
TiNi�Ͻ�����VAR������ѧ�ɷ־����Կ��Ƽ����о�
������ɫ�����о�Ժ���ع�˾
ժ Ҫ��
�о��˲���VAR������ʽ���������Ͻ������Ĺ���, �������ϼ��������Ϲ��ա�����������, �Ż������Ƶ�ԭ�ӱ������Ͻ���������������, ���������㹤ҵ��Ҫ��ijɷ־��ȵĦ�220 mm�ϴ�����������
�ؼ��ʣ�
��ͼ����ţ� TG292
�ո����ڣ�2010-04-10
Investigation of Technology for Uniformity Control of TiNi Ingot Chemical Composition during VAR Melting
Abstract��
The technologies of TiNi alloy ingot during VAR melting, including ingredient technology, fabric technology, melting parameters to optimize out the approximate atomic ratio ingot production process of TiNi alloys were studied.��220 mm TiNi ingot was produced to meet the demands of industrialization.
Keyword��
Ti-Ni;VAR melting;chemical composition;uniformity;
Received�� 2010-04-10
�����Ͻ���һ�����͵Ķ�ܲ���, �������ص���״���䡢 ���α���Ժ����������, �������õĹ�ҵʵ�ü�ֵ�� ͬʱ, ������״����Ͻ������������������Ժ���ѧ������, Ҳ��һ�ֽ������ҽ�����﹤�̲��ϡ� ���ż��������� Ӧ�ÿ����IJ�������, �������ϵ�Ӧ���ѱ鼰���ӡ� ��е�� ��� ��Դ�� ���䡢 ������ �ҵ硢 ҽ��������������Ʒ�ȸ�������
�����о���Ҫ�Dz���VAR��������, ͨ����ԭ�����ϼ����� ԭ�ϲ��Ϲ��ա� �������������ȹ��ռ������о�, �Ż������Ƶ�ԭ�ӱ������Ͻ���������������, ���������㹤ҵ��ҵ��Ҫ��ijɷ־��ȵĦ�220 mm�ϴ�������������
1 ʵ�鷽��
���������Ͻ��йر�Ҫ��, ȷ�����Ƶ�ԭ�ӱ������Ͻ�Ļ�ѧ�ɷ�, ����ʵ��Ŀ��ֵ, ����1, �����ɷַ����ʲ����2��
���VAR������220 mm�����Ͻ��������������: �����ѡ� ����������ϡ����ϡ��缫��ѹ�ơ��缫���ӡ�һ��������������������Ʒ������ȡ�������� ���顣
�����ս��������Ͻ�������������ʵ��, ��������2����Ʒ������
2 ʵ�����
2.1 ԭ�ϵ�ѡ��ԭ�ϳɷֵ�ȷ��
ʵ��ѡ�������庣���ѳ�������1�������Ѻͽ�˾�����ɷ�99.99%�����Ϊԭ�ϡ� ԭ���ṩ�Ļ�ѧ�ɷּ�������븴�������, ƽ����ѧ�ɷּ���3, 4��
2.2 ���Ϸ�ʽ��ѡ��
��������Ժĵ绡����������, ������ѧ�ɷ־������������Ժĵ缫�����ɷֵľ�����, ����������������, ����Ҫ��֤ԭ�ϳɷ־����ԡ� ���, ������ݽ����ѡ� ��������, ����ѡ��ԭ�ϲ��Ϸ�ʽ, �ѡ� �����ϵ����Լ���5��
��1 ���Ƶ�ԭ�ӱ������Ͻ�ѧ�ɷ� (��������)
Table 1 Chemical composition of near-equiatomic TiNi alloy (%, mass fraction)
Elements |
Ti | Ni | Fe | C | N | H | O |
Content/% |
Bal. | 55.86 | ��0.05 | ��0.05 | ��0.01 | ��0.01 | ��0.05 |
��2 �����Ͻ�������ѧ�ɷַ����ʲ� (��������)
Table 2 Chemical analysis tolerance of TiNi alloy ingot (%, mass fraction)
| Elements | Ti | Ni | Fe | C | N | H | O |
Permit- error/% |
��0.2 | ��0.2 | ��0.01 | ��0.002 | ��0.004 | ��0.0005 | ��0.004 |
��3 �����ѺϽ�ѧ�ɷ� (��������)
Table 3 Chemical composition of titanium sponge (%, mass fraction)
Elements |
Ti | Fe | C | N | H | O |
Content/% |
Bal. | 0.050 | 0.010 | 0.015 | 0.001 | 0.050 |
��4 ������Ͻ�ѧ�ɷ� (%, ��������)
Table 4 Chemical composition of electrolytic nickel (%, mass fraction)
Elements |
Ni | Fe | C | N | H | O |
Content/% |
Bal. | 0.001 | 0.003 | 0.010 | 0.001 | 0.020 |
�ɱ�5�ɼ�, ������˳����, ������Ժ����������ڵ�Ž���������, ���������˶�, Ӧ�����ֲ��ڵ缫���; �������۵��, �ܶȸ�, Ӧ�����ֲ��ڵ��²㡣 ͼ1��ʾΪ���������еĵ绡���������¶ȷֲ����, �ɼ����²�Ӧ�ڵ缫����㡣 ���, ������Ӧ�ò��ڵ缫���Ϻá� �����Ѳ��ڵ缫�ڲ�Ϻá�
2.3 �������ղ�����ȷ��
2.3.1 �缫�����ٶ�
�����Ͻ�����VAR�������������ѧ�ɷֲ����ȵ�ԭ����Ҫ��: ÿ˲������۳ص�Һ�γɷֲ���һ, Ҳ����˵�Ժĵ缫ÿһ���ֳɷֲ���һ; ����Ԫ������ ���ȳɷ�ƫ���� �Ժĵ缫�ɷ־����Կɸ����ѡ� ��Ԫ�ص����Ժ�������, �Ӷ�ȷ���ɷ־�һ�� ���������Ͻ���˵, �����䱾�����۵�ϵ�, �Ժ������¶Ȳ���, �������Ԫ������ ���ɷֵ�ƫ����Ϊ��Ҫ���⡣ ���ݽᾧƫ������, ��֪����ƫ���̶ȴ�С����ƽ�����ϵ��K, KFe<1, KO>1, FeΪ��ƫ��Ԫ��, OΪ��ƫ��Ԫ�ء� OԪ�������ײ��ͱ��沿�ֵij������̲��б�����������; �������ںͺ���, FeԪ����Һ������ʱ��ϳ�ʱ, �������ĺ�ͷ���б����������� ��VAR������������, ����״̬���۳�����й�ϵ, �������۳������ؼ��IJ���
��5 �ѡ� ��Ԫ�رȽ�
Table 5 Comparison of TiNi element
| Elements | Density/ (g��cm-3) |
Magnetism | Melting point/�� |
Ti |
4.5 | No magnetism | 1680 |
Ni |
8.9 | Clockwise magnetism | 1453 |
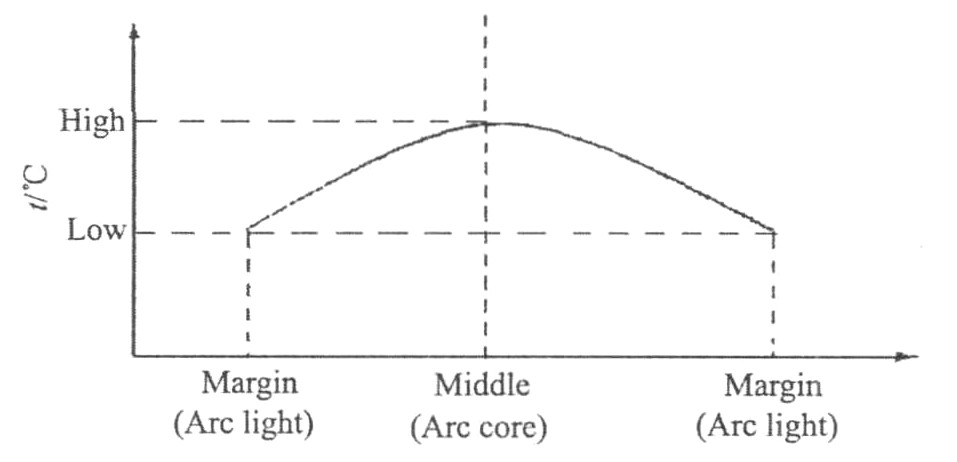
ͼ1 �绡���������¶ȷֲ�
Fig.1 Temperature distribution of arc-melting area
Ϊ�缫�����ٶȡ� �ɾ��乫ʽ:
H=5 (1-0.25D) {1-0.0015 (1+5D) �� (D/V) 2}V
ʽ��HΪ�۳����, m; DΪ����ֱ��, m; VΪҺ����������ٶ�, kg��s-1��
������ʽ, ���õ缫�ۻ��ٶ��������۳����, �Ӷ��ﵽ���������Ͻ�����ʱ��Һ���������ʡ� ����������, ���ڵ�������ļ���ЧӦ, �������������ٶȽϿ�, Ӧ�����������ٶȾ�����, Ѹ�ٽ����۳ز������ȶ�; ���������ںͺ����, Ҫ���۳���ȿ����ں��ʷ�Χ��, �������������ٶ�, ��������ֹͣ����ǰ, Ӧ���������ٶȡ� �����۳��������� ����DZ�Ⱥ��۳����, �Ӷ������������, ������Ԫ�صĸ���, ��ֹ��Ԫ��ƫ���� ���������Ͻ�����Ժ�����, ͨ���ֽο��������ٶ�, ����Ч�ط�ֹ���� ��Ԫ���������е�ƫ����
2.3.2 ����Ԥ��պ�©����
Ҫ��ø������������Ͻ�����, �������������������н�����Ԥ��պ�©���ʿ����ڹ涨�ķ�Χ�ڡ� �ϸߵ�Ԥ��տɱ�����������������״̬����������Ͻ�������Ⱦ, ���ұ�֤�������Һ��������õ���������, �Ӷ�ȷ���������⡢ ���� ��Ԫ�ؿ����ڱ��涨��Χ��, ������������Ԥ���Ӧ������p��1 Pa�� ©���ʶ��������������˵ͬ���Ǻ���Ҫ�IJ���, ���豸����������ܴ�������, ��ɱ���¯�ھ��кܸߵ���ն�, ��©���ʴ�ͻ�ʹ¯�ⲻ���п����������Ⱦ�������, ���������н�©����ȷ���ڡ�25 �� (LS) , ����Ч�ؽ�����������Ԫ�ؿ����ڱ��涨�ķ�Χ�ڡ� ��Ҫ�������ղ�������6��
3 ���������
3.1 ����������֯
�ֱ���1#����1/2, 1/4��ȴ��ͱ߲���ȡ�ͱ���Ƭ, ��10���Ŵ۲�, û�з���ұ��ȱ��, ��ͼ2 (a, a��, a��) ��
��6 ��Ҫ�������ղ���
Table 6 Major melting technology technological parameters
| Smelt time |
Crucible diameter/ mm |
Smelt speed/ (kg��min-1) |
Ingot weight/ kg |
Vacuum before melt/ Pa |
Leak rate/ (Pa��L��s-1) |
1 |
160 | 7��9 | 100 | 0.8 | 20 |
2 |
220 | 8��15 | 200 | 0.9 | 24 |

ͼ2 �����͡� �߱���֯
Fig.2 Macrostructure and microstructure of the ingot
(a) 1/2 macroscopic of thickness; (a') 1/4 macroscopic of thickness; (a��) side macroscopic; (b) 1/2 macroscopic of thickness; (b') 1/4 macroscopic of thickness; (b��) side macroscopic (a) Low macroscopic; (b) High macroscopic
�ֱ���1#����1/2, 1/4��ȴ��ͱ߲���ȡ�߱���Ƭ, �����������������и߱���֯���, û�з�������ȱ��, ��ͼ2 (b, b��, b��) �� ������������������߱���֯��Ƭ�пɿ���, ����ϸС�� ֦�����С, �ڶ����ھ����֦����ֲ��������ȡ�
3.2 �����ɷַ���
�������鷽�������������Ͻ�������������鷽��ȡ��, �����˷�����������ݷ���, �������7, 8��
��7 ��ѧ�ɷַ������
Table 7 Result of chemical analysis
Ingot No. |
Sampling location |
Chemical analysis/% |
||||||
Ti |
Ni | Fe | C | N | H | O | ||
| 1 | Up | 44.071 | 55.80 | 0.048 | 0.014 | 0.016 | 0.001 | 0.050 |
| Middle | 43.703 | 55.76 | 0.045 | 0.010 | 0.013 | 0.001 | 0.063 | |
| Down | 43.982 | 55.86 | 0.050 | 0.017 | 0.020 | 0.001 | 0.070 | |
2 |
Up | 44.081 | 55.79 | 0.047 | 0.015 | 0.016 | 0.001 | 0.050 |
| Middle | 44.094 | 55.76 | 0.044 | 0.011 | 0.014 | 0.001 | 0.067 | |
| Down | 43.955 | 55.89 | 0.050 | 0.015 | 0.020 | 0.001 | 0.069 | |
��8 ��ѧ�ɷ����ݷ���
Table 8 Date analysis of chemical
| Ingot No. |
Content/% |
|||||||
Ti |
Ni | Fe | C | N | H | O | ||
| 1 | U | 43.92 | 55.80 | 0.048 | 0.014 | 0.016 | 0.001 | 0.061 |
| R | 0.368 | 0.10 | 0.005 | 0.007 | 0.007 | 0 | 0.02 | |
| �� | 0.136 | 0.051 | 0.003 | 0.003 | 0.003 | 0 | 0.01 | |
2 |
U | 44.04 | 55.81 | 0.047 | 0.014 | 0.017 | 0.001 | 0.062 |
| R | 0.139 | 0.13 | 0.006 | 0.004 | 0.006 | 0 | 0.019 | |
| �� | 0.076 | 0.068 | 0.003 | 0.002 | 0.003 | 0 | 0.01 | |
Note: U: average value; R: range; ��: standard deviation
3.3 ����
�ӱ�7, 8��ʾ������������, ��Ԥ�����鷽����������2�������Ͻ�����, �仯ѧ�ɷ־������ڱ�1��ʾ���涨�ķ�Χ��, Ԫ�ػ�ѧ�ɷֱ�ƫ��ͼ����С, Ҳ����˵��Ԫ�زⶨ�������ɢ��Χ�Լ�ƫ���Ԫ�غ���ƽ��ֵ����С, �Ӳ��Ե����������������Ļ�ѧ�ɷֻ������Ǿ��ȵġ�
4 �� ��
1. ���ú����IJ��Ϸ�ʽ����������, �����Ʊ����ϴ���ijɷ־��ȵ�������
2. �����߱���֯����ϸС�� ֦�����С, �ڶ����ھ����֦����ֲ��������ȡ�
3. �����о���Ա�Ľ�һ���о��������TiNi����VAR�������������������Խ��и����ͻ�ơ�
�����
