
���±��: 1004-0609(2005)12-1953-07
����������ͭ˿���Ʊ������
�� �Z, ��ѩ��, л����
(�����Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ, ���� 100083)
ժ Ҫ��
�������ڷ�˿���Ʊ��˲���������ͭ˿, ��˿��������֯�۲��Լ��ߴ��ȱ�ݱ���, ����˲�ͬ��ȴ�����µĴ�ͭо˿���̹���ģ��, �������Ʊ������д��ڵ����Ⲣ�������Ӧ�Ľ�������� �������: �ڿ�������Ȼ��ȴ���̵Ĵ�ͭо˿�ڲ���֯Ϊϸ���ᾧ, ����ȴˮ������ȴ�����Ʊ��Ĵ�ͭо˿�ڲ��ľ�������˿���ȷ�������״��������; ��˿�⾶Ϊ45��m�� о˿ֱ��Ϊ25��mʱ, �⾶�ߴ粨����6%����, о˿ֱ�����С��4%; ��ԭ����������������Ʊ���������˿�ٶȡ� ��ȴ�ٶȵȹ��ղ���ƥ�䲻����ʱ, ����о˿������ڰ��ӺͰ��۵�ȱ�ݡ�
�ؼ���: ����������ͭ˿; �����Ʊ�; ���ڷ�˿��; ���� ��ͼ�����: TF124; TB333
���ױ�ʶ��: A
Preparation and characterization of
glass-coated pure copper microwire
WANG Jing, LIU Xue-feng, XIE Jian-xin
(School of Materials Science and Engineering,
University of Science and Technology Beijing, Beijing 100083, China)
Abstract: Glass-coated pure copper microwire is prepared by the melting spinning method. The microstructure of the microwire is observed while the model of solidification process of pure copper core under different cooling conditions is presented, and the size and the defects are characterized. The results show that: the microstructure of the microwires cooled by air is observed to be equiaxed grain, and the grains of pure copper core cooled by water array along the axis of the microwire orderly like the bamboo; the mean out-diameter of prepared microwire is about 45��m, and the dimension undulation being less than 6%; the diameter of pure copper core of prepared microwire is about 25��m, and the error less than 4% and some notches and grooves may be resulted from the quality problem of raw materials or the unmatched technologic parameters such as drawing speed, cooling speed and so on.
Key words: glass-coated pure copper microwire; material preparation; melting spinning method; characterization
����˿���ھ������õĵ����ԡ� �����ԡ� ��ĥ���Լ�ǿ�ȸߡ� ����ģ���ߵ��ŵ���õ�Ѹ�ٷ�չ�� ����20����70���, ��ҵ������ҾͿ�ʼͶ����������� �������ƿ�������˿�� �ҹ���20����80�������ʼ�о�, Ŀǰ��ʵ�ֽ���˿��Ʒ�ڵ��ӡ� ������ ���á� ʯ���� ұ�� ҽ�Ƶ�����Ĺ㷺Ӧ��, �羫�ܹ��˲��ϡ� �������֯��Ʒ�� ������ϡ� ��ά��ǿ���ϲ��ϡ� ��α���ϡ� ������ϵ�[1-4]��
��ͳ�Ľ���˿�Ʊ���Ҫ�������εķ�ʽ�� ���ܴ������Ͻ�, �������е����Խ������ܹ��������η��Ʊ�5~10��m��˿, Ȼ��ʵ����Ҫ��õ�ֱ��С��20��m��˿, ���ó�������Լӹ������ѶȺܴ� ��Ϊ�����Ʊ�������Ҫ�����ؽ������κ��˻���, �����ķѴ����������Ͳ���, ���ҽ���˿������Ҳ�ܵ�Ӱ�졣 �ر�������ʹ�������, ��Ҫ�Խ���˿�ı�����о�Ե������ ƾ�����м���ˮƽ, Ҫ��20��m���µĽ���˿������о���Ϳ�������dz����ѡ� ����, ��ͨ�Ľ���˿����Ϳ��ľ�Ե�������¶Ƚϵ�(һ��ֻ��100~150��), ��еǿ�ȼ���ʴ��Ҳ�Ƚϲ�, �Ѿ��������ִ���˼�������չ������[5]��
�������ڷ�˿���Ʊ�������������˿, �Ǹ����ܽ���˿�Ʊ����Ƚ�����[6-10]�� ������������˿���������ĵ�ѧ�� ��ѧ���ܺ���ʴ�� ���µ�����, ���㷺��Ӧ���ڵ��Ӽ�������[11-18]�� ���ڲ�����������˿�Ľ���о˿ֱ����С, ͨ����30��m����, �ߴ�����ԡ� ����֯��ȱ�ݶ���ʹ�����ܵ�Ӱ��ϴ� ���, �о�������������˿���Ʊ�������״�ߴ硢 ����֯��ȱ�ݵȵ����������������Ҫ�����塣
�������߲������ڷ�˿���Ʊ�����������ͭ˿, ��˿������֯�۲��Լ��ߴ��ȱ�ݱ���, �о���ͬ��ȴ�����µĴ�ͭо˿���̹���, �����Ʊ������д��ڵ����Ⲣ�о���Ӧ�Ľ������, Ϊ����������ͭ˿�����ơ� ������Ӧ���ṩ���۲ο���
1 ʵ��
1.1 ԭ��
ʵ����ѡ�õ�ԭ����Ϊ����ͭ, �۵�1083��, 20��ʱ��ƽ��������ϵ��1.65��10-7/��; ������Ϊ����貣����, �仯ѧ�ɷּ���1, �⾶�ͱں�ֱ�Ϊ10.0mm��1.0mm, ����ϵ��Ϊ32��10-7/��, ������Ϊ820�档
��1 ����貣���Ļ�ѧ�ɷ�
Table 1 Chemical compositions of borosilicate glass(mass fraction, %)

1.2 ����������ͭ˿���Ʊ�
�������ڷ�˿���Ʊ�����������ͭ˿, �����ԭ����ͼ1��ʾ�� ��ͭ����벣������, Ȼ�����ղ��������, ���ø�Ƶ��Ӧ������ʹ��ͭ�ۻ�, ͨ�����ڴ�ͭҺ������ʹ������ĩ������, �������������ڴ�ͭҺ����ʪ�Խ��ܽӴ�, ����˿�ֵ����������������IJ�����ĩ�˱����ɼ�ϸ��ëϸ��, ���ڴ�ͭҺ����ëϸ����, ������ȴ��, ��ò���������ͭ˿��

ͼ1 �����������ڷ�˿����ԭ��ʾ��ͼ
Fig.1 Schematic diagram of basic principle of glass-coated melting spinning
1.3 �ߴ��ȱ�ݵı���
ÿ��һ������Ӳ���������ͭ˿�Ͻ�ȡ����Լ3cm����Ʒ, ��XJZ-6A����ʽ�����������(�Ŵ���16��40)�¶�˿���зŴ�, ����NIKON COOLPIX995�������(����5.0)����ȡ��, ������ͬ�Ŵ���������ı����Ƭ��Ϊ����, ʹ��Image Tool�Բ���������ͭ˿�⾶�ʹ�ͭо˿ֱ�����в�������, ���Ʋ�������˿�⾶��о˿ֱ���س��ȷ���IJ������ߡ� ����˿��Ʒ�ijߴ������������С, ������ʧ, ���ʵ���в��������������ֱ���̶����ز�Ƭ�ϡ� ����, ��˿���ز�Ƭ֮��з�һ�Ű�ֽ����ǿ�Աȶ�, ����Ѱ���ӳ����۲졣
��ȱ�ݱ�������, ʵ��ѡȡ���γ��ȴ���30cm��˿, �ڽ��������½��������۲�, ���Թ۲쵽�ĸ���ȱ�ݽ��������¼��
1.4 ����֯
��Բ���������ͭ˿�ߴ�С�� �������״�ϵ��ص�, �ڶ��������֯�۲�ʱ�������·���: ��һ����������4�������ĥ�⻬, ����4�������Բ���� ��˿����Ũ��Ϊ40%�������ˮ��Һ�н���һ��ʱ��ȥ������������, ȥ���������Ĵ�ͭ˿�������Ѵ�ĥ�⻬�����������, �̶�ͭ˿������, ��Ϳ�ϱ�ϩ����, ����24h�̻����ɴﵽʹ��ǿ��, �Ƶõ�������ͼ2��ʾ�� Ȼ�����������ĥ�⡢ ����� ����˿����ߴ�ϸС, ֻ��ʹ������Ϊ1500��ɰֽĥ������, ��ÿ��10s�۲�һ��, ͭ˿һ��¶����������ֹͣ�� Ȼ������ˮ�徻, ����Ԥ�ȵ���õĽ�ʴ��(5g Fe(NO3)3+25mL HCl+75mL H2O)���н�ʴ, ����ڽ��������½�������֯�۲졣

ͼ2 ʵ�����Ʊ��Ľ���������Ƭ
Fig.2 Photo of metallographic specimen made for experiments
2 ���������
2.1 ˿�Ʊ�
ͼ3��ʾΪ���Ʊ��IJ���������ͭ˿����ۡ� ���ڲ������ڷ�˿���Ʊ�������������˿�ļ��������˲���ճ�ȸ�, ������������ϸ���ε��ص�, �������ͨ���ν���˿�����, ������������˿�����Ʊ����ռ� ˿�ߴ�ϸС, ���ҳ�Ʒ�ʸߡ� һ���Գ���˿�ߴ糤(�������ȿɴ�10km����)�� ����, ���ò����������ڷ�˿���Ʊ�������������˿ʵ���˽���˿���Ʊ��벣����Ե��İ�����һ��������ͬʱ���, �����������Ʊ�����, ��һ���Ƚ��Ľ��ճ��μ�����
2.2 �ߴ����
ͼ4��ʾΪ������������˿������ò�� �м��Ǵ�ͭо˿, �����Dz��������㡣 �Բ���������ͭ˿�⾶�ʹ�ͭо˿ֱ���ֱ���в�������Ƶijߴ�仯������ͼ5��ʾ�� ��ͼ�п��Կ���, �س��ȷ�����˿�⾶��о˿ֱ������һ���IJ���, ƽ��˿�⾶ԼΪ45��m, �ߴ粨��С��6%; о˿ƽ��ֱ��Լ25��m, �ߴ粨��С��4%��

ͼ3 ����������ͭ˿�����
Fig.3 Spool of glass-coated pure copper microwire

ͼ4 ˿����ò
Fig.4 Appearance of glass-coated pure copper microwire

ͼ5 ˿��о˿ֱ����������
Fig.5 Diametric fluctuating curves of glasscoated microwire(a) and pure copper core(b)
˿ֱ���ڳߴ��ϵIJ������������ι����и����Ŷ���ɵ�, �������ٶȡ� �۳��¶ȡ� �����ܵ��ͽ��ٶȵȡ� �����ٶ������������ڽ����¶Ƚ��ͻ�ʹ˿ֱ����С, ��֮��ᵼ��˿ֱ�����; �������ͽ��ٶȵĸı��Լ���ȴˮ��ѹ���仯�������ij������Ҳ��ʹ˿�ijߴ緢���仯�� ���, Ϊ�˻�óߴ���ȵ�˿, ���Ʊ�������Ӧ��ȷ����ÿһ�����ղ���, ʹ֮�����ȶ���
2.3 ��֯�۲�
����ʴ��Ľ�������������������ڽ��������½��й۲�, ��������֯��ͼ6��ʾ�� ����ͼ6(a)��ʾΪδ����ȴˮǿ����ȴ, �ڿ�������Ȼ��ȴ���о˿��֯��ò; ͼ6(b)��ʾΪ����ȴˮ������ȴ���о˿������ò�� ���Կ���, δ����ȴˮ��ȴ�Ĵ�ͭо˿�ڲ�����֯Ϊϸ���ᾧ�� ��ͭ˿�����������, �����������ڿ�������ȴ, ����һ�����µ����͡� ���ڽӴ���ͭҺ�������ǿ�ҵĹ���, �Ӷ����������ľ���, ����Һ��������, �ټ���˿�ߴ缫ΪϸС, ��ȴ�ٶȾͷdz���, �������ռ�Ҳ��ʱ�䳤��֦��, ����γ�ȫ�����ᾧ������֯�� �䴿ͭо˿���̹���ģ����ͼ7(a)��ʾ��

ͼ6 ��ͭо˿������֯
Fig.6 Microstructures of pure copper core
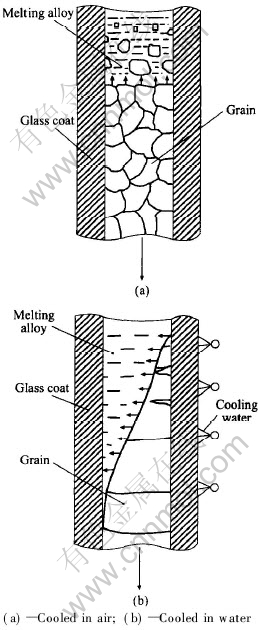
ͼ7 ˿���̵�����ģ��
Fig.7 Solidification model for pure copper core
����ȴˮ������ȴ���̵Ĵ�ͭо˿�ڲ�������֯�����״�ṹ, �����ؾ�������, ���������س��ȷ����Ų�, ���������߽��ƴ�ֱ�� ��ͼ6(b)��ʾ�Ĵ�ͭо˿����֯�ص�, �����Ʋⴿͭо˿���̹���ģ��(ͼ7(b)), ˿������ȴ������һ���ܵ�����, �¶�Ѹ���½�, ���½��벣��ëϸ���ڵ����ڽ����Ӹòಣ���������ڱڿ�ʼ�κ�, Ȼ��Ѹ������һ�������� ������ȴ�ٶȽϴ�(�ɴﵽ104~106 ��/s), ��˿�ߴ缫��ϸС, ʹ��˿�뾶�������������µľ���, �������������ֻ��һ��������
��ͼ6(b)�����Է���, ��ͭо˿���۽ṹ��Ȼ���������ɳ����״�������еľ������, ���ֲ�Ҳ����һЩϸС����, ��ЩϸС�����ֲ���ͭ˿�ı���, ��Ҫ�����ڴ�ͭ˿�ı�����ܵ�������ȴ����ɵ�[19]��
�����Ϸ������Կ���, ��ȴ������˿��֯������ҪӰ��, �й���ȴ�����ȡ� ����������롢 ��ȴˮ�¶ȡ� ���ٵȶ�˿��֯��Ӱ��, ���д��ڽ�һ�����о���
2.4 ȱ�ݷ���
�ڽ��������¶�˿���й۲�, �ᷢ�ִ�ͭо˿�������һЩ���ӡ� ����, ��ͼ8��ʾ�� ��Щ���ӺͰ��۵Ĵ���ʹ�ô�ͭо˿�Ľ���������仯, �����µ��������½�, ͬʱҲ��Ӱ��˿����ѧ����, ʹ˿�ij����½��� ��ͭо˿����ȱ�ݵ��γ��벣���ʹ�ͭ�����������кܴ��ϵ�� �Ʊ�������, ����ëϸ���ڱ����ë�̼����ǰ��ӡ� ���۲�����ֱ��ԭ�� ����, ����������ڵ����岻�ܼ�ʱ�ų�, ��˿�Ʊ������оۼ��ڲ����ʹ�ͭ�Ľ��洦, Ҳ�����²������ӺͰ��ۡ� Ϊ���ٰ��ӺͰ��۵IJ���, Ӧ������ѡ�ô��ȸߵ�ͭ��; ��������ʹ��ǰҲӦ�ý��г�����ϴ; ���Ʊ�������Ӧ��ʱ������ȴˮ�����١� �����ͽǶȵȹ��ղ���, �Խ��淴Ӧ�̶Ƚ����ʵ����ơ�

ͼ8 ��ͭо˿�ı���ȱ��
Fig.8 Defects in pure copper core
�����ڴ�ͭо˿������ڰ��ӡ� ������, ˿�л�����������һЩȱ��, ��ͼ9��ʾ�IJ����������״, ����ͼ9(a)��ͼ9(b)�в������������������Ҿ��ȵ�, ��ͭо˿�ʲ�����״; ��ͼ9(c)�в������������Ŵ�ͭо˿�IJ������������״�� ��Щȱ�ݶ�Ӧ���ڵ�����������˿��˵, �����ص�ȱ�ݡ� ������״ȱ�ݵIJ�����Ҫ�����ڹ��ղ���ƥ�䲻������ɵġ� ����˿�ٶȽ����� ��ȴ��������������Զ, �����۳��¶Ƚϵ�ʱ, ˿�ڻ�δ������ȴ���������, ������������Ѿ�����, ��о����ͭҺ��δ��ȫ���̡� �˺�о˿���ڲ�����������, �������������Ѳ��ٷ�������, �͵�������ͼ9(a)��ͼ9(b)�д�ͭо˿�IJ�����ȱ�ݡ� ������˿�ٶȽϿ����۳��¶Ƚϸ�ʱ, ����ͭҺ�ϲ�����������, ���ڹ�Һ������������ʲ�ͬ���ڴ����Ӧ��, ��ʱ��������������������³��������α�, �ƱػὫ��ͭо˿����, �γ�ͼ9(c)��ʾ����ò�� ���, ˿�Ʊ������и�������ƥ�伫����Ҫ, ��Ҫ�����Ż���

ͼ9 ��ͭо˿�IJ������벣������������״
Fig.9 Discontinuity in pure copper core(a), (b) and bamboo in glass coat(c)
ʵ��۲쵽�������������׳��ֵ�ȱ��Ϊȱ��, ��ͼ10��ʾ�� ȱ���Ǹ�ʴ�������ĵط�, �����ϴ���һ�ָ�ʴ�Ի�����ʱ, ȱ�ڻ�䵱��ʴԴ�Ľ�ɫ, ���²��Ͽ���ʴ�������½��� ��һ����, ����������ʱ, ȱ�ڴ����γ�Ӧ������, �Ӷ��������Ƶ���չ���¶��ѷ����� ȱ�ڵij��ֿ�������Ϊ�����е���������ȴʱ������γɵ�, Ҳ��������˿���κ�����ܵ���ײ��ѹ���²�����ֲ�������γɵġ� Ϊ�˱�����Щ����ķ���, Ҫ��֤�����Ĵ���, Ҫ�Բ����ܽ�����ϸ��ϴ, �����������ʻ��롣 ���ڳ�����Ʒ, Ӧ���Ʒ�װ����, ����������ܵ����ˡ�

ͼ10 ����������ȱ��
Fig.10 Flaw in glass coat
˿����һ��ȱ���Dz���������ں�������, ��ͼ11��ʾ�� ��ͭо˿������λ������˿��������λ��, ����ƫ��һ��, ���ܵİ��������, �е�����������ȫ����ס��ͭо˿(�ƶ�����)�� ���������, ��ͭо˿������¶�ڿ�����, ����������, �Ե������ܡ� ��ʴ�������Ų�����Ӱ�졣 ���������˿���Ƴ���Ȧ, ���п��ܵ��¶�·, ���ڰ�ȫ������ �����������, �ܴ�̶��������ڲ�����ĩ����ɷֲ����ȡ� ���ڼ��ӻ����ݶ����²�������������, ��˿ʱ���������ಣ��������״���IJ�ͬ, ����˰������ȵIJ�����; ����, ���η����벣���������ƫ�����˿ʱ���������IJ���ͬ, Ҳ�����γɰ������Ȳ����ȡ� ���, �Ʊ�˿ʱ�����ܵ�ѡ��Ϊ��Ҫ; ��˿ʱ��˿���뵼˿��ҲӦ��������ͬһǦ�����ϡ�

ͼ11 ����������ĺ�Ȳ�����
Fig.11 Non-uniform in thickness of glass coat
3 ����
1) �������ڷ�˿���Ʊ��˲���������ͭ˿, ˿��ƽ���⾶ԼΪ45��m, �ߴ粨��С��6%; ��ͭо˿ƽ��ֱ��Լ25��m, ����С��4%��
2) �ڿ�������Ȼ��ȴ���̵Ĵ�ͭо˿�ڲ���֯Ϊϸ���ᾧ; ����ȴˮ������ȴ�����Ʊ��Ĵ�ͭо˿�����ṹΪ�ɵ��������س��ȷ�������״�ṹ�����Ų�, ��������߽��ƴ�ֱ�� �����������ȴ�����µĴ�ͭо˿���̹���ģ�͡�
3) ˿�д��ڰ��ӡ� ���ۡ� �������� ���״�� ȱ�ںͱں���ϸȱ��, ��˿���ܵľ���һ���Խ�����һ��Ӱ��, ��ͨ���ϸ����ԭ���������ղ������Ŷ��ȴ�ʩ���Խ����
REFERENCES
[1]Squire P T, Atkinson D, Gibbs M R J, et al. Amorphous wires and their applications[J]. Journal of Magnetism and Magnetic Materials, 1994, 132: 10-21.
[2]Mohri K, Kawashima K, Kohzawa T, et al. Magneto-inductive element[J]. IEEE Trans Magn, 1993, 29: 1245-1248.
[3]Vazquez M, Gomez-Polo C, Chen D X, et al. Magnetic bistability of amorphous wires and sensor applications[J]. IEEE Trans Magn, 1994, 30: 907-912.
[4]Ϥ��ƽ, ����, �, ��. ������ά�ķ�չ��״��Ӧ��ǰ��[J]. ϡ�н��������빤��, 1998, 27(6): 317-321.
XI Zheng-ping, ZHOU Lian, LI Jian, et al. Current status of development and application of metal fibres[J]. Rare Metal Materials and Engineering, 1998, 27(6): 317-321.
[5]������. ������ά����[J]. ϡ�н��������빤��, 1994, 23(2): 7-14.
LIU Gu-tian. Metal fibers and recent advances[J]. Rare Metal Materials and Engineering, 1994, 23(2): 7-14.
[6]Larin V S, Torcunov A V, Zhukov A, et al. Preparation and properties of glass-coated microwires[J]. Journal of Magnetism and Magnetic Materials, 2002, 249: 39-45.
[7]Goto T. Fe-B and Fe-Si-B system alloy filaments produced by glass-coated melt spinning[J]. Trans Jpn Inst Met, 1980, 21: 219-225.
[8]Chiriac H, Pop G, Barariu F, et al. Magnetic behavior of amorphous wires covered by glass[J]. J Appl Phys, 1994, 75: 6949-6951.
[9]��־��, ��ѩ��, ���Զ�, ��. ������������˿�Ŀ��������Ʊ���Ӧ��[J]. ���ϵ���, 2004, 18(9): 8-11.
HU Zhi-yong, LIU Xue-feng, WANG Zi-dong, et al. Rapid solidification preparation and applications of glass-coated metal microwires[J]. Materials Review, 2004, 18(9): 8-11.
[10]л����. ���ϼӹ��¼������¹���[M]. ����: ұ��ҵ������, 2004. 26-27.
XIE Jian-xin. Advanced Processing Technologies of Materials[M]. Beijing: Metallurgical Industry Press, 2004. 26-27.
[11]Gonzalez J, Zhukova V, Zhukov A P, et al. Magnetic and structural features of glass-coated Cu-based (Co, Fe, Ni, Mn-Cu) alloy microwires[J]. Journal of Magnetism and Magnetic Materials, 2000, 221: 196-206.
[12]Del Val J J, Zhukov A, Gonzalez J. Correlation of magnetic and structural properties of glass-coated Cu-based microwires[J]. Journal of Magnetism and Magnetic Materials, 2002, 249: 126-130.
[13]Han K, Embury J D, Petrovic J J. Microstructural aspects of Cu-Ag produced by the Taylor wire method[J]. Acta Mater, 1998, 46: 4691-4699.
[14]Chiriac H, Ovari T A. Amorphous glass-coverd magnetic wires: preparation, properties, applications[J]. Progress in Materials Science, 1996, 40: 333-407.
[15]Chiriac H, Ovari T A, Pop G, et al. Amorphous glass-covered magnetic wires for sensing applications[J]. Sensors and Actuators A, 1997, 59: 243-251.
[16]Khandoginaa E N, Petelin A L. Magnetic, mechanical properties and structure of amorphous glass coated microwires[J]. Journal of Magnetism and Magnetic Materials, 2002, 249: 55-59.
[17]Manfre G, Technion S, Servi G, et al. Metal microwires spun from the melt compared with those cold drawn[J]. Wire Industry, 1975, 4: 281-286.
[18]Manfre G, Servi G, Ruffino C. Copper microwires spun from the melt[J]. Journal of Materials Science, 1974, 9: 74-80.
[19]Del Val J J, Gonzalez J, Zhukov A. Structural study of glass coated Cu-based microwires[J]. Physica B, 2001, 299: 242-250.
������Ŀ: ���ҽܳ������ѧ����������Ŀ(50125415)
�ո�����: 2005-05-08; ������: 2005-09-06
�����: �� �Z(1980-), Ů, ˶ʿ�о���
ͨѶ����: л����, ����; �绰: 010-62332254; E-mail: jxxie@mater.ustb.edu.cn
[4]Ϥ��ƽ, ����, �, ��. ������ά�ķ�չ��״��Ӧ��ǰ��[J]. ϡ�н��������빤��, 1998, 27(6): 317-321.
[5]������. ������ά����[J]. ϡ�н��������빤��, 1994, 23(2): 7-14.
[9]��־��, ��ѩ��, ���Զ�, ��. ������������˿�Ŀ��������Ʊ���Ӧ��[J]. ���ϵ���, 2004, 18(9): 8-11.
[10]л����. ���ϼӹ��¼������¹���[M]. ����: ұ��ҵ������, 2004. 26-27.
