
Trans. Nonferrous Met. Soc. China 30(2020) 160-170
Microstructure and high-temperature mechanical properties of laser beam welded TC4/TA15 dissimilar titanium alloy joints
Wei-feng XU1,2, Jun MA1,2, Yu-xuan LUO1,2, Yue-xiao FANG1,2
1. State Key Laboratory of Solidification Processing, Northwestern Polytechnical University, Xi��an 710072, China;
2. Shaanxi Key Laboratory of Friction Welding Technologies, Northwestern Polytechnical University, Xi��an 710072, China
Received 28 February 2019; accepted 26 November 2019
Abstract:
The microstructure evolution and high-temperature mechanical properties of laser beam welded TC4/TA15 dissimilar titanium alloy joints under different welding parameters were studied. The results show that the weld fusion zone of TC4/TA15 dissimilar welded joints consists of coarsened �� columnar crystals that contain mainly acicular ��' martensite. The heat affected zone is composed of the initial �� phase and the transformed �� structure, and the width of heat affected zone on the TA15 side is narrower than that on the TC4 side. With increasing temperature, the yield strength and ultimate tensile strength of the TC4/TA15 dissimilar welded joints decrease and the highest plastic deformation is obtained at 800 ��C. The tensile strength of the dissimilar joints with different welding parameters and base material satisfies the following relation (from high to low): TA15 base material > dissimilar joints > TC4 base material. The microhardness of a cross-section of the TC4/TA15 dissimilar joints reaches a maximum at the centre of the weld and is reduced globally after heat treatment, but the microhardness distribution is not changed. An elevated temperature tensile fracture of the dissimilar joints is located on the side of the TC4 base material. Necking occurs during the tensile tests and the fracture characteristics are typical when ductility is present in the material.
Key words:
laser beam welding; TC4/TA15 dissimilar joint; microstructure, high-temperature mechanical properties;
1 Introduction
Lightweight titanium alloy has broad application potential in the aviation field where the service environment is usually harsh, due to its excellent properties such as corrosion resistance and heat resistance [1-3]. TC4 titanium alloy is a typical martensite ��+�� titanium alloy that has excellent heat resistance, formability, weldability and corrosion resistance [4]. TA15 titanium alloy belongs to near �� titanium alloys with a high- aluminum equivalent, and its strength exceeds 930 MPa [5]. Its long-term working temperature can reach 500 ��C, and its instantaneous working temperature can reach 800 ��C. To meet the unusual mechanical properties required for different service conditions, structural parts made from dissimilar materials have been cost-effective and affordable choices. Laser beam welding owning to the characteristics of high welding efficiency, excellent welding quality and high production efficiency, has become the preferred welding method for manufacturing structural parts from dissimilar titanium alloys [6-8].
At present, many scholars have conducted researches on laser beam welded dissimilar material joints. Due to different physical and chemical properties of base materials, dissimilar titanium alloy laser beam welded joints have significant asymmetry and unevenness between the heat affected zone (HAZ) and the fusion zone [9,10]. LEI et al [11] reported that the microstructure and mechanical properties of laser beam welded Ti-22Al-27Nb and TC4 dissimilar joints showed significant differences on both sides. HSIEH et al [12] found that the hardness of the fusion zone in Ti-15V-3Cr-3Al-3Sn and Ti-6Al-4V dissimilar joints is susceptible to a post-weld heat treatment. Previous research [13] showed that tensile specimens of laser beam welded TC4/TA15 dissimilar joints all fracture on the side of the TA15 base material (BM) at room temperature. However, it is unknown whether the dissimilar titanium alloy joints have different connection areas that are the weakest at room temperature and elevated temperature [14]. Few studies on this subject can currently be found, thus studying the high- temperature mechanical properties of TC4/TA15 dissimilar joints is important to obtain high quality welded joints and promote the application of laser beam welding in the joining of dissimilar titanium alloys. This study was proposed to evaluate the fracture behaviour and mechanism of TC4/TA15 dissimilar joints at elevated temperatures.
2 Experimental
The butt welds investigated in this work were made with TC4 and TA15 with dimensions of 100 mm �� 200 mm �� 2.5 mm. The TC4 sheet was annealed and TA15 was in a rolled state. The nominal compositions of the two titanium alloys are given in Table 1. Before welding, the surfaces to be welded were milled, and the oil was removed by wiping with acetone. The laser processing equipment used in this test was a YLS-4000 fibre laser equipped with a rotating parabolic reflector that had a focal length of 250 mm and a focused spot of 0.33 mm. During the welding process, high purity argon gas with a purity of 99.999% was used to protect the welded joints from oxygen and nitrogen. The flow rates of protective gas on the front, back and positive side are 15, 10 and 25 L/min, respectively. To obtain high-quality joints with a good surface finish, different laser powers and welding speeds (Table 2) were adopted in this experiment.
High-temperature tensile specimens were processed using a wire cutter perpendicularly to the welding direction. The cutting surfaces were ground and polished to a smooth finish with 600# sandpaper to avoid surface stress concentration during the tensile test. The high-temperature tensile tests were carried out on an RDL-50 high-temperature electronic creep tester with a strain rate of 1��10-3 s-1 and the tensile test temperatures were 500, 600, 700 and 800 ��C, at a heating rate of 10 ��C/min. Heat treatment of the tensile test specimens was employed to study the effect of temperature on the microstructures of joints and BMs. The sample dimensions are illustrated in Fig. 1.
Table 1 Chemical compositions of TC4 and TA15 (wt.%)
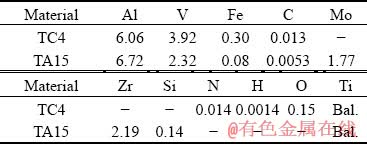
Table 2 Welding parameters of titanium alloys
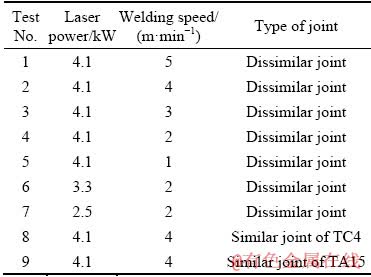
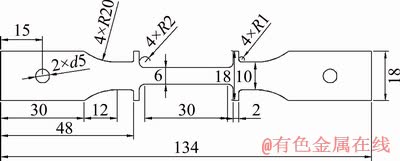
Fig. 1 Schematic diagram and sizes of tensile specimen (unit: mm)
To characterize the microstructure evolution of the joints and BMs at different welding parameters, an OLYMPUS optical microscope (OM) was used to observe the morphology of the cross-section of welds that were ground, polished and then etched by a Keller reagent. The microstructures of the TC4/TA15 joints and BMs and the fracture surfaces of the tensile samples were observed on a TESCAN VEGA3 tungsten filament scanning electron microscope (SEM) equipped with a backscatter electron probe. The microhardness of the joints was measured by a Vickers hardness tester with a test pressure of 4.9 N and a duration of 20 s. A distribution of the Vickers microhardness test points was made from the middle of thickness direction in the joints.
3 Results and discussion
3.1 Macrostructure and microstructure
The macrostructures of TC4/TA15 dissimilar joints after heat treatment at 500 ��C with laser powers of 2.5, 3.3 and 4.1 kW and a welding speed of 2 m/min are shown in Fig. 2. A full penetration of the joints obtained at different powers is all X-shaped. From Fig. 2(a) to Fig. 2(c), the widths of the upper and lower surfaces increase with increasing laser power, leading to a more pronounced X-shape. The formation of the X-shaped weld can be explained by an open keyhole mode [15]. The laser beam is reflected multiple times within the keyhole, which creates a temperature difference between the top and bottom surfaces of the molten pools. Due to the temperature difference, the surface tension between the surfaces of the two molten pools also changes; this creates a recoil pressure along the keyhole, resulting in an increase in the size of the lower molten pool. Since the reflected laser beam continuously escapes from the upper and lower halves of the weld pool, the top and bottom molten pool areas are enlarged [16,17].
The microstructure of the weld is mainly a columnar crystal whose orientation is consistent with the direction of heat dissipation. A similar phenomenon was found in the study of the microstructure of TC4 titanium alloy laser beam welded joints after a high-temperature heat treatment [18]. High heat input promotes the growth of columnar crystals under high laser power, as shown in Fig. 2. The morphologies of HAZ on both sides of the TC4/TA15 dissimilar joints are significantly different, which are different from those of the homogenous titanium alloy joints. The boundaries between the HAZ and the BM on both sides of the welds are sharp, and the TC4 side is lighter in colour since the corrosion resistance of the TC4 material is higher than that of the TA15 material. The microstructure evolution of dissimilar joints has been studied in detail in previous research [13], and it will not be discussed again here.
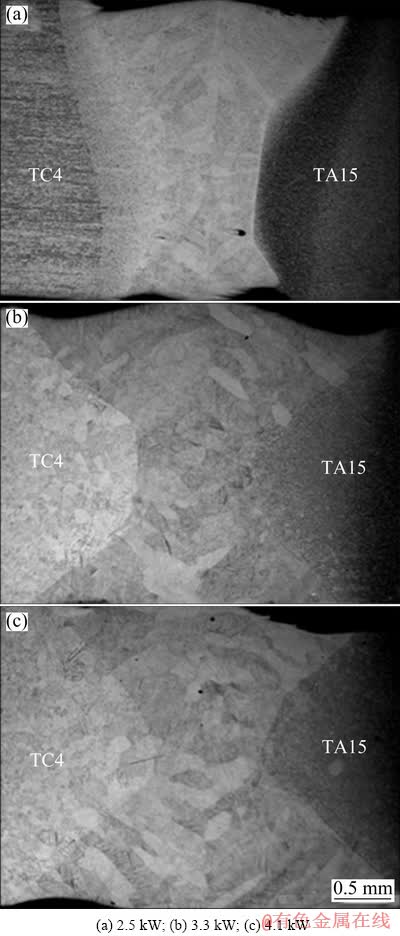
Fig. 2 Macrostructures of TC4/TA15 laser beam welded joints under different laser powers after heat treatment at 500 ��C
Figure 3 shows the microstructure observed with OM for the TC4 BM at room temperature and after heat treatment at 500 and 800 ��C. The microstructure of TC4 BM is mainly composed of an equiaxed �� phase with a �� phase distributed at the boundary. At room temperature, the size of the isometric �� phase is small, and the �� phase distribution is relatively dense. After heat treatment, the TC4 BM has the exact same tissue type, consisting of the equiaxed primary �� phase and transformed �� structure. Compared with those of the TC4 BM structure at room temperature, the size of the equiaxed �� phase increases and that of the �� phase is significantly reduced due to the precipitation of the secondary �� phase. The content of the primary �� phase decreases with increasing the heat treatment temperature, especially at temperatures close to the phase transition point [19]. After the heat treatment, there is sufficient recrystallization that occurs in the TC4 BM and the microstructure recovers (Fig. 3(c)).
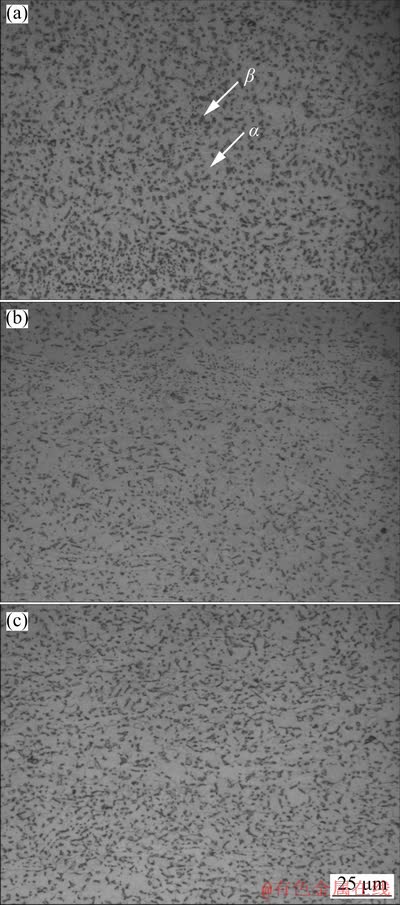
Fig. 3 Microstructures of TC4 BM at room temperature (a) and after heat treatment at 500 ��C (b) and 800 ��C (c)
The morphology of �� phase in the TA15 BM at room temperature includes coarsed equiaxed grains and strip-like grains of different lengths and thicknesses. The �� phase is mainly lamellar (Fig. 4(a)). After heat treatment, the microstructure of the TA15 BM includes the primary �� phase and transformed �� structure (Fig. 4(b)). However, the elongated deformation structure after rolling is retained, which indicates that a full recrystallization of the TA15 BM does not occur during heat treatment (Fig. 4(c)).
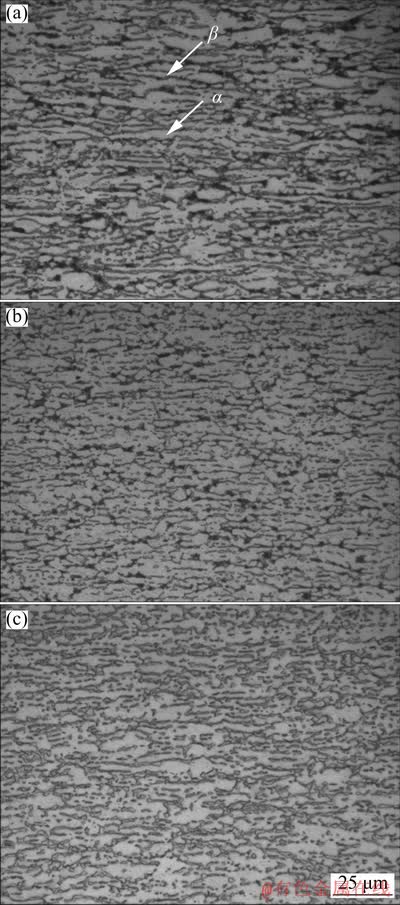
Fig. 4 Microstructures of TA15 BM at room temperature (a) and after heat treatment at 500 ��C (b) and 800 ��C (c)
3.2 Microhardness
The microhardness measured at the middle of the cross-section in the thickness direction of the weld is shown in Fig. 5. Figure 5(a) shows the microhardness of the TC4/TA15 laser beam welded joints under a welding speed of 2 m/min and a heat treatment temperature of 500 ��C. Similar characteristics are observed at different laser powers. The microhardness reaches the maximum at the centre of the weld. The maximum values of hardness are HV 415, HV 397 and HV 385 at laser powers of 2.5, 3.3 and 4.1 kW, respectively. During the welding process, the greater heat input aggravates the metal evaporation and plasma spray of the molten pool, enhancing the agitation of the molten pool; this causes a uniform distribution of the weld composition and an increasing in the size of the columnar crystal in the weld (Fig. 2) [20]. Therefore, the hardness of the weld center of the TC4/TA15 joint is low under a high laser power.
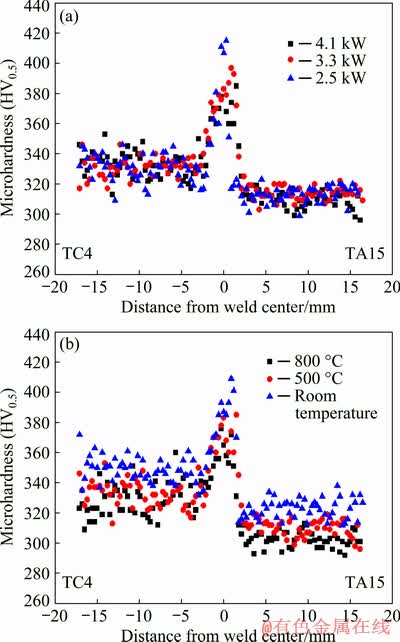
Fig. 5 Microhardness of TC4/TA15 dissimilar joints at different laser powers (a) and different temperatures (b)
Figure 5(b) shows the microhardness of the TC4/TA15 laser beam welded joints at different heat temperatures under a laser power of 4.1 kW and a welding speed of 2 m/min. The micro- hardness distribution of the joints without heat treatment and with heat treatment at 500 and 800 ��C shows similar regularity. The highest microhardness was obtained at the center of the weld and the microhardness of HAZ on the TC4 side was higher than that on the TA15 side. The microhardness of the TC4/TA15 joint decreased after heat treatment. When the heat treatment temperature was approximately 500 ��C, the microhardness of the joints decreased by HV 10, and at 800 ��C, it decreased by HV 30. This is because the microstructure of the TC4/TA15 joints was homogenized during the heat treatment and heat preservation. In addition, when the annealing temperature increases but is kept below the transformation point, the recrystallization proceeds sufficiently (Fig. 4). At the same heat treatment temperature, both the fusion zone and HAZ of the TC4/TA15 joints have higher microhardness compared with those of the BMs, which is mainly related to the distribution of the microstructure in the TC4/TA15 joint. There is a large amount of ��' martensite phase, which has higher hardness in the weld [21], so the weld has the highest microhardness. As the distance from the center of the weld increases, the amount of martensite ��' decreases continuously and the initial �� phase gradually increases, resulting in a decrease in microhardness.
3.3 High-temperature mechanical properties
The tensile flow stress of the TC4 and TA15 BMs and the dissimilar joints quickly reached peaks with increasing strain (see Fig. 6). This is because deformation strengthening is higher than softening, which is caused by a dynamic recovery at the initial stage of the high-temperature tensile test. The dislocation density decreases with the progress of dynamic recrystallization, causing the titanium alloy to soften; thus, the tensile flow stress slowly decreases until dynamic equilibrium. A high-temperature can cause more complete recrystallization, which leads to a small peak value for the flow stress.
When the tensile test temperature is constant, the peak value of the flow stress satisfies the following relation (from high to low): TA15 BM > dissimilar joint > TC4 BM. This is mainly due to the presence of a larger amount of martensite ��' in the TA15 BM compared with the TC4 BM. During the high-temperature tensile process, the dislocation motion is constrained by the harder martensite ��' in TA15, and a dislocation tangle occurs around it; this improves the ability of the alloy to resist plastic deformation. At the same time, a process of dislocation cancellation and recombination caused by a dislocation slip becomes slower, resulting in the high flow stress peak value of TA15 BM.
The tensile flow stress-strain curves of TC4/TA15 dissimilar joints with different laser powers at 700 and 800 ��C essentially coincide (Fig. 6(a)). However, at 600 ��C, the stress peak of the flow stress-strain curve with a laser power of 4.1 kW (472 MPa) is higher than that at a laser power of 2.5 kW (425 MPa). The increase of heat input widens the HAZ, which reduces the deformation energy stored in the unit deformation zone along with reducing the amount of uniform deformation, resulting in an increase in the recrystallization threshold.
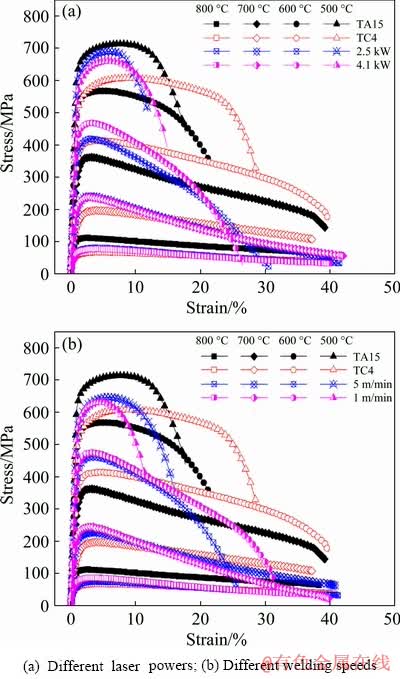
Fig. 6 Flow stress-strain curves of TC4, TA15 BMs, and TC4/TA15 dissimilar joints during high temperature tests under different welding conditions
Figure 6(b) shows the high-temperature tensile stress-strain curves of the TC4 and TA15 BMs and dissimilar joints with different welding speeds at different tensile test temperatures (500, 600, 700 and 800 ��C). It is evident from Fig. 6(b) that the flow stress-strain curves of the TC4/TA15 dissimilar joints with different welding speeds at the same tensile test temperatures (600, 700 and 800 ��C, respectively) essentially coincide. At the initial stage of plastic deformation, the two curves for both welding speeds (1 and 5 m/min) also have the same trend at 500 ��C. The flow stress curve at a low welding speed (1 m/min) first reaches the dynamic equilibrium between softening and deformation strengthening, and the elevated temperature tensile deformation enters the steady flow phase earlier. Therefore, welding speed has no obvious effect on the elevated temperature tensile flow stress of the TC4/TA15 joints.
The yield strength (YS) and ultimate tensile strength (UTS) of the TC4 and TA15 BMs and their dissimilar joints decrease with increasing temperature, as shown in Fig. 7. Moreover, as the temperature increases, the recrystallization rate increases, which makes the structures of the TC4/TA15 dissimilar joints more uniform and stable, and the deformation resistance gradually decreases. This is consistent with previous research in which the UTS of Ti40 alloy showed a significant decrease with increasing temperature when the Ti40 alloy was subjected to high temperature tensile tests at different temperatures (400, 500, 700 and 800 ��C) [22].
Both the YS and UTS satisfy the following relation (from high to low): TA15 BM > dissimilar joints > TC4 BM. When the laser power is 4.1 kW and the tensile test temperature is 500 ��C, the YS and UTS of the dissimilar joints are 568 and 663 MPa, respectively, which are lower than those of the TA15 BM (622 and 711 MPa) and higher than those of the TC4 BM (514 and 607 MPa). The fracture at elevated temperature preferentially occurs on the side of the TC4 BM. There is no obvious rule of joint efficiency with the change in laser power (Fig. 7(c)).
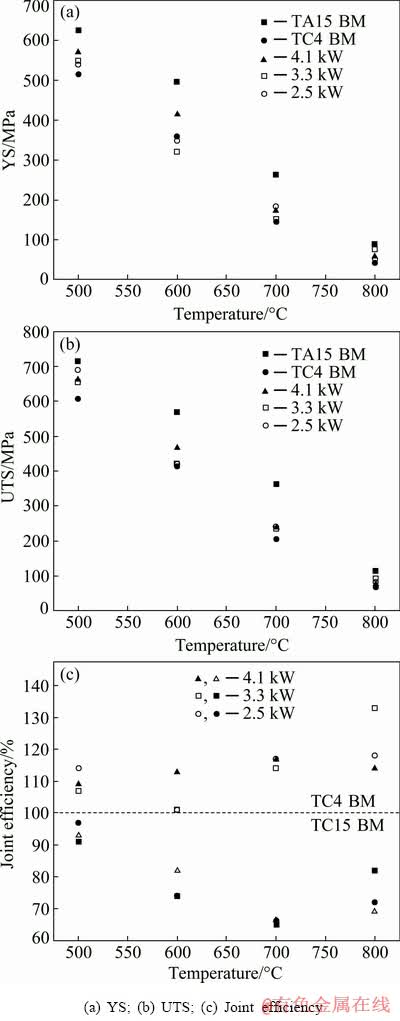
Fig. 7 Effect of tensile test temperature on TC4 and TA15 BMs and their laser beam welded dissimilar joints under different laser powers
Compared with that of the TC4 BM, the joint efficiency of the TC4/TA15 dissimilar joints is more than 100% (Fig. 8), and it shows an upward trend with an increasing tensile test temperature, reaching 125% at 800 ��C (black arrow in Fig. 8(c)). Compared with that of the TA15 BM, the joint efficiency is higher than 63% and decreases with an increasing tensile test temperature. The joint efficiencies of the TC4/TA15 dissimilar joints at different welding speeds are shown in Fig. 8(c). The joint efficiency (the ratio of joint to TA15 BM) of the dissimilar joint with a welding speed of 1 m/min is 77% which is higher than that of 5 m/min (66%). This is related to the enhanced agitation of the molten pool at low welding speed resulting in a more uniform weld microstructure and composition.
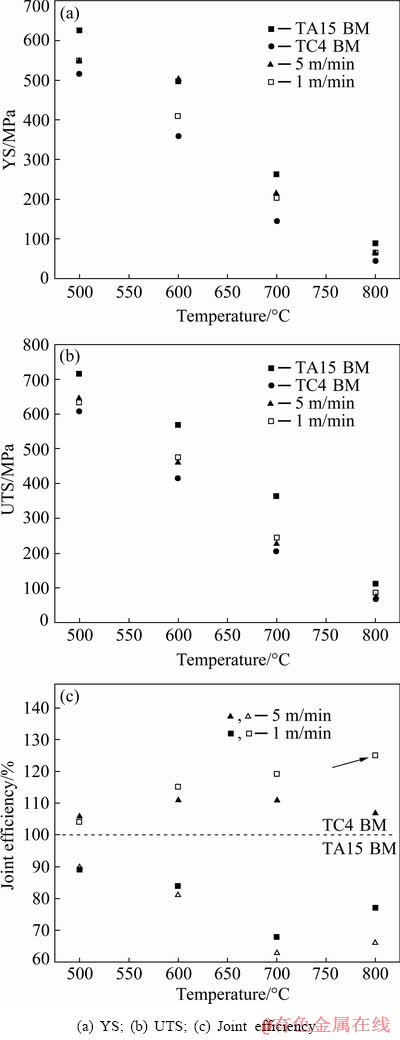
Fig. 8 Effect of tensile test temperature on TC4 and TA15 BMs and their laser beam welded dissimilar joints at different welding speeds
3.4 Fracture morphology
All specimens of the dissimilar joints in the high-temperature tensile test fracture on the TC4 BM side away from the center of the weld (Fig. 9(a)). Significant macroscopic plastic deformation and necking can be noted at higher tensile test temperatures, showing typical ductile fracture characteristics. The TC4/TC4 joint has an obvious upward and downward bulging phenomenon at 800 ��C, which is elliptical due to the macroscopic plastic deformation and necking of the BM on both sides (Fig. 9(b)). This is mainly because the martensite ��' in the fusion zone has the characteristics of high strength, high creep resistance and high-temperature endurance strength, and the hardness of the fusion zone is higher than that of the BM. The martensite ��' is difficult to plastically deform in the fusion zone compared with that in the BM during the elevated temperature tensile process, which causes the fusion zone to bulge upwards and downwards.
Compared with that of the TC4/TA15 dissimilar joint, the necking phenomenon of the TC4/TC4 homogenous joint is more discernible in the BM region, indicating that its strength is lower and that ductile fracture occurs at the initial stage of plastic deformation. During the tensile test of the TC4/TA15 joints at 800 ��C, the TC4 BM is prone to obvious plastic deformation, while the weld and the TA15 BM show no obvious macroscopic plastic deformation. Compared with that of the TA15 BM with higher elevated temperature strength, deformation mainly occurs on the side of the TC4 BM, resulting in the final fracture position being on the side of the TC4 BM.
No observable pores were found with OM and SEM for the TC4 BM at room temperature, but many pores appeared on the TC4 BM after a heat treatment at 500 ��C, while the TA15 BM did not show any pores (as shown in Fig. 10). This is because TC4 reacts with nitrogen and oxygen etc. more easily in the atmosphere to form pores than TA15 in a high-temperature environment. When the dissimilar joint is subjected to an external force during the high-temperature tensile process, the stress concentration is more likely to occur around the pores of the TC4 BM compared with that of the weld. This is because the weld is more uniform with a finer microstructure and a higher microhardness. The critical breaking strength of the material reaches earlier and microcracks are more likely to form. Meanwhile, the existence of pores reduces the effective load-bearing area of the sample and decreases the crack propagation resistance. This leads to the fracture before complete plastic deformation of the TC4 BM. Therefore, the tensile fracture of the dissimilar joint is located on the side of the TC4 BM.

Fig. 9 Macrographs of high-temperature tensile samples

Fig. 10 SEM images of BMs after heat treatment at 500 ��C
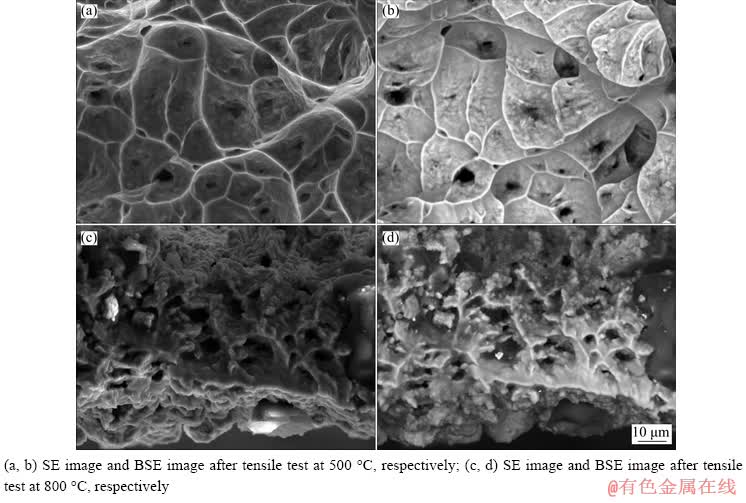
Fig. 11 SEM images of fracture surfaces of TC4/TA15 joints at laser power of 4.1 kW and welding speed of 4 m/min
Figure 11 shows the SEM images of the typical tensile fracture morphologies of the TC4/TA15 laser beam welded joints under a laser power of 4.1 kW and a welding speed of 4 m/min after different tensile test temperatures. As the tensile test temperature increases, the number of micropores decreases and those become deeper. The dimples with different sizes have sharp tearing edges at 500 ��C. The fracture morphology at 800 ��C has characteristics of a small deep dimple with good toughness and tensile fracture. All joints exhibit distinct ductile fracture characteristics.
4 Conclusions
(1) The failure of tensile specimens of TC4/TA15 laser beam welded dissimilar joints at different tensile test temperatures occurred on the side of the TC4 BM, and the microfractures showed typical ductile fracture characteristics. When temperature is raised from 500 to 800 ��C, the YS of the dissimilar joint (4.1 kW and 2 m/min) decreases from 568 to 59 MPa and the UTS decreases from 663 to 78 MPa.
(2) For different high-temperature tests, the flow stress of the TC4/TA15 laser beam welded dissimilar joint increases rapidly with an increase of the strain. The flow stress gradually decreases and becomes stable after reaching the peak value. The peak stress and steady state stress decrease as the tensile test temperature increases. The peak value of the flow stress satisfies the following relation (from high to low): TA15 BM > dissimilar joint > TC4 BM. Both YS and UTS are inversely proportional to the tensile test temperature and the elongation after fracture is directly proportional with the tensile test temperature.
(3) The microhardness of the TC4/TA15 joint cross section shows an upward trend from the BM to the weld fusion zone, achieving the highest at the center of the weld. The microhardness of the joints generally decreases after the same heat treatment in the elevated temperature tensile conditions. When the heat treatment temperature is the same, the microhardness of the dissimilar joints is in the following order (from high to low) at different laser powers: 2.5, 3.3, 4.1 kW.
References
[1] ZHU Zhi-shou, WANG Xin-nan, SHANG Guo-qiang, FEI Yue, ZHU Li-wei, LI Ming-bing, LI Jing, WANG Zhe. Research and application of new high performance titanium alloys [J]. Journal of Aeronautical Materials, 2016, 36: 7-12. (in Chinese)
[2] YANG Dong-yu, FU Yan-yan, HUI Song-xiao, YE Wen-jun, YU Yang, LIANG En-quan. Research and application of high strength and high toughness titanium alloys [J]. Chinese Journal of Rare Metals, 2011, 35: 575-580. (in Chinese)
[3] BOYER R R. Attributes, characteristics, and applications of titanium and its alloys [J]. JOM, 2010, 62: 21-24.
[4] LIU Wang-ying, LIN Yuan-hua, CHEN Yu-hai, SHI Tai-he, SINGH A. Effect of different heat treatments on microstructure and mechanical properties of Ti6Al4V titanium alloy [J]. Rare Metal Materials & Engineering, 2017, 46: 634-639.
[5] ZHAN Xiao-hong, PENG Qing-yu, WEI Yan-hong, OU Wen-min. Experimental and simulation study on the microstructure of TA15 titanium alloy laser beam welded joints [J]. Optics & Laser Technology, 2017, 94: 279-289.
[6] GAO Xiao-long, ZHANG Lin-jie, LIU Jing, ZHANG Jian-xun. A comparative study of pulsed Nd:YAG laser welding and TIG welding of thin Ti6Al4V titanium alloy plate [J]. Materials Science and Engineering A, 2013, 559: 14-21.
[7] CAMPANELLI S L, CASALINO G, MORTELLO M, ANGELASTRO A, LUDOVICO A D. Microstructural characteristics and mechanical properties of Ti6Al4V alloy fiber laser welds [J]. Procedia CIRP, 2015, 33: 428-433.
[8] BAQER Y M, RAMESH S, YUSOF F, MANLADAN S M. Challenges and advances in laser welding of dissimilar light alloys: Al/Mg, Al/Ti, and Mg/Ti alloys [J]. The International Journal of Advanced Manufacturing Technology, 2018, 95: 4353-4369.
[9] LIANG Rong, LUO Yu. Study on weld pool behaviors and ripple formation in dissimilar welding under pulsed laser [J]. Optics & Laser Technology, 2017, 93: 1-8.
[10] TORKAMANY M J, GHAINI F M, POURSALEHI R. An insight to the mechanism of weld penetration in dissimilar pulsed laser welding of niobium and Ti-6Al-4V [J]. Optics & Laser Technology, 2016, 79: 100-107.
[11] LEI Zheng-long, DONG Zhi-jun, CHEN Yan-bin, HUANG Lei, ZHU Rui-can. Microstructure and mechanical properties of laser welded Ti-22Al-27Nb/TC4 dissimilar alloys [J]. Materials Science and Engineering A, 2013, 559: 909-916.
[12] HSIEH C T, SHIUE R K, HUANG R T, TSAY L W. The effect of post-weld heat treatment on the microstructure and notched tensile fracture of Ti-15V-3Cr-3Al-3Sn to Ti-6Al-4V dissimilar laser welds [J]. Materials Science and Engineering A, 2016, 653: 139-146.
[13] XU Wei-feng, ZHANG Zhen-lin. Microstructure and mechanical properties of laser beam welded TC4/TA15 dissimilar joints [J]. Transactions of Nonferrous Metals Society of China, 2016, 26: 3135-3146.
[14] LI Da-long, HU Sheng-sun, SHEN Jun-qi, ZHANG Hao, BU Xiao-zheng. Microstructure and mechanical properties of laser-welded Joints of Ti-22Al-25Nb/TA15 dissimilar titanium alloys [J]. Journal of Materials Engineering & Performance, 2016, 25: 1880-1888.
[15] KRASNOPEROV M Y, PIETERS R R G M, RICHARDSON I M. Weld pool geometry during keyhole laser welding of thin steel sheets [J]. Science and Technology of Welding and Joining, 2004, 9: 501-506.
[16] GAO Xiao-long, ZHANG Lin-jie, LIU Jing, ZHANG Jian-xun. Effects of weld cross-section profiles and microstructure on properties of pulsed Nd:YAG laser welding of Ti6Al4V sheet [J]. The International Journal of Advanced Manufacturing Technology, 2014, 72: 895-903.
[17] KUMAR P, SINHA A N. Effect of heat input in pulsed Nd:YAG laser welding of titanium alloy (Ti6Al4V) on microstructure and mechanical properties [J]. Welding in the World, 2019, 63: 673-689.
[18] LIU Jing, GAO Xiao-long, ZHANG Lin-jie, ZHANG Jian-xun. A study of fatigue damage evolution on pulsed Nd:YAG Ti6Al4V laser welded joints [J]. Engineering Fracture Mechanics, 2014, 117: 84-93.
[19] PATIL S, KEKADE S, PHAPALE K, JADHAV S, POWER A, SUPARE A, SINHG D R. Effect of �� and �� phase volume fraction on machining characteristics of titanium alloy Ti6Al4V [J]. Procedia Manufacturing, 2016, 6: 63-70.
[20] SOHAIL M, HAN S W, NA S J, GUMENYUK A, RETHMEIER M. Characteristics of weld pool behavior in laser welding with various power inputs [J]. Welding in the World, 2014, 58: 269-277.
[21] AKMAN E, DEMIR A, CANEL T, SINMAZCELIK T. Laser welding of Ti6Al4V titanium alloys [J]. Journal of Materials Processing Technology, 2009, 209: 3705-3713.
[22] SHU Ying, HUANG Zhang-hong, PENG Wen-wen, ZENG Wei-dong, ZHAO Yong-qing. High temperature tensile mechanical properties and fracture behavior of as-cast Ti40 burn resistant titanium alloy [J]. Materials Review, 2014, 28: 84-87. (in Chinese).
TC4/TA15�����ѺϽ⺸���������֯������ѧ����
����1,2���� ��1,2��������1,2��������1,2
1. ������ҵ��ѧ ���̼��������ص�ʵ���ң����� 710072��
2. ������ҵ��ѧ ����ʡĦ�����ӹ��̼����ص�ʵ���ң����� 710072
ժ Ҫ���о���ͬ���ӹ��ղ���������TC4/TA15�����ѺϽ⺸�ӽ�ͷ������֯������ѧ���ܡ����������TC4/TA15���ּ��⺸�����ۺ����ɺ���״��'������Ĵֻ�����״����ɣ���Ӱ������Ҫ�ɳ�ʼ����ͦ�ת������ɣ�TA15����Ӱ�����Ŀ���խ��TC4����Ӱ�����Ŀ��ȡ�TC4/TA15���ֽ�ͷ������ǿ�ȺͿ���ǿ�����¶ȵ����߶����ͣ���������ǿ�ȴӸߵ��͵�˳��ΪTA15ĸ��>���ֽ�ͷ>TC4ĸ�ģ�800 ��Cʱ���Ա��γ̶���ߡ�TC4/TA15���ֽ�ͷ�����������Ӳ��λ�ں������ģ��ȴ������ͷ����Ӳ�����彵�ͣ���Ӳ�ȷֲ�����δ�����ı䡣���ֽ�ͷ�ĸ���������Ѿ�������TC4ĸ�IJ࣬������������з������Ծ������۶Ͽڳ������Զ���������
�ؼ��ʣ����⺸��TC4/TA15�ѺϽ����ֽ�ͷ������֯��������ѧ����
(Edited by Wei-ping CHEN)
Foundation item: Project (51405392) supported by the National Natural Science Foundation of China; Project (2019T120954) supported by the China Postdoctoral Science Foundation; Project (2018BSHQYXMZZ31) supported by the Shaanxi Provincial Postdoctoral Science Foundation, China; Project (3102019MS0404) supported by the Fundamental Research Funds for the Central Universities, China
Corresponding author: Wei-feng XU; Tel/Fax: +86-29-88492624; E-mail: xwf1982@nwpu.edu.cn
DOI: 10.1016/S1003-6326(19)65188-5
Abstract: The microstructure evolution and high-temperature mechanical properties of laser beam welded TC4/TA15 dissimilar titanium alloy joints under different welding parameters were studied. The results show that the weld fusion zone of TC4/TA15 dissimilar welded joints consists of coarsened �� columnar crystals that contain mainly acicular ��' martensite. The heat affected zone is composed of the initial �� phase and the transformed �� structure, and the width of heat affected zone on the TA15 side is narrower than that on the TC4 side. With increasing temperature, the yield strength and ultimate tensile strength of the TC4/TA15 dissimilar welded joints decrease and the highest plastic deformation is obtained at 800 ��C. The tensile strength of the dissimilar joints with different welding parameters and base material satisfies the following relation (from high to low): TA15 base material > dissimilar joints > TC4 base material. The microhardness of a cross-section of the TC4/TA15 dissimilar joints reaches a maximum at the centre of the weld and is reduced globally after heat treatment, but the microhardness distribution is not changed. An elevated temperature tensile fracture of the dissimilar joints is located on the side of the TC4 base material. Necking occurs during the tensile tests and the fracture characteristics are typical when ductility is present in the material.
