
��������Һѹ·����Ͳ�μ��ں�ֲ���Ӱ��
������1��������1�����1��������2��Է����2
(1. ������������ѧ ���Ͽ�ѧ�빤��ѧԺ�������� ��������150040��
2. ��������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ�������� ��������150001)
ժ Ҫ��
ժ Ҫ�����ڵ����ԡ���߾������Ͻ��������������������������ѹ��Һ�������������ֵģ���ʵ�����ϵķ�������Һѹ����·����5A06���Ͻ����Ͳ�μ����������ѹ��Һ����ں�ֲ���Ӱ������о���Ӧ�û���LS-DYNA3D�ں˵Ķ�����ʾ��������ETA/Dynaform5.5��ȷ������ѹ����������Ϊ15~35 MPa���ڸ������ڿ��Գ��γ��ں�ֲ��Ͼ��ȡ��ϴ�����ȵ����Ͻ����Ͳ�μ����о�����������ں�����Һ��ѹ������������ѹ����ϼ���·���������£�����Ч�����������ײ��Ĺ��ȼ���������ײ���Ͳ�ڿ����ײ��������ڱں��С�����ž���ѹ�������ӣ��ں��С�����ͣ��������ɰ�����ֱ����Ӵ��������ת�ơ�
�ؼ��ʣ�
5A06���Ͻ�����Һ��������������ѹ��������·����
��ͼ����ţ�TG386 ���ױ�־�룺A ���±�ţ�1672-7207(2010)03-0917-06
Effects of independent radial pressure loading paths on cup thickness distribution
LIU Xiao-jing1, CONG Yan-li1, LI Feng1, XU Yong-chao2, YUAN Shi-jian2
(1. School of Materials Science and Engineering, Harbin University of Science and Technology, Harbin 150040, China;
2. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China)
Abstract: Based on the forming need of aluminum alloy sheet parts with low plasticity and large height-diameter ratio, a new process of hydrodynamic deep drawing with independent radial pressure was proposed. The effects of loading paths on thickness distribution of the 5A06 aluminum alloy cylindrical cup with a hemispherical bottom were studied by numerical simulation and experiment. Employing the dynamic explicit analytical software ETA/Dynaform5.5 based on LS-DYNA3D, the range of loading radial pressure was determined initially to be 15-35 MPa, in which the aluminum alloy cylindrical cup with uniform thickness distribution and larger drawing ratio can be formed. The results indicate that under the reasonable match of chamber pressure, and independent radial pressure the serious thinning at the bottom of hemisphere can be effectively restrained. At the area of hemispherical bottom and the straight-wall close to the bottom, the thickness reduces. The thinning ratio of thickness reduces and the minimum thickness area of part moves from the region between hemispherical bottom and straight-wall down to the bottom gradually with the increase of radial pressure.
Key words: 5A06 aluminum alloy; hydrodynamic deep drawing (HDD); independent radial pressure; loading path
���ź��ա����켰������ҵ�ķ�չ����������þ���ѺϽ�����ʲ����ǴӲ���;��ʵ������������Ҫ�ֶ�[1-3]�������ں��պ���������ͷ�֡�������Ϊ���ʹ����������������������þ�Ͻ�����ʲ��ϡ�����Щ���ϵ�Ӳ��ָ��n������ָ��rС���������ܲ���Եͣ����ѳ�Ϊ��ӹ����ε�ƿ������ˣ��ܹ����������μ��ޡ����ٳ��ε��εij�Һ���������þ�Ͻ�ȵ����ԡ��ѳ������ʲ��ϰ��������ε���Ч;��֮һ����Һ�������������������á��ߴ羫�ȸߣ����ѹ㷺Ӧ�������������պͺ���������㲿���ij���[4-8]����Һ�����Һѹ�����²�����Ħ����������Ч��ͨ����ʹͲ��������εĸ߾��ȴﵽ1.2����[9-11]���ܹ����㺽�����������Ʒ�ij�����Ҫ��Ŀǰ����Һ���������Ҫ����Һ��ѹ�����������Ӱ��������ģ֮������Ħ���ͽ��������밼ģ֮�������������ģԲ�Ǵ����Ͼ�����Ӧ������߰������ij��μ���[12-15]����������þ�Ͻ�ȴ�߾��ȡ������Բ�����������������Һ��ѹ���ᵼ������������γ������������ѣ���ˣ�ͨ����������Һ��ѹ�����������Ħ������߳��μ������������ģ���������Ҫ�����ʺϴ�߾���������ε��¼���[16-17]���������������Ͻ���ѱ��β��ϵĴ�߾��ȡ��������������ε���Ҫ��������������ѹ��Һ��������ڳ������Ϸ�����ʩ����������ѹ������˫��������Ч����Ħ������ЧӦ����������ʹ�������Σ�ն�����Ӧ�����ͣ��Ӷ���һ����߰�ĵij�����������ߴ�߾��ȡ��ѳ��β�������Ŀɳ����ԡ����ڲ��þ����ѹ��Һ����յ����������Ƚϴ���Һ��ѹ��������ѹ����Ԥ���γ�ʼѹ������ѹʱ��ȹ��ղ�����ѡȡ��ƥ���ϵ����ͨ�ij�Һ����ո����ӣ���ˣ�Һѹ����·��������ܷ�������ŷdz��ؼ������á����û���LS-DYNA3D����ʽ������������ETA/Dynaform5.5��ͨ����ֵģ���ʵ�����ϵķ����������Ͻ����Ͳ�μ����������ѹ��Һ�����Һѹ����·��������ں�ֲ���Ӱ������о���
1 ���������ѹ��Һ�������ԭ��
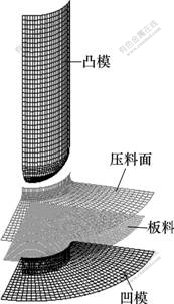
���������ѹ��Һ�������ԭ����ͼ1��ʾ���ù��������г�Һ������Ļ����ϣ����Զ�����Һ��ѹ��pc����������ѹ��pr��ͨ��������Һѹ���ƽ���ѹҺ��ʩ�ӵ��������������ܱߣ��ƶ�����������������������������ģ��������б��Σ�ͬʱ����������ѹ��Ȧ����ģ֮���γ�˫��������Һ��ѹ��pc�γɵı�ѹ��������Ħ������������Ĺ��ȼ�������������ѹ��pr�ƶ����������ϵ����������Լ�С����������ľ�����Ӧ����ͬʱ����Ħ��״̬��

1��ѹ��Ȧ(���ܷ�Ȧ)��2����Һ�ң�3��Һ����ʣ�4��ģ
ͼ1 ���������ѹ��Һ�����
Fig.1 Hydrodynamic deep drawing (HDD) with independent radial hydraulic pressure
2 ���������ѹ��Һ������ֵģ��
2.1 ģ��ģ�͵Ľ���
ͼ2��ʾΪ���Ͻ����Ͳ�μ����������ѹ��Һ���������Ԫģ�͡�����Ͳ�μ��ĶԳ��ԣ�ֻѡȡ���Ϻ��ߵ�1/4����ģ�⣬������ģ�������Ҫ���ư��ϱ߽�ڵ�����ɶȣ��Ա�֤ģ��������ȷ�ԡ�
ͼ2 ���Ͳ�μ�����Ԫģ��
Fig.2 Finite element model (FEM) model of dome cylindrical cups for simulation
����ѡȡ5A06���Ͻ𣬰���ֱ��Ϊ168 mm�����Ϊ1 mm���������ϲ������1��ʾ��ģֱ��Ϊ60 mm����ģֱ��Ϊ62.2 mm����ģԲ�ǰ뾶Ϊ8 mm������ѡ37�ź������Բ���ģ�ͣ���Hill����ģ�͡����ϵ�Ԫ����Belytschko-Tsay(BT)�ǵ�Ԫ���Ӵ�����Ϊ������-��Ӵ�����ģ��ѹ��Ȧ��Ϊ�����塣Ħ��ģ�Ͳ��ÿ���Ħ�����ɣ����Ϻ�ģ֮���Ħ������Ϊ0.14�����ϺͰ�ģ֮���Ħ������Ϊ0.04�����Ϻ�ѹ��Ȧ֮���Ħ������Ϊ0.04��ѹ�߲��ö���϶�ķ�������ģ��ѹ��Ȧ�ļ�϶Ϊ1.2 mm��ģģ���ѹ�ٶ�Ϊ400 mm/s��
��1 5A06���Ͻ����ѧ����
Table 1 Mechanical properties of 5A06 aluminum alloy

����Ԫģ������Ϊ������ʽ�㷨��LS-DYNA3D����������ΪETA/Dynaform5.5��
2.2 ���������ѹ��Һ����Һѹ���ط���������·����ѡȡ
���������ѹ��Һ�����Һѹ������һ����̬�Ĺ��̣�Ŀǰ��ͨ�õ�����Ԫģ�����������ܸ��ݱ������ͨ��ǰ����ģ��ʵ��Һ��Һѹ������Һѹ�Զ����ص���Ԫ�ϡ�������Һ��Һѹ�ļ��أ�������LS-DYNA���ṩ�Ĺؼ���LOAD_MASK���ж��ο�����ʵ�ֵġ�ͨ��������������ʩ�ӵĶ����������ڵĵ�Ԫ����ʩ��Һѹ��������������ѹ�����أ����ڰ�ij�����ֵģ��ĵ�ԪΪ�ǵ�Ԫ������ѹ�������ص���Ԫ�ĺ�ȷ�����ˣ�����ʩ�ӽڵ����İ취��ʵ�־���ѹ���ļ��ء�
���Ͳ��������εĹؼ����ڰ�����νΡ�����Һ��ѹ����С������ײ��������ѣ�����Һ��ѹ���������������������ѡ�������������С�����ʰ뾶�ı仯�Լ���·�����з����ͷ���ģ�⡣��Ƶ�Һ��ѹ������·����ͼ3(a)��ʾ������ѹ������·����ͼ3(b)��ʾ�����У�ֱ��1~8�ֱ��Ӧ����·��1~8��Ϊ�ҳ����Һѹ����·����ѡȡ8��Һѹ�������߽���ģ�⡣����Һѹ���ֱ�Ϊ5��10��15��20��25��30��35��45 MPa���������������õ�ЧΪë��������Ե�Ľڵ��������ã�����ÿ���ڵ㽨���ֲ�����ϵ��ʵ�����ӽ�����ķ���ָ����Բ�ġ�����Ԫģ���з�����Ե�ڵ����;���Һѹ֮��Ĺ�ϵΪ��
![]()
ʽ�У�fΪ������Ե�ڵ��ϵĽڵ�����pΪ����ѹ����tΪ���Ϻ�ȣ�DΪ˲ʱ��Եֱ����nΪ����Ԫģ���з�����Ե�Ľڵ�����
������������з������ϼ�С��Һѹ������������Ե���ܳ���С�����ԣ����صĽڵ���Ҳ����С�ġ�
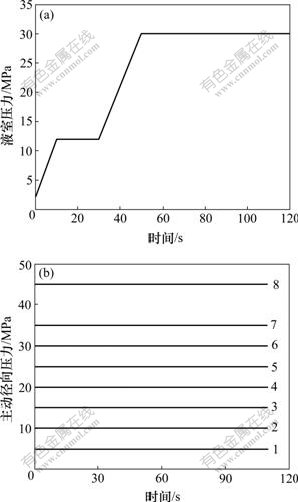
(a) Һ��ѹ����(b) ����ѹ��
ͼ3 Һѹ��������
Fig.3 Loading paths of chamber pressure and radial pressure
2.3 ����·����������κͱں�ֲ���Ӱ��
����·��1(����ѹ��Ϊ5 MPa)����ģ�⣬�������ѣ����ѷ����ڰ���ײ�ڡ������������ű��εĽ��У�������Ӧ�����������е�Һ��ѹ���в��ܽ����㹻������Ħ�����������˲�ʩ�ӵľ���ѹ����С�����߲�����Ч���������ννϴ�ľ�����Ӧ����ʹ�����ڹ��ȼ��������ѡ�����·��8(����ѹ��Ϊ45 MPa)����ڷ������������ơ����ڸ�������γ̶Ⱥܴ��ڳ��ι�����һֱ����������ơ��������ѹ��Ȧ��ʹ���屻�ʵ����ơ���������ѹ������ʱ�����������ؾ������ѹ�����γ����ƣ�ʹ������ԭ������Ļ����ϲ������䡣
���ڼ���·��2~7���ɳ��κϸ��������ˣ���ȱ�ݾ���ѹ����������Ϊ10~35 MPa��ͼ4��ʾΪҺ��ѹ��Ϊ30 MPa����������ѹ��Ϊ35 MPaʱ����������ں�ֲ���
Ϊ�˵õ�����ѹ���Աں�ֲ���Ӱ�죬������������С�ͼ5(a)��ʾΪ·��2��7�����³��μ��ıں�����㡣��ͼ5(b)���Կ����ں�ķֲ����������ײ��Լ�Ͳ�ڿ����ײ��������ڣ��ں�������С����ײ���ֱ�ڽ��Ӵ���С�����������ڲ�������������������ѹ��Ϊ15~35 MPaʱ������ں��С����С���ں�ֲ��ȽϾ��ȣ���������ϸߡ�

ͼ4 ����ѹ��35 MPa���������ȷֲ���ͼ
Fig.4 Wall-thickness distribution of part with radial pressure of 35 MPa

(a) �ں������ֲ���(b) �ں�ֲ�
����ѹ��/MPa: 1��10; 2��15; 3��20; 4��25; 5��30; 6��35
ͼ5 �ں�����㼰�ں�ֲ�
Fig.5 Measured positions and thickness distribution
ͼ6��ʾΪ�ڲ�ͬ����ѹ������·���£��������С�ں�仯���ߡ��ɼ������ž���ѹ�������ӣ�����ں�ļ�С����С����С�ں�����ӵ����ơ�
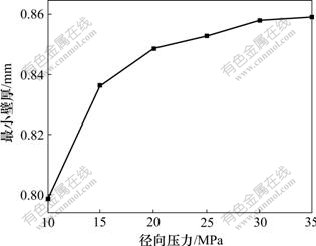
ͼ6 ����ѹ������·���������С�ں��Ӱ��
Fig.6 Effect of radial pressure on minimum thickness
�����Ϸ����ɼ������ú���ƥ�����������ѹ����Һ��ѹ������·��������Ч�ؽ������ϳ���ʱ�ľ�����Ӧ�������Ʒ�����������Ӧ��״̬�����������ײ���ȵĹ��ȼ�С���ں�ֲ��ȽϾ��ȣ�����������������ϴ������Ϊ2.8�����Ͳ�μ������������������Ͻ������������ޡ�
ͨ����ֵģ�������ȷ�����������ѹ��Һ��������Ͳ�μ����εĿ����ԡ�
3.1 ʵ��ģ��ʵ�鷽��
���Ƶľ����ѹ��Һ����װ�ÿɸ�����Ҫ��ģ�г̡�Һ��ѹ������������ѹ����ѹ�����ڳ��ι����н��бջ����ƣ����кܸߵ��Զ����̶ȣ���������ʾ���ι�����ѹ�����;���ѹ����Һ��ѹ�������ڷ�������������빤�ղ���֮��Ĺ�ϵ��Ϊ����ϵͳʵ���ṩ���õĹ���ƽ̨�����Ƶ����������ѹ��Һ����ģ����ͼ7��ʾ��
����ǰ����ֵģ�����ó���ѳ�ʼҺ��ѹ�� (2 MPa)������Һ��ѹ��(30 MPa)�;���ѹ������(15~35 MPa)��ȷ�����Ͳ�μ����������ѹ��Һ����ʵ�鹤�ղ������ڹ���ʵ���У��ڸþ���ѹ����Χ�ڽ�����15��20��25��35 MPa 4�־���ѹ���µ�ʵ�飬ʵ�鷽������2���������ѡ��5A06���Ͻ�����ֱ��Ϊ160 mm��
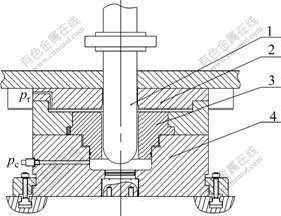
1��ģ��2��ѹ��Ȧ��3����ģ��4����Һ��
ͼ7 ���������ѹ��Һ����ģ��
Fig.7 Tools for sheet hydroforming with independent radial pressure
��2 ���Ͳ�μ����������ѹ��Һ����ʵ�鷽��
Table 2 Experiment project of sheet hydroforming with independent radial pressure for hemispherical bottom cup MPa
3.2 ����·�������Ͳ�μ��ں�ֲ���Ӱ��
Ϊ�˱ȽϾ���ѹ������·�������Ͳ�μ���Һ����ں�ֲ���Ӱ�죬�ھ���ѹ���ֱ�Ϊ20��25��35 MPaʱ����������ϸ�����Ͳ�μ����س��μ�������һ���棬�Աں���в�����ͼ8(a)��ʾΪ�п�����Լ���Ƭ�����ʾ��ͼ��ͼ8(b)��ʾΪ���Ͳ�μ��ıں�ֲ�����ͼ8(b)���Կ���������ײ���Ͳ�ڿ����ײ��������ڱں�������С����������ڲ�����������������ģ������ȣ�������ģ��϶��Ӱ�죬�ڲ��������������С��������ѹ��Ϊ20 MPaʱ���ں��С���ϴ���С�ں������11�Ų���λ�ã���ֱ���������Ӵ���������ѹ��Ϊ25 MPaʱ����С�ں��������ӣ��ֱ������4�ź�11�Ų���λ�ã�����ײ���ֱ���������Ӵ����ں��С�������ƣ�������ѹ��Ϊ35 MPaʱ���ں��С����С����С�ں������4�Ų���λ�ã���Ͳ�μ���ײ������뱾��ͼ5(b)��ͨ������Ԫģ�����ñں�ֲ������еĹ��ɻ��������
ͨ�����Ͳ�μ����������ѹ��Һ����ʵ�飬���Կ���������ѹ���Աں�ֲ��нϴ�Ӱ�죻���ž���ѹ�������ӣ��ں��С�����ͣ���С�ں���ֵ�λ������ײ���ֱ����Ӵ�����ײ�ת�ơ�
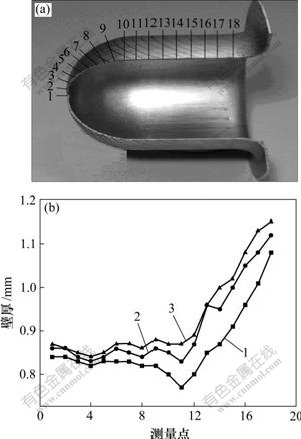
(a) �����㣻(b) �ں�ֲ�
����ѹ��/MPa: 1��20; 2��25; 3��35
ͼ8 ��������ߵıں�ֲ�
Fig.8 Thickness distributions of formed parts
4 ����
(1) ����ѹ����������Գ����нϴ�Ӱ�졣������ֱ��ȷ��������£�����ѹ����С����������ڲ������ѣ��������ʹ�������������塣ͨ����ֵģ�⣬ȷ������ѹ����������Ϊ15~35 MPa���ڸ������ڿ��Գ��γ��ں�ֲ��Ͼ��ȡ��ϴ�����ȵ����Ͻ����Ͳ�μ���
(2) �ں�����Һ��ѹ������������ѹ����ϼ���·���������£�������γ��ں�ֲ��Ͼ��ȡ������Ϊ2.66�����Ͻ����Ͳ�μ���
(3) ���Ͻ����Ͳ�μ��ں�ֲ�����Ϊ������ײ���Ͳ�ڿ����ײ��������ڱں�������С�����ž���ѹ�������ӣ��ں��С�����͡���С�ں���ֵ�λ������ײ���ֱ����Ӵ�������ײ�ת�ơ�
�ο����ף�
[1] ZHANG Shi-hong, WANG Zong-ren, XU Yi. Recent developments in sheet hydroforming technology[J]. Journal of Materials Processing Technology, 2004, 151: 237-2414.
[2] Hartl C. Research and advances in fundamentals and industrial applications of hydroforming[J]. Journal of Materials Processing Technology, 2005, 167: 383-392.
[3] ������, �����. �������ij�Һ�����о�[J]. �й���ɫ����ѧ��, 2003, 13(1): 60-64.
XU Yong-chao, KANG Da-chang. Hydromechanical deep drawing of alumite LF6[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(1): 60-64.
[4] Nakamura K. Sheet metal forming with hydraulic counter pressure in Japan[J]. Annuals of the CIRP, 1987, 36(1): 191-194.
[5] Amino H, Nakamura K, Nakagawa T. Counter pressure deep drawing and its application in the forming of automobile parts[J]. Journal of Materials Processing Technology, 1990, 23: 243-265.
[6] Nakamura K, Nakagawa T, Amino H. Various application of hydraulic counter pressure deep drawing[J]. Journal of Materials Processing Technology, 1997, 71(1): 160-167.
[7] ZHANG Shi-hong, Danckert J. Development of hydromechanical deep drawing[J]. Journal of Materials Processing Technology, 1998, 83(1/3): 14-25.
[8] KANG Da-chang, LANG Li-hui, MENG Xiao-feng, et al. A study on hydrodynamic deep drawing equipment[J]. J Mater Process Technol, 2000, 101(1/3): 21-24.
[9] Yossif S, Tirosh J. The maximum drawing ratio in hydroforming process[J]. Journal of Engineering for Industry, Transaction of the ASME, 1990, 112(2): 47-62.
[10] �����, ������, ��ʿ��, ��. ��Һ����յ��о�[J]. ��������ҵ��ѧѧ��, 2000, 32(5): 42-44.
KANG Da-chang, LANG Li-hui, ZHANG Shi-hong, et al. Hydrodynamic deep drawing process[J]. Journal of Harbin Institute of Technology, 2000, 32(5): 42-44.
[11] LANG Li-hui, Danckert J, Nielsen K B. Investigation into sheet hydroforming based on hydromechanical deep drawing with uniform pressure on the blank[J]. Journal of Engineering Manufacture, 2004, 218(8): 833-844.
[12] �ƾ���, ������. ��Һ����װ�ü��μ���Һ��������о�[J]. ���Թ���ѧ��, 2001, 8(3): 32-34.
TANG Jing-lin, NIE Shao-min. Research on the hydroforming equipment and hydroforming technology of conical parts[J]. Journal of Plasticity Engineering, 2001, 8(3): 32-34.
[13] LANG Li-hui, Danckert J, Nielsen K B, et al. Investigation into the forming of a complex cup locally constrained by a round die based on an innovative hydromechanical deep drawing method[J]. Journal of Materials Processing Technology, 2005, 167: 191-200.
[14] Qin Y, Balendra R. Design consideration for hydromechanical deep drawing of sheet components with concave features[J]. Journal of Materials Processing Technology, 2004, 145: 163-170.
[15] KANG Da-chang, CHEN Yu, XU Yong-chao. Hydromechanical deep drawing of superalloy cups[J]. Journal of Materials Processing Technology, 2005, 166: 243-246.
[16] ����, ������, ������, ��. ���ӱ��������༶��Һ���μ�������ֵģ��[J]. �������պ����ѧѧ��, 2007, 33(7): 830-833.
LI Tao, LANG Li-hui, AN Dong-yang, et al. Multi sheet hydroforming of complicated thin wall part and numerical simulation[J]. Journal of Beijing University of Aeronautics and Astronautics, 2007, 33(7): 830-833.
[17] ������, ����, ����. Ͳ�μ����ͳ�Һ�������ֵģ�⼰���ջ�������[J]. ���Թ���ѧ��, 2003, 10(1): 65-70.
ZHAO Sheng-dun, YANG Yu-hai, WANG Ji. Numerical simulation and process mechanism analysis on the new kind of hydraulic deep drawing of cylindrical cups[J]. Journal of Plasticity Engineering, 2003, 10(1): 65-70.
�ո����ڣ�2009-05-15�������ڣ�2009-08-10
������Ŀ��������Ȼ��ѧ����������Ŀ(50875062)��������ʡ��Ȼ��ѧ����������Ŀ(E2007-08)
ͨ�����ߣ�������(1966-)��Ů���������������ˣ���ʿ�����ڣ����°���Һѹ���μ�������ֵģ�⡢ģ��CAD/CAPP/CAE�����ɼ����о����绰��0451-86392501��E-mail: lxj812@126.com
(�༭ �°���)
