
���±�ţ�1004-0609(2011)02-0430-06
�ս������Ը�������SiC�մɽṹ�����ܵ�Ӱ��
���ٷ�1, 2��������2�������1��������2, ��ΰԨ2���� ��2
(1. �����Ƽ���ѧ ����ѧԺ������ 100083��
2. �廪��ѧ ���Ͽ�ѧ�빤��ϵ �����մ��뾫ϸ���չ����ص�ʵ���ң����� 100084)
ժ Ҫ�����嶡������ϩ������SiC�ۼ��ս�������ɹ��ຬ��Ϊ10%(�������)���մɽ��ϣ���������עģ���ͺ���ѹ�սṤ���Ʊ����SiC�մɣ��о�Al2O3��Al2O3+SiO2�������ս�������ϵ�Զ��SiC�մɵ������ʡ����ṹ����ѧ���ܵ�Ӱ�졣���������Al2O3+SiO2�����ս��������Ը���SiC�մɵ��ս����ܣ�����õ�һ��Al2O3�ս�������ȣ�SiC��Ʒ���ս��¶Ⱥ�Ī��ʯ�������¶Ⱦ�����50 �����ң����ֲ�ͬ���ս������Ƴɵ������е������ʺ�խ�ĵ���ֲ�����λ��Ϊ2 ��m���ң����ս��¶ȵ�����ѹ��ǿ�����������ʱ仯������Al2O3+SiO2Ϊ�ս���������1 400 ���ս�������������ʺ�ǿ�ȷֱ�ﵽ70.57%��17. 74 MPa��
�ؼ��ʣ�
����մ���SiC���ս��������ս�����������עģ���嶡����
��ͼ����ţ�TQ174���� ���ױ�־�룺A
Effects of sintering additives on microstructure and properties of porous SiC ceramics with high porosity
WANG Shao-feng1, 2, WANG Chang-an2, SUN Jia-lin1, ZHOU Li-zhong2, LIU Wei-yuan2, HUANG Yong2
( 1. School of Materials Science and Engineering, University of Science and Technology Beijing, Beijing 100083, China;
2. State Key Laboratory of New Ceramics and Fine Processing, Department of Materials Science and Engineering,
Tsinghua University, Beijing 100084, China)
Abstract: The porous SiC ceramics were fabricated by gel-casting and pressureless sintering process in air atmosphere with a solid loading of 10% slurry constituting of tert-butyl alcohol, acrylamide, SiC powder and sintering additives. The effects of two kinds of sintering additives, Al2O3 and Al2O3+SiO2, on the porosity, microstructure and mechanical properties of the porous SiC ceramics were studied. The results show that the sintering additive of Al2O3+SiO2 obviously improves the sinterability of SiC ceramics, and compared with that only using Al2O3 as sintering additive, both sintering temperature of SiC specimen and formation temperature of mullite phase are decreased by about 50 ��. The median pore diameter of the porous SiC ceramics is about 2 ��m and presents single peak distribution. The compressive strength of the porous SiC ceramics increases with increasing the sintering temperature, whereas the porosity has little change. Using Al2O3+SiO2 as sintering additive, the porosity and compressive strength of SiC porous ceramics sintered at 1 400 �� reach 70.57% and 17.74 MPa, respectively.
Key words: porous ceramics; SiC; sintering additive; sintering properties; gel-casting; tert-butyl alcohol
���SiC�մɾ��е�������ϵ�������ȴ����ʡ����õ���ѧ���ܺͻ�ѧ�ȶ��ԣ��㷺Ӧ�������ڽ���������������������������������塢�Ⱦ�Ե�������[1-3]��
SiC����ǿ�Ĺ��ۼ�[4]�����ս����Ϊ����-���ۣ�û��Һ��������ս��¶ȸߴ�2 200 ��[5]��Ϊ�˽����ս��¶ȼ��ڳ�ѹ�ޱ��������¶�SiC�����սᣬͨ�����ü���Al2O3��MgO��Y2O3��ϡ�������P����ʯ����Ϊ�ս�����[6-8]��Ŀ���Ƿ�Ӧ���ɸ����������õ�Ī��ʯ�Ͳ�����ȣ���SiC�������и��õ��սᡣ�Ʊ����SiC�մɵķ����ܶ࣬���л���ĭ���շ�[9-10]�����������[11-12]��ֱ�ӷ��ݷ��ȣ���Щ�����Ʊ��Ķ��SiC�մɵ����׳ߴ�ϴ��ֲ������ȣ���ɲ���ǿ�ȵͣ�Ӱ����ʵ��Ӧ�á�������������עģ������Ҳ�������Ʊ�����մɣ����ַ����Ʊ��Ķ���մɾ��������ʸߡ����ֲ������Լ�ǿ�ȸߵ��� ��[13-14]�����ԽϺõؽ���������⡣
�������߲�������עģ�����պ�����ճ�ᷨ�Ʊ����SiC�մɣ��о��ڲ�ͬ���ս��¶��¶��SiC�մɵ��Ʊ����������ʡ����������ʡ����ߴ缰�ֲ���ѹ��ǿ�ȵȹ��ɡ�
1 ʵ��
��ʵ������ʹ�õ�ԭ�����£�SiC��(Ϋ����ϸ�۹�˾����)��ƽ������D50��3.23 ��m�����Ȳ�����99.95%����-Al2O3(CT-3000���ൺ������˾)������ƽ������D50��0.80 ��m�����Ȳ�����99.89%���Ǿ�SiO2��(�����ͻ�����о�Ժ����)��ƽ������D50��0.40 ��m������95.66%��ʹ�õ��Լ�������ϩ��������(AM)��N,N��-�Ǽ�˫��ϩ����(MBAM)���������嶡��(tert-butyl alcohol��TBA)������3���Լ���Ϊ��������������ѧ�Լ���˾������
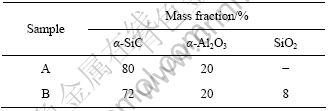
�ڸó������У����嶡��Ϊ�ܼ�����ϩ����Ϊ���塣�봫ͳ��ˮ������עģ������ȣ������嶡�����нϸߵı��㡢�ϸߵı�������ѹ����С�ı��������������Ʊ��������ʡ��ر��Ǹ߿��������ʡ���ǿ�ȵĶ���մ�[15]���Ԧ�-Al2O3�ۺͷǾ���-SiO2����Ϊ���ռ�������SiC�������������γɵ�SiO2���-Al2O3ԭλ�ϳɵ�Ī��ʯ����ճ�ᡣʵ����������䷽��һ����ֻ�Ӧ�-Al2O3�������ռ�����һ����ͬʱ���Ӧ�-Al2O3�ͷǾ�SiO2����Ϊ�ս�����������������ɼ���1��
��TBA��AM��MBAM��һ�������������Ƴ�Ԥ��ҹ����SiC�ۡ���-Al2O3�ۺͷǾ���SiO2�۰���1�е����������Ԥ��ҹ��ɽ��ϣ����ຬ������Ϊ10%�������������Ϊ��ĥ���ʵ���ĥ���У���ĥ4 h��Ȼ�������ڷ�ɢ���õ�SiC�մɽ����м��������Ĵ���N,N,N��,N��-�ļ��Ҷ���(TEMED)��Һ���������������(APS)��Һ������߽��裬��Ͼ��Ⱥ���������ģ���У�����80 ������и�������嶡���Ļӷ�����ϩ���������������������ʹ�����������Ѹ�پۺϳ���ά����ľ۱�ϩ������������������ȵؽ�����л������У������ģ��������кܸߵ�ǿ�ȡ�
��1 ����A��B���������
Table 1 Compositions of samples A and B
���ս���SiC�մɼӹ���d 20 mm��20 mm�ı����������ð�������ˮ���ⶨ��Ʒ�ܶȺͿ������ʡ�ͨ���ⶨSiC�ڲ�ͬ�ճ��¶��µ������̶ȼ�����ϵ�����ܶȣ����õ����ϵ��������ʡ���WDW3020����������ϲⶨ���ϵ�ѹ��ǿ�ȡ��������ܵ�ÿ����������3~4����ƷΪһ�顣��AutoPore VI 9500��ȫ�Զ�ѹ���Dzⶨ��Ʒ���Ĵ�С���ֲ������õ���Shinadzu SSX-550��SEMɨ��羵�۲���Ʒ���۽ṹ��������õ���˾XRD-7000��maxima-x���з�����
2 ��������
SiC�����TG-DSC������ͼ1��ʾ����ͼ1��֪����360 ���600 �洦��2�����Եķ��ȷ塣360 ��ķ��ȷ��Ӧ����������Ľ����㼰����ĩ�Ҳ��ֵķֽ⡣600 ����ȷ�Ϊ�۱�ϩ���������ķֽ⡣��������ȷ����������������ճɻ���Ϊ�����Σ�����800 ��Ϊ���½Σ�����800 ��Ϊ���½Ρ��ڵ��½���������Ϊ1 ��/min����360 ���600 �������2h����Ҫ��ȥ���л���ڸ��½���������Ϊ5 ��/min���ճ��¶ȷֱ�Ϊ1 300��1 350��1 400��1 450��1 500 �棬����1 h���ճ�������ѹ�ޱ������յ���ʽ¯�н��С�
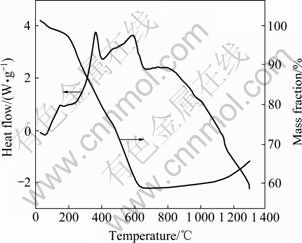
ͼ1 SiC�����TG-DSC����
Fig.1 TG-DSC curves of SiC green body
��ͼ1��ʾ��DSC-TG���߿��Կ�����SiC��750 ������������е�������������Ӧ������SiO2�� CO��CO2��1 mol SiC����ΪSiO2��������������20 g��ͨ��������ͬ�ս��¶�������(�Ž��Ժ������)����ǰ����������������SiC�������̶ȣ���ͼ2��ʾ����ͼ2�ɿ����������ս��¶ȵ����ӣ�SiC�������̶��Ǽ��ٵģ�����A�������̶��Ը�������B�ģ����������������A�е�λ���SiC�����Ӵ�������������Ե�ʡ�����A��1 500 ����SiC�������̶�Ϊ21.08%��

ͼ2 ����A��B�������̶�
Fig.2 Oxidation degree of samples A and B after being sintered at different temperatures
����A��B���������ͼ3��ʾ����ͼ3�ɿ����������ս��¶ȵ����ӣ�����A��B��SiC����������٣���ʯӢ�������ࡣ����A��1 500 �桢����B��1 400 ����ɼ�Ī��ʯ������塣SiC������Ϊ���ε�SiO2����Լ��1 100 ��ת��Ϊ��ʯӢ����ʯӢ���-Al2O3��Ӧ����Ī��ʯ���¶���ֱ�ӵĹ�ϵ����������1 300 ���������Ī��ʯ������ʱ���ɵ�Ī��ʯ�����dz�ϸС��XRD������ʾ������������B��1 400 ��ɼ�Ī��ʯ������壬˵�����ɽ϶��Ī��ʯ����1 450 �棬Ī��ʯ�������dz����ԡ���Ҫԭ���Ǽ��봿��Ϊ95.66%�ķǾ�SiO2�����˽϶�����ʣ��ڸ����£���Щ���ʳ���ΪҺ̬�IJ����࣬������Al3+��Si4+�����ɢ���ٽ�Ī��ʯ������������Ī��ʯ�������ܽ�-��������[16]�����ԣ���XRD���Ͽ��Կ�������B����Ī��ʯ���¶ȱ�����A�ĵͽ�100 �档���⣬�Ǿ�SiO2����ȱ�ݶ࣬�������Ӧ���Ըߣ��ܹ���������Ī��ʯ�Ļ�ܡ�

ͼ3 ����A��B�ڲ�ͬ���ս��¶ȵ�XRD��
Fig.3 XRD patterns of samples A and B after being sintered at different temperatures
2.3.1 ���ߴ�ֲ�
ͼ4��5��ʾ�ֱ�Ϊ��ͬ�ս��¶�������A��B�����׳ߴ�ֲ������Լ��м������ͼ4��5�ɿ���������A��B���м���������������ս��¶ȵ����߶�������1 300 �棬����A���м��Ϊ1.75 ��m����1 450 �����м������2.49 ��m����1 500 �����н��ͣ��м��Ϊ2.21 ��m����1 300 ��ʱ������B���м��Ϊ1.75 ��m����1 450 ��ʱ�м������2.28 ��m���������������ʵ���ֲ����ҷֲ���һ����խ�ķ�Χ����˵�����������ս��¶ȵ����ӣ�����SiC������������������SiO2��Ī��ʯ�������ϴ��������ͣ��ֲ������ս��������������������С�����������ս��¶ȵ������ϲ��ɴ�����ף��ܵ����Ʊ���Ϊ�������м��������ġ�
2.3.2 �������ʺͿ���������
ͼ6�ͱ�2��ʾ�ֱ�Ϊ��ͬ�ս��¶�������A��B���������Լ��մ����ܡ���ͼ6��֪����������A�������ս��¶ȵ����ӣ���1 300 �����ߵ�1 450 ��ʱ�����������ʺ��������ʱ仯����1 450 �����ߵ� 1 500 ��ʱ�����������Խ��ͣ��ܿ������ʴ�71.21%���͵�68.90%����������B�����ս��¶ȴ�1 300 �����ߵ�1 400 ��ʱ�����������ʱ仯���������������н��ͣ���1 400 �����ߵ�1 450 ��ʱ�����������ʺ������������Խ��ͣ����������ʴ�68.10%���͵�64.20%�����ܶ������ӡ�

ͼ4 ��ͬ�ս��¶�������A��B�����׳ߴ�ֲ�����
Fig.4 Pore size distribution of samples A and B after being sintered at different temperatures

ͼ5 ��ͬ���ս��¶�������A��B���м��
Fig.5 Medium pore diameter of samples A and B after being sintered at different temperature

ͼ6 ��ͬ�ս��¶�������A��B��������
Fig.6 Porosity of samples A and B after being sintered at different temperatures
��2 ��ͬ�ս��¶�������A��B�մɵ�����
Table 2 Properties of samples A and B after being sintered at different temperatures

����A��B�ܵ������ʱ仯�������Ҫԭ�����£�SiC���������������ɵ�����ʯӢ��ʯӢ���������������ͣ����ۼ����������ԼΪ108.2%�����⣬SiC������SiO2��Al2O3����Ī��ʯ��Ҳ������ϴ��������ͣ���Щ��������ֲ������������ս��¶ȵ���߿����ս�����������������������A��ȣ�����B�Ŀ��������ʽϵͣ���Ҫԭ������Ϊ�����˴���Ϊ96.66%�ķǾ�SiO2������3.33%�����ʣ�����ʱ�����˽϶�IJ����࣬�����˲������ס�
�ӱ�2�ɿ����������ս��¶ȴ�1 300 �����ߵ� 1 450 �棬����A�Ŀ��������ʺ��������ʱ仯����ѹ��ǿ�����Ӵ�3.45 MPa���ӵ�12.14 MPa���ս��¶ȴ���1 450 ��ʱ�������ʺ�ѹ��ǿ�����Խ��͡��ս��¶ȴ�1 300 �����ߵ�1 400 ��ʱ������B�Ŀ��������ʱ仯���������������н��ͣ�ѹ��ǿ�ȴ�10.28 MPa����17.74 MPa���ս��¶ȸ���1 400 ��ʱ�������ʺ�ѹ��ǿ�ȶ����͡�
�ڸ������ʵ������£�����A��B�����нϸߵ�ǿ�ȣ�����Ҫ�����ɽ϶������SiC���������ڷ�ʯӢ������Ī��ʯ����Ӧʣ�������ܷ�ʯӢ����[17]�ͦ�-Al2O3�����������ǿ����Ʒ��ǿ�ȡ�����B������Ƭ��ͼ7(a)��(b)��(c)��(d)��ʾ�������¶ȵ���ߣ������ڷ�ʯӢ������Ī��ʯ���ӵ�SiC����������ܣ�SiC��������DZ��Բ��������֮������׳����Ρ����ս��¶ȸ���1 400 ��ʱ�������������࣬���������ǿ��ǿ�ȵ͡����⣬SiC�����¶ȵ����ߣ��������ɴ����ķ�ʯӢ������ʯӢ�dz����������ϵ��(��20~700 �棬��ʯӢ��������ϵ��Ϊ17.5��10-6 K-1����SiC��������ϵ��Ϊ4.7��10-6 K-1)����Ʒ�ĸ����������к��ģ����Ⱥ���ȴ���������ײ������ơ����ԣ����ս��¶�Ϊ1 450 ��ʱ����Ȼ����B�������ʽ��ͣ�ѹ��ǿ�Ȳ�û�����ӣ������½�����������A�����ս��¶ȴ���1 450 ��ʱ����ѹ��ǿ��Ҳ�½���

ͼ7 ��ͬ�ս��¶�������A��B��SEM��
Fig.7 SEM images of samples A and B after being sintered at different temperatures for 1 h in air: (a) Sample B, 1 350 ��; (b) Sample B, 1 400 ��; (c) Sample B, 1 450 ��; (d) Sample B, 1 500 ��; (e) Sample A, 1 400 ��
��1 400 ��ʱ������B������A��ȣ��������ʲ�࣬ѹ��ǿ�ȴ�7.39 MPa���ߵ�17.74 MPa��������������69.55%�½���68.10%��
��������B�м�����8%�ķǾ�SiO2�������˲������ʣ��ҷǾ���SiO2��Ӧ���Ըߣ����ԣ�������A��ȣ������ڽϵ͵��¶��սᣬ��ͼ7(b)��ʾ������1 400 ���ճɵ�B���������������˽϶�IJ����࣬SiC������С���߽�Բ������Ϸdz����ܣ�С�����Ħ�-Al2O3�ۺ�SiO2���Ӧ�����˽϶��Ī��ʯ��������B��XRD��(��ͼ3)�ϣ���1 400 ��ɼ�Ī��ʯ������壬˵�����ɽ϶��Ī��ʯ��������B��ȣ�����A(��ͼ7(e))����֮��Ľ���������ɣ�SiC������Ƿ����������IJ�����dz��١���ͼ3����A��XRD���Ͽ�֪����1 400 �棬������Ī��ʯ������壬˵����-Al2O3�뷽ʯӢ���ɵ�Ī��ʯ�����dz��٣��Ҧ�-Al2O3����֮����ս�Ҳ�����ԣ����ԣ���1 400 �棬����B��ѹ��ǿ�ȸߣ����������������½�������Ǿ�SiO2���ռ�������B���Ը��������ս����ܣ�������A��ȣ��ս��¶Ⱥ�����Ī��ʯ���¶Ⱦ�������50 �����ҡ�
3 ����
1) ��������עģ���գ����嶡��Ϊ�ܼ�������Al2O3��Al2O3+SiO2���������ռ������Ʊ��������ʡ���ǿ�ȵĶ��SiC�մɡ�
2) ��Al2O3Ϊ���ռ�����1 450 �����ս��SiC�մɵ���������Ϊ71.21%��ѹ��ǿ��Ϊ12.14 MPa����Al2O3+SiO2Ϊ���ռ���������1 400 �������ʺ�ѹ��ǿ�ȷֱ�Ϊ70.57%(����������ռ�������ʵ�90%����)��17.74 MPa���뵥������Al2O3Ϊ���ռ���ȣ��մɵ��������ʲ�࣬����ѹ��ǿ��ȴ�߳�10.35 MPa�����ڷǾ�SiO2���ռ��ļ��룬���Եظ�����SiC�մɵ��ս����ܣ��ս��¶Ⱥ�����Ī��ʯ���¶ȱȵ�������Al2O3Ϊ���ռ�����Ʒ������50 �����ҡ�
(3) ʵ�����Ʊ��Ķ��SiC�մɵ��м���������������ս��¶ȵ����Ӷ������ҳʵ���ֲ���ƽ���м��2 ��m��
REFERENCES
[1] SUWANMETHANOND V, GOO E, LIU P K T, JOHNSTON G, SAHIMI M, TSOTSIS T. Porous silicon carbide sintered substrates for high-temperature membranes[J]. Ind Eng Chem Res, 2000, 39: 3264-3271.
[2] KITAOKA S, MATSUSHIMA Y, CHEN C, AWAJI H. Thermal cyclic fatigue behavior of porous ceramics for gas cleaning[J]. J Am Ceram Soc, 2004, 87(5): 906-913.
[3] FUKUSHIMA M, ZHOU Y, MIYAZAKI H, YOSHIZAWA Y, HIRAO K. Microstructural characterization of porous silicon carbide membrane support with and without alumina additive[J]. J Am Ceram Soc, 2006, 89(5): 1523-1529.
[4] RIEDEL R, PASSING G, SCHONFELDER H, BROOK J R. Synthesis of dense silicon-based ceramics at low temperatures[J]. Nature, 1992, 355(6362): 714-717.
[5] JIHLE J, HERRMANN M, ADLER J. Phase formation in porous liquid phase sintered silicon carbide: Part ��: Interaction between Al2O3 and SiC[J]. Journal of the European Ceramic Society, 2005. 25(7): 987-995.
[6] DING Shu-qiang, ZHU Su-min, ZENG Yu-ping, JIANG Dong-liang. Effect of Y2O3 addition on the properties of reaction-boned porous SiC ceramics[J]. Ceramics International, 2006, 32(4): 461-466.
[7] ZHU Su-min, DING Shu-qiang, XI Hong-an, LI Qin, WANG Ruo-ding. Preparation and characterization of SiC/cordierite composite porous ceramics[J]. Ceramics International, 2007, 33(1): 115-118,
[8] DING Shu-qiang, ZENG Yu-ping, JIANG Dong-liang. In-situ reaction bonding of porous SiC ceramics[J]. Materials Characterization, 2008, 59(2): 140-143.
[9] PU Xi-peng, LIU Xue-jian, QIU Fa-gui, HUANG Li-ping. Novel method to optimize the structure of reticulated porous ceramic[J]. J Am Ceram Soc, 2004, 87(7): 1392-1394.
[10] ZHU Xin-wen, JIANG Dong-liang, TAN Shou-hong, ZHANG Zhao-quan. Improvement in the strut thickness of reticulated porous ceramics[J]. J Am Ceram Soc, 2001, 84(7): 1654-1656.
[11] KIM Y W, KIM S H, SONG I H, KIM H D. Fabrication of open-cell, microcellular silicon carbide ceramics by carbothermal reduction[J]. J Am Ceram Soc, 2005, 88(10): 2949-2951.
[12] WANG Hao, SUNG In-kyung, LI Xiao-dong, KIM Dong-pyo. Fabrication of porous SiC ceramics with special morphologies by sacrificing template method[J]. J Porous Mater, 2004, 11(4): 265-271.
[13] MENG Guang-yao, WANG Huan-ting, ZHENG Wen-jun, LIU Xing-qin. Preparation of porous ceramics by gelcasting approach[J]. Mater Lett, 2000, 45(5): 224-227.
[14] MECHNICH P, SCHNEIDER H, SCHM?CKER M, SARUHAN B. Accelerated reaction bonding of mullite[J]. J Am Ceram Soc, 1998, 81(7): 1931-1937.
[15] CHEN Rui-feng, HUANG Yong, WANG Chang-an, QI Jian-qiang. Ceramics with ultra-low density fabricated by gelcasting: An unconventional view[J]. J Am Ceram Soc, 2007, 90(11): 3424-3429.
[16] SARUHAN B, ALBERS W, SCHNEIDER H. Reaction and sintering mechanisms of mullite in the systems cristobalite/ ��-Al2O3 and amorphous SiO2/��-Al2O3[J]. J Eur Ceram Soc, 1996, 16(10): 1075-1081.
[17] DAS D, FARJAS J, ROURA P. Passive-oxidation kinetics of SiC microparticles[J]. J Am Ceram Soc, 2004, 87(7): 1301-1313.
(�༭ ������)
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(2006CB605207-2)�����Ҹ����о���չ�ƻ�������Ŀ(2007AA03Z435)��������Ȼ��ѧ�����ص�������Ŀ(90816019)
�ո����ڣ�2009-11-29�������ڣ�2010-03-03
ͨ�����ߣ�����������ʿ�����ڣ��绰��010-62785488��E-mail: wangca@tsinghua.edu.cn
