܶ�ԼΪ95%��
3) ����ѹ��ʱ����һ�γ�������ϵ͵������������ܶȽϸߣ�����ģ��Ҳ�ϸߣ�
4) �����������ͬʱ������ѹ�Ƶ������ܶȽϵ���ѹ�Ƶĸߣ���ǰ�ߵ���ģ���ϵͣ�
5) ��������������������Ӷ�������
[1] ��ԪԪ, Ф־�, ��άƽ, �߶���. ��ĩұ������ܻ����μ������½�չ[J]. ��ĩұ����Ͽ�ѧ�빤��, 2005, 10(1): 1?9.
LI Yuan-yuan, XIAO Zhi-yu, CHEN Wei-ping, NI Dong-hui. Progress in high density powder metallurgy forming technology [J]. Materials Science and Engineering of Powder Metallurgy, 2005, 10(1): 1?9.
[2] Ф־�, �� ƽ, ��ԪԪ. ��ĩұ������ܻ�����;��[J]. ���ϵ���, 2003, 17(11): 5?8.
XIAO Zhi-yu, CHEN Ping, LI Yuan-yuan. New approaches to achieving higher densification of powder[J]. Materials Review, 2003, 17(11): 5?8.
[3] RICHARD F. HVC punches PM to new mass production limits[J]. Metal Powder Report, 2002, 57(9): 26?30.
[4] ORBAN R L. New research directions in powder metallurgy[J]. Romanian Reports in Physics, 2004, 56(3): 505?516.
[5] SKOGLUND P. High density PM components by high velocity compaction[C]// VOLKER A, CHU C L, JANDESKA W F JR, et al. 2001 International conference on Power Transmission Components. Ypsilanti: Metal Powder Industries Federation, 2001: 16?17.
[6] SKOGLUND P. High density PM parts by high velocity compaction[J]. Powder Metallurgy, 2001, 44(3): 199?201.
[7] SKOGLUND P. High-density PM components by high velocity compaction[C]// VOLKER A, CHU C L, JANDESKA W F JR, et al. Advance in Powder Metallurgy & Particulate Materials-2002. New Jersey: Metal Powder Industries Federation, 2002: 1?10.
[8] CAROLINE E. H?gan?s promotes potential of high velocity compaction[J]. Metal Powder Report, 2001, 56(9): 6.
[9] DORE F, LAZZAROTTO L, BOURDIN S. High velocity compaction: overview of materials, applications and potential[J]. Materials Science Forum, 2007, 534/536: 293?296.
[10] TORSTEN E, PPETRI L. Residual stresses in green bodies of steel powder after conventional and high speed compaction[J]. Materials Science Forum, 2002, 407(404): 77?82.
[11] �� ��, ������, �� ��, �� ϼ, �� ��, ����. ��ĩұ�����ѹ�Ƴ��μ���[J]. ��ĩұ��ҵ, 2005, 15(6): 41?45.
CHI Yue, GUO Shi-ju, MENG Fei, YANG Xia, ZHANG Heng, LIAN Yu-dong. High velocity compaction in powder metallurgy [J]. Powder Metallurgy Industry, 2005, 15(6): 41?45.
[12] BARENDVANDEN B, CHRISTER F, TOMAS L. Industrial implementation of high velocity compaction for improved properties[J]. Powder Metallurgy, 2006, 49(2): 107?109.
[13] JONS?N P, H?GGBLAD H ?, TROIVE L, FURUBERG J, ALLROTH S, SKOGLUND P. Green body behavior of high velocity pressed metal powder[J]. Materials Science Forum, 2007, 534/536: 289?292.
[14] ASLUND C. High velocity compaction (HVC) of stainless steel gas atomized powder[C]// HERBERT D, RAIMUND R. Euro PM 2004 Conference Proceedings. Shrewsbury UK: EPMA, 2004: 533?564.
[15] BRUSKA A, BENGT S, LEIF K. Development of a high-velocity compaction process for polymer powders[J]. Polymer Testing, 2005, 24(4): 909?919.
[16] JAUFFR?S D, LAME O, VIGIER G, DOR? F. Microstructural origin of physical and mechanical properties of ultra high molecular weight polyethylene processed by high velocity compaction[J]. Polymer, 2007, 48(21): 6374?6383.
[17] ����. �ִ���ĩұ����[M]. ����: ��ѧ��ҵ������, 2007: 326.
CHEN Zhen-hua. Modern powder metallurgy technique[M]. Beijing: Chemical Industry Press, 2007: 326.
[18] ��Ԫѫ, Ф־�, ����ƽ, ������, ��ԪԪ. ��ĩұ�����ѹ�Ƽ�����ԭ�����ص㼰���о���չ[J]. ��ĩұ��ҵ, 2006, 16(3): 19?23.
SHEN Yuan-xun, XIAO Zhi-yu, WEN Li-ping, PAN Guo-ru, LI Yuan-yuan. Principle, characteristics and status of high velocity compaction in powder metallurgy[J]. Powder Metallurgy Industry, 2006, 16(3): 19?23.
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(2006CB605207)��������Ȼ��ѧ�����ص�������Ŀ(50634010)������������ѧ�ߺʹ����Ŷӷ�չ�ƻ�������Ŀ(I2P407)
�ո����ڣ�2007-11-20�������ڣ�2008-04-06
ͨѶ���ߣ������ң���ʿ�о������绰��13269187836��E-mail: yun.wang2007@yahoo.com.cn
