

Improving wear resistance of magnesium alloy AZ91D by TiN-CrN multilayer coating
MIAO Qiang(�� ǿ)1, 2, CUI Cai-e(�ʶ�)1, PAN Jun-de (�˿���)1, ZHANG Ping-ze(��ƽ��)2
1. Research Institute of Surface Engineering, Taiyuan University of Technology, Taiyuan 030024, China;
2. School of Materials Science and Technology, Nanjing University of Aeronautics and Astronautics,
Nanjing 210016, China.
Received 28 July 2006; accepted 15 September 2006
Abstract:
Applying a novel method of arc-glow plasma depositing, a 2 ��m-thick coating with 12 sub-layers of TiN and CrN was deposited alternately on the surface of magnesium alloy AZ91D to improve its wear resistance. The wear behavior was investigated by test of ball on disc sliding. The composition and microstructure of the coating were also analyzed by means of X-ray diffraction (XRD) and glow discharge spectrum (GDS), and the morphology of TiN-CrN film was surveyed through scanning electronic microscopy (SEM) and atom force microscopy (AFM).The adhesion strength between film and matrix was evaluated by ways of stick-peeling test. The surface micro-hardness of the coating is above HK0.011 433, and the specific wear ratio of specimens coated with TiN-CrN films tested decreases greatly compared to that of the bare metal.
Key words:
arc-glow plasma depositing; magnesium alloy AZ91D; TiN-CrN multi-layer film; adhesion strength; friction coefficient; specific wear ratio;
1 Introduction
Magnesium is the lightest metallic structural material in actual utilization[1]. It also has advantages including high strength/mass ratio, excellent damping characteristics, electromagnetic shielding, good machinability, abundant in resource, being able to recycle, etc[2-4]. Nowadays, the care for brief resources and the economical use of primary energies as well as environment protection are common concerned all over the world. Considering this background, magnesium alloys are very attractive as substitute materials of ferrous metal and aluminum alloys[5].
However, some unsatisfactory characteristics of magnesium have restricted its wider use. One of the major drawbacks is the poor wear behavior that results in until yet the use of magnesium alloys is limited to static components[6]. If a new surface coating technique can be developed to improve its wear resistance, magnesium metal will find new applications in various fields.
Because of magnesium is such an active element that any tiny carelessness in process can make the surface oxidized[7]. An inferior adhesion is a common problem for coatings on magnesium using conventional processes. Since PVD hard coatings, particularly those deposited with plasma-assisted, have been successfully developed for different tribological applications, it is thought that the wear behavior of magnesium alloys can be improved strongly by those coatings[8]. However, few relevant studies have been reported[7].
In this study, a plasma-assisted PVD technique, arc-glow plasma depositing, was adopted to produce hard coatings on AZ91D. Glow discharge mainly gives a plasma etching on the surface of the parts; it also plays a role of assistant depositing. Several arc sources subsequently emit ion beams of the coating elements with high currency density and high ionizing ratio. And then the surface of the parts form deposited layer, hybrid layer and penetrated layer successively. The coatings may be either metallic or ceramic and generally robustly adhered with matrix [9-10]. Considering multi-layer coatings exhibit robust adhesion due to more interfaces[11], a coating with a dozen of TiN and CrN sub-layers was designed.
2 Experimental
2.1 Material preparation
A commercial magnesium alloy AZ91D was subjected to this study. Its chemical compositions are listed in Table 1. The preparation of the specimens included mechanical polishing and cleaning in acetone by ways of ultrasonic.
Table 1 Chemical composition of AZ91D subjected to study (mass fraction, %)
![]()
2.2 Coating
The process parameters were set according to the authors�� previous experience[12]. Before coating, a 10 min etching of Cr had been carried out by glow discharge.
2.3 Test
The composition and microstructure of the coating were analyzed by means of X-ray diffraction (XRD) and glow discharge spectrum (GDS), respectively. Morphologies of the coating surveyed by scanning electronic microscopy (SEM) and atom force microscopy (AFM).
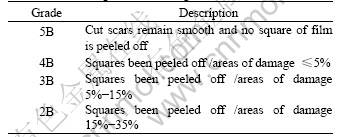
The adhesion strength between film and matrix was evaluated by experiments of sticking-peeling according to ASTM D3359-78. The method is as follows: a net of scars, 1 mm��1 mm in size for each square and arrayed in 10��10, were cut on the tested surface by a sharp knife. Then an adhesive tape was steady stuck on it. After 1 mm, was the tape torn off. Repeated the operation one more time and then checked the films if any peeling-off would take place. The standard for scoring is described in Table 2. Grade 4B is regarded as acceptable, and 5B indicates excellent adhesion.
Table 2 Adhesion grades of coating in ASTM D3359-78
Wear behavior was investigated by a dry sliding test of ball on disc mode. The test conditions are as follows. The rubbing ball with 3 mm in diameter was made of quenched AISI52100 steel. Applied load was 1 N. The sliding speed of the ball was 366.3 mm/s. Total testing time was set as 10 min.
3 Results and discussion
3.1 Composition and phase structure
Fig.1 shows the distribution curves of major elements along the distance from surface to center. Evidently, beneath the deposited film there is a penetrating layer of Ti and Cr with a depth of about 2 ��m. The existence of the penetrating layer reinforced the adhesion of outer film. XRD pattern of the TiN-CrN coating is shown in Fig.2. There are four nitrides: TiN, Ti2N, CrN and Cr2N.
Sectional morphology of the TiN-CrN coating by SEM is shown in Fig.3. The coating is composed of 12 sub-layers of TiN and CrN that were deposited alternately. Total thickness of the coating is about 2 ��m. Fig.4 shows the surface morphology of the TiN-CrN coating by AFM.
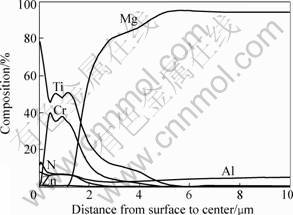
Fig.1 Composition curves of TiN-CrN coating on AZ91D by GDS
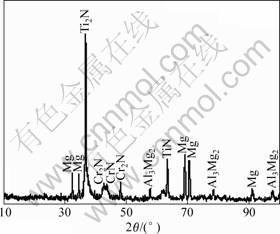
Fig. 2 XRD pattern of TiN-CrN coating on AZ91D
3.2 Adhesion strength
5 pieces of specimen were subjected to the stick-peeling test. No one had been damaged distinctly in terms of peeling-off. That is to say that the adhesion all achieved the highest grade of 5B according to ASTM D3359-78.
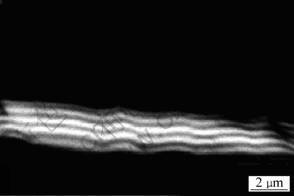
Fig.3 Sectional SEM image of TiN-CrN coating on AZ91D
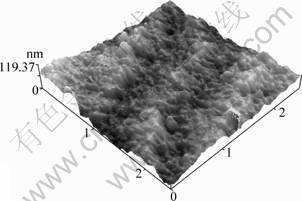
Fig.4 Surface AFM morphology of TiN-CrN coating on AZ91D
3.3 Surface hardness
The average surface hardness of TiN-CrN coating on AZ91D was HK0.011433. Such a high hardness is firmly contributes an improvement of wear resistance.
3.4 Wear behaviors
The morphologies of worn tracks are shown in Fig.5. On the worn surface of bare metal some tearing-up dots were observed, whereas that of the coated sample was relatively smooth. Comparing to the two photos, the worn track of bare metal was much wider and deeper.
Under robbing circumstance, the specific wear rate of specimen can be calculated as follows[13]:
K=Vw/(P?s)
where K is the specific wear rate, mm3/(N?m); Vw is the worn volume, mm3; P is the load, N; s is the sliding distance, m.
The specific wear ratios of specimens with different coatings as well as bare AZ91D are diagrammed in Fig.6. The advantage of TiN-CrN multi-layer coating is obvious. It can be attributed to the higher hardness of multi-layer film than that of mono-layer films, as the test results basically accorded with Hall-Patch��s equation.
3.5 Friction coefficient
Fig.7 reflects the friction coefficients as function of sliding distance for AZ91D coated with TiN-CrN multilayer as well as polished bare AZ91D. The average friction coefficient of TiN-CrN coating is about 0.08; whereas that of polished AZ91D is about 0.28. The lower friction coefficient of the specimen with multi-layer coateing is attributed to the increase of surface hardness that results in the decrease of contact area in the thorough course of sliding.
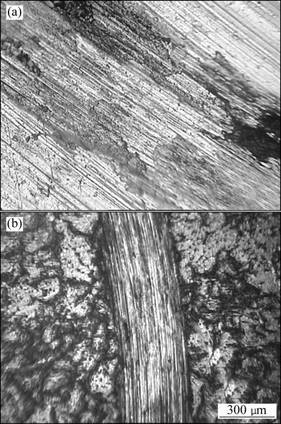
Fig.5 Morphologies of worn tracks: (a) Bare AZ91D; (b) AZ91D coated with TiN-CrN
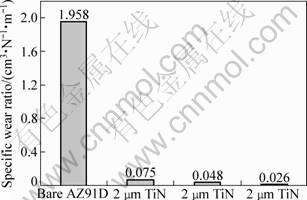
Fig.6 Specific wear ratios of AZ91D under different surface conditions
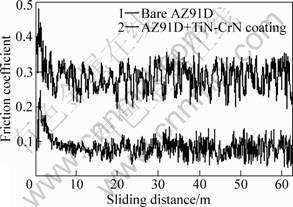
Fig. 7 Friction coefficients as function of sliding distance
4 Conclusions
Using arc-glow discharge plasma depositing process, a 2 ��m-thick TiN-CrN multi-layer coating with 12 sub-layers TiN and CrN deposited alternately had been successfully coated on the surface of magnesium alloy AZ91D. Beneath the deposited layer, there was a remarkable penetrating layer of Ti and Cr that had reinforced the adhesion between the film and the matrix. The results of wear experiments indicate that the TiN-CrN coating has efficiently improved the wear resistance of magnesium alloy AZ91D. Under the condition of dry sliding, the specimen coated with TiN-CrN multi-layer film has a lower friction coefficient than that of bare AZ91D.
References
[1] GRAY J E, LUAN B. Protective coatings on magnesium and its alloys��A critical review[J]. Journal of Alloys and Compounds, 2002, 336: 88-113.
[2] AMBAT R, AUNG N N, Zhou W, Evaluation of microstructure effects on corrosion behaviour of AZ91D magnesium alloy[J]. Corrosion Science, 2000, 42: 1433-1455.
[3] LIU Z, WANG Y, WANG Z G, Research and applications of magnesium based lighter material[J]. Transactions of Material Research, 2000, 14: 449-456.
[4] MAJUMDAR J D, CHANDRA B. R, GALUN R, et al. Laser composite surfacing of a magnesium alloy with silicon carbide[J]. Composites Science and Technology, 2003, 63: 771-778.
[5] EL-BARADIE Z M, Structure and properties of magnesium�Czinc composite alloys thermomechanically treated[J]. Materials Letters, 2003, 57: 3269-3275.
[6] MAJUMDAR J D, GALUN R, MORDIKE B L, et al. Effect of laser surface melting on corrosion and wear resistance of a commercial magnesium alloy[J]. Mater Sci Eng A, 2003, A361: 119-129.
[7] LEE M H, BAE I Y, KIM K J, MOON K M, OKI T, Formation mechanism of new corrosion resistance magnesium thin film by PVD method[J]. Surface and Coatings Technology, 2003, 169/170: 670-674.
[8] HOCHE H, SCHEERER H, PROBST D, BROSZEIT E, BERGER C. Plasma anodisation as an environmental harmless method for the corrosion protection of magnesium alloys[J]. Surface and Coatings Technology, 2003, 174/175: 1002-1007.
[9] PAN J D, FAN B H, XU Z, LI C M, HAN J H, ZHENG W N. Method And Equipment Of Surface Alloying By Arc-Glow Plasma Penetrating[P]. CN 1028546C, 1995-05-24.
[10] PAN J D, HE Q. State and developments of arc-glow plasma penetrating technology[J]. Journal of Taiyuan University of Technology, 2000, 31(5): 69-71.
[11] XU B S, MA S N, LIU S C. Rebuilding engineering for 21st century[J]. Mechanical Engineering of China, 2000, 11(1/2): 36-39.
[12] MIAO Q, CUI C E, PAN J D. Test & evaluation of the wear behavior of magnesium alloy coated with TiN by arc-added glow plasma penetrating process[A]. ISTM/2005, 6th International Symposium on Test and Measurement[C]. Beijing: International Academic Publishers, 2005: 9165-9168.
[13] HE J A, WANG Y W. Wear and Wear Resistance Material[M]. Shenyang: Northeast University Press, 2001.(in Chinese)
Foundation item: Project(20041065) supported by the Natural Science Foundation of Shanxi Province, China
Corresponding author: MIAO Qiang; Tel: +86-25-5211290489-107; E-mail: miaoqiang@nuaa.edu.cn
