

Inhomogeneity and anisotropy of microstructure and mechanical properties in severe plastic deformation processed pure copper
KANG Feng(�� ��)1, WANG Jing-tao(������)1, DU Zhong-ze(������)2
School of Materials Science and Engineering, Nanjing University of Science and Technology, Nanjing 210094, China
School of Metallurgical Engineering, Xi'an University of Architecture and Technology, Xi��an 710055, China
Received 20 April 2006; accepted 30 June 2006
Abstract:
Pure copper (99.95%) square bars (32 mm��32 mm) were subjected to equal channel angular pressings (ECAP) for 4 passes at room temperature, using 90? die by route C. Optical microscopy (OM) was used to examine microstructure evolution. Small tensile specimens were sectioned by wire cutting and the mechanical properties were tested at room temperature and under the as-processed condition. The results show that significant inhomogeneity and anisotropy of microstructure and mechanical properties exist in the ECAPed material. The nearer the sample to the surface, the more inhomogeneous the microstructure is. In mechanical properties, inhomogeneity and anisotropy are ECAP pass dependent. With the higher accumulated strain resulted from high ECAP passes, the inhomogeneity and anisotropy decrease. The inhomogeneity and anisotropy can be considered to be resulted from the distributions of the strain inhomogeneity.
Keywords: equal channel angular pressing; microstructure; mechanical property; inhomogeneity; anisotropy; pure copper
1 Introduction
Equal channel angular pressing (ECAP) is most promising among the recently developed severe plastic deformation (SPD) techniques, which induces high plastic strains in bulk materials by uniform simple shear, thus ultra-fine grains can be obtained and the properties can be improved[1-8]. Extensive investigations on various fundamental aspects of ECAP, microstructure evolution and properties, have developed over the last decades through experiments, analysis and simulations[4, 5]. But there still exists some essential problems to be dissolved about ECAP. Meanwhile, pioneering work has already demonstrated the direction of the ECAP development, which is an important step toward practical application of such a technique and the ultra-fine grained materials produced by ECAP[6]. It is very crucial to investigate the homogeneity and isotropy of the microstructure and properties, especially for bulk materials large enough for practical assessment. The results show that strain distribution inhomogeneity seems to be very popular in ECAP processed samples[7-9]. Nowadays the research on the inhomogeneity and anisotropy in microstructure can hardly be seen, even less on property inhomogeneity and anisotropy[6, 10-12].
In the study, the inhomogeneity and anisotropy in ECAP processed pure copper are investigated.
2 Experimental procedures
Pure copper (99.95%) was annealed at 823 K for 2 h, which resulted in homogeneous and isotropic microstructure with an average grain size of about 100 ��m(shown in Fig.1). Fig.2 is the schematic illustration of ECAP[6], showing the three orthogonal planes X, Y and Z. Specimens of 32 mm��32 mm��160 mm were produced by equal channel angular pressing up to 4 passes at room temperature, using 90? die (the intersecting angle between the two equal channels was 90?), then the sample was rotated 180? along its longitudinal axis by route C and the total equivalent true strain about 4 was obtained. The pressing was performed with a velocity of 1 mm?s-1. Molybdenum disulphide (MoS2) was used as lubricant.
Fig.3 gives the project of cutting the ECAP processed sample. For convenience, Fig. 3 also defines three planes in the ECAPed sample: the X plane is perpendicular to the longitudinal axis of the sample and therefore to the pressing direction; the Y and Z planes

Fig.1 Optical microstructure of experimental material before ECAP processing
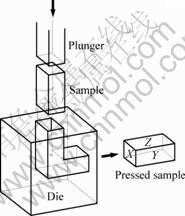
Fig.2 Schematic illustration of ECAP showing three orthogonal planes X, Y and Z[6]
represent the side and top faces at the point of exit from the die, respectively.
Three cubes were cut by wire cutting from the ECAP processed sample according to the scheme. Each cube was sliced into 5 sections (layers) parallel to X, Y or Z plane, respectively. A thin slice of 0.5 mm thick plate for microstructure characterization was cut from each section and 2 mm thick tensile specimen was also cut along two mutually vertical orientations from each section. Tensile specimens were cut from the ECAP processed sample on Y plane with the tensile axis parallel to X axis, these specimens can be addressed as X-Y specimens. The rest of tensile specimens were marked according to the prescribed order.
Optical microscopy (OM) was used to examine the microstructure inhomogeneity and anisotropy. OM samples were mechanically polished to obtain a mirror-like surface using a solution of 10 mL HCl, 1 g FeCl3, 100 mL H2O, and then were examined extensively using an optical microscopy.
Small tensile specimen with a gauge size of 7 mm��3 mm��2 mm was used in the present work (Fig.4), to obtain anisotropy in mechanical property. Tensile tests were conducted at room temperature using an Instron model 1341 tensile testing machine with an initial strain rate of 1.67��10-3 s-1. Yield strength, ultimate strength, elongation to failure, and reduction in area at the necking cross-section were measured.
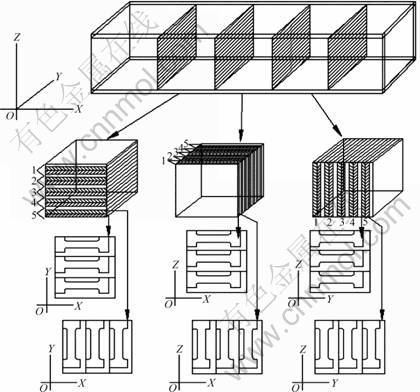
Fig.3 Position and orientation of small tensile specimen on ECAP processed bar
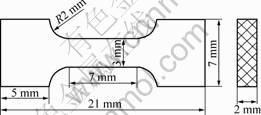
Fig.4 Gauge size of small tensile specimen
3 Results and discussion
3.1 Microstructures
Optical microstructures on different Y layers corresponding to the samples are shown in Fig.5. With the increase of ECAP passes, the initial coarse grained microstructure in the as-received material was transformed gradually into an ultra-fine grained microstructure with an average grain size of 0.2-0.3 ��m after 4 pass ECAP. The grains which were initially equiaxed became obviously elongated after 1 and 3 pass, and the grains were refined with the increase of ECAP pass. But the elongated degree of grains was different, and the size of grains, the distribution of grains and the distortion of grains were inhomogeneous on each layer, especially for the case of 1 and 5 layer. That was more inhomogeneous near the side of the sample. Fig.6 shows optical microstructures of different layers on Z plane corresponding to the samples. Inhomogeneity in microstructure also exists obviously on these layers, especially for the case of pass 2 and 4, where the distortion of the grains in the microstructure increases with the increase of layer number. This means that more inhomogeneous structure is near the bottom of the sample. The effect can be considered to be resulted from die geometry and friction condition and in turn, the distributions of the strain inhomogeneity.
3.2 Mechanical testing
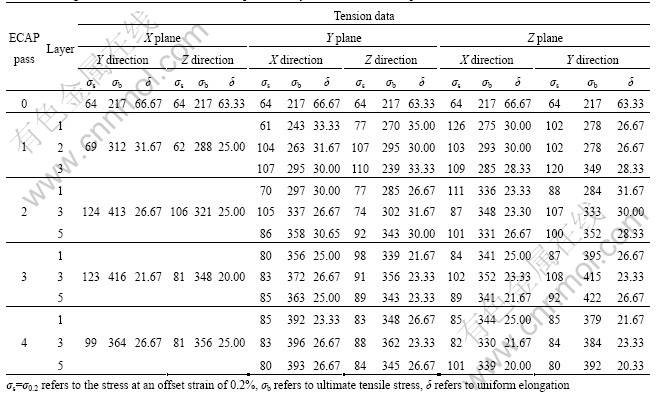
The results of tension testing for copper processed

Fig.5 Optical microstructures of different layers on Y plane(Figures on left is ECAP pass number; number on top is layer number)
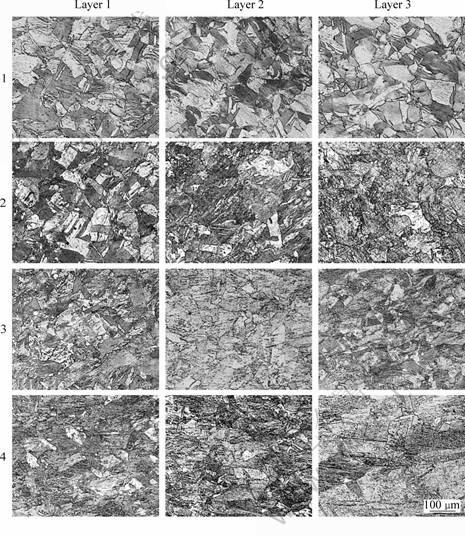
Fig.6 Optical microstructures of different layers on Z plane(Figures on left is ECAP pass number; number on top is layer number)
by ECAP were given in Table 1, where ��s=��0.2 is the stress at an offset strain of 0.2%; ��b is ultimate tensile stress; and �� is uniform elongation.
Fig.7 shows the dependences of strength on X plane when being stressed along Y and Z-axis. Obviously anisotropy exists in the strength on X plane Y and Z-axis. The stresses along Y-axis are greater than the corresponding stresses along Z-axis. Stresses on X plane Z-axis keep ascending slowly with the ECAP passes, that is, positive work hardening occurs on Z-axis. However, stresses along Y-axis increases rapidly, and then drops quickly after 3 pass ECAP. In other words, positive work hardening holds the dominant place before 3 pass ECAP, then significant work softening occurs on Y-axis. Finally the stresses along two directions are similar at 4 pass. Anisotropy along the tow direction is also shown decreased with the increase of ECAP passes.
Fig.8 shows the dependences of strength on different Y layers when being stressed along X and Z-axis. Stresses on each layer along X-axis (extrusion direction) increase rapidly with the ECAP passes in a nearly line pattern. Stresses along Z-axis always keep increasing in a step model, that is, stresses increase quickly at odd number passes, and increase slowly at even passes. The ultimate strength on X-axis is greater than the

Fig.7 Dependences of strength on X plane when being stressed along Y and Z-axis
Table 1 Strengths in tension at RT, for materials processed by routes C in X, Y or Z planes
corresponding stresses on Z-axis.
As shown in Fig.9, stresses on each layer along X-axis increase linearly, then after 2 pass ECAP, the ascending trend becomes gently, even work softening occurs on the central layer after 3 pass ECAP. The corresponding stresses along Y-axis obviously differ from those along X-axis. Before 3 pass ECAP, stresses on each layer rise rapidly, then significant work softening occurs. And the strength is the lowest on the top and the highest at the bottom of the sample. This phenomenon corresponds well to inhomogeneous microstructure on Z plane.
The higher initial strength followed by strain softening has not been previously reported in tension. The possible reason is that, with the highly accumulated strain resulted from high ECAP passes, the deformation activates the new slip systems; while the existed deformation microstructure will block the movement of the new slip systems. In order to overcome the effect of the deformation microstructure, the deformation is aggravated, thus the higher initial strength occurs. When accumulated strain attains to some value, the existed deformation microstructure will evolve with the increase of strain, so the effect resulted from the existed microstructure will weaken or disappear, which will bring on strain softening and strength drop quickly. More reasonable explanation still needs further study.
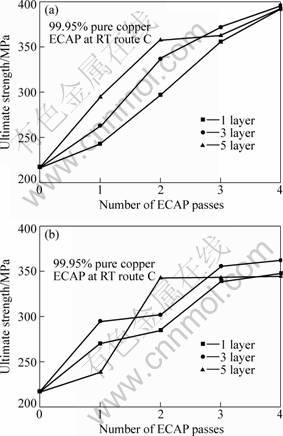
Fig.8 Dependences of strength on different Y layers when being stressed along X and Z-axis: (a) X-axis; (b) Z-axis

Fig.9 Dependences of strength on different Z layers when being stressed along X and Y-axis: (a) X-axis; (b) Y-axis
4 Conclusions
Inhomogeneity and anisotropy in microstructure and mechanical properties developed during ECAP are investigated using pure copper with ECAP through route C. The following conclusions are made:
1) Significant inhomogeneity in microstructure exists in the ECAP processed sample. Microstructure on Z plane is more inhomogeneous near the bottom of the sample. Microstructure on Y plane is more inhomogeneous near the two sides of the sample.
2) The tensile strength also exhibits inhomogeneity and anisotropy. On X plane the ultimate strength in Y-axis direction is greater than that in Z-axis direction. On Y plane, the ultimate strength in X-axis direction is greater than that in Z-axis direction. Nevertheless, On Z plane, the ultimate strength in Y-axis direction is greater than thast in X-axis direction. The ultimate strength on Y plane X-axis is more inhomogeneous than the corresponding stress on Y plane Z-axis, the similar phenomenon on Z plane Y-axis direction.
3) Inhomogeneity and anisotropy in microstructure and mechanical properties are ECAP pass dependent. With the higher accumulated strain resulted from high ECAP passes, the inhomogeneity and anisotropy decrease. The inhomogeneity and anisotropy can be considered to be resulted from the distributions of the strain inhomogeneity.
References[1] SEGAL V M. Materials processing by simple shear[J]. Mater Sci Eng, 1995, A197: 57-64.
[2] IWAHASHI Y, WANG J, Z HORITA, et al. Principle of equal-channel angular pressing for the processing of ultra-fine grained[J]. Materials Scr Mater, 1996, 35: 143-146.
[3] SHIN D H, KIM B C, KIM Y S, et al. Microstructural evolution in a commercial low carbon steel by equal channel angular pressing[J]. Acta Mater, 2000, 48: 2247-2255.
[4] CHAKKINGAL U, SURIADI A B, THOMSON P F. The development of microstructure and the influence of processing route during equal channel angular drawing of pure aluminum[J]. Mater Sci Eng, 1999, A266: 241-249.
[5] YAMAGUCHI D, LANGDON T G, NEMOTO M, et al. Factors affecting grain refinement in equal-channel angular pressing[J]. Mater Sci Forum, 2000, 1: 607-612.
[6] HORITA Z, FUJINAMI T, LANGDON T G. The potential for scaling ecap: effect of sample size on grain refinement and mechanical properties[J]. Mater Sci Eng, 2001, A318: 34-41.
[7] KIM H S. Finite element analysis of deformation behaviour of metals during equal channel multi-angular pressing[J]. Mater Sci Eng, 2002, A328: 317-323.
[8] BOWEN J R, GHOLINIA A, ROBERTS S M, et al. Analysis of the billet deformation behaviour in equal channel angular extrusion[J]. Mater Sci Eng, 2001, 287A: 87-99.
[9] LI S, BEYERLEIN I J, NECKER C T, et al. Heterogeneity of deformation texture in equal channel angular extrusion of copper[J]. Acta Materialia, 2004, 52: 4859-4875.
[10] SRINIVASAN R, CHERUKURI B, CHAUDHURY P K. Scaling up of ECAP and its effect on mechanical properties, microstructure, and hot workability of AA6061[J]. Mater Sci Eng, 2005, A410�C411: 316-318.
[11] STOLYARO V V, ZHU Y T, ALEXANDROV I V, et al. Influence of ecap routes on the microstructure and properties of pure Ti[J]. Mater Sci Eng, 2001, A299: 59-67.
[12] ALEXANDER D J, BEYERLEIN I J. Anisotropy in mechanical properties of high-purity copper processed by equal channel angular extrusion[J]. Mater Sci Eng, 2005, A410-411: 480-484.
Foundation item: Project(50474028) supported by the National Natural Science Foundation of China
Corresponding author: WANG Jing-tao; E-mail: jtwang@mail.njust.edu.cn
