
���±�ţ�1004-0609(2009)02-0241-06
Ti-Al�Ͻ��SiCp/6061Al���ϲ���
�����ӻ���������֯��Ӱ��
����ɣ����涰���� �����ӿ�
(���մ�ѧ ���Ͽ�ѧ�빤��ѧԺ���� 212013)
ժ Ҫ��
�Բ�ͬTi������Ti-Al�Ͻ���Ϊ�Ͻ���Ӳ��ϣ����õ�벻�ϵ����������SiCp/6061Al���ϲ��Ͻ��е����ӻ�ԭλ���ӣ��о���Ӳ���Ti-Al��Ti���������ı仯�Ժ�����֯��Ӱ�졣������������۳����̹����У���Ӳ�����Ti��������Ϊ10%ʱ������Ч�����к���״��Al4C3�����ɣ�����Ӳ�����Ti���������Ľ��ͣ�������δ���ִ�����Al4C3����֯�п��������ò�����ϴ�仯��Al3Ti�����״�ɴִ��״��Ϊϸ����״������������Ϊ���٣�������������ǿ��ijߴ����ý�ΪϸС��
�ؼ��ʣ�
SiCp/Al���ϲ�����Ti-Al�Ͻ��������ӻ���ԭλ������
��ͼ����ţ�TG 456 ���ױ�ʶ�룺A
Effect of Ti-Al alloy on microstructures of
weld in plasma arc ��in-situ�� welding of SiCp/6061Al MMCs
LEI Yu-cheng, SHAO Qi-dong, ZHANG Zhen, NIE Jia-jun
(School of Materials Science and Engineering, Jiangsu University, Zhenjiang 212013, China)
Abstract: The effect of the content variation of titanium in Ti-Al alloy on microstructures of weld of SiCp/6061Al MMC was investigated. The weld was produced by plasma arc ��in-situ�� weld-alloying welding, argon-nitrogen mixture as plasma gases and Ti-Al alloy as filled composite. The results indicate that when the mass fraction of titanium is 10% in Ti-Al alloy sheet filler, the formation of needle-like harmful phases Al4C3 is effectively prevented during the solidification process of molten pool. With decreasing titanium content in Ti-Al alloy, the morphology of particles changes greatly. The number of phases in microstructures decreases, and the particle morphology of phase Al3Ti changes from massive block to short rod-like shape.
Key words: SiCp/Al composite material; Ti-Al alloy; plasma arc; ��in-situ�� welding
���ſ�ѧ�����Ŀ��ٷ�չ���������ϲ���(MMCS)����ߵı�ǿ�ȡ��ȸնȡ���ģ�����������ĥ���ܣ����õ����������Լ������ܺͼӹ������ǿ�Ŀ�����Ե��ص㣬�ں��졢���ա�������ҵ����ѧ������������Ʒ������ȡ�ýϴ�ľ���Ч�棬��ʾ�������ķ�չǰ��[1?5]�����ǣ��������ϲ���(MMCS)�ĺ����Ժܲ�谭�����ڹ�ҵ�еĹ㷺Ӧ��[6?7]��
�������ϲ��ϵĺ��Ӽ�����������ҵ�������������⡣���������⣬�������Ѿ����й㷺������о������ƴ�����Al4C3��������ʵ���������ϲ��ϳɹ����ӵĹؼ����ڣ��ڱ������ǰ���о��У�ͨ���ں����м��봿��Ƭ����SiCp/6061Al���ϲ��Ͻ��е����ӻ�ԭλ���ӣ���Ч���ƴ�����Al4C3�����ɣ��������Ͻ�Ԫ��Ti�Դ�����Al4C3 �����ƻ���[8?11]�����ǣ���δ���۳���Ti������������ƴ�����Al4C3��Ч��֮��Ĺ�ϵ����ϸ�µ��о����о��۳������ƴ�����Al4C3�����Ti�����Խ�����Ӳ��ϵ��۵㡢���ͺ��������롢���ƽ�ͷ����������Ҫ���塣��ˣ��������߲���Ti-Al�Ͻ�Ϊ�����ϣ���벡������������Ϊ������������SiCp6061/Al���ϲ��Ͻ��е����ӻ�ԭλ���ӣ��о���ͬTi�����ĺϽ���Ӳ��϶Ժ�����֯��Ӱ�졣
1 ʵ��
1.1 �������
��������ĸ��ΪSiCp/6061������ǿ�������ϲ��ϣ���ǿ��SiC�����������Ϊ10%��������ƽ���ߴ�Ϊ6 ?m���˻�״̬�����������ǿ��Ϊ320 MPa���ø��ϲ�����ɨ��羵�µ�����֯�����Ʊ����������ƣ���������ǿ������ķֲ��Dz����ȵģ�����6061Al�Ļ�ѧ�ɷ����ڱ�1��
��1 ������ϵĻ�ѧ�ɷ�
Table 1 Chemical compositions of aluminum alloy (mass fraction, %)

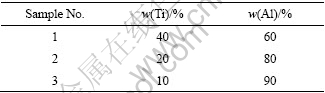
����������Ӳ����ǽ�Ti��Al���ʷ�����������ϵͳ����������ɵ�Ti-Al�Ͻ�Ti��Al֮��������ȿ������������ʵ��ѡ��3�ֲ�ͬ�����ȵ�Ti-Al�Ͻ�Ti-60Al��Ti-80Al��Ti-90Al��
��2 Ti-Al�Ͻ�Ļ�ѧ�ɷ�
Table 2 Chemical compositions of Ti-Al alloy
1.2 �������
�������и����SiCp/6061Al���ϲ��ϼӹ���60 mm��20 mm��3 mm�İ�ģ���ǰ���Լ���150# SiCɰֽ���д�ĥ��Ȼ���ñ�ͪ��ϴ�ɾ���ʵ��ʱ���Բ�ͬ�����ȵ�Ti-Al�Ͻ�Ϊ��Ӳ��ϣ�����Ar+N2Ϊ��������ʹ���ͺ�ΪHPT?8�ĵ����Ӻ�ǹ��SiCp/6061������ǿ�������ϲ��Ͻ��е����ӻ����ӡ������и����Ti-Al�Ͻ���и��0.8 mm��1 mm����״������Ϊ��Ӳ��ϡ�
�ù�ѧ������ɨ��羵�Ժ�����֯���з�������X�������䷨���������(EDS)�������������ɨ��Ƕ�Ϊ20?~80?���ٶ�Ϊ8(?)/min����ɨ��羵�������������ĶϿ���ò��
2 ���������
ͼ1��ʾΪSiCp/6061Al���ϲ��ϵ����ӻ�ֱ���ۻ����Ӻ�������֯����ͼ��֪����������ǿ��SiC�����ڵ����ӻ�ֱ���ۻ����ӹ����л����ܽ⣬�����������̹���������������ϸ����״��ʹ����϶̵���״�࣬���н϶̵���״��Ϊ�����Σ�����״������������ɫ�������״���������(��ͼ2)��X��������������(��ͼ3)������ȷ���ý϶̵���״��ΪAl4C3�������Ͻ��ж�Al4C3����������һ�£�Al4C3�����Σ����t��1 ?m������d=0.5~25 ?m����ɫ����ɫ��״��Ϊ��������Si�����ͼ4����ȷ����������ϸ����״��ΪAlN��
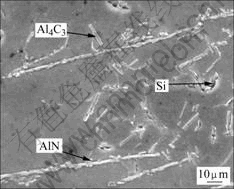
ͼ1 SiCp/6061Alֱ���ۻ��������SEM��
Fig.1 SEM image of welded joint in PAW without filler
ͼ2 �����н϶���״�ඨ����������
Fig.2 Energy spectrum qualitative analysis of short needlelike phase in weld
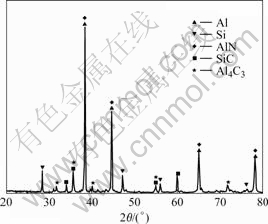
ͼ3 ֱ���ۻ����Ӻ����XRD��
Fig.3 XRD pattern of welded joint without filler

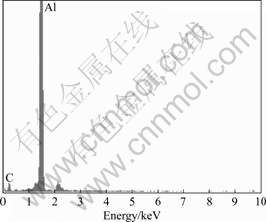
ͼ4 �����г���״��Ķ���������
Fig.4 Energy spectrum qualitative analysis of long needlelike phase in weld
����������ɼ������ӹ����л���Al����ǿ��SiC֮�䷢�������½��淴Ӧ��
![]()
������Al4C3�ֲ���SiC���棬�ƻ�����ǿ�������ԭ�����õĽ�Ͻ��棬��������ǿ��SiC�Ժ���ԭ�е�ǿ�����ã�ͬʱ��������Al4C3������һ�ִ�������Ҽ�����ˮ������Ӧ���γɵ������ֽ�һ�������˽�ͷ����ѧ���ܡ�
�����������֪����SiCp/6061Al���ϲ��ϵ����ӻ�ֱ���ۻ����ӹ����У���ǿ��SiC�������ܽ��Լ������״�к���Al4C3�ں���������������ʹ����ǿ��SiC�����������٣�ͬʱ�������������Al4C3�ı��˻�������ǿ��֮��Ľ�ϻ����������˺��ӽ�ͷ����ѧ���ܣ�������Siʹ�ú��ӽ�ͷ�����½���
ͼ5��ʾΪTi-60Al�Ͻ���Ϊ��Ӳ��϶�SiCp/6061Al���ϲ��Ͻ��е����ӻ�ԭλ���ӵõ��Ľ�ͷOM��ò����ͼ�п��Կ�������ͷ��֯���ܣ���ĸ�Ľ�����ã�û�з������ס������Ƶ�ȱ�ݣ��ۺ��߸�����֯�������ԣ�˵���ں��ӹ����У���Ӳ���Ti-Al�Ͻ�������۳ؽ����������ԣ�������H���ų����Ӷ��õ������ϸߵĺ��ӽ�ͷ��
ͼ5 ���Ti-60Al�Ͻ�Ƭʱ���ӽ�ͷ��OM��ò
Fig.5 OM macrostructure of joint adding Ti-60Al alloy sheet filler
ͼ6��ʾ�ֱ�Ϊ���Ti-60Al��Ti-80Al��Ti-90Al�Ͻ�ƬʱSiCp/6061Al���ϲ��ϵȽ������ӻ�ԭλ���ӽ�ͷ����������������֯��Ƭ��
��ͼ6(a)��֪����֯�д�������ִ��״��(����50~200 ��m������2~5 ��m)����Щ��֮����ִ������ȷֲ��ľ��й������εĿ�״�û�з�����״��Al4C3, Ҳû�з����������Ƶ�ȱ�ݡ����������(��ͼ7)��X����������������������������Ĵִ��״��ΪAl3Ti�����й������ε���������TiN��TiC��Al3Ti���е��ܶȣ��߱�ǿ�ȣ����õ������ԺͿ������ԣ�Ȼ����Al3Ti�������¼���[12]������С�����Al3Ti�����ڻ����У�������ǿ���á������京�����ߡ��ߴ����ʱ����ᴩ�����������Ի�����������нϴ���ƻ�����[13]����ɽ�ͷ���Խϲ���ؽ��ͽ�ͷ����ѧ���ܡ�
��ͼ6(b)��(c)��֪�����Ti-80Al��Ti-90Al�Ͻ�Ƭʱ������֯�ijɷ������Ti-60Alʱ����һ�£���û�з�����״��Al4C3���ɣ����ǣ���֯�еĿ��������ò�����ϴ�仯���Ա�ͼ6(a)��(b)��(c)���Է��֣�����Ӳ�����Ti�����Ľ��ͣ������е�Al3Ti�����״��Ti������ʱ�Ĵִ��״����Ϊϸ����״������������Ϊ���١�������������ǿ��ijߴ�Ҳ�����ʮ��ϸС���ܻ�Ӫ��[14]��Ϊ��ϸ�������������Ti-Al�Ͻ����չ�ԣ��Ͻ���Ti-Al�Ͻ�������������ܺͶ������ԡ���ˣ���СAl3Ti��ijߴ罫�Խ�ͷ����ѧ���ܲ���������Ӱ�졣
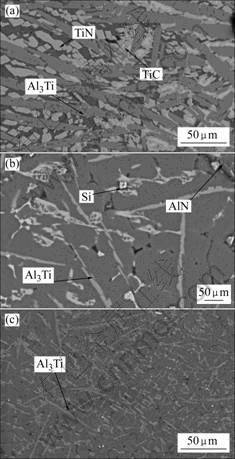
ͼ6 ��Ӳ�ͬ�����ȵ�Ti-Al�Ͻ�Ƭʱ�����SEM��
Fig.6 SEM images of welded zone with Ti-Al alloy sheet of different mass ratios: (a) Ti-60Al; (b) Ti-80Al; (c) Ti-90Al
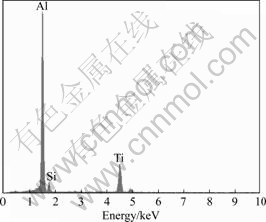
ͼ7 ��������״��Ķ���������
Fig.7 Energy spectrum qualitative analysis of needlelike phase in weld
ͼ8��ʾΪ���Ti-90Al�Ͻ�ƬʱSiCp/6061Al���ϲ��ϵ����ӻ�ԭλ�����ۺ�����SEM����ͼ���Կ�������֯�зֲ��űȽ�ϸС����ɢ�࣬û�з�����״Al4C3�����ɡ�
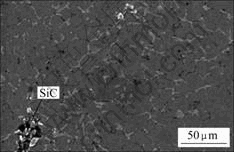
ͼ8 ���Ti-90Al�Ͻ�Ƭʱ�ۺ�����SEM��
Fig.8 SEM image of fusion zone adding Ti-Al alloy sheet filler
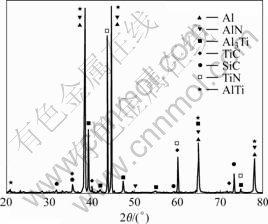
ͼ9 ���Ti-60Al�Ͻ�Ƭʱ���ӽ�ͷ��֯��XRD��
Fig.9 XRD patterns of welded joint adding Ti-60Al alloy sheet filler
���϶Էֱ����Ti-60Al��Ti-80Al��Ti-90Al�Ͻ�Ƭʱ��ͷ��֯�Ĺ۲��У���δ������״��Al4C3���ɣ�˵�����Ti-Al�Ͻ��SiCp/6061Al���ϲ��Ͻ��е����ӻ�ԭλ����ʱ������Ӳ���Ti-Al�Ͻ���Ti����������Ϊ10%ʱ����Ȼ������Ч����Al4C3�����ɡ�
�ڸ��������ϵͳ�У��ڵ绡�����£�Al ��Ti �ۺϳ�ΪTi-Al�Ͻ���Ti-Al״̬ͼ��֪��Ti�ڦ�(Al)�������е�����ܽ��Ϊ1.3%���Ͻ���TiԪ��һ�������ܽ��ڦ�(Al)�������У�ʣ�²�����Al����γ������������ˣ��������е���Ҫ�ɷ��Ǧ�(Al)������������������Al3Ti���AlTi�ȡ�
���Ti-Al�Ͻ��SiCp/Al���ϲ��Ͻ��е����ӻ�ԭλ����ʱ�������������ۻ��ֽ�Ϊ[Al]��[Ti]��
���ӹ����У��۳��ڵ�Ti������Ԫ��֮�䷢��һϵ�л�ѧ��Ӧ���ܹ�����Al4C3����γɡ����ƻ��� ���£�

LEI��[10]��������Ӵ�TiƬ��SiCp/6061Al���ϲ��Ͻ��е����ӻ�ԭλ����ʱԪ��Ti�Դ�����Al4C3�����ƻ�����������Ҫ����Է�Ӧ(2)~(6)���ڷ�Ӧ���Է����е������£�?GԽС����ӦԽ���Ƚ��С��ȽϷ�Ӧʽ(3)��(4)����Ӧʽ(3)��(5)��֪��TiC��AlN���γ������ܾ���Al4C3��С��˵����Ӧ(4)��(5)�ȷ�Ӧ(3)���ȷ������Ӷ������˷�Ӧ(3)�Ľ��У�Ҳ�������˴�����Al4C3�����ɡ�
����������Ҫ����TiC��A13Ti���γɻ�����������Ӳ���Ti-Al�Ͻ���Ti�ĺ�����Դ�����Al4C3������Ч��֮��Ĺ�ϵ��
�ں��ӹ����У��۳��¶�T��1 700 K����ʱ�� ?G 0T, A13Ti??G 0T, TiC����ˣ���Ӧ(4)�ȷ�Ӧ(7)�ȷ�����TiC�����ɣ����۳��е�C���ľ�ʱ��Ti�Ż���Al��Ӧ�γ�A13Ti���ڷ�Ӧ(4)�У�[C]��Ҫ��Դ�ڷ�Ӧ(2)��SiC�����ķֽ⣬��ˣ�������ΪԪ��Ti����Al4C3��������Ҫ�����ڷ�Ӧ(4)��ֹ֮ǰ�����۳���[C]���ľ�֮ʱ���ڴ�֮���۳��в�������[C]��Ҳ�Ͳ������Al4C3�������Ԫ��Ti��Al��Ϸ�����Ӧ(7)����A13Ti����ʽ��������ˣ�A13Ti����������Կ��������Ʒ�Ӧ�����ı�־��
ͨ�����Ϸ������Եó�������Ӵ�����TiƬʱ��ͬ�����Ti-Al�Ͻ��SiCp/6061Al���ϲ��Ͻ��е����ӻ�ԭλ����ʱ���۳��ڷ�Ӧ���Ӹ��ӣ����۳����̹����У�ֻҪά���۳���Ԫ��Ti���ͣ��Ϳ�����Ч�����к���״��Al4C3�����ɡ�����Ti�ڻ��������ܽ�ȱȽ�С����ˣ�����Al4C3�������Ԫ��Ti�����ġ�Ti����һϵ������Al4C3�ķ�Ӧ�����У���������Ҫ��TiC��TiN�����Խ�Ϻ�����C��Nԭ�ӵ�����������Ti�ڻ������е��ܽ�ȼ����������״��Al4C3���������Ti�������������е�N�ǿɿصģ����Կ�����Ϊ������ˣ�����Cԭ�Ӹ�����Ti�ڻ������е��ܽ�ȿ��Լ������ӦTi�����ۺ�����ͨ����ӦʽTi+SiC��TiC+Si���м���(SiCp/6061 Al ���ϲ����е���������Ϊ11.79%)��ÿ��λ�����ĸ��ϲ�����ҪTi����������Ϊ��11.79%��47.9/(12+28)+ 1.3%��15%��
�ں��ӹ����У�����SiCp�ܽ⣬��ˣ���Ӳ���Ti-90Al�Ͻ��к�Ti��Ϊ10%ʱ���ܹ���Ч������״��Al4C3�����ɡ�
3 ����
1) ��Ӳ�ͬ�����ȵ�Ti-Al�Ͻ��SiCp/6061Al���ϲ��Ͻ��е����ӻ�ԭλ���ӣ���Ti�������������ͣ���֯�еĿ��������ò�����˽ϴ�仯��Al3Ti�����״�ɴִ��״��Ϊϸ����״������������Ϊ���١�������������ǿ��ijߴ�Ҳ�����ʮ��ϸС��
2) ���Ti-Al�Ͻ��SiCp/6061Al���ϲ��Ͻ��е����ӻ�ԭλ���ӹ����У��Ͻ�Ԫ��Ti��Ч�������к���״��Al4C3�����ɣ����۳����̹����У�ֻҪά���۳���Ԫ��Ti�ĺ������ͣ��Ϳ�����Ч������״��Al4C3�����ɡ������Ԫ��Ti��A13Ti����ʽ������
3) �ں��ӹ����У�����Ӳ���Ti-90Al�Ͻ��к�Ti��Ϊ10%ʱ���ܹ���Ч������״��Al4C3�����ɡ�
REFERENCES
[1] ������, ɣ��÷, ʯ����. ������ǿ�������ϲ��ϵ����ơ�Ӧ���뷢չ[J]. ���ϵ���, 2001, 15(10): 49?55, 57.
FAN Jian-zhong, SANG Ji-mei, SHI Li-kai. Fabrication, application and development of particle reinforced aluminium matrix composites[J]. Materials Review, 2001, 15(10): 49?55, 57.
[2] ALLISON J E, COLE G S. Metal-matrix composites in the automotive industry: Opportunities and challenges[J]. Journal of Metals, 1993, 45(1): 19?25.
[3] BEUYUKIAN C S. Brazing of refractory, superalloy and composite materials for space shuttle applications[J]. Welding Journal, 1971, 50(7): 491?499.
[4] THOMAS F. KLIMOWIZ. The large-scale commercialization of aluminum-matrix composites[J]. Journal of Metals, 1994 (11): 49?53.
[5] ROBERTSON A R, MILLER M F, MAIKISH C R. Soldering and brazing of advanced metal-matrix structures[J]. Welding Journal, 1973, 51(10): 446?453.
[6] ţ��̩, ������, ������. �������ϲ��Ϻ����о���״��չ��[J]. ��������ҵ��ѧѧ��, 1999, 31(1): 130?136.
NIU Ji-tai, LIU Li-ming, HAN Li-honng. Present situation and prospect of welding aluminum matrix composites[J]. Journal of Harbin Institute of Technology, 1999, 31(1): 130?136.
[7] ELLS M B D. Joining of aluminum based metal matrix composites[J]. International Materials Reviews, 1996, 41(2): 41?58.
[8] �����, ԬΪ��, �� ��, ����. �����ӻ�����SiCp/Al���ϲ��Ϻ��졮ԭλ���Ͻ���[J]. ����ѧ��, 2005, 26(12): 13?16.
LEI Yu-cheng, YUAN Wei-jin, ZHU Fei, BAO Xu-dong. ��In-situ�� weld-alloying of plasma arc welding of SiCp/Al MMC [J]. Transactions of the China Welding Institution, 2005, 26(12): 13?16.
[9] ԬΪ��. �Ͻ�������Ti���������ղ���SiCp/6061Al�����ӻ���������֯�����ܵ�Ӱ��[D]. ��: ���մ�ѧ, 2005.
YUAN Wei-jin. Effect of alloying filler titanium and other welding parameters on microstructure and mechanical properties of welded joint during PAW of SiCp/6061Al[D]. Zhenjiang: Jiangsu University, 2005.
[10] ADAMIAK M, FOGAGNOLO J B, RUIZ-NAVAS E M, DOBRZANSKI L A, TORRALBA J T. Mechanically milled AA6061/(Ti3Al)p MMC reinforced with intermetallics��The structure and properties[J]. Journal of Materials Processing Technology, 2004, 155/156: 2002?2006.
[11] �����, �� ��, ԬΪ��, ����ũ. Ti��SiCp/Al�����ӻ���������֯��Ӱ��[J]. ���Ͽ�ѧ�빤��, 2006, 14(6): 565?567.
LEI Yu-cheng, ZHU Fei, YUAN Wei-jin, CHENG Xiao-nong. Effect of Ti on weld microstructure of PAW SiCp/Al MMCs[J]. Materials Science and Technology, 2006, 14(6): 565?567.
[12] �ľŰ�, ��ӽ��, ������, ������. Al67Mn8Ti25�Ͻ�Ľ�������[J]. �й���ɫ����ѧ��, 1999, 9(3): 40?44.
WEN Jiu-ba, RONG Yong-hua, CHEN Shi-pu, HU Geng-xiang. Initiation of cleavage cracks in intermetallic Al67Mn8Ti25 alloy[J]. The Chinese Journal of Nonferrous Metals, 1999, 9(3): 40?44.
[13] �����, �� ��, �ܾ���. Si��Mg��ԭλ�������ϲ�������ǿ��Al3Ti��ò��Ӱ��[J]. �������Ͽ�ѧ�빤��, 2001, 24(2): 34?37.
ZHAO Yu-hou, YAN Wen, ZHOU Jing-en. Influence of Si and Mg on shape of Al3Ti reinforcing phase in in-situ Al-based composite[J]. Ordnance Material Science and Engineering, 2001, 24(2): 34?37.
[14] �ܻ�Ӫ, տ����. TiAl�����仯������о���չ[J]. ������ѧѧ��, 1999, 24(4): 262?264.
ZHOU Huai-ying, KAN Yong-zhong. Development of studies on TiAl intermetallics[J]. Journal of Guangxi University, 1999, 24(4): 262?264.
[15] LEI Yu-cheng, YUAN Wei-jin, CHEN Xi-zhang. In-stu weld-alloying plasma arc welding of SiCp/Al MMCs[J]. Trans Nonferrous Met Soc China, 2007, 17(2): 313?317.
������Ŀ��������Ȼ��ѧ����������Ŀ(50475126)���Ƚ����Ӽ���ʡ���ص�ʵ���һ���������Ŀ(JSAWT-07-04)�����մ�ѧ�Ƽ������Ŷ�������Ŀ
�ո����ڣ�2008-05-14�������ڣ�2008-09-10
ͨѶ���ߣ�����ɣ����ڣ���ʿ���绰��0511-8791919��E-mail: yclei@ujs.edu.cn
ժ Ҫ���Բ�ͬTi������Ti-Al�Ͻ���Ϊ�Ͻ���Ӳ��ϣ����õ�벻�ϵ����������SiCp/6061Al���ϲ��Ͻ��е����ӻ�ԭλ���ӣ��о���Ӳ���Ti-Al��Ti���������ı仯�Ժ�����֯��Ӱ�졣������������۳����̹����У���Ӳ�����Ti��������Ϊ10%ʱ������Ч�����к���״��Al4C3�����ɣ�����Ӳ�����Ti���������Ľ��ͣ�������δ���ִ�����Al4C3����֯�п��������ò�����ϴ�仯��Al3Ti�����״�ɴִ��״��Ϊϸ����״������������Ϊ���٣�������������ǿ��ijߴ����ý�ΪϸС��
