

DOI�� 10.11817/j.issn.1672-7207.2021.05.010
��Ͳʽ���۲������Զ̰���V�Ͳۼ�����ѵ�Ӱ��
����1��������1���ž�ΰ1����ΰ��1��������2������ΰ3������4
(1. �й�ʯ�ʹ�ѧ(����) ���繤��ѧԺ��ɽ�� �ൺ��266580��
2. ������ͨ��ѧ ��е����ѧԺ������ ������710049��
3. ɽ���Ƽ���ѧ ��е���ӹ���ѧԺ��ɽ�� �ൺ��266590��
4. õ�°�����(����)������Ʒ����˾��ɽ�� ���ϣ�250403)
ժ Ҫ��
Ӧ�������м������۹��̵����⣬���һ����Ͳʽ���۲���������������չ����Ԫ��(XFEM)�о���Ͳʽ���۲����������Զ̰���V�Ͳۼ��������������λ�á����ѽǺ�����ǰ���MisesӦ����Ӱ�죬������̰������϶���������������۷������о��������������������L4��20 mmʱ��V�Ͳۼ��������������L4�������С�������ѽ���10�����ұ仯����L4��20 mmʱ���������ı仯�����н����仯���Ƚ�С�������ѽ���������Ͳ���H��V�Ͳ�Ӧ������ЧӦ��Ӱ�����ԣ���H��4 mmʱ��V�Ͳۼ��MisesӦ����H����������H��4 mmʱ��MisesӦ����H������С���г�����L3��V�Ͳ�Ӧ������ЧӦ��Ӱ�첻���ԡ�ֱ��Ϊ13~18 mm������Ϊ20~25 mm�Ķ̰��ϵ���Ͳʽ���۲������ĺ�������ΪL3=18 mm��L4=20 mm��H=4 mm�����ֲ����������ڶ̰���V�Ͳ۵ļ�����ѣ������ν�ϵ���ߣ�����ƫ��С�������ѽ����Լ�С��
�ؼ��ʣ�
�̰�����������Ͳʽ���۲�����������������V�Ͳ���
��ͼ����ţ�TK83 ���ױ�־�룺A ���ſ�ѧ(��Դ����)��ʶ��(OSID)
���±�ţ�1672-7207��2021��05-1482-11
Influence of sleeve-type force arm compensator on crack initiation at V-shaped notch tip of short bar
YANG��Ning1, ZHANG��Lijun1, ZHANG��Junwei1, GUO��Weijian1, ZHAO��Shengdun2, WANG��Zhiwei3, TIAN��Yuchen4
(1. College of Mechanical and Electronic Engineering, China University of Petroleum, Qingdao 266580, China;
2. School of Mechanical Engineering, Xi'an Jiaotong University, Xi'an 710049, China;
3. College of Mechanical and Electronic Engineering, Shandong University of Science and Technology, Qingdao 266590, China;
4. Meide Ayvaz (Jinan) Metal Products Co. Ltd., Jinan 250403, China)
Abstract: Aiming at the problem that the loading force arm of short bar is too short in the low-stress cropping, a method of sleeve-type force arm compensation was proposed. The effects of sleeve-type force arm compensator parameters on the cracking force, cracking position, cracking angle and maximum Mises stress of V-shaped notch tip of short bar before cracking were studied by using XFEM method. An evaluation method of section cracking quality of short bars was proposed. The results show that when the increased force arm L4 is ��20 mm, the required cracking force at tip of V-shaped notch gradually decreases with the increase of L4, and the cracking angle changes about 10��. After L4��20 mm, the cracking force decreases in a small range, but the cracking angle gradually increases. The thickness H has a significant effect on the stress concentration of V-shaped notch. When H is ��4 mm, the Mises stress at tip of V-shaped notch gradually increases with the increase of H; when H is ��4 mm, the Mises stress gradually decreases. The effect of clamping arm L3 on the stress concentration of V-shaped notch is not obvious. The reasonable parameters of the sleeve-type force arm compensator for short bars with a diameter of 13-18 mm and length of 20-25 mm are as follows: L3 =18 mm, L4 =20 mm and H =4 mm. The compensator is beneficial to crack initiation at the tip of V-shaped notch of short bars, the cracking cohesion coefficient is high, the cracking deviation distance is small, and the cracking angle is obviously reduced.
Key words: short bar cropping; sleeve-type force arm compensator; crack initiation; V-shaped notch
���������жϷ�������Ϲ���Ӧ��������㣬ͨ����װ������ҵ��������ҵ��ʯ�ͻ�������ҵ�г��û�е�㲿������ĵ�һ��������������ֱ��Ӱ����������쾫�Ⱥ������ɱ�[1]����ͳ�Ľ����������Ϸ�����Ҫ�Ǽ������ϡ��и����ϡ��������ϵȣ����У��������ϵİ��ϼ��ξ��Ƚϲ�Լ���ģ����Ľϸߣ��и����϶Բ��ϵ��˷ѽ�Ϊ���أ�������Ⱦ����������ɫ�����ܵ��ִ�����ҵҪ��Ӧ�����ϼ������ڰ��ϱ���Ԥ��1ȦV�Ͳۣ����غ�����V�Ͳ۵�Ӧ������ЧӦʹ��ײ��������ƣ�ͨ������ʩ���ڰ����ϵ��غ�ʹ���ƿɿ���չ����ö���ƽ���ȸߵİ���[2]���������ϼ����ܺĵ͡���Լԭ���ϣ��ս��ܵ����ӣ�������ѧ���Ƕ���V�Ͳۼ�˳�ʼ����������������չ�����˴������о��������绯������[3]��������Ԫ����V�Ͳۼ��β����������о���ȷ���˺��ʵ�V�Ͳ۲����������ֵ�[4]�������Ӧ��Ԥ�����Ƶķ�����Ϊ����V�Ͳ۵ײ���ʼ���ƵIJ���������������ARUN[5]��������Ԫ������϶�����ѧ��Rousselier����ģ��ģ���˲���ּ���������������չ��̬�������˻�е�غɺͲ���Ӧ���Ը��ϵ����Զ�����Ϊ��Ӱ�죻KIM��[6-7]�о���ȱ����״��ƫ�ĶȺ���ǶԾ���ϩ��������ƣ��������Ӱ�졣
���еĵ�Ӧ�����ϻ��ܶ�̬���ڰ��ϵļг������λ��[8]�����ڳ��Ƚ϶̵İ��ϣ��������ϻ�����ȥ�����������ͼ������۽����ﵽV�Ͳۼ������������غ��������ǿ���ʵ�ֵġ����ǹ��ߵļ����������������⣺һ�ǿ��ܵ������ϻ�������ijЩ�ؼ��㲿���ڸ�ѹ�����½Ͽ��ƣ��ʧЧ�����ǹ��ߵļ�����ʹ�������ѺӴ���������ƽ�ȹ��ɵ�������չ���������Ŀ����Ѷ�[9-10]����ʹ����������������϶���ֲڡ������ڳ��ȹ��̵İ��ϣ���������λ�ߴ����ƣ����־����Խ�һ���ԡ���ˣ������������һ��������Ͳʽ���۲������ķ������е�Ӧ���ɿؼ������ϣ�������չ����Ԫ��(XFEM)��δԤ�����Ƶ������ģ��������Ͳʽ���۲������Ķ̰���V�Ͳۼ�����ѹ��̣��о���ͬ��������Ͳʽ���۲������Զ̰���V�Ͳۼ������ʱ�������������ѽǵȲ�����Ӱ�죬�����һ�����Ͱ��������������۷�����Ϊ�̰��ϵľ������ϼ����춨������
1 ��ɿؼ�������ϵͳ�Ĺ���ԭ��
��ɿؼ�������ϵͳ��Ҫ���ŷ����ۻ������Ͻ���ϵͳ�Լ���������ɿؼ������ϻ�3������ɡ����ȣ������ŷ����ۻ���������Ҫ���ڰ��ϱ�����ض�λ��Ԥ�ƻ�״V�Ͳۣ�ʹ���ϱ���Ӧ�����У�Ȼ��ͨ�����Ͻ���ϵͳ�Ѵ���״V�Ͳ۵İ��������������ɿؼ������ϻ��мг�λ�ã����ͨ��PLC�й��ɵؿ������ϻ����ף�ʹ���ش�ͷ���ζԴ���Ͳʽ���۲������İ���ʩ�Ӵ�С��Ƶ�ʱ仯�ľ����غɣ���������V�Ͳ۵ײ��������ƣ����������غɵ�ʩ���ؾ���������������չ��������ϵ��ٽ���ᷢ��˲ʱ���ѣ���ɰ��ϵ�����[11]����ɿؼ������Ϲ���ԭ����ͼ1��ʾ�����У�FΪ��������N��DΪ����ֱ����mm��LΪ���ڰ��ϳ��ȣ�mm��LeqvΪ��Ч���ϳ��ȣ�mm��L3Ϊ�г����ۣ�mm��L4Ϊ�������ۣ�mm��HΪ��Ͳʽ���۲������ں�mm����ΪV�Ͳ��Žǣ�(��)��dΪV�Ͳ���ȣ�mm����ΪV�Ͳ۵ǰ뾶��mm��V�Ͳ۾ֲ�������G��ʾ���ɼ�����ɿؼ������Ϸ����dz����������˼ά���ڽϵ������������������Ӧ���ͼ���Ӧ������������£����ȿ��ǹ���ʵ������Ϊ��������ΪΣ�պ������ײ�����ϵĽ���I������ʧЧ��ʽ[12]��
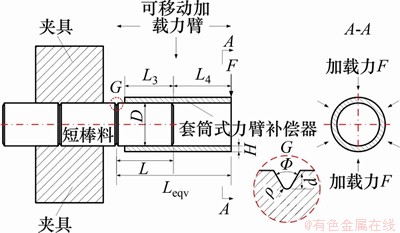
ͼ1����ɿؼ������ϻ���ԭ��
Fig. 1��Basic principle of multi-cylinder controllable cropping
2 �̰���-��Ͳʽ���۲�����ģ������ԭ�������
V�Ͳ۴�Ӧ��������ʾ��ͼ��ͼ2��ʾ�������Ƶ������Σ��������������Ӧ���ڵ�Чģ��V�Ͳۼ����͵�M�㴹ֱ���ѣ������ڰ��ϵ����ط�ʽ���Ǵ��������Ǻ��������������ƶ�����ʽΪI������Ϊ������I-II�͵ĸ���������ʽ����ˣ����غɳ��˻��ڰ���V�Ͳ۵ײ�����ص���ʽ������Ӧ���⣬������M���������Ӧ������ͼ2(a)��ʾ������Ӧ������Ӧ���Ĺ�ͬ�����£������Ӧ��������V�Ͳ۵ײ����ҵ�λ�ã����Ʊ��ڴ˴���������ͼ2(b)��N�㡣�������Ƽ��Ӧ�����ĸ����ԣ�������V�Ͳ۵ײ���ͬʱ��������;�����չ��Ϊ�˱����о�������ά����ͶӰ��ƽ�棬��ͼ2(c)��ʾ��C1Ϊ�����ؾ�����չ��ƽ��ͶӰ��C2Ϊ������������չ��ƽ��ͶӰ��O1ΪV�Ͳ۵������ߣ�O2Ϊ������������λ�õ������ߣ���Ϊ���Ƶ����ѽǣ���C1��O2֮��ļнǣ���ΪC2��O2֮��ļнǡ�
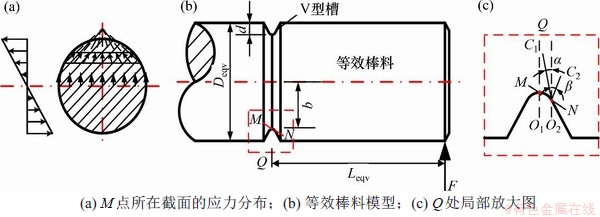
ͼ2��V�Ͳ۴�Ӧ��������ʾ��ͼ
Fig. 2��Model diagram of stress and crack at V-shaped notch tip
����ͨ���������¶̰��ϵ�V�Ͳۼ�˸��ӵ�Ӧ��Ӧ�䳡��λ�Ƴ����з�������λ�Ʒ��ɵð���V�Ͳۼ�˵�Ӧ����Ϊ[13]��












ʽ�У�






���Կ�����



V�Ͳۼ��Ӧ��ǿ��������Ҫȡ�����п�ǿ������





��ʽ(4)~(6)��֪��Ӧ��ǿ�������������ѽǦ��йأ����о�������֤���̰�����ͨ�������Ϸ�ʽ(��Leqv=L)�����Բ��ϵ����ѽ�Ϊ13.8��[14]���ɶ�����ѧ��֪��������ģ�͵�Ӧ��ǿ�����ӱ��[15]


ʽ�У�
��ʽ(7)��֪��Ӧ��ǿ�����ӱ�̡�K��ģ�͵ĵ�Ч���ϲ����йأ������ѽǼ����ѹ�������ģ���е�Ч���ϲ���(����Ͳʽ���۲��������ۡ���ȵ�)Ӱ�졣������I-II�����������Ϸ�ʽ��I�͡�II��Ӧ��ǿ�����ӵ�Ȩ�ز���ȷ�������Ѵ�������ֱ��������Щ��Ч���ϲ��������ѹ��̵�Ӱ�죬����б�Ҫ��һ����������Ͳʽ���۲�����������Ч����Ӱ�죬�������������ȷ����
3 ��Ͳʽ���۲����������Զ̰�������Ч����Ӱ��
���Ʒ��淽����Ҫ������Ԫ��(FEM)���������߽�����Ԫ������չ����Ԫ��(XFEM)�ȣ����л���ABAQUS����չ����Ԫ����(XFEM)����Ҫ�����������������ܶ������������̽���ģ�⣬����ģ�������������չ·�����������[16]���ʱ��IJ��û���ABAQUS��������չ����Ԫ��[17]�����������Ӧ�����ж��̰���-��Ͳʽ���۲�����ģ�͵����ѹ��̡����϶���ָ��f����ʽΪ

ʽ�У�

��f�ﵽ1������һ�����ftol[18]ʱ��������

ģ�����ѣ���ʼ���Ʋ�������ʼ���Ƶ����ѷ���Ϊ��ֱ�������Ӧ������
������������ԭ����������ص�������Ͳʽ���۲���������(�г�����L3����������L4�ͺ��H)�Զ̰���V�Ͳۼ�����ѵ�Ӱ�죬�ر��Ƕ�V�Ͳۼ������ǰ���MisesӦ�������Ѽ�����������λ�ú����ѽǵȲ�����Ӱ�죬�Դ���ȷ������ʵ�ʶ̰�����ѵ���Ͳʽ���۲�����������
3.1���г�����L3����V�Ͳۼ��Ӧ������ЧӦ��Ӱ��
ͨ�����Ϲ����а��ϵļ��β���[19]ȡΪD=15 mm����=0.2 mm����=60�㣬d=1 mm��ʵ����������Ͳʽ���۲�������̰���֮��������λ�ƺ����ת������ˣ�����ʱ����Ͳʽ���۲�������̰��ϰ���һ�廯���������ֹ�����ϡ�Ȼ����ϵ������ȫԼ��������г�װ�õĹ̶����ã�ͬʱ��ʹ�þ�̬���ط�ʽ���Ҳ�ʩ����ֱ���µļ�����������ѡȡ�Ķ̰��ϳ�LΪ20 mm��
Ϊ��֤�ϸߵļ��㾫�Ⱥͼ��ټ���ʱ�䣬����ģ�͵ײ���������ܣ�ȷ����С������ߴ�Ϊ0.1 mm�����������ֵ�����ߴ��ʵ����ӣ�������ͼ3��ʾ�ķ���ģ�ͣ��ڵ�����Ϊ291 422����������Ϊ173 310����Ͳʽ���۲������Ͱ��Ͼ�ȡ45�Ÿ֣�����ģ��Ϊ2.10��105 MPa�����ɱ�Ϊ0.3������ǿ�ȼ���Ϊ639 MPa��
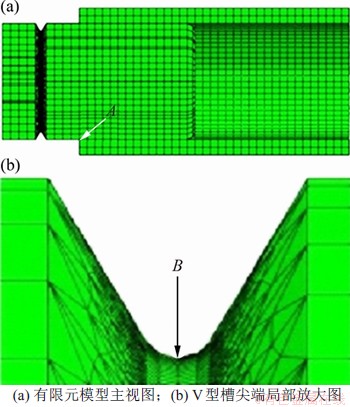
ͼ3������Ͳʽ���۲���������ѧ����ģ��ʾ��ͼ
Fig. 3��Schematic diagram of simulation model with sleeve force arm compensator
Ϊ����֤�г�����L3����V�Ͳۼ�����ѵ�Ӱ��̶��ұ�֤��������������ʱ���Ȳ��õ�һ������������Ͳʽ���۲�������ʩ�Ӻ㶨�غ�F=500 N����������L4Ϊ15 mm�����H=2 mm���䣬��ģ�ͽӴ���A���MisesӦ����a��V�Ͳۼ��B���������Ӧ����b���з������õ��Ľ����ͼ4��ʾ��
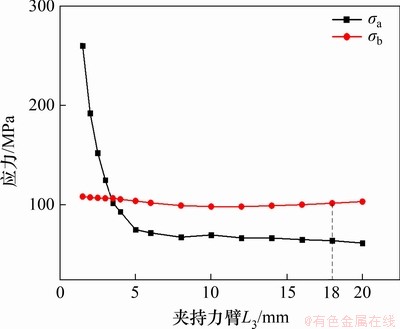
ͼ4����a�ͦ�b��г�����L3�Ĺ�ϵ
Fig. 4��Relationship between ��a and ��b and L3
��ͼ4���Կ�������F��L4��H�㶨������£����г�����L3��5 mmʱ����a����L3�������С��Ӧ���仯�ʸߴ�70.1%����L3��5 mmʱ����a�ı仯����ƽ������Ӧ���仯����С��Ϊ1.02%��������L3�ı仯����b�����Բ������ƣ�����仯������Ϊ9.26%����L3��V�Ͳۼ��Ӧ����Ӱ����Ժ��ԡ���L3�ϴ������£��Ӵ���A��Ӧ����С����Ͳʽ���۲�����������ϱ���������ˣ����L3Խ��Խ�á�����ʵ�������У���L3�������ϵĽڳ�ʱ(�˴�Ϊ20 mm)����Ͳʽ���۲������������ڰ���V�Ͳۼ�����Ѻ�����һ�ΰ��Ϸ�����ײ����ͼ5��ʾ��Ϊ�ˣ��ڱ�֤L3��V�Ͳۼ�˼�����Ͳʽ���۲������Ӵ�λ�õ�Ӧ��Ӱ����С������£�������Ͳʽ���۲�������V�Ͳ�֮������һ���İ�ȫ���롣����ƶ���ֱ������Ͳʽ���۲�����ʱ����ȫ����Ϊ2 mm���˴��г�����L3������ȡ18 mm��
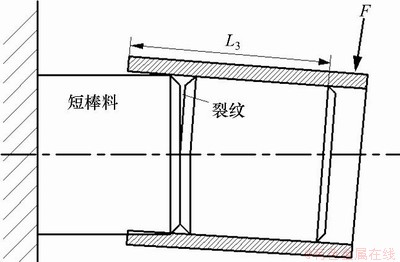
ͼ5����Ͳʽ���۲���������ϼ����ײ
Fig. 5��Collision between sleeve force arm compensator and bar
3.2����������L4���ϵ����������Ӷȵ�Ӱ��
ȷ���г�����L3Ϊ18 mm���������ĺ��HΪ2 mm����ʱ����������L4��ΪӰ�����V�Ͳۼ��Ӧ��������Ҫ���أ�Ҫʹ��������ѵļ����������ѣ����ҵõ���Ϊ�ȶ�����������������ȷ��L4��
�ɲ�����ѧ��֪����L4�ϴ�ʱ����С�ļ�����FҲ����V�Ͳۼ�˴������ϴ��Ӧ������ˣ��ʵ��Ӵ�L4����֤�����ڢ���������ʽ����չ[20]��������ʵ�ֵ�Ӧ�������ܺĵ����ϡ����غ���ʽ(9)�����������оݣ������ص�V�Ͳۼ�˳���һ����Լ0.2 mm����Լ0.1 mm������Ƭ��ʱ����Ϊ�����ѽΣ���������[21]�й涨�ij�ʼ���Ƴߴ�һ�¡�ABAQUS�в������Լ��صķ�ʽ�����ɷ�����ʱ����������˻��Ϳ�������Ƶ������ٽ���������õ��Ľ����ͼ6��ʾ��
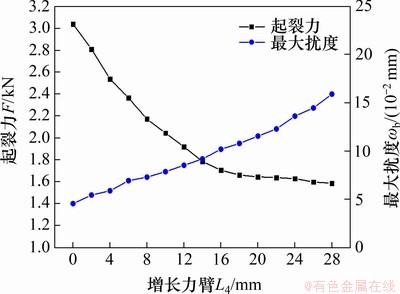
ͼ6���������͵�Ч�����Ҷ�������Ӷ���L4�Ĺ�ϵ
Fig. 6��Relationship between cracking force F and bar deflection 
��ͼ6���Կ�������L3�ͺ��H�㶨������£���������L4��F����أ��������仯�ʴﵽ42.3%����L4����20 mm���������ı仯��������ƽ������L4=28 mmʱ��������Ϊ1 586.8 N���������仯�ʽ�Ϊ3.56%���ɼ����������Զ̰���V�Ͳ۵ײ������������Դٽ����á�
Ȼ������Ͳʽ���۲���������L4������Ҳ��ʹ��Ч�����Ҷ����Ӧ���Ӷ�������-��Ͳʽ���۲�����ģ�������Ӷ�ʾ��ͼ��ͼ7��ʾ���ɹ�ʽ

ʽ�У�MΪ���ء�ͨ���������ַ��ɵõ����������Ӷ�
ʽ�У�EΪ���ϵĵ���ģ����MPa��IΪת��������kg��m2��
��y=Leqvʱ��������������Ӷȷ���Ϊ

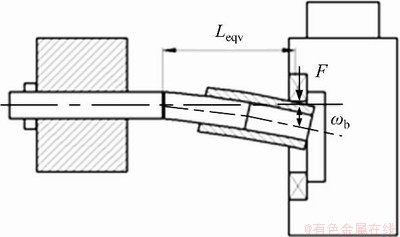
ͼ7������-��Ͳʽ���۲�����ģ�������Ӷ�ʾ��ͼ
Fig. 7��Schematic diagram of deflection of bar-sleeve force arm compensator model
�ڵ�Ӧ�������У�Ϊ���ó�ʼ���ƾ������ɲ���ø��õĶ�����������������������ǰ����Ͳʽ���۲�������ʩ�Ӹ�Ƶ�ʡ����غɣ�����ʼ���������Ժ�Ϊ�˼�С����˲������������غ�Ӧ���й��ɵؼ�Сֱ������ʧ�ȶ���[10]����ͬһ��Ͳʽ���۲������£�V�Ͳ����Ѽ��������ʱ��Ч�����Ҷ����Ӧ���Ӷ�Ҳ�����ͼ7��ʾ������ʽ(12)��֪��V�Ͳۼ������ǰ��Ч�����Ҷ����Ӧ���ӶȦ�b������F�йأ�����Leqv�йأ���Leqv�ϴ�ʱ���̰��ϱ���ڽ�С�ļ����������ѣ�����Ч�����Ҷ����Ӧ���Ӷ�Ҳ���ܽϴ���ᵼ����Ͳʽ���۲���������ش�ͷ֮��ĽӴ������С�����ش�ͷ��������������ˣ���ͼ7��ʾ����һ�ڰ��Ϲ������������°�����г�װ���±�Ե���ȽӴ������ϱ���ͼг�װ��������˻���ʹ�ڶ��ڰ��϶��ѡ���ˣ�L4�����Ӳ���ʹ��������С������ʹ��Ч�����Ҷ����Ӷȱ�ʻ�Ӧ�ۺ������жϱ���ȷ�����ʵ�L4��
3.3��L4����V�Ͳۼ������λ�ü����ѽǵ�Ӱ��
���ϵĶ�������ֱ��Ӱ�쵽�����ӹ���Ч�ʺͳɱ��������ϵĶ���������Ҫȡ�������Ƶ�����λ�ú����ѷ�����˶����Ƶ������ν����о���ʮ�ֱ�Ҫ�ġ���ǰ����ط������������ʾ����ȡ��ת�����ͼ��ط�ʽ����������λ�þ�λ�ڽӽ�V�Ͳ۵ǰ뾶��1/2��[18]����ˣ�����ͨ�������ڳ�ʼ�������һ���������£�������ͬL4��V�Ͳۼ�˳�ʼ�������ѽǵı仯��ͼ8��ʾΪ��ʼ���Ƶ���̬����ABAQUS�У���Ϊ�������ı仯�Ǵ�0��ʼ���Լ������趨ֵ�ģ��������ƾͻ��ڷ�������������������չ�������Ϳ���ͨ������������������������չ����Ⱥͳ��ȡ���ͬL4����V�Ͳۼ�����ѽǵķ�������ͼ9��ʾ��
ͼ8��ABAQUS����ģ��������������
Fig. 8��Crack initiated in simulation model of ABAQUS
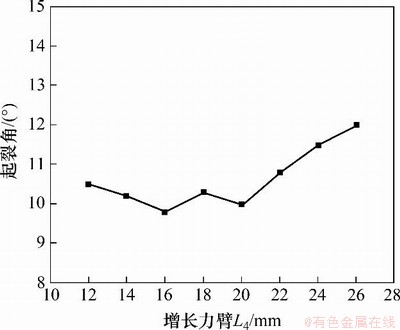
ͼ9��V�Ͳۼ�˴����ѽ���L4�Ĺ�ϵ
Fig. 9��Relationship between cracking angle and L4
��ͼ9��֪����L3�ͺ��H�㶨����£�����L4���������ѽ��н�Ϊ���Ե�Ӱ�졣��L4��20 mmʱ������V�Ͳ۵ײ����ѽDZ仯��Ϊƽ����һֱ����10�����ң���L4��20 mmʱ�����ѽdz��������ƣ���L4=26 mmʱ�����ѽ�����12�㡣��Ϊ���ѽǻ�����Ӱ�쵽���ϵ�����������ƽ���ȣ������ѽ�������ϵ�ֱ��D(13��D��18 mm)�й�[18]�����������ݽ���������ϣ��õ�L4�����ѽǦ�֮��Ĺ�ϵΪ


��ʽ(13)��������ѽǦ���������ݵ����������Ϊ3.21%��˵��ʽ(13)�ı�����ϵ�������ڹ���ʵ�ʡ�����Ŀǰ��Ӧ�����ϻ��Ĺ����ص㣬���ѽ�����ȫ��С��0�㣬�����ѽ���һ����Χ��Ӧ��ԽСԽ�á��ۺϿ���L4�������������ѽǺͰ����Ӷȵ�Ӱ�죬�����ѽ�С��10��ʱ���������ϴԼ�С�ܺIJ����������ѽǴ���10��ʱ����Ӧ��L4�ϴ�Ч���϶�����ӶȽϴ��ش�ͷ����Ͳʽ���۲���������������ˡ������ѽ�ѡȡΪ10��ʱ����Ӧ��L4=20 mm��F=1 645.4 N����b=0.115 6 mm����ʱ������V�Ͳ�������������С���Ҽ��ش�ͷ�������Ͳʽ���۲���������������ˡ�
3.4�����H����V�Ͳ�Ӧ������ЧӦ��Ӱ��
�г�����L3����������L4ȷ������Ͳʽ���۲��������H��ΪӰ�����V�Ͳۼ�����ѵ���Ҫ���ء���ABAQUS�У���L3=18 mm��L4=20 mmʱ��������ͬ��ȵ���Ͳʽ���۲���������ά����Ԫģ�ͣ������ͼ10��ʾ����ͼ10���Կ�������ͬһ��������L3��L4�㶨����£�H��4 mmʱ��V�Ͳۼ�˵��ٽ�MisesӦ����H���������Ӧ��������40.2%����H��4 mmʱ��V�Ͳ۵ײ�Ӧ���ʼ�С���ƣ�������Ӧ����С��24.1%����H=4 mmʱ��V�Ͳ۴����MisesӦ��Ϊ605.4 MPa��С��45�Ÿֵ�ǿ�ȼ���639 MPa�����ϵ�Ӧ������Ҫ����ˣ�ȷ��L3��L4��H=4 mmʱ��V�Ͳۼ�˴�MisesӦ�����ʱ���������������ѡ�
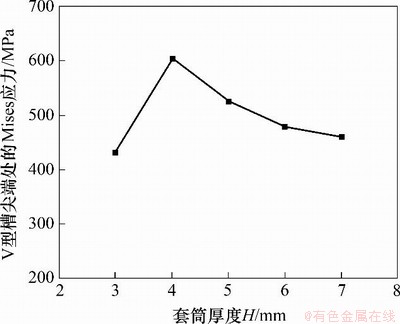
ͼ10��V�Ͳۼ�˴�MisesӦ������H�Ĺ�ϵ
Fig. 10��Relationship between Mises stress at the tip of V-shaped notch and H
4 ������֤������
4.1������ƽ̨������
��������ɿؼ������ϻ���ͼ11��ʾ�������ϻ��ɻ������������������ش�ͷ����Ͳʽ���۲������������ס���Ͳ֧�ܡ��оߵ���ɡ�Ϊ��������Ч�����Ϲ������費������ƽ��Ӧ���ȡ����ϼ�С����Ƶ��[22-23]�����Թ�ҵ�ϳ��õij���Ϊ20~25 mm��ֱ��Ϊ15 mm��4�ֲ�ͬ���ʵĶ̰���Ϊ�����������ŷ�����������Ե�����λ��-ʱ��������������ͷ�ļ���λ�ƣ�ͬʱ�����ñ�Ƶ���������Եݼ���Ƶ��-ʱ�����ߵ��ڴ�ͷ�ļ���Ƶ�ʣ�ʵ�������ж�ƽ��Ӧ���Ⱥ��غ�Ƶ�ʵ�Ҫ��
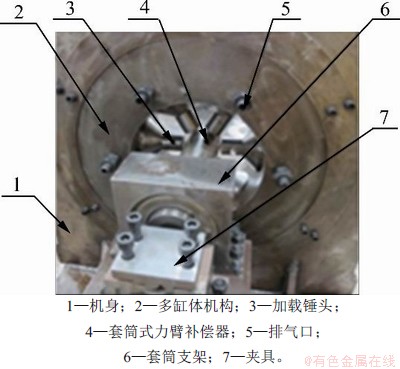
ͼ11����������ɿؼ������ϻ�����װ��
Fig. 11��Experimental device of multi-cylinder radial controllable cropping machine
4.2�����϶��������������۷���
��Ӧ�������У����϶��������ۺ����۷����еĶ�����߶ȺͰ�����ȿ��Ժܺõض����϶��������������[24]�����Ƕ�������Ч���������������ܽ���ȷ����Ч���жϣ�����Ա������Ͷ�ɿؼ����������������ۺ����۷����е�ָ�굼�����һ�������ڶ̰��ϵ�Ӧ�����϶���������������۷�����������������Ͳʽ���۲�������������Զ̰���V�Ͳۼ�����ѵ��ȶ��ɿ��ԡ�������������ö�����ͼ12��ʾ������ֳ����Ե�������X��������չ��Y��˲����Z��Ϊ��Ч�ж�������������������3�����ѽ���������ָ�꣺�����ν�ϵ��e/h������ƫ��l�����ѽǦ�����ͼ13��ʾ������e��ʾ����������(����������չ�����ν���)���������ĵ���̾��룬mm��hΪ��������ƽ��(��������������չ���νӴ����ݵ����ֵ)��mm�������ν�ϵ��e/h����������������չ���νӳ̶ȣ���ӳ���ƴ����ѽι��ɵ���չ�ε��ȶ��ԣ��������ν�ϵ��Խ������Խ�ȶ��ɿ���������ƫ��l��ӳ����λ������������λ�õ�ƫ��̶ȣ���������������ʵ��Ҫ��lԽСԽ�ã����ѽǦ���ʾ�����ؾ�����չƽ��ĽǶȣ�ֱ�Ӿ������Ƶ���չ·������������ƽ���ȣ���ˣ����������������ѽǸ���ء�
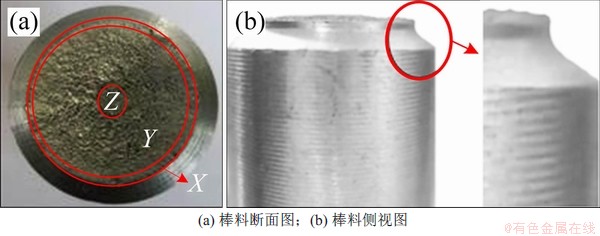
ͼ12����������ϰ���
Fig. 12��Drawing of bar of multi-cylinder loading cropping
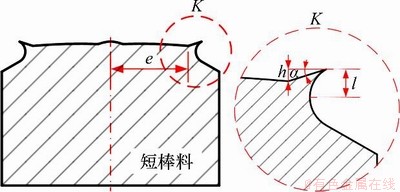
ͼ13�����ϵ�������������ָ��ʾ��ͼ
Fig. 13��Schematic diagram of evaluation index of bar��s crack initiation characteristics
4.3����������������������
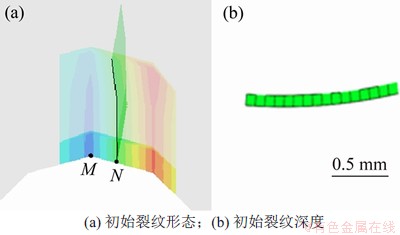
Ϊ��һ��֤ʵ������ȡ����Ͳʽ���۲����������ĺ����ԣ��Գ���Ϊ20~25mm��ֱ��Ϊ15 mm��4�ֲ�ͬ���ʵĶ̰��ϣ����Ӽг�����L3=18 mm����������L4=20 mm�����H=4 mm����Ͳʽ���۲���������������ʽ��ɿؼ��ص�Ӧ���������顣�������ð��϶�����Ƭ��ͼ14��ʾ����ͬ���ʶ̰��϶����������������������ָ�����1��ʾ���ɼ������������оݣ������������ģ�͵õ�������ֵ��Ϊ�Ǻϣ�ʵ���˶Զ̰���-��Ͳʽ���۲�����ģ�͵ĵ�Ӧ���ȶ��ɿ����ѡ�
��1����ͬ���ʶ̰��϶����������������������ָ��
Table 1��Characteristic evaluation indexes of cracking quality of sections of different short bars

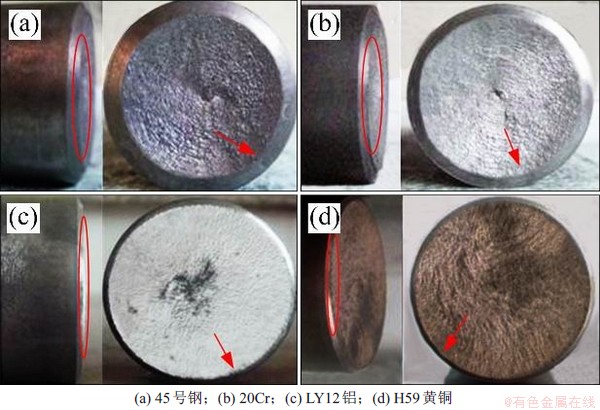
ͼ14����ͬ���ʵİ��ϵ����϶���
Fig. 14��Cropping sections of bars with different materials
��ͼ14�ɼ���4�ֲ��ʵĶ̰���V�Ͳ۵�����λ������ȶ�������������ƽ���Ƚϸߣ�û�����Եİ���ë�̺ۼ�����V�Ͳۼ�˵�����˲�������Կ��������������Ե�������ƣ����չ�ĺۼ����������������������չ���ν��Ըߣ������ν�ϵ��e/h��30�����վ����ֳ��ȶ���������չ���档�����������ɿ��������Ƶ�����λ�ò��Ǵ�V�Ͳ����˿�ʼ�����ǴӼ�˿�������ƫ��Լ0.1 mm��λ�ÿ�ʼ��45�Ÿ������������ѽǽ�Ϊ10.3�㣬����ڶ̰�����ͨ�������Ϸ�ʽ�����Բ��ϵ����ѽ�13.8�������Խ��ͣ���˵����Ͳʽ���۲����������ڶ̰���V�Ͳۼ���������ѣ����о��õ��IJ���������Ҳ�Ǻ��ʵġ���һ�����������������ʾ��������Ͳʽ���۲�����������ֱ��Ϊ13~18 mm�Ľ�����������Ҳ�����õġ�
5 ����
1) ���һ��ר���ڶ̰��ϵ���Ͳʽ���۲������Ϸ������з�������ʽ��ɿؼ�������ϵͳ������Ҫ���ŷ����ۻ������Ͻ���ϵͳ�Ͷ�������ɿؼ������ϻ�����ɣ�����ʵ�ֶԶ̰��ϵ�Ӧ���ɿؼ��ز��ܲ��������Ӷȵ��ص㡣
2) ��Ͳʽ���۲����������У��г�����L3����V�Ͳ۵�Ӧ������Ч��Ӱ�첻���ǵ�����ʵ�ʺ���Ͳʽ���۲���������ϽӴ�����Ӧ��Ӱ�죬�г�����L3Խ��Խ�ã����ڱ����еĶ̰��ϣ��г�����L3ѡΪ18 mm����Ͳʽ���۲��������H����V�Ͳ�Ӧ�������н�Ϊ���Ե�Ӱ�죬�����в����£����Ϊ4 mmʱ������V�Ͳۼ��Ӧ���������������ԣ����������������ѡ�
3) ��������L4����V�Ͳۼ��������Ӱ�����ԡ���L4��20 mmʱ��������F����������L4����أ������ѽǦ���10�����ұ仯����L4��20 mmʱ���������仯����ƽ������L4�����ѽǦ��нϴ��Ӱ�죬���ѽǦ���10�㿪ʼ�������ۺϿ�����������L4�Ͱ���ֱ��D��V�Ͳۼ�����ѽǵ�Ӱ�죬������ֱ����13~18 mm��Χ�ڵĶ̰��ϵ���Ͳʽ���۲���������������L4�����ѽǦ�֮��ļ��㹫ʽ������L4�ĺ�������L4ȡ20 mmʱ����Ͳʽ���۲�������������V�Ͳۼ�����ѡ�
4) ���þ��к�����������Ͳʽ���۲�������45�Ÿֶ̰������������������ѽǽ�Ϊ10.3�㣬�����ͬ����ϵĶ̰�����ͨ�������Ϸ�ʽ�µ����ѽ�13.8�������Խ��ͣ���˵����Ͳʽ���۲����������ڶ̰���V�Ͳۼ���������ѡ�����ȷ������Ͳʽ���۲�����������ֱ��Ϊ13~18 mm������Ϊ20~25 mm�Ľ�������Ҳ���á�
�ο����ף�
[1] �˺���, �μ���. ��Լ���������ֲ�[M]. ����: ��е��ҵ������, 1995: 12-60.
GU Haicheng, HE Jiawen. Manual for saving metal materials[M]. Beijing: China Machine Press, 1995: 12-60.
[2] ����Ӣ, �ɸ�Ԫ, ����. ���Ƽ�����Ӧ�������е��о���Ӧ��[J]. �����ѧѧ��, 2003, 15(3): 86-90.
MA Guangying, LANG Fuyuan, GONG Jun. The investigation and application of crack technique in stress bar severing[J]. Journal of Gansu Sciences, 2003, 15(3): 86-90.
[3] ������, ������, ����, ��. V�Ͳۼ��β���������������Ӱ�����[J]. ������ͨ��ѧѧ��, 2004, 38(9): 947-950.
HUA Chunjian, ZHAO Shengdun, SONG Tao, et al. Influence of the geometric parameters of the V shaped groove on initialization of ideal crack in precision cropping[J]. Journal of Xi'an Jiaotong University, 2004, 38(9): 947-950.
[4] ������, ������, ��ΰ, ��. ������Ӧ��Ԥ��V�Ͳۼ���������ƵĿ������о�[J]. ���Թ���ѧ��, 2006, 13(5): 51-57.
ZHAO Shengdun, ZHANG Lijun, LIU Wei, et al. Feasibility investigation of ideal fracture caused by thermal stress[J]. Journal of Plasticity Engineering, 2006, 13(5): 51-57.
[5] ARUN S. Finite element modelling of fracture and damage in austenitic stainless steel in nuclear power plant[D]. Manchester: UK University, 2015: 20-30.
[6] KIM I, ZHAO Yongjian, CHOI B H, et al. Numerical analysis of asymmetric fatigue crack growth behaviors of circular notched bar specimen resulting from various geometric misalignments[J]. Engineering Fracture Mechanics, 2013, 108: 50-64.
[7] ZHAO Yongjian, KIM I, CHOI B H, et al. Variation of the fatigue lifetime with the initial notch geometry of circular notched bar specimens[J]. International Journal of Fracture, 2011, 167(1): 127-134.
[8] ������, ����ɽ, �ž�ΰ, ��. Һѹ�����͵�Ӧ�����ܶ��Ͻ�ѧʵ��ƽ̨����[J]. ʵ�鼼�������, 2020, 37(1): 91-96.
ZHANG Lijun, JIN Yongshan, ZHANG Junwei, et al. Development of hydraulic compensation type low-stress precision material cutting teaching test platform[J]. Experimental Technology and Management, 2020, 37(1): 91-96.
[9] ZHANG Lijun, CHEN Xianfeng, WANG Hanxiang, et al. Research on critical loading force in precision cropping system based on hydraulic compensation[J]. International Journal of Mechanical Sciences, 2018, 142/143: 44-50.
[10] ZHANG Lijun, ZHANG Depei, WANG Hanxiang, et al. Research on variable frequency-loading curve in precision cropping system with high-speed and centrifugal action[J]. The International Journal of Advanced Manufacturing Technology, 2018, 97(5/6/7/8): 2969-2978.
[11] ����. �����������ɿؾ��������¹��ռ������ƣ��������չ���ɵ��о�[D]. ����: ������ͨ��ѧ, 2010: 15-30.
TANG Yong. Research on a new precision cropping process with controlled radial impact of multiple cylinders and the law of low-cycle fatigue crack propagation[D]. Xi'an: Xi'an Jiaotong University, 2010: 15-30.
[12] ������. ��������ƣ�Ͷ����о���Ӧ��[D]. ֣��: ֣�ݴ�ѧ, 2008: 18-28.
DU Ruiyan. Research and application of metal bar fatigue fracture[D]. Zhengzhou: Zhengzhou University, 2008: 18-28.
[13] �����. ���ƶ˲���[M]. ����: ������ͨ��ѧ������, 2002: 40-60.
Kuang Zhenbang. Crack tip field[M]. Xi'an: Xi'an Jiaotong University Press, 2002: 40-60.
[14] ����ΰ, ��Ұ, �·�, ��. V���пڼ���������ѷ������Ӧ���б�������֤[J]. �й���е����, 2014, 25(6): 794-799.
WANG Zhenwei, TIAN Ye, CHEN Feng, et al. Principle stress rule for crack propagation direction of V notch crack tip and its application[J]. China Mechanical Engineering, 2014, 25(6): 794-799.
[15] ������, ������, ��㸻, ��. ����ʱ��ʼ����Ƶ�ʵ�ѡ��[J]. ��еǿ��, 2009, 31(3): 365-368.
ZHANG Lijun, ZHAO Yongrui, XIANG Hengfu, et al. Selection of initial excited frequency in precision cropping[J]. Journal of Mechanical Strength, 2009, 31(3): 365-368.
[16] ABAQUS/Standard. ABAQUS analysis user's manual[M]. RI: ABAQUS Inc, 2014: 36-50.
[17] ������, �ž�ΰ, ����ɽ, ��. ƫ���пڶ����������Ѻ���չ��Ӱ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2020, 51(5): 1245-1254.
ZHANG Lijun, ZHANG Junwei, JIN Yongshan, et al. Influence of eccentric incision on crack initiation and propagation of metal bars[J]. Journal of Central South University(Science and Technology), 2020, 51(5): 1245-1254.
[18] ���ȷ�, ������, �ŵ���, ��. ����XFEM�ļ��ز�������V�Ͳۼ������Ӱ�����[J]. ���Թ���ѧ��, 2018, 25(4): 254-261.
CHEN Xianfeng, ZHANG Lijun, ZHANG Depei, et al. Influence rule of loading parameters on crack initiation at the tip of V-shaped notch of bars based on XFEM[J]. Journal of Plasticity Engineering, 2018, 25(4): 254-261.
[19] ������, ������, ��. ���ϼ��β�������Ԥ�Ʊ���V�Ͳ۲۵�Ӧ������ϵ����Ӱ�����[J]. ���Թ���ѧ��, 2007, 14(1): 66-71.
ZHANG Lijun, ZHAO Shengdun, LEI Jing. Influence of the geometric parameters of slotted bar on stress concentration factor at prefabricated V-shaped groove bottom of the bar surface[J]. Journal of Plasticity Engineering, 2007, 14(1): 66-71.
[20] ZHANG L J, ZHAO S D, LEI J, et al. Investigation on the bar clamping position of a new type of precision cropping system with variable frequency vibration[J]. International Journal of Machine Tools and Manufacture, 2007, 47(7/8): 1125-1131.
[21] ֣����. ����ƣ�͵Ķ�������[M]. ����: ������ҵ��ѧ������, 1994: 22-50.
ZHENG Xiulin. Quantitative theory of metal fatigue[M]. Xi'an: Northwestern Polytechnical University Press, 1994: 22-50.
[22] ZHANG L J, ZHAO S D, HUA C J, et al. Investigation on a new type of low-stress cropping system with variable frequency vibration[J]. The International Journal of Advanced Manufacturing Technology, 2008, 36(3/4): 288-295.
[23] WANG Zhenwei, ZHAO Shengdun, YU Yating. Study on the dynamic characteristics of the low-stress vibration cropping machine[J]. Journal of Materials Processing Technology, 2007, 190(1/2/3): 89-95.
[24] ����, ������, ����ΰ. �������Ͼ��������¹��ռ�ʵ���о�[J]. �й���е����, 2010, 21(3): 359-363.
TANG Yong, ZHAO Shengdun, WANG Zhenwei. Experimental study on new precision cropping process for metal bars[J]. China Mechanical Engineering, 2010, 21(3): 359-363.
(�༭ �Կ�)
�ո����ڣ� 2020 -05 -27; �����ڣ� 2020 -08 -18
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51575532) (Project(51575532) supported by the National Natural Science Foundation of China)
ͨ�����ߣ�����������ʿ�����ڣ���ʿ����ʦ�����¿�������Դ��������ɫװ�������о���E-mail��zlj-2@163.com
���ø�ʽ�� ����, ������, �ž�ΰ, ��. ��Ͳʽ���۲������Զ̰���V�Ͳۼ�����ѵ�Ӱ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2021, 52(5): 1482-1492.
Citation: YANG Ning, ZHANG Lijun, ZHANG Junwei, et al. Influence of sleeve-type force arm compensator on crack initiation at V-shaped notch tip of short bar[J]. Journal of Central South University(Science and Technology), 2021, 52(5): 1482-1492.
ժҪ����Զ̰����ڵ�Ӧ�������м������۹��̵����⣬���һ����Ͳʽ���۲���������������չ����Ԫ��(XFEM)�о���Ͳʽ���۲����������Զ̰���V�Ͳۼ��������������λ�á����ѽǺ�����ǰ���MisesӦ����Ӱ�죬������̰������϶���������������۷������о��������������������L4��20 mmʱ��V�Ͳۼ��������������L4�������С�������ѽ���10�����ұ仯����L4��20 mmʱ���������ı仯�����н����仯���Ƚ�С�������ѽ���������Ͳ���H��V�Ͳ�Ӧ������ЧӦ��Ӱ�����ԣ���H��4 mmʱ��V�Ͳۼ��MisesӦ����H����������H��4 mmʱ��MisesӦ����H������С���г�����L3��V�Ͳ�Ӧ������ЧӦ��Ӱ�첻���ԡ�ֱ��Ϊ13~18 mm������Ϊ20~25 mm�Ķ̰��ϵ���Ͳʽ���۲������ĺ�������ΪL3=18 mm��L4=20 mm��H=4 mm�����ֲ����������ڶ̰���V�Ͳ۵ļ�����ѣ������ν�ϵ���ߣ�����ƫ��С�������ѽ����Լ�С��
[1] �˺���, �μ���. ��Լ���������ֲ�[M]. ����: ��е��ҵ������, 1995: 12-60.
[2] ����Ӣ, �ɸ�Ԫ, ����. ���Ƽ�����Ӧ�������е��о���Ӧ��[J]. �����ѧѧ��, 2003, 15(3): 86-90.
[3] ������, ������, ����, ��. V�Ͳۼ��β���������������Ӱ�����[J]. ������ͨ��ѧѧ��, 2004, 38(9): 947-950.
[4] ������, ������, ��ΰ, ��. ������Ӧ��Ԥ��V�Ͳۼ���������ƵĿ������о�[J]. ���Թ���ѧ��, 2006, 13(5): 51-57.
[8] ������, ����ɽ, �ž�ΰ, ��. Һѹ�����͵�Ӧ�����ܶ��Ͻ�ѧʵ��ƽ̨����[J]. ʵ�鼼�������, 2020, 37(1): 91-96.
[11] ����. �����������ɿؾ��������¹��ռ������ƣ��������չ���ɵ��о�[D]. ����: ������ͨ��ѧ, 2010: 15-30.
[12] ������. ��������ƣ�Ͷ����о���Ӧ��[D]. ֣��: ֣�ݴ�ѧ, 2008: 18-28.
[13] �����. ���ƶ˲���[M]. ����: ������ͨ��ѧ������, 2002: 40-60.
[14] ����ΰ, ��Ұ, �·�, ��. V���пڼ���������ѷ������Ӧ���б�������֤[J]. �й���е����, 2014, 25(6): 794-799.
[15] ������, ������, ��㸻, ��. ����ʱ��ʼ����Ƶ�ʵ�ѡ��[J]. ��еǿ��, 2009, 31(3): 365-368.
[16] ABAQUS/Standard. ABAQUS analysis user's manual[M]. RI: ABAQUS Inc, 2014: 36-50.
[21] ֣����. ����ƣ�͵Ķ�������[M]. ����: ������ҵ��ѧ������, 1994: 22-50.
[24] ����, ������, ����ΰ. �������Ͼ��������¹��ռ�ʵ���о�[J]. �й���е����, 2010, 21(3): 359-363.
