
���±�ţ�1004-0609(2007)06-0841-11
�ۻ������������о���״��չ��
ղ���࣬��ԪԪ����άƽ
(����������ѧ ��е����ѧԺ������ 510640)
ժ Ҫ��
�Բ����ۻ����������Ʊ���ϸ����֯�ļ���������ϸ���������������ۻ�����������ԭ����ARB���ϵ���֯����ѧ��������������ARB���ι����еļ��б��Ρ�����ϸ�����ƺ�ǿ�����ƽ��з���������ARB���������Ʊ���ߴ�ij�ϸ����֯���ϣ������¿���ǿ��ͨ���ȴ־����ϵĸ�2~4����ARB���ϵ�ǿ��Դ�ھ���ϸ����λ��ǿ�����ڴ��������ʱ�γɵ��ȶ�����֯�������������Ĥ�Լ�����ԭ�м�������ǿ�����Ա�������µ���������ɢ�ֲ���������ARB��������Խ�ԣ��������Ʊ���ϸ�����������Ӧ�ý�����չ����
�ؼ��ʣ�
�ۻ���������ϸ���������Ա���������֯����ѧ������
��ͼ����ţ�TG 142.1���� ���ױ�ʶ�룺A
Status and expectation of research on accumulative roll-bonding
ZHAN Mei-yan, LI Yuan-yuan, CHEN Wei-ping
(School of Mechanical Engineering, South China University of Technology, Guangzhou 510640, China)
Abstract: The process of accumulative roll-bonding was reviewed. The principle of ARB, the ARB processed microstructure and mechanical properties were described in detail. The shear strain, mechanism of grain refining and strengthening were analyzed. Large size materials with ultrafine grains can be achieved easily by ARB process, whose tensile strength is usually 2?4 times compared with those of coarse grain materials. The strengthening can be attributed to the ultrafine grains, dislocation and texture developed during ARB process, as well as the dispersed oxide films and inclusions on the surfaces by repetition. According to its advantages on the manufacture of high-strength bulk materials at a high level of productivity, ARB is a promising process in preparing materials with UFG microstructure.
Key words: accumulative roll-bonding; ultrafine grains; severe plastic deformation; microstructure; mechanical properties
1 �����Ա��ι����Ʊ���ϸ����֯
�����������������ͳ�ϸ��/�����ļӹ����ա���֯�����ܵ��о��ܵ��㷺��ע��ͨ����Ϊ�����ľ����ߴ緶ΧΪd<100 nm[1]����ϸ��(Ultrafine grains��UFG)�ľ����ߴ緶ΧΪ100 nm
![]()
ʽ�� dΪ������ƽ��ֱ������0Ϊ����ǿ����ʽ�����kΪ�����������ߴ�Բ�������Ӧ����Ӱ����ͼ1��ʾ[7]��
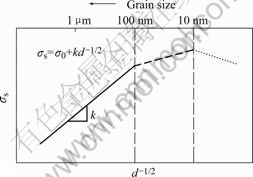
ͼ1 �����ߴ�Բ�������Ӧ����Ӱ��
Fig.1 Effect of grain size on flow stress of materials
�Ʊ������ͳ�ϸ���ķ�����Ҫ����������[1]��1) Top-down���գ�ּ��ϸ��������֯���ϵľ�����2) Bottom-up���գ�ּ�ڴ�ԭ�Ӻͷ��ӵĻ����Ϻϳ�ϸС�ľ�����֯��ͨ���Ʊ�UFG��֯�ķ�����[6]����������(Rapid solidification)���������(Vapor deposition)����е�Ͻ�(Mechanical alloying)�����½�������(Cryogenic metal forming)�;����Ա���(Severe plastic deformation, SPD)�ȣ����о����Ա��α���Ϊ�����ڹ�ҵ������[8]����20�����������˼���SPD�������Ʊ�����UFG��֯�Ŀ�ĺͰ��[5, 9?13]�����ͨ����ѹ(Equal-channel angular extrusion/pressing��ECAE/P)����ѹŤת(High-pressure torsion��HPT)�Ͷ���ѹ��/����(Multi-axial compressions/forging��MAC/F)�ȼ��������Ʊ�������ϵ�UFG��֯���ۻ�����(Accumulative roll-bonding, ARB)���������б���(Conshearing process)�ȼ��������Ʊ�����UFG��֯�İ���ġ�ͨ���������ϵľ���ϸ����Ҫ��ͨ����ͳ�����Ա��μӹ��������˻���(�����ٽᾧ�;�������)����õģ����ֳ��湤�����Ʊ��IJ��ϵľ����ߴ���СԼΪ10 ��m���ڴ�ͳ�Ľ������Ա��ι����У������ƹ��գ���ҵ�ϴ�ͳ�����ӹ����ܴﵽ����Ӧ����ԼΪ60%~80�����൱��von Mises ��ЧӦ���vm=1.06~1.86����ЧӦ���vm>4�����ֻ�������Ʋ���ʱ���ܻ�á���Դ�ͳ�����Ա��ι��ն��ԣ�SPD�������Ŀ���ڱ��ι����б������ϵ����λ������䣬�Ӷ��ɴﵽ��Ӧ�䲻�ܲ������ε�Ӱ�졣�����SPD����ʵ������һ��ѭ���ı��ι��̣���ͨ�����б���·���ı仯��
2 �ۻ���������ԭ��
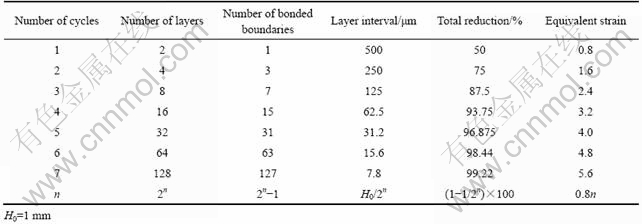
�ۻ����������������ձ�Saito��[6]��1999������������ģ��乤��ԭ����ͼ2��ʾ���ۻ������ǽ����������֬���ӹ�Ӳ���ȴ�����ijߴ���ȵ�����������������һ���¶��µ�����ʹ���Զ����ϣ�Ȼ���ظ�������ͬ�Ĺ��շ����������ϣ��Ӷ�ʹ���ϵ���֯�õ�ϸ����������ֲ����ȣ��������߲��ϵ���ѧ���ܡ��������Ʊ����������Ƶ����Ա��ι��գ�Ȼ�����Ų��Ϻ�ȵļ�С�����ϵ���Ӧ�����ܵ����ơ����ۻ����������У����Ͽ��Է������ƣ��ۻ�Ӧ����Դﵽ�ϴ�ֵ�����������ܻ�úܴ��ѹ������ͻ���˴�ͳ����ѹ���������ƣ����������Ʊ�������ij�ϸ���������ϣ����ARB���ձ���Ϊ�Ǿ���ι�����Ωһ��ϣ���ܹ�ҵ��������鳬ϸ���������ϵķ�����ARB�����в��ϵļ��α仯���1����[2]��
��1 ARB���չ����в��ϵļ��α仯
Table 1 Geometrical change of materials during ARB
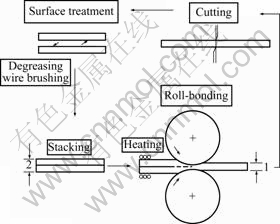
ͼ2 �ۻ���������ԭ��[6]
Fig.2 Schematic diagram of accumulative roll-bonding (ARB) process
ARB�ѱ��ɹ�Ӧ���ڴ��������Ͻ����϶�� (Interstitial free, IF)�������ı���þ�Ͻ�[1,14-18] ������ARB���Ͻ��������(1100)��Al-Mn(3003)��Al-Mg(5083)��Al-Mg-Si(6061)��Al-Fe-Si(8011)��Al-Cu�Ͻ�(Al-2Cu)���������ϲ��ϡ�
3 �ۻ��������ϵ���֯������
3.1 ��֯����
�о�����[19]��ͨ��SPD�������Ʊ�����С�����ߴ�Ϊ���ijߴ�ˮƽ��SPD�ĵ�ЧӦ�����4�Ժ���Ի��UFG��֯�������ߴ�С��1 ��m[20]�������¶�Խ�ͣ������ߴ�ԽС��ͬʱ���Ͳ���ܲ����Լ������о����谭�ظ����̷�����Ԫ�أ�����SPD���εľ���Ҳ���С���Ծ����Ա����¶��뾧���ߴ���о�����[4]���ڱ����¶�С��0.4Tmʱ(TmΪ���β��ϵ��۵㣬K)�������Ʊ���������֯�����Ʊ������ı����¶ȱ���С��0.2Tm����������Ͻ���С��0.2Tm����ʱ�ᷢ�����ѡ������Ա����¶��뾧���ߴ�Ĺ�ϵ��ͼ3��ʾ[4]��
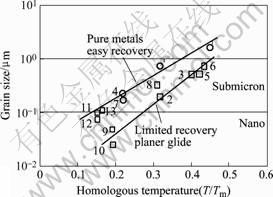
ͼ3 SPD�Ʊ����ϵľ����ߴ�������¶�[4]
Fig.3 Grain sizes measured in severely deformed alloys processed by ECAE, ARB and SPTS plotted against homologous temperature: ECAE: (1) Al; (2) Al-3%Mg; (3) IF steel; (4) Cu; ARB: (5) I F steel; HPT: (6) Zn-22Al; (7) Cu; (8) Mg; (9) and (10) AlNi3; (11) Fe; (12) Ti; (13) Ni
���Ͻ�������ϵ�ARB��ϸ����֯ͨ���ʰ���״��֯��������������������Ե�����״�����͵�ARB��֯��ͼ4��ʾ[21]��ARB����������ϸ��������֯����ԭʼ����Ϊ23 ��m��IF����ARB�����¶�Ϊ500 �桢��ЧӦ���vm=4.0ʱ�������ߴ�Ϊ210 nm��700 nm������״��UFG�д���λ�����Ǿ��磬�����UFG��֯����ǶȾ�������Χ[22]��Al-Fe-Mn-Si (AA8006) ԭʼ�����ߴ�Ϊ16 ��m����ARB�����¶�Ϊ200 �棬��ЧӦ���vm=2.4ʱ�������ߴ�Ϊ0.4~0.8 ��m���˺�ϸ��������[15]��TEM��֯�۲�������Ǿ����ڵ�λ���ܶ�������ARB�����м���û�б仯��1100Al��ԭʼ�����ߴ�37 ��m����200 ���±��Σ�ARB��֯���ֱ�Ƭ״������=6.4ʱ����Ƭ��֯�ijߴ�ԼΪ240 nm��820 nm[8]������vm=1.6ʱ����֯Ϊ��ǶȾ���(����15?)��С�ǶȾ���(С��15?)��ͬ��ɣ�����vm����ʱ����Ҫ�Ǵ�ǶȾ��硣6061Al�������½���ARB���Σ�ԭʼ�����ߴ�25 ��m[23]��ARB3�ͳ�����UFG��֯������λ���ܶȺܵͣ�UFG�ı�����ARB���ε����Ӷ����ӣ���6���κ�UFG��֯�ijߴ�Ϊ500 nm���ң���8���κ�UFG��֯�ijߴ�Ϊ300 nm������TEM�۲������������֯��UFG���������������������ɡ���������Դ��ARB����֮ǰ�����γɵ������ﱡ��[24]��
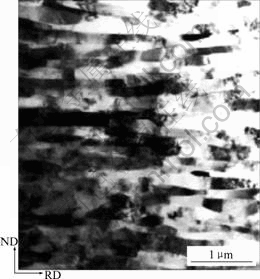
ͼ4 1100Al����4����ARB���κ������֯
Fig.4 Microstructure of 1100Al sheet ARB process four cycles
����þ�Ͻ�ARB���ռ���֯���о����٣���AZ31��AZ91�Ͻ���400 �����ARB��������ʼ�����ֱ�Ϊ38��23 ��m���������[1]��AZ31����ARB1�����ʵ��ᾧ״�������ߴ�Ϊ4 ��m���˺��ȶ���3 ��m���ң�AZ91����1���κ����ߴ�С��1 ��m���˺����ߴ����Ȼ�������4������ARB���κ��AZ31��AZ91��֯��ͼ5��ʾ[1]��

ͼ5 ����4������ARB���κ�AZ31��AZ91������֯
Fig.5 Microstructures of AZ31 (a) and AZ91 (b) alloys processed by accumulative roll bonding after 4 cycles
�����о�������1) ���Ͻ�������ϵ�ARB��֯ͨ���ʰ���״��֯��þ�Ͻ��ARB��֯�ʵ��ᾧ״������������þ�Ͻ������ٽᾧ��2) ����ϸ����Ҫ������ǰ�漸���Σ�������ߴ�仯����������С���������ӣ�3) ARB�������յľ�����Сȡ����Ӧ����ۻ��̶ȣ����ܵ���̬�ظ������׳̶ȡ��ӹ��¶Ⱥ���ɢ�̶ȵ�Ӱ�졣��1100Al��5083 Al-Mg��IF����7����ARB�����ߴ�ֱ�Ϊ670��280��420 nm[24]��ͨ�����ٽᾧ�¶��½��д����Ա��β���û���м��˻𣬿����Ʊ�UFG��֯��4) ���ӵڶ�������谭UFG��֯��������
3.2 ȡ�����֯��
ARB���ι�����Ӧ������֯ȡ���Ĺ�ϵ��ͼ6��ʾ[8]����ͼ6�ɿ�����������ӣ�ȡ����ڦ�vm=3.2ʱ�ﵽ����ֵ36?���볣��������֯�Ƚϣ�ARB��֯��֮���������ԣ����ڴ�Ӧ��ʱ�γɱ�Ƭ״��֯����Ƭ״��֯�IJ�����ŵ����Ӷ��½�������ȡ�����Ӧ��ı仯��ͼ7��ʾ[8]����ͼ7�ɼ���ARB���ռ�������֯���ݱ���̣��ɹ�����ARB�����У��ڰ��������˴�ļ��б��Ρ�
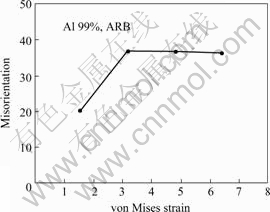
ͼ6 ��״��֯��ȡ�����Ӧ��Ĺ�ϵ
Fig.6 Relationship between mean misorientation angle across lamellar boundaries and strain
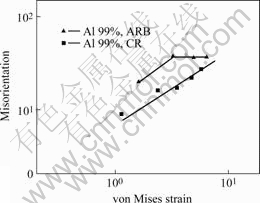
ͼ7 ARB �����������IJ�״��֯��ȡ�����Ӧ���ϵ�ıȽ�
Fig.7 Comparison of misorientation across lamellar boundaries formed in ARB processed Al and in conventionally cold-rolled Al and strain
��ͳ�������ڴ�Ӧ��ʱ���е��͵�����֯����������ķ����˾��ȵ����Ʊ��Ρ���ARB��ĵļ�ͼ���Ա���[8]����ʹ����Ϊ3.2��6.4ʱ��֯����Ȼ���������������ڴ�ļ��б��λ�ı们�Ʒ�ʽ�����ڴ���ARB��֯�о����������Ʒ����֯����������[8]��Saito��[25]�Դ����ۻ�������֯�ݱ���о����������ܾ������ҵ����Ա��Σ���ARB��ĵ�֯�����������⣬ARB�����ڴα����֯���ͺ�����ĵ�֯����ȫ��ͬ���α���Ϊ���͵ļ���֯������������IJ�λ������֯�����ƣ��ɹ�����ARB�����еļ��б���[22]��ARB������û���κ�����ʱ�������ƽ���������֮��ϴ��Ħ�������ڰ�ĵĺ�����������ļ��б��Ρ����IJ�λ��֯���봫ͳ���Ƶ�֯�����ƣ������ڵ����IJ�λ����һ�����еı���λ�ã�˵���������֯���ڴ�ͳ�����������ױ��ƻ���
3.3 ��ѧ����
3.3.1 ����ǿ��
ijЩ��������ARB���κ����֯���������2����[2, 6]���ɱ�2�ɼ�����������ARB���κ���֯ϸС���е�����Ϊ�������ϵ͵��¶��µı�����֯��ϸС��ARB���ϵ�ǿ�ȱȳ�����ϸ�2~4����1100Al ��6060Al��ARB���ι�������ѧ�������ЧӦ��ı仯(��ͼ8)[23]����ͼ8�ɼ���ARB���ϵ�ǿ����Ӧ������Ӷ����ӡ���200 ���¾���6����ARB���Σ�1100Al�Ŀ���ǿ����80 MPa���ӵ�300 MPa�����2.75��[25]��ͨ����ҵ�ṹ�������ϵ���Сƽ�������ߴ�ԼΪ10 ��m[20]��С��1 ��m��UFG��֯�IJ��Ͽ��ܻ������������ܣ���ߵ�ǿ�ȡ����ԺͿ�ƣ�����ܡ�ʵ���ϣ�SPD�����Ʊ���UFG����ͨ���ȴ־����ϵ�ǿ�ȸ�2~4����
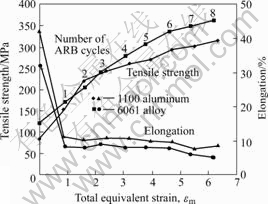
ͼ8 1100Al��6061Al��ѧ������ARBӦ�����ı仯����
Fig.8 Change curves of mechanical properties of 1100Al and 6061Al alloys with total equivalent strain in ARB process
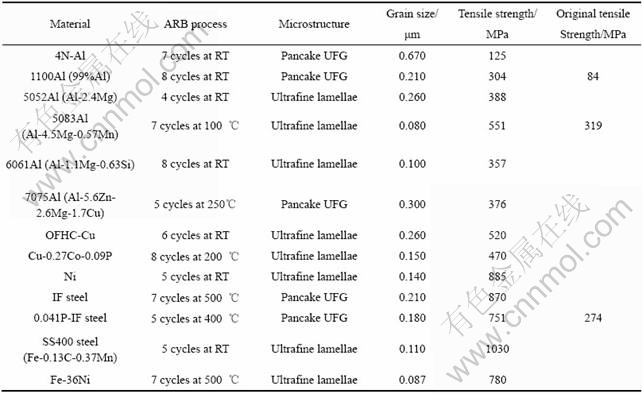
��2 ���ֲ��Ͼ���ARB���κ����֯����������
Table 2 Microstructure, grain size and tensile strength of various kinds of metals and alloys ARB processed
3.3.2 �쳤��
ARB���ϵ��쳤���ڵ�һ���κ��½����˺�������ֲ��䡣��1100Al��ARB�����쳤����50���½���8��[25]�����������Ա��κ��ϵ���֯�ͽṹ�ᷢ�����Եı仯�������ڲ����ָ����α��ǽṹ��λ���ܶȻ��������ӣ��������ּӹ�Ӳ���������Dz���ǿ���������Խ��͵���Ҫԭ���⣬��������������������ƹ����н����������ڲ�����Ҳ�Բ��ϵ�ǿ��������ǿ���ã���ͬʱ��Ҳ�Dz����쳤���½���ԭ��������ľ۾����ͳ��˶��ѵ�����Դ������쳤���½���������ʵ��Ľ��У�������ֲ����ȣ�����쳤���������ߡ����⣬Tsuji��[26]��Ϊ����ARB���κ�ľ���С��1 ��mʱ��������û�г������Ե�Ӳ����������ǿ�Ⱥ�����ǿ���������Ӳ���Ƿ������ȱ��εı�Ҫ���������ʹ�������ʱ�����쳤���½�������֮������С��1 ��m��IJ��ϳ��������Բ��ȶ��ԡ�
����ARB���εIJ����������ϵľ����ԣ������Աȱ���ǰ�½������ڸߵ���ARB���������׳��ֱ��Ѻ����Ķ���[6]������ͨ�����´�ʩ����ARB���ϵ��쳤�ʣ�1) ͨ����ǿ���ϱ����ļӹ�Ӳ�����������ڻ���������ϸС����ɢ�ֲ��ĵڶ��࣬�����ƾ���UFG��֯���ϵ��������ԣ�2) ͨ���˻��������ѵ��ۺ���ѧ����[27]����Ӧ��������˻��У����Է����������ٽᾧ���ڼ���ɢ�κ˵ľ����ᷢ������SPD���Ͼ���70�����ϵ�HAGB�����˻�����з����������ٽᾧ��HAGB�ĺ������䡣�˻�����о���ֲ��������ţ���ƽ������������¾������ᷢ������[4]��������1100��Al��ARB�����˻�ʱ�����������д�����ӣ������˻�ʱ���������ٽᾧ�뾧��������˲��ϵ�ǿ��Ҳ�½��϶�[23]����������к���ϸС�����������ǿ�����������Ԥ���˻���̲�������ʹ�������ӣ������ڵڶ���Ķ������ã�ǿ���½�����ܴӶ�����������ۺ����ܡ�
3.4 ǿ������
ARB�����Ʊ���UFG����ͨ���ȴ־����ϵ�ǿ�ȸ�2~4������ǿ�����ƿɹ���Ϊ���¼��֣�1) ARB�����ڽϵ͵�Ӧ��ʱǿ��Ѹ���������ɹ������Ǿ�����γɣ������Ǿ���ϸ������Ϊ�ڽϵ��¶��£���֯���ݱ���Ҫ��λ���ܶȵ����ӺͶ���ƴ����� ��[28]���������γ��˴�ͳ���Ǿ��ṹ��ȡ����С��2) ����ARB���ϵ�ǿ��Դ�ھ���ϸ��[25]��λ��ǿ ��[20]�Լ��ڴ��������ʱ�γɵ��ȶ��Ļ���֯��[29]������[30]��ΪARB����ǿ�������Ǿ���ϸ����֯���Ĺ�ͬӰ�졣������֯��ƽ����������ʱ��������滬�Ƶ��ٽ����Ӧ��(Critical resolved shear stress��CRSS)�ᶯ̬�����ӣ�ʹ����ǿ�ȴ�����ӡ���ϸ��ǿ���������������У�3) ���������ARB���������������Ĥ�Լ�����ԭ�м�������ǿ�����Ա��ε���������飬�ڻ����ھ��ȷֲ�����ЩС���ӵĴ������˶��������谭�����ƶ���������ã��Ӷ�ʹ����ǿ����4)������ڽ���ˢ��ĥʱ�γɵ�Ӳ���㣬�Լ����ڴ�Ӧ��ʹ�����仯��������ܶ������Ӳ�����ã�Ҳ��ARB����ǿ���Ļ���֮һ[30?31]��
4 ARB�����еļ��б��κ;���ϸ������
4.1 �����
���ư�ĵı����������ͽ�����Ħ��������Ӱ��ܴ�������֪���ڽϴ��Ħ�������£�������ʱ��������������û��������£����ƹ������ڰ�ĵĴα���ᷢ���ϴ�ļ��б���[2]�����ڱ��������ļ��б��Σ������ں�ȷ����ϵı����Ǻܲ����ȵ�[32?33]��
ARB����ͨ�����������������ڴ����������������֮���Ħ�����ڲ��ϵĴα�����ܲ�����ļ���Ӧ�䡣Tsuji��[2]�ڰ�ĵĺ�ȷ�����һö���ӣ�ARB���κ��ӵı�����ͼ9��ʾ[2]����ͼ9�ɼ�������1 ���ε�ARB���Σ����ӷ�����ļ��б��Ρ�
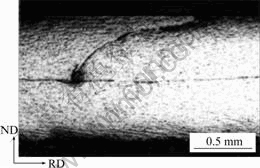
ͼ9 ����1100Al��ĺ�ȷ���Ķ��Ӿ�1����ARB����������ò
Fig.9 Optical microstructure of flection of embedded pin in 1100Al sheet ARB processed by one cycle at ambient temperature without lubrication
����ͼ9������İ���غ�ȷ���ͬ���μ���Ӧ��ķֲ���ͼ10��ʾ[18]����ͼ10�ɼ�������κ�Ӧ��ֲ��ܸ��ӣ���Ϊÿ�ε�����ĵı����ֽ������ģ�����봫ͳ���ƱȽϣ��������б��β����ڰ�ĵı�������ARB����ʵ������ƽ��Ӧ��ͼ���Ӧ��Ĺ�ͬ���ã������б��β����ı��ĵĺ�ȣ�����ڼ��б��κ�ƽ����ε��ӵ�����ЧӦ���б�����ϼ���Ӧ�䣬�Ӷ�ʹ��ЧӦ�������ӣ�Զ����0.8 n(���α�����Ϊ50��ʱ)������[34]�Ƚ��˾�����ͬ��������������ARB���ε�1100Al����֯����ѧ���ܡ��о��������������������=4.8ʱ��1100Al������״��֯�ijߴ�Ϊ0.33 ��m��1 ��m��ARB���״��֯�ijߴ�Ϊ0.2 ��m��0.57 ��m������ARB��ʵ����Ӧ�������ߡ��ݼ��㣬���ε�ЧӦ��Ϊ0.8ʱ��ÿARB��������ļ���Ӧ����1.2����[23]������[8]��Ϊ����ͬ����Ӧ���£�99��Alͨ��ARB�����γ�UFG��֯���ٶȱȳ������Ʊ���Ҫ��ö࣬���ܵ�ԭ��֮һ��������ARB�����лᷢ����ļ��б��Ρ�Utsunomiya��[23]���о������������������£�Al�弴ʹ����7���ε�ARB����Ȼ�����γ�UFG��֯��
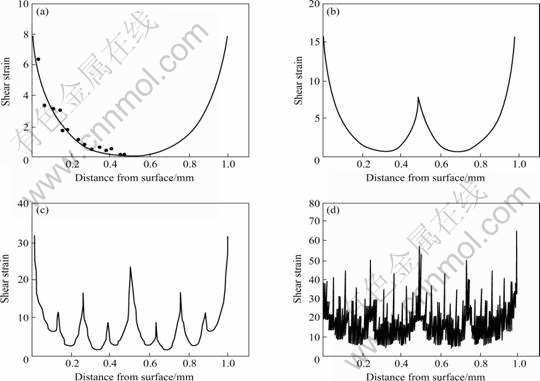
ͼ10 ARB���ι������ذ�ĺ�ȷ���ļ���Ӧ��ֲ�
Fig.10 Distribution of shear strain through thickness of 1100Al ARB processed by different cycles at RT: (a) 1 cycle; (b) 2 cycle; (c) 4 cycle; (d) 8 cycle
��ļ��б��λ�ʹ��������֯��֯���ֲ������ȡ��ذ��������С�����Ӧ��ֲ��Ĺ�ϵ���ͼ11��ʾ[23]���ڼ���Ӧ��ķ�ֵλ�ö�Ӧ���ָ�ϸС��UFG��֯��������ARB�����У�����Ӧ����UFG�γɹ����а�������Ҫ�����á���ARB�����У���ȷ������ڼ���Ӧ�䣬�Ҳ�ͬλ�ü���Ӧ����ڽϴ��Ӧ���ݶȡ��ڼ���Ӧ��ķ�ֵλ�ö�Ӧ���ָ�ϸС��UFG��֯��������Ϊ�������ڸ�λ�ó����˽ϴ��Ӧ���ݶȡ��о�[35]���֣����ֽ����ڦ�vm=4.8����֯�ں�ȷ����Ǿ��ȵģ�����ARB�����Ʊ�����֯���ڦ�vm�ϴ�ʱ�ǿ��Դﵽ���ȵġ���Ϊ����vm��Сʱ������Ӧ���غ�ȷ���ֲ��ܲ����ȣ�����vm�ܴ�ʱ����ֲ����ȡ�

ͼ11 ARB���ι����м���Ӧ��;����ߴ�ֲ��Ĺ�ϵ
Fig.11 Relationship between shear strain distribution and grain size distribution in 1100Al sheet ARB processed by four cycles
4.2 ����ϸ������
�ڴ�Ӧ���շ�����ϸ���ı����У��γ��µĴ�ǶȾ���(High angle grain boundary, HAGB)�Ļ���������[4]��1) ԭ�о�������Ӧ������ӳɱ�����չ[36]��2) ͨ������ϸ�ֶ��γ��µ�HAGB[37]���ڶ��ֻ����ڴ�ͳӦ��(��vm<3)�н����˹㷺���о�[36?38]����������ǶȾ���ϸ����һ����Ҫ�Ļ��ơ������׳ߴ��������շ���ǶȾ����γɣ�ʹ������ϸ�֡��˺�ͨ���ظ��γɾ���ƽ�⾧���UFG������ں�ȷ����б���Խ��������Խϸ�����ڴ�ĵ�ЧӦ��ᵼ�´��λ�����ۣ����������ֵø�ϸ��
ARB�����Ʊ�UFG��֯(Sub-micron)����ʹ���ϴ��ǿ����ͨ����Ϊ��ARB�����еľ�����֯�ݱ���̿��Թ���Ϊ[28]�����Ž�Сʱ(��<1.6)�����Թ۲쵽λ�������γɣ�Ȼ�����ڶ���Ƶ�������λ�������ϵõ�ϸ����λ�����ڵ�λ���ܶ���Խϵͣ����Ŧ�����(��>1.6)��λ����ת��Ϊ��ϸ���Ǿ����ڸ���Ħ�ʱ����֯���ݱ���Ҫ���Ǿ���ת��Ϊ��ǶȾ��磬�����Ǿ���ϸ��������ѡ������SAD������������ʻ�״��������ǶȾ���ı����������ӡ�����[15]��ΪARB����ϸ���Ļ�����С�ǶȾ���ת��Ϊ��ǶȾ��硣
��������Ӧ�乤����ȣ�ARB����ϸ�����ƿ��Թ���Ϊ���¼���[6, 39?40]��1) �ڰ���漰�α�����ھ��ҵļ��б��Ρ�ARB������ͨ��Ϊ�˻�����õĽ����϶���ʹ�������ÿ��ARB�����о����ڱ������������ļ��б��Ρ��������Ӧ����������ARB���̵ĵ�ЧӦ�䣬������һ��������һ��ı����ֽ��������ģ��Ӷ�ʹ�ߵ���ARB֮����нϴ���б��εı��������غ�ȷֲ��ܸ��ӣ���������κ����������������������Ӧ�䡣�������ARB��UFG��֯���γɻ���֮һ��2) ��һ�ֻ����������µı��棬����κ�ARB��������������µı��档��Щ����������õ���ά��֯�����������Ĥ�ͼ�����ͨ��������ARB���̣�������ɢ�ֲ�����Щ���ʿ�ǿ�����ϣ���Ϊ����������ϰ��3) Ӧ��·������֯ϸ��Ҳ��Ӱ��[39]����ECAP�Ʊ�Al-Mg�Ͻ�UFG��֯���о��У�Iwahashi��[40]������Ӧ��·����UFG��֯�γɵľ�Ӱ�죬����ECAP���μ���ת90?�����Ը�����UFG��֯����ʹ�����ܵļ��б�������ȡ���ARB�У����д�ļ��б��εı�����������һ�����н������IJ�λ��������ͳ��ƽ�����Ʊ��Σ�����Ӧ��ģʽҲ���Կ���Ӧ��·���ĸı䣬������UFG��֯���γ���������Ҫ���ã�4) ��ARB���ι����л�������һЩ����Ҳ�Ƚ���Ҫ�����ڼ��д��������еĻ��ƻ��γ�HAGB[41]����ijЩ�Ͻ�����ʱ��������Ҳ���γ��µĴ�ǶȾ���[42]����֯����Ӱ�����������ARB������UFG��֯�γɻ��ƵĹؼ�����֮һ��
ARB���κ��UFG�����Ǿ������Ǿ������֮����нϴ��ȡ���ӱ߽�ȡ������������˵�����Ǿ����ٽᾧ����������������һ�����棬UFG��֯���б���������ò�����ڲ�����λ���ǽṹ�����DZ�����֯����������Щ��������Ϊ�ھ����Ա��ι�����UFG��֯���γɻ����ṩ�������Ϣ��������Щ���ƻ�û����ȫ�����
5 ARB������þ�Ͻ��е��о�
���������ARB�������о������ڸ��������Ͻ��棬����ARB�����Ʊ�þ�Ͻ���ϵı������١�þ����Ͻ���Ϊ21�������DZ������ɫ�����ṹ���ϣ�����������Խ�ԣ���Ҳ�о����ԣ�������������ʴ�⣬þ�Ͻ��ǿ�Ⱥ������������ṹ������Ƚϵ�(��������)���Ӷ�������þ�Ͻ�ij�������[43?45]��
�������߲����ۻ��������ն�AZ31þ�Ͻ��Ľ�����ʵ���о������������ARB���ζ�AZ31þ�Ͻ�����ѧ���ܵ�Ӱ���������Ͻ�������ϵ�Ӱ�첻ͬ��AZ31þ�Ͻ��ľ���400 ��ARB���κ����ѧ������ͼ12��ʾ��þ�Ͻ����ư�������쳤��С�ں���������HCP����ṹ�IJ��Գ��Ժ����ƹ������γɵİ�֯������ģ�����[46]Ҳ����ͬ���о��������ͼ12�ɿ���������3���ε��ۻ�������AZ31þ�Ͻ��ĵ�ǿ�������½��������Եõ��ܴ�ĸ��ƣ�����������ͺ���ĸ������Լ�С����Ӧ����þ�Ͻ���ARB���ι����е�֯���ݱ�Ͷ�̬�ٽᾧ�йأ���ϸ�ı��λ������������о��С�
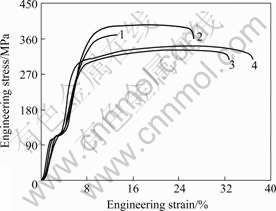
ͼ12 ARB���ζ�AZ31���������ѧ���ܵ�Ӱ��
Fig.12 Effect of ARB process on mechanical properties of AZ31 magnesium alloy: 1��As-rolled, longitudinal; 2��As-rolled, transversal; 3��ARBed, longitudinal; 4��ARBed, transversal
���⣬ARB���ι�����AZ31�ľ���û�������Ͻ�һ������Ӧ������ӷ���������ϸ��(����ϸ����0.5~1.0 ��m����)����ɹ�����ARB�����¶ȵ�Ӱ�죺���Ͻ����Ժã�ARB�¶ȵ���200 ��(С�����ٽᾧ�¶�)�����������������½���ARB���Ρ���AZ31þ������HCP�ľ���ṹ�Ĵ��ԣ�200 ���½���ARB�����˱������ƣ�ͨ��ARB���ε��¶�Ϊ400 ��[1]�����μ�ļ���ʹϸ���ľ����������Գ����о����������300 ����AZ31��ľ���3���ε�ARB���Σ�ƽ�������ߴ�ԼΪ1.6~2.0 ��m����(��ͼ13)���˺���û�н�һ��ϸ��������֯�������������ӡ�
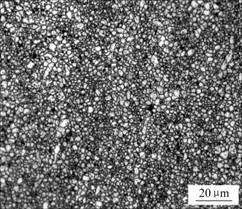
ͼ13 ����ARB���ε�AZ31þ�Ͻ��ĵ�����֯
Fig.13 Microstructure of ARBed AZ31 magnesium alloy sheet
6 ARB������Ӧ��ǰ����չ��
���úܸߵ�Ӧ�䣬ʹ����ϸ��������ˮƽ���Ӷ����Ʋ��ϵ����ܣ�����ָ��˼���Ǻܾ����������ģ���Ϊͨ�����ֹ��տ���ʹһЩ�IJ����ȴ���ǿ���ĺϽ��úܸߵ�ǿ�ȣ��������ԺߺϽ����������������ڲ��ϵĺϽ̶ȵͣ����Ͽɻ�������ǿ�����ӷ�����ɫ������Ҫ�������SPD������������Ҫ�ľ�����[47?50]��1) �Գ����豸Ҫ��ߣ�Ҫ���豸���нϴ���غ�������ģ�۸�2) �����ʵͣ��Ʊ��IJ������С�������Щ���ղ����ڹ�ҵ�����������䲻�����Ʊ���ߴ�ṹ���ϣ����ġ���ǡǡ�Ǵ�ߴ�Ľṹ���϶�ǿ�Ⱥ����Ե�Ҫ��ϸߡ�
������SPD������ȣ�ARB������������ͻ������Խ�ԣ���Ҫ�����ڣ�1) �ɱ��ϵͣ����ռ���ͨ��ARB���Σ�������Ҫ���ӺϽ�Ԫ�أ����UFG�ߵ�ǿ�ȣ����кߺϽϽ���������ǿ�ȣ����ֹ��ն��ڽ��������ɱ��Ͳ����ܶ��Լ���߽������ϵĻ����������ܾ��кܴ����Խ�ԡ����⣬�ù��ղ���Ҫ������豸�������ڽ������������У����ƺ����ѱ��㷺Ӧ�ã�2) �����ʸߣ�����������ߴ�IJ��ϣ�����ʵ�ֹ�ҵ��������������ʵ���н����ÿ���Ϊ20 mm�ı��壬����ҵ��Ӧ���ڿ��ȴ�ı���Ӧ�ò���������ѣ�3) ���������������Ʊ���ߴ��ĵ�����ѡ�Ĺ��գ����Ǻ�ȷ������Ӧ���ܵ����ƣ�����������ѹ�������ӣ����ϵĺ�ȼ�С����ARB�����У����ƵIJ��ϱ��жϡ������ʹ����������ǰ��ͬȻ��������ƣ������Ĺ��̷������У����ڷ���������ԭ���Ͽ��Խ��������Ρ���ˣ������ں�ȷ�����Ի�õ�Ӧ���Dz������Ƶġ�
ARB�����������˵�Ӧ��ǰ������������о������ڱ��κ���ϵ���֯�������ڱ����г��ֵľ���ϸ�������Լ����ղ����Ͳ��ϲ��������ղ�����֯��Ӱ�죬���Ϸ�����о���Ȼ�dz���ϵͳ��ֵ�ý�һ�������о���
����������þ�Ͻ���ϸ�����������һЩ�о�����Ҫ��ECAE�Ϳ������̷�ĩ�ļ�ѹ�������Ʊ������ߴ�С��1 ��m�IJ��ϣ�Ȼ�����߾��о����ԣ�ECAEֻ���Ʊ�С�ߴ���ϣ�����ĩұ��?��ѹ���յijɱ��ܸ�[51]���ܶ�Ŭ���������Ʊ�����ǿ�Ⱥ����Ե�þ�Ͻ���ϣ��������ɱ����á��ʺ��ڹ�ҵ�ƹ�Ӧ�õĹ���������Ҫ��ARB�������ص㼰���ߵ��о�����������ARB������һ�ֺ���DZ�����Ʊ�����ϸ����֯�Ĵ�ߴ�þ�Ͻ��ġ�����þ�Ͻ�ǿ�Ⱥ����ԵĹ��ռ�����þ�Ͻ�������֯��ARB���ι����Ż������λ��Ƽ�����ARB���ε�ϸ��þ�Ͻ�����ȶ����д���һ���о���
[1] P��rez-Prado M T, del Valle J A, Ruano O A. Grain refinement of Mg-Al-Zn alloys via accumulative roll bonding[J]. Scripta Materialia, 2004, 51(11): 1093?1097.
[2] Tsuji N, Saito Y, Lee S H, Minamino Y. ARB (Accumulative roll-bonding) and other new techniques to produce bulk ultrafine grained materials[J]. Advanced Engineering Materials, 2003, 5(5): 338?344.
[3] del Valle J A, P?erez-Prado M T, Ruano O A. Accumulative roll bonding of a Mg-based AZ61 alloy[J]. Mater Sci Eng A, 2005, A410/411: 353?357.
[4] Prangnell P B, Bowen J R, Apps P J. Ultra-fine grain structures in aluminium alloys by severe deformation processing[J]. Mater Sci Eng A, 2004, A375/377: 178?185.
[5] Cherukuri B, Nedkova T S, Srinivasan R. A comparison of the properties of SPD-processed AA-6061 by equal-channel angular pressing, multi-axial compressions/forgings and accumulative roll bonding[J]. Mater Sci Eng A, 2005, A410/411: 394?397.
[6] Saito Y, Utsunomiya H, Tsuji N, Sakai T. Novel ultra-high straining process for bulk materials development of the accumulative roll-bonding(ARB) process[J]. Acta Materialia, 1999, 47(2): 579?583.
[7] Kumar K S, Van Swygenhoven H, Suresh S. Mechanical behavior of nanocrystalline metals and alloys[J]. Acta Materialia, 2003, 51(19): 5743?5774.
[8] Huang X, Tsuji N, Hansen N. Microstructural evolution during accumulative roll-bonding of commercial purity aluminum[J]. Mater Sci Eng A, 2003, A340: 265?271.
[9] Iwahashi Y, Wang J, Horita Z, Nemoto M. Principle of equal-channel angular pressing for the processing of ultra-fine grained materials[J]. Scripta Materialia, 1996, 35(2): 143?146.
[10] Saito Y, Utsunomiya H, Suzuki H, Sakai T. Improvement in the r-value of aluminium strip by a continuous shear deformation process [J]. Scripta Materialia, 2000, 42(12): 1139?1144.
[11] Lee J C, Seok H K, Han J H, Chung Y H. Controlling the textures of the metal strips via the continuous confined strip shearing(C2S2) process [J]. Materials Research Bulletin, 2001, 36(5/6): 997?1004.
[12] Valiev R Z, Langdon T G. Principles of equal-channel angular pressing as a processing tool for grain refinement[J]. Progress in Materials Science, 2006, 51(7): 881?981.
[13] Furukawa M, Horita Z, Nemoto M, Langdon T G. The use of severe plastic deformation for microstructural control[J]. Mater Sci Eng A, 2002, A324: 82?89.
[14] H?ppel H W, May J, G?ken M. Enhanced strength and ductility in ultrafine-grained aluminium produced by accumulative roll bonding[J]. Adv Eng Mater, 2004, 6(4): 219?222.
[15] Karl��k M, Homolaa P, Sl��mov�� M. Accumulative roll-bonding: first experience with a twin-roll cast AA8006 alloy[J]. Journal of Alloys and Compounds, 2004, 378(1/2): 322?325.
[16] Xing Z P, Kang S B, Kim H W. Softening behavior of 8011 alloy produced by accumulative roll bonding process[J]. Scripta Materialia, 2001,45(5): 597?604.
[17] Tsuji N, Toyoda T, Minamino Y. Microstructural change of ultrafine-grained aluminum during highspeed plastic deformation[J]. Mater Sci Eng A, 2003, A350: 108?116.
[18] Kim H W, Kang S B, Tsuji N. Elongation increase in ultra-fine grained Al-Fe-Si alloy sheets[J]. Acta Materialia, 2005, 53(6): 1737?1749.
[19] Bowen J R, Prangnell P B, Humphreys F J. Microstructural evolution during formation of ultrafine grain structures by severe deformation[J]. Mater Sci Technol, 2000, 16(11/12): 1246?1250.
[20] Tsujia N, Iwata T, Sato M. Aging behavior of ultrafine grained Al-2%Cu alloy severely deformed by accumulative roll bonding[J]. Science and Technology of Advanced Materials, 2004, 5(1/2): 173?180.
[21] Lee S H, Saito Y, Tsuji N, Utsunomiya H, Sakai T. Role of shear strain in ultragrain refinement by accumulative roll-bonding (ARB) process[J]. Scripta Materialia, 2002, 46(4): 281?285.
[22] Tsuji N, Ueji R, Minamino Y. Nanoscale crystallographic analysis of ultrafine grained IF steel fabricated by ARB process[J]. Scripta Materialia, 2002, 47(2): 69?76.
[23] Lee S H, Saito Y, Sakai T, Utsunomiya H. Microstructures and mechanical properties of 6061 aluminum alloy processed by accumulative roll-bonding[J]. Mater Sci Eng A, 2002, A325: 228?235.
[24] Tsuji N, Saito Y, Utsunomiya H. Ultra-fine grained bulk steel produced by accumulative roll-bonding (ARB) process[J]. Scripta Materialia, 1999, 40(7): 795?800.
[25] Saito Y, Tsuji N, Utsunomiya H, Sakai T, Hong R G. Ultra-fine drained bulk aluminium produced by accumulative roll-bonding (ARB) process[J]. Scripta Materialia, 1998, 39(9): 1221?1227.
[26] Tsuji N, Ito Y, Saito Y, Minamino Y. Strength and ductility of ultra-fine grained aluminum and iron produced by ARB and annealing[J]. Scripta Materialia, 2002, 47(12): 893?899.
[27] Hayes J S, Kyte R, Prangnell P B. Effect of grain size on the tensile behaviour of. a submicron grained Al-3%Mg alloy produced by severe deformation[J]. Mater Sci Technol, 2000, 16(11/12): 1259?1263.
[28] Park K T, Kwon H J, Kim W J. Microstructural characteristics and thermal stability of ultrafine grained 6061 Al alloy fabricated by accumulative roll bonding process[J]. Mater Sci Eng A, 2001, A316: 145?152.
[29] P��rez-Prado M T, del Valle J A, Ruano O A. Achieving high strength in commercial Mg cast alloys through large strain rolling[J]. Materials Letters, 2005, 59(29): 3299?3303.
[30] Kim H W, Kang S B, Xing Z P, Tsuji N, Minamino Y. Texture properties of AA8011 aluminum alloy sheet manufactured by accumulative roll bonding process (ARB) [J]. Mater Sci Forum, 2002, 408/412: 727?732.
[31] Sato M, Tsuji N, Minamino Y, Koizuni Y. Fabrication of surface nanocrystalline aluminum alloys[J]. Mater Sci Forum, 2003, 426/432: 2753?2758.
[32] Truszkowski W, Krol J, Major B. Inhomogeneity of rolling texture in fcc metals[J]. Metall Trans A, 1980, 11(5): 749?758.
[33] Sakai T, Saito Y, Matsuo M, Kawasaki K. Inhomogeneous texture formation in high speed hot rolling of ferritic stainless steel[J]. ISIJ International, 1991, 31(1): 86?94.
[34] Hansen N, Huang X, Ueji R, Tsuji N. Structure and strength after large strain deformation[J]. Mater Sci Eng A, 2004, A387/389: 191?194.
[35] Li B L, Tsuji N, Kamikawa N. Microstructure homogeneity in various metallic materials heavily deformed by accumulative roll-bonding[J]. Mater Sci Eng A, 2006, A423: 331?342.
[36] Sevillano J G, van Houtte P, Aernoudt E. Large strain work hardening and textures[J]. Prog Mater Sci, 1980, 25(2/4): 69?134.
[37] Hughes D A, Hansen N. High angle boundaries formed by grain subdivision mechanisms[J]. Acta Materialia, 1997, 45(9): 3871?3886.
[38] Bay B, Hansen N, Hughes D A, Kuhlmann-Wilsdorf D. Evolution of f.c.c. deformation structures in polyslip[J]. Acta Metall Mater, 1992, 40(2): 205?219.
[39] Iwahashi Y, Furukawa M, Horita Z, Nemoto M, Langdon T G. Microstructural characteristics of ultrafine grained aluminum processed using equal channel angular pressing[J]. Metall Mater Trans A, 1998, 29: 2245?2252.
[40] Iwahashi Y, Horita Z, Nemoto M, Langdon T G. The process of grain refinement in equal-channel angular pressing[J]. Acta Materialia, 1998, 46: 3317?3331.
[41] Malin A S, Hatherly M. Microstruture of cold-rolled copper [J]. Metal Sci, 1979, 13: 463?472.
[42] Valiev R Z, Ivanisenko Y V, Rauch E F, Baudelet B. Structure and deformation behaviour of Armco iron subjected to severe plastic deformation[J]. Acta Materialia, 1996, 44(12): 4705?4712.
[43] Mukai T, Yamanoi M, Watanabe H, Higashi K. Ductility enhancement in AZ31 magnesium alloy by controlling its grain structure [J]. Scripta Materials, 2001, 45(1): 89?94.
[44] Drozd Z, Trojanov�� Z, K��dela S. Deformation behaviour of Mg-Li-Al alloys [J]. Journal of Alloys and Compounds, 2004, 378(1/2): 192?195.
[45] Agnew S R, Horton J A, Lillo T M, Brown D W. Enhanced ductility in strongly textured magnesium produced by equal channel angular processing [J]. Scripta Materialia, 2004, 50(3): 377?381.
[46] �����ƣ�������ƹ�ܣ��ƹ�ʤ���˸�����������. AZ31Bþ�Ͻ��ĵ�֯��[J]. �����о�ѧ��2004, 18(5): 466?470.
WANG Ling-yun, FAN Yong-ge, HUANG Guang-jie, HUANG Guang-sheng, PAN Fu-sheng, LIU Zheng-hong. Texture of AZ31B magnesium alloy sheets [J]. Chinese Journal of Materials Research, 2004,18(5): 466?470.
[47] Valiev R Z, Islamgaliev R K, Alexandrov I V. Bulk nanostructured materials from severe plastic deformation [J]. Progress in Materials Science, 2000, 45(2): 103?189.
[48] ���������¾���������֣����������� ��. AgSnO2��ͷ���ϵķ�Ӧ�ϳ��Ʊ�������Ա��μӹ�[J]. �й���ɫ����ѧ��, 2006, 16(5): 829?834.
ZHOU Xiao-long, CHEN Jing-chao, SUN Jia-lin, ZHANG Kun-hua, DU Yan. Reactive synthesis and severe plastic deformation of AgSnO2 contact materials [J]. The Chinese Journal of Nonferrous Metals, 2006, 16(5): 829?834.
[49] Segal V M. Materials processing by simple shear [J]. Mater Sci Eng A, 1995, A197: 157?164.
[50] Kim H S. Finite element analysis of high pressure torsion processing [J]. Journal of Materials Processing Technology, 2001, 113(1/3): 617?621.
[51] P��rez-Prado M T, Del Valle J A, Contreras J M, Ruano O A. Microstructural evolution during large strain hot rolling of an AM60 Mg alloy [J]. Scripta Materialia, 2004, 50(5): 661?665.
������Ŀ��������Ȼ��ѧ����������Ŀ(50575076)���㶫ʡ��Ȼ��ѧ�����ص�������Ŀ(36547)���й���ʿ���ѧ����������Ŀ(20060400748)
�ո����ڣ�2006-09-13�������ڣ�2007-02-26
ͨѶ���ߣ���ԪԪ�����ڣ��绰��020-87112948��E-mail��mehjli@scut.edu.cn
ժ Ҫ���Բ����ۻ����������Ʊ���ϸ����֯�ļ���������ϸ���������������ۻ�����������ԭ����ARB���ϵ���֯����ѧ��������������ARB���ι����еļ��б��Ρ�����ϸ�����ƺ�ǿ�����ƽ��з���������ARB���������Ʊ���ߴ�ij�ϸ����֯���ϣ������¿���ǿ��ͨ���ȴ־����ϵĸ�2~4����ARB���ϵ�ǿ��Դ�ھ���ϸ����λ��ǿ�����ڴ��������ʱ�γɵ��ȶ�����֯�������������Ĥ�Լ�����ԭ�м�������ǿ�����Ա�������µ���������ɢ�ֲ���������ARB��������Խ�ԣ��������Ʊ���ϸ�����������Ӧ�ý�����չ����
